知名阀门公司内部资料--API6D阀门质量计划
API6D4”Z1A21C美标闸阀使用说明书

API6D4”Z1A21C美标闸阀使用说明书
DS/SYSM-Z-04-01 API6D4”Z1A21C美标闸阀其闸板在阀杆的带动下,沿阀座密封面作升降运动而达到启闭的目的。
1、压力级:150磅
2、使用温度:-29℃~425℃
3、适用介质:水、蒸汽、油品等非腐蚀性介质
4、流量系数Kv=817.8
5、最大关闭扭矩为32522 (N.㎜)
6、最大关闭力为295N
一、结构特点
1、阀体通道为全通径,流体阻力小。
2、介质可从闸阀二侧任意方向流过,不受介质流动方向的限制。
3、全开时密封面受冲蚀性较小,密封性能好。
二、维护保养
1、运输途中的维护
阀门在运输途中应注意要轻装轻卸,以防止法兰密封面磕碰损坏,应将密封面擦干净后再关闭。
要确保油漆、铭牌和法兰密封面的完好,现场要作好防雨、防尘工作。
2、保管中的维护
对入库的阀门,要认真擦拭、清洗阀门在运输过程中的积水和灰尘,对容易生锈的加工面、阀杆、密封面应涂上一层防锈剂或贴上一层防锈纸加以保护。
阀门进出口通道的封盖要封好,以免赃物进入。
对在运输中损坏、丢失的阀门零部件,应及时配齐。
3、运转中的维护
阀门在运转过程中要使阀门处于常年整洁、润滑良好、阀件齐全、正常运转的状态。
以达到开启灵活的目的,不允许在运行中对阀门进行敲打。
阀门关闭或开启不允许使用加长板手。
三、常见故障的防治。
阀门质量计划控制程序

阀门质量计划控制程序
阀门质量计划控制程序是用来确保阀门产品质量的一套规范流程。
其主要包括以下步骤:
1. 制定质量计划:首先,应根据市场需求、产品质量标准和技术要求等制定质量计划。
质量计划应包括质量目标、质量控制措施、质量检验方法和质量标准等内容。
2. 原材料质量控制:阀门产品的质量很大程度上取决于原材料的质量。
因此,在采购原材料时,应严格筛选供应商,并对原材料进行抽样检测,确保原材料的质量符合要求。
3. 生产过程质量控制:在生产过程中,应实施质量控制,对每个生产工序进行检验和检查,确保产品质量合格。
同时,应建立生产记录和统计报表,对生产过程进行分析和总结,及时发现问题并采取措施解决。
4. 质量检验和控制:质量检验是确保产品质量的最后一道工序。
在质量检验过程中,应严格按照质量标准和检验方法进行检验,确保产品符合要求。
同时,应建立质量检验记录和统计报表,对检验结果进行分析和总结,及时采取措施解决质量问题。
5. 不合格品控制:对于不合格的产品,应立即停止生产并进行处理。
同时,应建立不合格品记录和统计报表,对不合格品进行分析和总结,并采取措施进行纠正和改进。
阀门质量计划控制程序是确保阀门产品质量的一套规范流程,需要认真执行和规范操作。
知名阀门公司内部资料--API6D阀门质量计划

----------------------------API 6D 产品3” Z40H150Lb 闸阀主要零件制造质量计划生产单位:XXXXX有限公司V D C PH 参考1 产生11 12 D V 参考2 产生14参考文件:编写说明:质量记录:(1)进货检验作业规范QB/ZLJ-QT-02 V 目视检查(11)进货检验记录JL/ZLJ-10-01(2)过程检验作业规范QB/ZLJ-QT-03 D 尺寸检查(12)质量合格证明书(外协)(3)焊接作业规范QB/ZLJ-QT-04 H 硬度检查(13)完工检验记录JL/ZLJ-10-03(4)热处理工艺卡 C 化学成份(14)零件检验跟踪记录JL/ZLJ-10-04(5)密封面研磨作业规范QB/ZLJ-QT-05 PH 机械性能(15)焊接操作记录JL/ZLJ-09-06(6)装配作业规范QB/ZLJ-QT-06 F 最终检验(16)API产品最终检验记录JL/ZLJ-10-07(7)压力试验作业规范QB/ZLJ-QT-07 PT液体渗透探伤(17)产品质量证明书JL/ZLJ-10-09(8)涂漆作业规范QB/ZLJ-QT-08 (18)时—温曲线表(自动)(9)产品最终检验和试验作业规范QB/ZLJ-QT-09(10)包装、搬运作业规范QB/ZLJ-QT-10控制要求(1)产品的标识按《产品标识和可追溯性控制程序》(YDF-QP2081-2001)执行;(2)检验和试验状态按《检验和试验状态控制程序》(YDF-QP2101-1999)执行;(3)不合格品的处置按《不合格品的控制程序》(YDF-QP2131-2001)执行;精选资料----------------------------精选资料(4)加工过程中的作业要求执行相关的工艺过程卡或技术要求规范。
