阀门维修验收标准
最新版阀门验收标准

TEW Materials Handling & Housekeeping PraTEW-WI-GR-03 阀门验收/储存 Valve Checking/Storage 2.3 外观 VISUAL CHECKING
阀门表面应平整光滑、无裂纹、沙眼、气孔、腐蚀、且阀体内不得有脏污等缺陷。 Valve appearance shall be smooth and glossy, and valve casting shall no cracks, sand holes, blowholes, corrosion, and do not have any smudginess and defects etc. in the valve cavity. 铭牌信息应包括(尺寸、压力等级、规格型号、物料编码、厂家、生产日期)。 Nameplate shall include such information( dimension, pressure rating, valve size, MESC code, manufacturer, Production date ). 法兰面表面应光滑,不得有锻造伤痕、裂纹等缺陷。 Flange surface shall be smooth and glossy, and don’t have forging cracks and any defects etc. 辅件包括(手轮、手柄、)。 Valve accessories shall include hand wheel and Handle.
非库存或项目的阀门,经检验部门检验合格后直接联系用户确认并领取. Non-stock/Project valve, it can be used after qualified by inspection dept.
阀门检修质量标准
1.1 无砂眼、裂纹及冲刷严重等缺陷,发现后应及时.处理1.2 内部管道无杂物且畅通,与阀芯接触部位打磨干净并涂有铅粉油。
1.3 与阀盖或者阀芯的连接部位及罗纹,能灵便自如且.复位2.1 阀盖与阀体框架上的阀杆螺母应完好无损,旋转灵便,与阀杆梯形罗纹配合能上下轻松自如.磨损不能大于齿厚1/3,与阀体固定螺钉或者螺丝应坚固无松动必,要时可点焊固定。
组装时罗纹应涂上铅油,便于拆卸。
2。
2 阀芯与阀体的接触部位,填料室及其他表面应光滑无冲刷或者腐蚀等缺陷,并能将阀芯顺利放入阀体内。
3.1 阀杆不得弯曲,其弯曲度最大不能超过全长1的/1000,椭圆度不得大于0。
05mm,表面锈蚀和磨损深度≥0。
25mm时应更换,表面光洁度应在▽6 以上。
与填料接触部位应光滑不得有片状腐蚀及表面脱皮现象。
3.2 阀杆梯形罗纹应完好与,螺母配合手动旋转灵便并,涂有铅粉油.4.1 所选用的填料规格、型号应符合阀门管道介质压力、稳定的要求。
4。
2 填料接口应切成楔形,角度5°角,各圈接口应错开90°~ 180°,填料圈、压盖及压板应完好,无锈蚀。
阀杆与填料挡圈间隙为0。
1~0。
2mm,最大不超过0.5mm,填料压盖外壁与填料室间隙为0.2~0。
3mm,最大不超过0。
5mm。
4.3 填料压板拧紧后应保持平正压,盖压紧后所进料室的长度应为全长度的1/3。
5。
1阀瓣与阀座密封面不得有可见麻点、沟槽,全圈应光亮,光洁度为▽10以上。
其接触面宽度应为全圈宽度/3以上。
5.2 阀瓣锥形密封应保持其锥度与阀座一致阀,瓣接触面应在锥面中间为佳。
6.1 阀杆与阀瓣连接的封口垫,需用1。
5~2mm 厚的铁皮制成且符合封口尺寸,装在连接部件上下板边封死,要做到既坚固又灵便。
6.2 阀体框架上的轴承室要清理干净,轴承内外滚道应光滑无严重磨损及裂纹,结合面允许有个别麻点,但深度不超过0。
5mm,直径不大于0.5mm,密度不大于2~3 点/厘米2,组装时轴承应涂上黄油且配合适宜,转动灵便。
阀门维修验收标准

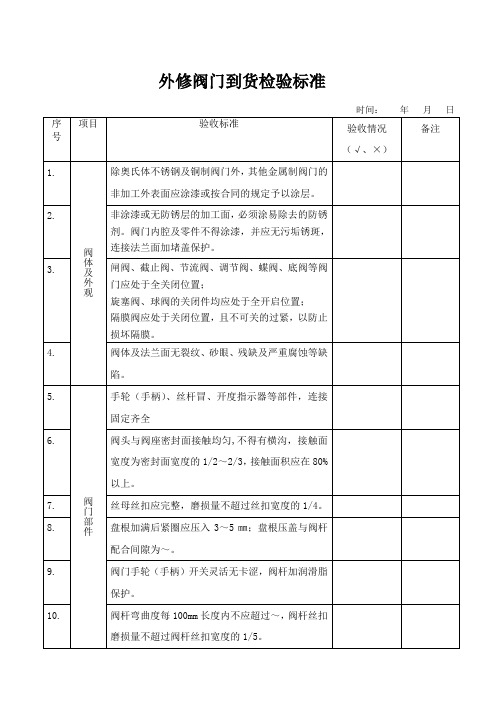
丝母丝扣应完整,磨损量不超过丝扣宽度的1/4。
8.