API 6D 产品2”Q41F150Lb 球阀主要零件制造质量计划生产单位:有限公司V D C PH 参考 1 产生 11 12 D V 参考 2 产生 14产生 13 参考 1产生 11参考文件: 编写说明: 质量记录:(1)进货检验作业规范 QB/ZLJ-QT-02 V 目视检查 (11)进货检验记录 JL/ZLJ-10-01 (2)过程检验作业规范 QB/ZLJ-QT-03 D 尺寸检查 (12)质量合格证明书 (外协)(3)焊接作业规范 QB/ZLJ-QT-04 H 硬度检查 (13)完工检验记录 JL/ZLJ-10-03(4)热处理工艺卡 C 化学成份 (14)零件检验跟踪记录 JL/ZLJ-10-04 (5)密封面研磨作业规范 QB/ZLJ-QT-05 PH 机械性能 (15)焊接操作记录 JL/ZLJ-09-06 (6)装配作业规范 QB/ZLJ-QT-06 F 最终检验 (16)API 产品最终检验记录 JL/ZLJ-10-07(7)压力试验作业规范 QB/ZLJ-QT-07 PT 液体渗透探伤 (17)产品质量证明书 JL/ZLJ-10-09 (8)涂漆作业规范 QB/ZLJ-QT-08 (18)时—温曲线表 (自动) (9)产品最终检验和试验作业规范 QB/ZLJ-QT-0910)包装、搬运作业规范 QB/ZLJ-QT-10控制要求(1)产品的标识按《产品标识和可追溯性控制程序》(YDF-QP2081-2001)执行;(2)检验和试验状态按《检验和试验状态控制程序》(YDF-QP2101-1999)执行; (3)不合格品的处置按《不合格品的控制程序》(YDF-QP2131-2001)执行;----------------------------精选资料(4)加工过程中的作业要求执行相关的工艺过程卡或技术要求规范。
API6D认证

什么是阀门行业API 6D认证API是美国石油学会(American PetroleumInstitute)的英文缩写。
API建于1919年,是美国第一家国家级的商业协会。
API的一项重要任务,就是负责石油和天然气工业用设备的标准化工作,以确保该工业界所用设备的安全、可靠互换性。
API在美国国内及国外都享有很高的声望,按它所制定的石油化工和采油机械技术标准被许多国家采用,它是盖美国商业部和美国贸易委员会的承认的石油机械认证机构。
API的认证标在国际上也享有很高的信誉。
佩带API标志的石油机械不仅被认为是质量可靠而且具有先进技术水平。
API标准共分为三大类:1、石油设备设计及制造规范;2、石油设备使用及维修推荐做法;3、钻井用及条采油作业推荐做法。
一般情况下,API标准每5年至少进行一次复审、修改、重新确认或撤消。
有时复审周期可延长一次,但延长超过2年。
所以,除已授权再自版延期,API标准自出版之日起,5年后不再有效。
API对申请认证的产品不要求强制性的实验室检测,但对涉及石油、天然气的采集、加工行业的各种设备,API提出了55种详细规范。
如,6D规范涉及管线阀门,包括球阀、闸门、止回阀等。
这些规范规定了产品需满足的最低要求。
虽然无强制检测,但API的观察员会检查厂家递交的产品计划书,确保厂方在生产进程在执行产品规划体系。
API的解释,就是美国石油学会所制定的标准,其标准世界通用。
我国石油工业有自己的标准,但很多也需表明符合API某某标准。
比如,在油品计量时确定油品相对密度,我国通常采用20℃时油品密度与4℃的水的密度之比,而欧美各国比重指数表示液体的相对密度,即API值。
阀门质量认证之API认证API为美国石油学会标准,在世界具有权威性。
API 6D《管线阀门》第22版已于2002年7月1日生效,等同于ISO14313-1999石油和天然气工业-管道输送系统-管道阀门,是石油管道输送国家上公认的权威性标准。
API6D-22版解读

API6D阀门解读API6D阀门解读发布: 2008-9-28 21:30 | 作者: 转载王| 来源: 承压设备博客API6D阀门解读API6D阀门解读API 6D 《管线阀门》第22版解读与执行要点研讨上海埃比埃斯技术检验有限公司朱翌总摘要:解读API 6D第22版,提供标准执行的指南关键词:解读执行 API 6D第22版Exposition & Key Points of Implement for API 6D 《Pipeline Valves》,Twenty-second EditionZHU Yi-zong(ABS Consulting Shang hai Office China)Abstract: Expounding API 6D 22th Ed and Providing the guide for key points of ImplementKey words: exposition implement API 6D 22th Ed.美国石油学会(API)最新发布的API 6D 《管线阀门》第22版(以下简称22版),于2002年7月1日起正式生效。