盘根加满后紧圈应压入3~5㎜;盘根压盖与阀杆配合间隙为~。
9.
阀门手轮(手柄)开关灵活无卡涩,阀杆加润滑脂保护。
10.
阀杆弯曲度每100mm长度内不应超过~,阀杆丝扣磨损量不超过阀杆丝扣宽度的1/5。
11.
打压试验
阀门进行打压试验十分钟,无渗漏。
旋塞阀、球阀的关闭件均应处于全开启位置;
隔膜阀应处于关闭位置,且不可关的过紧,以防止损坏隔膜。
4.
阀体及法兰面无裂纹、砂眼、残缺及严重腐蚀等缺陷。
5.
阀门部件
手轮(手柄)、丝杆冒、开度指示器等部件,连接固定齐全
6.
阀头与阀座密封面接触均匀,不得有横沟,接触面宽度为密封面宽度的1/2~2/3,接触面积应在80%以上。
外修阀门到货检验标准
时间: 年 月 日
序号
项目
验收标准
验收情况
(√、×)
备注
1.
阀体及外观
除奥氏体不锈钢及铜制阀门外,其他金属制阀门的非加工外表面应涂漆或按合同的规定予以涂层。
2.
非涂漆或无防锈层的加工面,必须涂易除去的防锈剂。阀门内腔及零件不得涂漆,并应无污垢锈斑,连接法兰面加堵盖保护。
3.
闸阀、截止阀、节流阀、调节阀、蝶阀、底阀等阀门应处于全关闭位置;
(阀门打压试验抽检到货阀门数量的10%)
12.
阀门在关闭状况下,两侧分别承受倍阀门的工作压力,无渗漏。
维修厂家
车间验收人ห้องสมุดไป่ตู้
送货时间
验收时间
阀门验收标准
阀门验收标准
阀门是工业生产中常见的设备,其质量直接关系到生产安全和效率。
因此,对
阀门的验收标准非常重要。
下面将介绍阀门验收标准的相关内容。
首先,对于阀门的外观检查,应当注意以下几点,阀门外表不得有裂纹、氧化、变形等现象;阀盖、阀杆、阀体应无渗漏;阀门的连接螺纹应无损伤;阀门的标志和铭牌应清晰完整。
这些都是外观检查的重点内容,对于阀门的正常运行具有重要意义。
其次,对于阀门的内部结构,应进行严格的检查。
首先要检查阀座密封面和阀
瓣密封面是否平整,无缺损,无裂纹,无划伤。
其次要检查阀杆的密封性能,要求阀杆转动灵活,无卡滞,无泄漏。
同时,还要检查阀杆的外露长度是否符合要求。
最后,要对阀门的启闭性能进行测试,确保阀门启闭灵活可靠,无卡滞、无泄漏。
对于阀门的材质,应当符合相关的国家标准和行业标准。
阀门的材质直接关系
到阀门的使用寿命和耐腐蚀性能。
因此,对于阀门材质的验收非常重要,不合格的材质会直接影响到阀门的使用效果。
最后,对于阀门的验收记录和验收报告,应当做到详实完整。
验收记录应当包
括阀门的型号、规格、数量、生产厂家、验收日期等信息,验收报告应当包括阀门的外观检查、内部结构检查、启闭性能测试、材质验收等内容的检查结果和评定意见。
综上所述,阀门的验收标准是非常重要的,对于保障工业生产的安全和效率具
有重要意义。
只有严格按照标准进行验收,才能保证阀门的质量和性能符合要求,确保工业生产的安全和稳定。
希望大家能够重视阀门验收标准,确保阀门的质量和性能达到要求。
阀门维修要求及验收标准
阀门维修要求及验收标准
批准:
审核:
编写:
(一)验收标准及质量要求
1.冷态验收
1.1阀体无裂纹、砂眼、残缺及严重腐蚀等缺陷。
1.2阀门门芯与门座密封面接触应在80%以上,接触要分布均匀,不得有横沟,接触面宽度为密封面宽度的1/2~2/3。
阀座密封面平整光洁(粗糙度Ra=0.8μm),阀杆头与阀芯孔间隙为0.20~0.40mm,上下间隙为0.50~1.0mm,能自由摆动。
1.3阀杆弯曲度每100mm长度内不应超过0.1~0.2mm,表面锈锈蚀深度不超过
0.1mm,阀杆丝扣磨损量不超过阀杆丝扣宽度的1/5。