现行的API 6D第22版与ISO14313:1999等同。
中国阀门制造行业有众多的API 6D的持证单位和即将取证的单位,及时了解22版的增补内容,适应日益推进的美国API专业体系的调整和标准一体化的大趋势,做好有关设计工艺、材料验收、检验规程、铭牌标记等技术文件的修改工作十分重要。
本文主要是通过对22版的总体结构、主要内容、专业要点的解读与说明,结合本人多年来在API 6D认证咨询过程中的实践体会,提出在执行贯彻API 6D第22版过程中应注意的问题与实施建议,供国内API 6D的持证和即将取证的单位参考。
1. 总体结构的修改概述1.1 章节增补与删减22版共有13章,附录A~E,其中指导性附录2个,参考性附录3个。
API 6D产品试验规范

其后,每一阀座应作为下游阀座进行试验。阀门两端应排空并阀腔注入试验介质。然后应施加压力,同时在阀门的两端监测通过每一阀座的泄漏。
4.5.4单向座和双向座的双座阀
4.5.4.1单向座
------------------------------------------------------------------------------------------------------------
昆山东吴阀门有限公司
文件编号:DW TP-6D-05
第0次修订
标题:API 6D产品试验规范
修订日期:
实施日期:2005.03.01
版号:A/0
页码:3/4
4.5截断类阀门的试验程序
4.5.1单向阀
随着阀门半开启,阀门和其内腔应完全充满试验介质。然后阀门应关闭并试验压力施加至阀门相应端。
来自每一阀座的泄漏应通过阀门体腔的排放连接监测。对于没有体腔(排放)连接的阀门,阀座泄漏应监测自在阀门各自下游端每一阀座(带压试验介质的阀端下游)。
松开)除非试验孔口是专门为本试验提供的。
2.3阀门在两端封闭和关闭件处于部分开启位置应注入试验介质直到观察到围绕阀杆有试验介质的泄漏。然后应关闭上密封并提供最小为1.1倍的在38℃(100℉)材料确定的压力额定值,试验压力和时间按表1规定的试验压力和表2规定的时间。
2.4泄漏的监测应通过一试验观察孔口或通过围绕松开的填料监测泄露。在其试验压力下,不允许有可见的泄露。
在壳体液压试验中不允许有可见泄露。
壳体液压试验后,外部泄压阀应(再)装配到阀门上。同阀体的连接应在95%的泄压阀整定压力下进行试验,对于尺寸小于等于DN100(NPS 4)的阀门试验保压时间为2分种,对于尺寸等于DN150(NPS 6)的阀门保压时间为5分种。在试验中泄压阀的连接应无可见的泄露。
API规范6D《管道阀门规范》第23版的重要修改
API规范6D《管道阀门规范》第23版的重要修改1.API规范6D《管道阀门》第23版发布的背景该版本标准是ISO14313与API Spec 6D要求相互协调的结果,6D标准中引用了API标准、ASTM标准、ASME标准、NACE标准、ASNT标准和AWS标准,同时还引用了与之对应的、等同的或等效的ISO标准或EN(欧盟)标准,例如:表1 国外标准对比标准概要美国标准ISO或EN标准管线阀门API Spec 6DISO 14313石油工业质量纲要API Spec Q1ISO/TS 29001金属材料抗硫标准NACE MR 0175ISO 15156金属材料CVN试验ASTM A370ISO 148-1非密封管螺纹ASME B1.20.1ISO 228-1焊接工艺和焊工技能评定ASME BPVC-IXISO 9606-1EN 287-1NDE人员资格评定ASNT SNT-TC-1AISO 9712钢产品检验证书EN 10204ISO 10474阀门防火试验API Std. 607ISO 10497焊接工艺评定ASME BPVC-ⅨISO 15607焊接工艺评定ASME BPVC-ⅨISO 15609焊接工艺评定ASME BPVC-ⅨISO 15614-1焊接MPI接收水平ASME BPVC-Ⅷ-1ISO 23278焊接PT接收水平ASME BPVC-Ⅷ-1ISO 23277阀门材料压力-温度等级ASME B16.34EN 1092-1法兰连接ASME B16.5EN 1092-12.阀门类型和规格的变化6D第23版中包含如下结构和类型的阀门,其中,增加了活塞式和轴流式止回阀,并增加了Class 900 Lb的DN 38~48”、Class l500 Lb的DN18~36”和Class 2500 Lb的DN 14~20”。