1.4丝母丝扣应完整,磨损量不超过丝扣宽度的1/4。
1.5填料接头成45°斜切,并每圈相隔90°~180°,填料加满后紧圈应压入3~5㎜。
1.6盘根压盖与阀杆配合间隙为0.2~0.4mm。
1.7开关灵活无卡涩。
2.热态验收
2.1.安装运行后,阀门各密封处及焊口、法兰无漏泄现象。
2.2.阀门在开启状况下,阀体承受阀门工作压力值二倍时各密封处无漏泄现象。
2.3.阀门在关闭状况下,两侧分别承受1.25倍阀门的工作压力,无渗漏。
2.4. 阀门进行超水压试验,无渗漏。
3.质量保证
检修后的阀门必须保证1年之内无因检修质量问题而出现的漏泄现象,如出现漏泄现象,施工方必须在接到通知后1天内到场处理,其中产生的一切费用由施工方承担。
(二)维修要求
闸阀
截止阀。
阀门验收标准
阀门验收标准
阀门是工业生产中常用的设备,用于控制流体的流动和压力。
阀门的质量直接
关系到生产过程的安全和效率,因此在使用前需要进行严格的验收。
下面将介绍阀门验收的标准和流程。
首先,对于阀门的外观检查,应该注意阀门的表面是否有损坏、腐蚀或者漏漆
现象,阀门的连接部位是否存在渗漏。
其次,对于阀门的标志和铭牌,需要检查标志是否清晰、完整,铭牌上的参数是否与合同要求一致。
再者,对于阀门的操作部位,需要检查手轮、齿轮、传动装置等是否灵活、可靠,是否有异常声音或者卡滞现象。
最后,对于阀门的密封性能,需要进行压力测试,检查阀门在不同压力下的密封性能是否符合要求。
阀门的验收标准包括了外观检查、标志和铭牌检查、操作部位检查和密封性能
检查。
只有在这些方面都符合要求的情况下,阀门才能够正式投入使用。
在验收过程中,需要严格按照相关标准和规范进行操作,确保验收结果的准确性和可靠性。
在进行阀门验收时,需要注意以下几点,首先,要严格按照验收标准进行操作,不得随意改动或者忽视任何一项检查内容。
其次,需要保证验收设备的准确性和可靠性,确保测试结果的真实性。
最后,验收过程中需要有专业的技术人员进行操作,确保验收结果的科学性和合理性。
总之,阀门的验收是非常重要的环节,直接关系到生产过程的安全和效率。
只
有严格按照标准进行操作,确保验收结果的准确性,才能够保证阀门的质量和可靠性。
希望广大使用阀门的企业和单位能够重视阀门的验收工作,确保生产过程的安全和稳定。
管道阀门验收规范
明确验收时间、地点、所需工具和设备,确保验收工 作顺利进行。
准备相关资料
收集阀门的技术规格、图纸、安装要求等资料,以便 进行核对。
外观检查
检查阀门型号、规格 是否符合要求,铭牌 是否清晰、齐全。
检查阀门配件是否齐 全,无损坏。
检查阀门表面涂层是 否完好,无剥落、生 锈现象。
性能测试
检查阀门的密封性能,确保无泄漏。
阀门密封性能验收标准
阀门的密封性能应符合相关标准 和设计要求。
阀门的密封性能应在使用过程中 保持稳定,无泄漏现象。
阀门的密封性能应经过严格的检 测和试验,包括静密封和动密封
试验。
阀门压力等级验收标准
阀门的压力等级应符合设计要求,确保阀门在使用过程中能够承受足够的压力。 阀门的质量和结构应能够承受各种工况下的压力变化,避免出现变形或损坏。
统,确保安全。
阀门的主要技术参数
工作压力
阀门能承受的最大工作 压力范围。
工作温度
阀门适用的流体介质温 度范围。
流动特性
阀门对流体介质的流动 阻力、流动方向的控制
特性。
材质
阀门的主体材料和密封 材料,需根据流体介质
的性质进行选择。
02
阀门验收流程
验收准备
确定验收人员
应由专业人员组成验收小组,具备相关知识和经验。
阀门的压力等级应具有相应的安全系数,以确保阀门在使用过程中的安全可靠性。