表2 新版中的阀门与结构类型球阀闸阀止回阀旋塞阀结构型式分类阀体结构上装式闸板结构膨胀式阀瓣结构旋启式无阀座润滑式三片式(对夹式)平闸板/带导流孔轴流式非润滑式焊接式平闸板/不带导流孔活塞式有阀座金属衬套球体浮动球阀杆结构楔式阀瓣数重单阀瓣非金属衬里固定球眀杆双阀瓣流道孔文丘里孔暗杆多阀瓣圆孔阀体法兰式对夹式6D标准中的图例仅是示意图,帮助标准使用者理解标准,某些类型和结构的阀门未列入其中;所有类型的阀门均有全通径和缩径之分;以上分类主要是依据阀门结构形式分类,当然,也可以进行其他分类,如阀门端部连接形式等。
00-阀门产品质量计划

页眉内容1 目的对实现该产品的全过程进行行之有效测量和监控,确保出厂产品满足顾客的要求。
2 范围适用于本公司适用于API Spec 6D球阀/闸阀/止回阀和API Std 608球阀产品从原材料到成品的全过程的质量控制。
3 原材料采购质量控制采购的原材料(圆钢/型材、钢锭、铸件、锻件)、紧固件、非金属密封件、辅助连接(泄压阀/排放阀/排空阀/注脂阀/螺塞)、阀门驱动装置、焊接材料和其它阀门用材料的采购按照《阀门金属材料规范》、《非金属材料密封件检验规范》要求予以控制。
RXRXXXX注2:M——监视点的活动包括过程监视和产品检验试验。
注3:目前尚没有顾客所要求的H——停止点(Hold Point)和W——见证点(Hold Point)。
注4:若顾客在合同中要求H——停止点(Hold Point)和W——见证点(Hold Point),本公司将对此产品质量计划进行更新。
注5:X——表示选择。
6文件和记录检验和试验活动符号7 说明(1)MT适用于铁磁性材料,PT适用于非铁磁性材料。
(2)若客户没有在合同或订单上提出NDT要求,作为API Spec 6D阀门的最低要求,不要求进行NDE。
(3)若客户没有在合同或订单上提出特别的可追溯性要求,作为API Spec 6D阀门的最低要求,不要求对控压件和阀杆进行追溯。
(4)产品的标识按《标识和可追溯性控制程序》(SK/QP-27)执行;(5)检验和试验状态按《检验和试验状态控制程序》(SK/QP-28)执行;(6)不合格品的处置按《不合格品控制程序》(SK/QP-35)执行;(7)加工过程中的作业要求执行相关的工艺过程规范,焊接工艺规程(WPS)、热处理工艺规程(HPS)等技术规范。
我也始终相信,你每天的认真付出总会有回报,生命不息,努力不止,好运总会来!我不信命,因为我的命掌握在自己手中!。
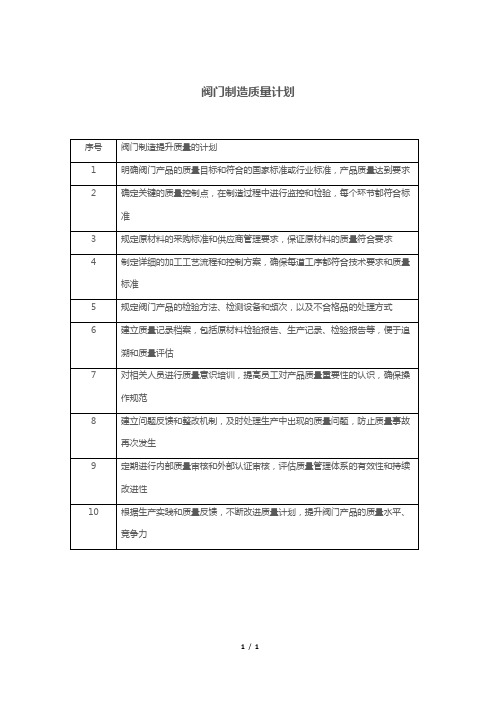
阀门制造质量计划
序号
阀门制造提升质量的计划
1
明确阀门产品的质量目标和符合的国家标准或行业标准,产品质量达到要求
2
确定关键的质量控制点,在制造过程中进行监控和验,每个环节都符合标准3
规定原材料的采购标准和供应商管理要求,保证原材料的质量符合要求
4
制定详细的加工工艺流程和控制方案,确保每道工序都符合技术要求和质量标准
10
根据生产实践和质量反馈,不断改进质量计划,提升阀门产品的质量水平、竞争力
5
规定阀门产品的检验方法、检测设备和频次,以及不合格品的处理方式
6
建立质量记录档案,包括原材料检验报告、生产记录、检验报告等,便于追溯和质量评估
7
对相关人员进行质量意识培训,提高员工对产品质量重要性的认识,确保操作规范
8
建立问题反馈和整改机制,及时处理生产中出现的质量问题,防止质量事故再次发生
9
定期进行内部质量审核和外部认证审核,评估质量管理体系的有效性和持续改进性
API 6D质量计划

1.02.03.0 附录 1 附录 2 附录 3目的范围总则总成质量要求原材料质量要求阀体,阀杆质量要求2234-789该质量计划(QP),也可以被称为检测&测试计划(ITP),其目的是为了根据API 规范6D (最新版)对本公司的设备生产而具体规定的质量,测试和生产方面的要求。
该质量计划(QP)合用于所有API 规范6D (最新版)范围内的闸阀、球阀和止回阀。
3.1 对在API 6D 范围内需按API 6D 要求进行创造的不管是否要求作API 会标的所有产品,必须有该质量计划。
3.2 该质量计划规定了准备零件进行组装时必须使用的最为合理的次序。
3.3 所有材质证书(化学/机械性能)除特殊说明外都应符合所有材料规范的要求。