阀门操作性能验收标准
阀门的操作性能应符合设计要求 ,包括手动操作、电动操作、气
动操作等。
阀门的操作应灵活、轻便,无卡 涩或滞涩现象。
阀门的位置指示和锁定装置应准 确可靠,便于观察和调整阀门的
状态。
阀门的检查检验标准

总则1 主题内容与适用范围1.1本规程规定了通用阀门以及安全阀的检修周期与内容、检修与质量标准、试验与验收、维护与故障处理。
1.2本规程适用于最高工作压力42MPa(表压),工作温度-196~+850℃的闸阀、截止阀、球阀、蝶阀、止回阀和安全阀等。
2 编写修订依据GB/T 12241—12243—89安全阀SH 3518—2000阀门检验与管理规程API 598-1996阀门的检查与试验检修周期与内容1 检修周期1.1 阀门的检修周期,根据生产装置的特点、介质性质、腐蚀速度和运行周期由各企业自行确定。
1.2 安全阀的定期校验按SHS 01004—2004《压力容器维护检修规程》进行。
2 检修内容2.1 清洗、检查阀体和全部阀件。
2.2 更换、修复损坏阀件。
2.3 研磨密封面。
2.4 修复中法兰、端法兰密封面。
2.5 更换或添加填料,更换垫片。
检修与质量标准1 检修前的准备1.1 备齐有关技术资料。
1.2 备齐机具、量具和材料。
1.3 阀内介质清理干净,并符合安全规定。
2 一般规定2.1 阀门应挂牌,标明检修编号、工作压力、工作温度及介质。
2.2 如有方向和位置要求的拆卸的阀件应核对或打上标记。
2.3 全部阀件进行清洗和除垢。
2.4 非金属材料的密封面损坏后,应予更换。
2.5 密封面研磨的研具材料及磨料的选用参照附录A(参考件)、附录B(参考件)、和附录C(参考件)。
2.6 工作温度高于250℃的螺栓及垫片应涂防咬合剂。
2.7 铜垫安装前应做退火处理。
2.8 螺栓应安装整齐。
拧紧中法兰螺栓时,闸阀、截止阀应处于开启状态。
2.9 阀门每经过次修理,应在阀体上做出明显标记。
3 检修质量标准3.1 阀门铭牌完整,安全阀铅封无损。
3.2 阀门的铸件不得有裂纹、缩孔和夹渣等缺陷。
3.3 阀门的锻件加工面应无夹层、重皮、裂纹、斑疤等缺陷。
3.4 阀门的焊接件焊缝应无裂纹、夹渣、气孔、咬肉和成形不良等缺陷。
3.5 阀门螺栓应满扣,无松动。
阀门验收标准

阀门验收标准1.验收目的通过验收,可以对到货阀门的数量和外观进行检查把关,以防在生产厂家若干次运输、装卸途中发生外观质量受损、数量缺失等问题,可以实际掌握到货阀门的情况,对到货阀门发生的与订货合同不符、数量短缺、规格型号差错、外观有明显质量问题等情况,能够及时向供方提出拒收、退换,并及时与采购部门联系尽快处理问题。
此外,通过验收也可以为阀门材料的正确分类保管和正确投入使用创造条件。
2.验收内容及要求2.1验收内容阀门材料验收包括包装、标志、外观质量、规格型号、数量等方面。
因此,阀门材料验收要做到:订货/发货清单与实物一致;包装、标志符合标准规定;外观质量良好,数量准确。
2.2验收前的准备工作2.2.1核对证件:证件主要有订货/发货清单,产品合格证、特殊阀门需附检验报告或生产压力管道、消防器材专用许可证。
验收前,需检查证件是否齐备无误。
2.2.2核对标记:检查包装、标志,看是否与发货清单上所示的规格、数量一致,经过核对如发现有不相符的地方,不得验收,如属情况不清,需与采购员联系,带弄清情况后再做验收或拒收等相应处理,具体细节问题可在收货清单(收条)上加以详细标注。
2.2.3准备货位:凡属入库的阀门材料,均要根据到货材料的数量、品名、规格型号等,确定在仓库中应当存放的地点,如数量较大,可提前安排装卸人力。
2.2.4验收工具:对于阀门材料的验收主要采取肉眼观察方式,必要时可携带量尺及称重工具。
2.3.验收中的问题处理2.3.1到货阀门的证件不齐或不符,必须在到货清单/收条上加以详细备注,并及时通知采购部,敦促供应商尽快补齐相关证件资料。
将实际情况登入到货记录。
2.3.2数量不符:实际数量少于发货清单中数量的,按实际数量签收收条、登记到货记录,同时通知采购部,并敦促供应商尽快将所缺材料补齐。
实际数量多于发货清单中数量的,可与采购部落实本批材料实际应到货的计划数量,如属确实超出,则告知供应商退回多余材料,并按实际收货数量签收收条、登记到货记录。
阀门维修要求及验收标准
阀门维修要求及验收标准
批准:
审核:
编写:
(一)验收标准及质量要求
1.冷态验收
1.1阀体无裂纹、砂眼、残缺及严重腐蚀等缺陷。
1.2阀门门芯与门座密封面接触应在80%以上,接触要分布均匀,不得有横沟,接触面宽度为密封面宽度的1/2~2/3。
阀座密封面平整光洁(粗糙度Ra=0.8μm),阀杆头与阀芯孔间隙为0.20~0.40mm,上下间隙为0.50~1.0mm,能自由摆动。
1.3阀杆弯曲度每100mm长度内不应超过0.1~0.2mm,表面锈锈蚀深度不超过
0.1mm,阀杆丝扣磨损量不超过阀杆丝扣宽度的1/5。
1.4丝母丝扣应完整,磨损量不超过丝扣宽度的1/4。
1.5填料接头成45°斜切,并每圈相隔90°~180°,填料加满后紧圈应压入3~5㎜。
1.6盘根压盖与阀杆配合间隙为0.2~0.4mm。
1.7开关灵活无卡涩。
2.热态验收
2.1.安装运行后,阀门各密封处及焊口、法兰无漏泄现象。
2.2.阀门在开启状况下,阀体承受阀门工作压力值二倍时各密封处无漏泄现象。
2.3.阀门在关闭状况下,两侧分别承受1.25倍阀门的工作压力,无渗漏。
2.4. 阀门进行超水压试验,无渗漏。
3.质量保证
检修后的阀门必须保证1年之内无因检修质量问题而出现的漏泄现象,如出现漏泄现象,施工方必须在接到通知后1天内到场处理,其中产生的一切费用由施工方承担。
(二)维修要求
闸阀
截止阀。
阀门验收
阀门验收一、检查阀门标志:①通用阀门标志:阀门上应标有公称通径(DN)、公称压力(PN)、受压部件材料代号、制造厂名或商标等标识。
其中,阀门公称通径大于或等于50mm的,应标记在阀体上。
公称通径小于50mm 阀门的标志,标记在阀体或标牌上。
②减压阀的标志:在阀体上的标志除按上述规定内容外,还应有:出厂日期;适用介质;出口压力。
③蒸汽疏水阀标志:可设在阀体上,也可标在标牌上。
内容包括:产品型号、公称通径、公称压力、制造厂名称和商标、介质流动方向、最高工作压力、最高工作温度。
④安全阀的标志:阀体上的标志:公称通径DN、阀体材料、制造厂名或商标,当进口与出口连接部分的尺寸或压力级相当时,应有指明介质流动方向的箭头;标牌上的标志:阀门设计的允许最高工作温度(℃)、整定压力(MPa)、依据的标准号制造厂的基准型号、额定排量系数或对于基准介质的额定排量、流动面积(mm2)、开启高度(mm)超过压力百分数。
二、检查阀门表面阀门密封面是否存在裂纹、凹陷、气孔、斑点、刮伤、刻痕等缺陷。
三、对阀门的涂漆进行识别:阀门外表面应涂漆出厂,涂漆层应耐久、美观,并保证标志明显清晰。
①阀门产品按阀体材料进行识别涂漆,其颜色可参考下表:注:耐酸钢、不锈钢允许不涂漆,铜合金不涂漆。
②为了表示阀门产品密封面的材料,应在传动的手轮、手柄、板手上进行识别涂漆、其颜色参考下表。
对外观检验合格,但材质存有疑义的,必须通过材质检验分析确定。