-所有完成机加工的零件、子部件和/或者总成都应按如下要求形成序列:创造-序列号将由工作令号-序列号构成(例如S/N 19305091-01 到19305091-07)。
总装件的序列号应永远不能重复,如果一项产品被废弃,那末替换产品也应给出一个新的序列号。
形成焊接程序规范,在执行任何焊接之前应有相关焊接工艺评定交由生技部审核和批复。
任何之后的新版应得到生技部的重审。
所有焊接应有文件数据记录,至少应包括零件号,生产批号和定单号,焊接程序/所使用版本,焊接日期,焊接消耗品包括创造商,大小,型号,炉号,焊层间温度,传输速度,温度控制方法(如:高温计(包括序列号和校验截止日期)),焊工身份证等。
焊后热处理/消除应力应在焊接操作记录显示并能追踪到每一个焊接件。
每一个采购定单应提供焊工资质记录。
所有表面和内部无损检测应由有资格的人员进行操作,且有二级人员签字所有无损检测应以恰当报告形成文件记录所有无损检测报告应随附无损检测技术人员的合格记录和最新视力检查的复印件。
无损检验人员应最低通过ASNT TC- 1A 或者是EN 473 等级2 当合同规定时,按API 6D 附录A 要求执行。
api6d中阀门试验要求

api6d中阀门试验要求
API 6D是美国石油学会发布的阀门标准,针对阀门的设计、制
造和测试等方面做出了详细规定。
在API 6D中,对阀门的试验要求
主要包括以下几个方面:
1. 强度试验,API 6D要求对阀门进行强度试验,以验证其设
计的承压能力。
这通常包括对阀门进行静压试验和耐压试验,以确
保阀门在正常工作压力下不会发生泄漏或破裂。
2. 密封试验,阀门的密封性能对其工作稳定性至关重要。
API
6D规定了阀门在密封试验中需要达到的泄漏标准,以确保阀门在关
闭状态下能够有效地阻止介质泄漏。
3. 耐火试验,针对在火灾条件下阀门的性能要求,API 6D对
阀门的耐火性能也做出了要求,以确保阀门在火灾发生时能够正常
工作并保持密封性能。
4. 操作试验,API 6D还要求对阀门进行操作试验,以验证阀
门在实际操作中的可靠性和稳定性,包括开启、关闭、调节等操作。
总的来说,API 6D对阀门的试验要求非常严格,目的是确保阀门在各种工况下都能够安全可靠地工作,从而保障工艺系统的正常运行和人员的安全。
这些试验要求是为了保证阀门质量和性能,符合标准的阀门才能够在工程项目中得到应用。
API 6D产品设计规范
3.11锁紧装置
如果买方有规定,阀门应提供锁紧装置。对于止回阀,锁定机构应设计为仅在开启位置锁定阀门。
对于其他类型阀门,锁紧装置应设计为在开启和/或关闭位置锁定阀门。
3.12位置指示器
配有手动或动力驱动装置的阀门应提供一个可见的位置指示器以指示关闭件的开启和关闭位置。
2.2.2缩径阀门
缩径阀门的内孔口应小于表1规定的内孔口。
3设计
3.1压力和温度额定值
公称压力等级(PN)或ANSI额定等级对于所要求的压力等级规定应予使用。阀门应按下列等级之
一提供:PN20(150磅级)、PN50(300磅级)、PN64(400磅级)、PN100(600磅级)、PN150(900磅级)、PN250(1500磅级)和PN420(2500磅级)。
在最低和最高操作温度下的最大操作压力应标记在铭牌上。
3.2尺寸
除缩径阀门外,阀门应按列于表2至表6的公称尺寸(DN)提供。缩径阀门应按表1的公称尺寸提供。
缩径阀门除外,阀门应规定公称尺寸(DN)或公称管径尺寸(NPS)。
其通过关闭件为圆形孔口的缩径阀门应按表1的端连接公称尺寸和关闭件的最小孔口公称尺寸规定标记,除尺寸小于DN50(NPS2)阀门应按其关闭件的实际孔口尺寸规定标记外。例如,一个其关闭件缩孔为334mm的圆形孔口的DN400阀门应标记为400X350。
应通过适合的方法防止未对准或不适当的装配,这样能保证手动或动力驱动装置和阀杆加长装配的唯一定位。如定位销或装配螺栓。
3.13.2密封
外部的连接应予以密封,例如用垫片或O形圈,以防止外界杂质进入机构。
3.13.3超压保护
阀门公司质量手册

0审批令 ---------------------------------- 21.简介------------------------------------ 22组织图 ---------------------------------- 33质量管理体系过程职责分配表 ---------------------- 44.质量管理体系------------------------------- 4文件控制程序--------------------------- 6质量记录管理程序-------------------------- 9管理职责------------------------------- 10质量方针------------------------------- 10管理策划控制程序-------------------------- 11职责和权限------------------------------ 12管理评审控制程序-------------------------- 15资源管理-------------------------------- 16人力资源-------------------------------- 17设施和工作环境控制程序----------------------- 18产品实现-------------------------------- 23实现过程的策划程序------------------------ 23顾客相关过程控制程序------------------------ 24设计和/或开发------------------- ----24采购控制程序---------------------------- 25生产和服务的运作控制程序--------------------- 26测量和监控装置的控制程序--------------------- 29测量、分析和改进------------------------- 30顾客满意度测量程序-------------------------- 31内部审核程序----------------------------- 32过程和产品测量和监控程序--------------------- 33不合格控制程序---------------------------- 34数据分析控制程序-------------------------- 35改进控制程序---------------------------- 36附一:质量目标------------------------------ 37附二:生产工艺流程图------------------------- 38审批令IS09001: 2000质量手册由管理者代表组织编写、审核,总经理批准。
API 6D产品试制大纲

3.6.2浮动式球阀
浮动式球阀的体腔泄压试验步骤如下:
a)对于半开启的阀门施压至1.33倍的材料规定的阀门压力额定值;
b)关闭阀门并排放每一端至大气压力;
c)开启阀门至半开启位置并监测截留在体腔的试验介质的泄放。
验收:在体腔截留封闭无介质。
编制:
审核:
批准:
1060(74.9)
600(100)
2180(154)
1600(112.3)
900(150)
3150(230)
2400(168.5)
1500(250)
5440(383)
4000(281)
表中所列的试验压力值均不是阀门的工作压力额定值。
表2阀杆上密封试验的最短保压时间
阀门尺寸
试验保压时间(分钟)
DN(毫米)
NPS(英寸)
≤100
≤4
2
≥150
≥6
5
表3壳体液压试验的最小保压时间
阀门尺寸
试验保压时间(分钟)
DN(毫米)
NPS(英寸)
15~100
½~4
2
150~250
6~10
5
300~450
12~18
15
≥500
≥20
30
表4阀座试验的压力
阀门压力等级Psig(PN)
阀座试验压力Psig±10(bar)
150(20)
如果体腔竜足以保护过压,则在关闭件和开启位置时通过封闭件的孔或沿着密封座的体腔泄压,则不要求体腔泄压试验。
3.6.1带有内部泄压阀座的通道闸阀和固定式球阀
带有内部泄压阀座的通道闸阀和固定式球阀的体腔泄压试验步骤如下:
a)阀门在半开启位置充满水;
闸阀产品质量控制计划

Gate valves product quality control plan1、范围Range本计划合用于出口伊朗一批闸阀产品创造过程的质量控制。
This plan is used to the quality control of the product progress of the gate valves which is export to Iran.2、职责Responsibility2.1 本计划由总工程师办公室负责编制、监督与检查。
The organization, supervision and check of this plan is in charge of the office of the chief engineer.2.2 技术开辟处负责制定与本计划有关的技术标准和规范。