四、对阀门进行打压及试漏试验:为减少阀门跑冒滴漏给生产带来的安全隐患,降低生产消耗,要求各阀门在安装前应进行打压及试漏试验,具体要求如下:1、拆检维修后的阀门必须进行打压试漏试验。
2、根据SH3501及GB50235的规定,下列管道的阀门安装前,逐个进行壳体压力试验及密封试验,不合格者,不得使用。
(1)输送剧毒流体、有毒流体、可燃流体的管道阀门;(2)输送设计压力>1Mpa或设计压力≤1Mpa,且设计温度<-29-186℃,可从每批中抽查10%,且不得少于1个,进行壳体压力试验和密封试验。
阀门维修要求及验收标准

阀门维修要求及验收标准
批准
审核
编写
(一)验收标准及质量要求
1.冷态验收
1.1阀体无裂纹、砂眼、残缺及严重腐蚀等缺陷。
1.2阀门门芯与门座密封面接触应在80%以上,接触要分布均匀,不得有横沟,接触面宽度为密封面宽度的1/2〜2/3。
阀座密封面平整光洁(粗糙度
Ra=0.8口m),阀干头与阀芯孔间隙为0.20〜0.40mm,上下间隙为
0.50〜1.0mm,能自由摆动。
1.3阀杆弯曲度每100mm长度内不应超过0.1〜0.2mm,表面锈锈蚀深度不超过
0.1mm,阀杆丝扣磨损量不超过阀杆丝扣宽度的1/5。
1.4丝母丝扣应完整,磨损量不超过丝扣宽度的1/4。
1.5填料接头成45°斜切,并每圈相隔90°〜180°,填料加满后紧圈应压入
3〜5mm。
1.6盘根压盖与阀杆配合间隙为0.2〜0.4mm。
1.7开关灵活无卡涩。
2.热态验收
2.1.安装运行后,阀门各密封处及焊口、法兰无漏泄现象。
2.2.阀门在开启状况下,阀体承受阀门工作压力值二倍时各密封处无漏泄现象。
2.3.阀门在关闭状况下,两侧分别承受1.25倍阀门的工作压力,无渗漏。
2.4.阀门进行超水压试验,无渗漏。
3.质量保证
检修后的阀门必须保证1年之内无因检修质量问题而出现的漏泄现象,如出现漏泄现象,施工方必须在接到通知后1天内到场处理,其中产生的一切费用由施工方承担。
(二)维修要求
闸阀
截止阀。
阀门验收标准
阀门验收标准
阀门是工业生产中常见的设备,它在管道系统中起着调节介质流动、阻止逆流、分流和分流等作用。
阀门的质量直接关系到工业生产的安全和稳定,因此阀门的验收工作显得尤为重要。
为了保证阀门的质量,制定了一系列的验收标准。
首先,阀门的外观应该符合相关标准要求。
阀门的外观检验主要包括阀体、阀盖、阀杆、阀轴、阀座等部件的表面是否平整、无裂纹、气孔、砂眼、砂洞等缺陷,各部件的连接是否严密、无渗漏等。
此外,阀门的标志、铭牌等应齐全清晰,阀门的操作部件应灵活可靠。
其次,阀门的性能也是验收的重点。
阀门的性能验收主要包括密封性能、耐压
性能、耐磨性能、耐腐蚀性能等。
密封性能是阀门最基本的性能之一,它直接关系到阀门的使用效果。
耐压性能是指阀门在工作压力下不发生破裂或渗漏。
耐磨性能是指阀门在长期使用过程中不出现磨损过大导致密封不严的情况。
耐腐蚀性能是指阀门在介质腐蚀的环境中能够长期使用而不受腐蚀。
最后,阀门的安装验收也是必不可少的一环。
阀门的安装验收主要包括阀门的
安装位置、安装方向、安装间隙、连接螺栓的紧固、阀门与管道的连接等。
只有保证了阀门的正确安装,才能保证阀门的正常使用。
总的来说,阀门的验收标准是为了保证阀门的质量和使用效果。
只有严格按照
验收标准进行验收,才能保证阀门的质量和安全。
在实际的工作中,我们应该严格按照验收标准进行操作,确保阀门的质量和使用效果,为工业生产的安全和稳定提供保障。
阀门维修验收标准
隔膜阀应处于关闭位置,且不可关的过紧,以防止损坏隔膜。
4.
阀体及法兰面无裂纹、砂眼、残缺及严重腐蚀等缺陷。
5.
阀门部件
手轮(手柄)、丝杆冒、开度指示器等部件,连接固定齐全
6.
阀头与阀座密封面接触均匀,不得有横沟,接触面宽度为密封面宽度的1/2~2/3,接触面积应在80%以上。
பைடு நூலகம்7.
丝母丝扣应完整,磨损量不超过丝扣宽度的1/4。
8.
盘根加满后紧圈应压入3~5㎜;盘根压盖与阀杆配合间隙为~。
9.
阀门手轮(手柄)开关灵活无卡涩,阀杆加润滑脂保护。
10.
阀杆弯曲度每100mm长度内不应超过~,阀杆丝扣磨损量不超过阀杆丝扣宽度的1/5。
11.
打压试验
阀门进行打压试验十分钟,无渗漏。
(阀门打压试验抽检到货阀门数量的10%)
12.
阀门在关闭状况下,两侧分别承受倍阀门的工作压力,无渗漏。
维修厂家
车间验收人
送货时间
验收时间
外修阀门到货检验标准
时间: 年 月 日
序号
项目
验收标准
验收情况
(√、×)
备注
1.
阀体及外观
除奥氏体不锈钢及铜制阀门外,其他金属制阀门的非加工外表面应涂漆或按合同的规定予以涂层。
2.
非涂漆或无防锈层的加工面,必须涂易除去的防锈剂。阀门内腔及零件不得涂漆,并应无污垢锈斑,连接法兰面加堵盖保护。
3.
闸阀、截止阀、节流阀、调节阀、蝶阀、底阀等阀门应处于全关闭位置;
国标 阀门检验标准
国标阀门检验标准阀门是工业生产中常用的一种控制流体的装置,其质量的好坏直接关系到生产过程的安全和效率。
为了保证阀门的质量,国家制定了一系列的阀门检验标准,以确保阀门在使用过程中能够正常运行,不发生泄漏或其他安全隐患。
首先,阀门的外观检验是非常重要的一环。
外观检验包括阀门的外观是否完整,有无裂纹、破损、锈蚀等情况。
这些都会直接影响阀门的使用寿命和安全性能。
同时,还需要检查阀门的标志和铭牌是否清晰可见,以便于识别阀门的型号和规格。
其次,阀门的尺寸检验也是必不可少的一环。
尺寸检验主要包括阀门的连接尺寸、法兰螺栓孔的尺寸、阀座和阀瓣的尺寸等。
这些尺寸的准确与否直接关系到阀门的安装和使用情况,如果尺寸不符合标准要求,会导致阀门无法正常安装或者无法正常使用。
另外,阀门的密封性能也是阀门检验的重点之一。
阀门的密封性能直接关系到阀门在使用过程中是否会发生泄漏。
因此,检验人员需要对阀门的密封面进行严格的检查,以确保阀门的密封性能符合国家标准要求。
此外,阀门的耐压性能也是阀门检验的重要内容之一。
耐压性能检验主要包括阀门的耐压试验和密封性能试验。
耐压试验是指在规定的压力下对阀门进行静态密封试验,以检验阀门在规定的压力下是否能够保持良好的密封性能。
密封性能试验则是指在规定的压力下对阀门进行动态密封试验,以检验阀门在压力变化下是否能够保持良好的密封性能。
最后,阀门的操作性能也是阀门检验的重要内容之一。
操作性能检验主要包括阀门的开启和关闭是否灵活、是否有卡滞现象、是否有异响等情况。
这些都直接关系到阀门在使用过程中的操作便捷性和安全性。
综上所述,国标阀门检验标准是确保阀门质量的重要保障,通过对阀门的外观、尺寸、密封性能、耐压性能和操作性能等方面进行严格的检验,可以有效地保证阀门在使用过程中的安全和可靠性。
希望各相关企业和检验机构能够严格按照国标进行阀门的检验工作,为工业生产的安全和稳定做出应有的贡献。
调节阀验收标准
调节阀验收标准
调节阀验收标准主要包括以下几个方面:
1. 外观检查:应检查调节阀的尺寸、接口尺寸、直线度、平面度、表面光洁度、密封性能等是否符合标准要求。