The technology development is responsible for making technical standard of this plan.2.3 各职能部门按本计划的要求执行。
Each function of departments should do as the requirement of this plan.2、依据Basis3.1 GB/T19001-2000idtISO9001-2000 标准The standard of GB/T19001-2000idtISO9001-20003.2 质量——环境管理手册及程叙文件Quality __environment management manual and program files3.3 产品图纸、工艺文件和标准Product drawing Process documents and standards3.4 检验规程Rules of the inspection4、实施方法Implementation method本计划经审核批准,方可进行实施。
阀门厂家质量管理制度内容

阀门厂家质量管理制度内容一、总则为了加强阀门产品的质量管理,保证产品质量,满足市场需求,提升品牌形象,特制定本质量管理制度。
本制度适用于阀门厂家的各个生产环节,包括原材料采购、生产制造、质量检验、包装运输等所有环节。
二、质量目标1.产品质量符合国家相关标准、行业标准,并致力于达到国际先进水平。
2.产品合格率达到100%。
3.客户投诉率低于1‰。
4.不良品率控制在1%以下。
5.连续12个月无法达到以上目标的环节应立即启动改进措施。
三、质量管理体系1.建立和实施质量管理手册,明确各部门的职责和权利,并对手册进行定期评审更新。
2.设立质量管理部门,负责组织和监督全厂质量管理工作。
3.全厂人员及管理人员应接受定期的质量管理培训。
四、原材料采购1.严格依照产品质量标准采购原材料,建立原材料供应商合格名录。
2.对原材料进行严格的进货检验,并建立原材料质量档案。
五、生产制造1.严格依照工艺流程进行生产制造,确保产品品质。
2.建立和完善产品检验标准,对每道生产工序进行质量检验。
3.建立和实施防错制度,确保生产无误。
4.加强生产过程中的质量控制,做到不良品零容忍。
六、产品检验1.建立完善的产品检验和测试设备,并进行定期维护和校准。
2.对成品进行全面检验,确保产品质量。
3.建立和完善产品质量档案,以备查证。
七、包装运输1.对产品包装进行严格检验,确保在运输过程中不会发生破损。
2.建立完善的运输管理制度,确保产品安全运输到达客户手中。
八、质量改进1.建立持续改进的机制,对不良品进行分析,制订改进措施。
2.对客户的投诉进行及时处理,并制定改进措施,确保问题不再出现。
3.定期召开质量管理会议,对质量管理工作进行总结和归纳,促进不断改进。
九、质量管理台账1.建立质量管理台账,记录产品的生产情况、检验情况和不良品情况,以便后续追溯。
2.建立产品追溯体系,确保存在问题时能够及时查找问题。
以上为阀门厂家质量管理制度的详细内容,希望能够为阀门厂家提供一定的借鉴和参考,帮助阀门厂家确保产品质量,提升竞争力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
API 6D 产品
3” Z40H150Lb 闸阀主要零件制造质量计划
生产单位:XXXXX有限公司
V D C PH 参考 1 产生 11 12 D V 参考 2 产生 14
参考文件:编写说明:质量记录:
(1)进货检验作业规范 QB/ZLJ-QT-02 V 目视检查(11)进货检验记录 JL/ZLJ-10-01
(2)过程检验作业规范 QB/ZLJ-QT-03 D 尺寸检查(12)质量合格证明书(外协)
(3)焊接作业规范 QB/ZLJ-QT-04 H 硬度检查(13)完工检验记录 JL/ZLJ-10-03
(4)热处理工艺卡 C 化学成份(14)零件检验跟踪记录 JL/ZLJ-10-04
(5)密封面研磨作业规范 QB/ZLJ-QT-05 PH 机械性能(15)焊接操作记录 JL/ZLJ-09-06
(6)装配作业规范 QB/ZLJ-QT-06 F 最终检验(16)API产品最终检验记录 JL/ZLJ-10-07
(7)压力试验作业规范 QB/ZLJ-QT-07 PT液体渗透探伤(17)产品质量证明书 JL/ZLJ-10-09
(8)涂漆作业规范 QB/ZLJ-QT-08 (18)时—温曲线表(自动)
(9)产品最终检验和试验作业规范 QB/ZLJ-QT-09
(10)包装、搬运作业规范 QB/ZLJ-QT-10
控制要求(1)产品的标识按《产品标识和可追溯性控制程序》(YDF-QP2081-2001)执行;
API 6D 产品
2”Q41F150Lb球阀主要零件制造质量计划
生产单位:有限公司
V D C PH 参考 1 产生 11 12 D V 参考 2 产生 14
产生 11
参考文件:编写说明:质量记录:
(1)进货检验作业规范 QB/ZLJ-QT-02 V 目视检查(11)进货检验记录 JL/ZLJ-10-01
(2)过程检验作业规范 QB/ZLJ-QT-03 D 尺寸检查(12)质量合格证明书(外协)
(3)焊接作业规范 QB/ZLJ-QT-04 H 硬度检查(13)完工检验记录 JL/ZLJ-10-03
(4)热处理工艺卡 C 化学成份(14)零件检验跟踪记录 JL/ZLJ-10-04
(5)密封面研磨作业规范 QB/ZLJ-QT-05 PH 机械性能(15)焊接操作记录 JL/ZLJ-09-06
(6)装配作业规范 QB/ZLJ-QT-06 F 最终检验(16)API产品最终检验记录 JL/ZLJ-10-07
(7)压力试验作业规范 QB/ZLJ-QT-07 PT液体渗透探伤(17)产品质量证明书 JL/ZLJ-10-09
(8)涂漆作业规范 QB/ZLJ-QT-08 (18)时—温曲线表(自动)
(9)产品最终检验和试验作业规范 QB/ZLJ-QT-09
10)包装、搬运作业规范 QB/ZLJ-QT-10
控制要求(1)产品的标识按《产品标识和可追溯性控制程序》(YDF-QP2081-2001)执行;
(2)检验和试验状态按《检验和试验状态控制程序》(YDF-QP2101-1999)执行;
API 6D 产品
2 1/2”X43F150Lb旋塞阀主要零件制造质量计划
生产单位:有限公司
V D C PH 参考 1 产生 11 12 D V 参考 2 产生 14
参考文件:编写说明:质量记录:
(1)进货检验作业规范 QB/ZLJ-QT-02 V 目视检查(11)进货检验记录 JL/ZLJ-10-01
(2)过程检验作业规范 QB/ZLJ-QT-03 D 尺寸检查(12)质量合格证明书(外协)
(3)焊接作业规范 QB/ZLJ-QT-04 H 硬度检查(13)完工检验记录 JL/ZLJ-10-03
(4)热处理工艺卡 C 化学成份(14)零件检验跟踪记录 JL/ZLJ-10-04
(5)密封面研磨作业规范 QB/ZLJ-QT-05 PH 机械性能(15)焊接操作记录 JL/ZLJ-09-06
(6)装配作业规范 QB/ZLJ-QT-06 F 最终检验(16)API产品最终检验记录 JL/ZLJ-10-07
(7)压力试验作业规范 QB/ZLJ-QT-07 PT液体渗透探伤(17)产品质量证明书 JL/ZLJ-10-09
(8)涂漆作业规范 QB/ZLJ-QT-08 (18)时—温曲线表(自动)
(9)产品最终检验和试验作业规范 QB/ZLJ-QT-09
(10)包装、搬运作业规范 QB/ZLJ-QT-10
控制要求(1)产品的标识按《产品标识和可追溯性控制程序》(YDF-QP2081-2001)执行;
(2)检验和试验状态按《检验和试验状态控制程序》(YDF-QP2101-1999)执行;
API 6D 产品
2”H44H150Lb 止回阀主要零件制造质量计划
生产单位:XXXX有限公司
V D C PH 参考 1 产生 11 12 D V 参考 2 产生 14
参考文件:编写说明:质量记录:
(1)进货检验作业规范 QB/ZLJ-QT-02 V 目视检查(11)进货检验记录 JL/ZLJ-10-01
(2)过程检验作业规范 QB/ZLJ-QT-03 D 尺寸检查(12)质量合格证明书(外协)
(3)焊接作业规范 QB/ZLJ-QT-04 H 硬度检查(13)完工检验记录 JL/ZLJ-10-03
(4)热处理工艺卡 C 化学成份(14)零件检验跟踪记录 JL/ZLJ-10-04
(5)密封面研磨作业规范 QB/ZLJ-QT-05 PH 机械性能(15)焊接操作记录 JL/ZLJ-09-06
(6)装配作业规范 QB/ZLJ-QT-06 F 最终检验(16)API产品最终检验记录 JL/ZLJ-10-07
(7)压力试验作业规范 QB/ZLJ-QT-07 PT液体渗透探伤(17)产品质量证明书 JL/ZLJ-10-09
(8)涂漆作业规范 QB/ZLJ-QT-08 (18)时—温曲线表(自动)
(9)产品最终检验和试验作业规范 QB/ZLJ-QT-09
(10)包装、搬运作业规范 QB/ZLJ-QT-10
控制要求(1)产品的标识按《产品标识和可追溯性控制程序》(YDF-QP2081-2001)执行;。