同时,还应检查调节阀说明书、合格证、技术档案等相关文档是否齐全。
此外,阀门与法兰连接处应无泄漏的迹象,且调节阀的外观不应出现明显的损伤、氧化或腐蚀。
2. 功能测试:这是验收的重要环节,包括启动试验、调节试验、泄漏试验和封闭试验。
启动试验主要检查调节阀的电机是否正常、传动机构是否灵活;调节试验主要检查调节阀的调节性能和调节范围;泄漏试验主要检查调节阀的泄漏情况;封闭试验主要是检查调节阀的封闭性能,防止流体泄漏。
3. 性能测试:这主要是对调节阀的内部结构和性能进行测试,主要包括流量系数测试、阀座漏率测试、流量特性测试和压差流量特性测试。
这些测试可以有效检测调节阀的流量范围、阀座漏率、流量特性和压差流量特性,为后续使用提供重要参考。
4. 安全评估:调节阀是一种工业自动化设备,因此在验收时需要对其安全性能进行评估。
这包括对安全阀和密封装置的检查,以及对调节阀的安全控制程序和异常处理程序的检查,以确保调节阀在使用过程中不会对操作者造成伤害,也不会对生产环境造成污染和安全隐患。
在验收前,需要准备好验收标准和检测工具,并严格按照验收规范进行检查,以确保调节阀的正常运行和安全使用。
以上内容仅供参考,建议咨询阀门专家获取更多准确的信息。
阀门工程施工质量验收
阀门工程施工质量验收一、引言阀门作为管道系统中重要的控制元件,广泛应用于石油、化工、电力、冶金和其他行业,保障了生产安全和正常运行。
阀门工程的施工质量直接关系到管道系统的安全性、可靠性和经济性,因此阀门工程施工质量验收是阀门工程施工中非常重要的环节。
二、阀门工程施工质量验收目的阀门工程施工质量验收的主要目的是保证阀门工程施工质量符合设计要求和标准规范,并确保阀门在安装后能够正常运行,达到预期的使用效果。
通过验收,可以发现和及时纠正施工过程中存在的质量问题,提高阀门工程的质量水平,确保工程顺利交付使用。
三、阀门工程施工质量验收内容1. 施工图纸审核:对阀门工程的施工图纸进行审核,确保符合设计要求和相关标准规范。
2. 阀门材质检测:对阀门及其附件的材质进行检测和确认,保证阀门的材质符合设计要求。
3. 阀门外观检验:对阀门的外观质量进行检查,包括阀门的表面光洁度、涂装质量、安装位置等。
4. 尺寸检测:对阀门的尺寸进行测量和确认,包括阀门的口径、长度、高度等。
5. 装配验收:对阀门的装配质量进行验收,确保阀门的各个部件安装正确牢固。
6. 密封性验收:对阀门的密封性能进行测试,确保阀门的密封性能符合要求。
7. 耐压测试:对阀门进行耐压测试,确保阀门能够承受正常使用压力。
8. 操作性验收:对阀门的操作性进行测试,确保阀门的操作顺畅灵活。
9. 阀门试运行:对阀门进行试运行,确保阀门的运行正常无异常。
10. 施工记录检查:对阀门工程的施工记录进行审核,确保施工过程合规合格。
四、阀门工程施工质量验收标准阀门工程施工质量验收标准主要包括国家标准、行业标准和设计要求等,具体包括:1. GB/T 12221-2005《阀门术语》2. JB/T 7744-1999《阀门总则》3. JB/T 5292-1991《锻钢阀门总则》4. HG/T 20592-2009《阀门、阀门附件的验收规范》5. SY/T 5257-2010《油气管道工程机械设备检验评定标准》6. 设计文件和技术要求五、阀门工程施工质量验收程序1. 成立验收组:项目部成立由质量部、工程部、设计部等部门组成的验收组,负责对阀门工程的施工质量进行验收。
阀门验收标准
阀门验收标准1.验收目的通过验收,可以对到货阀门的数量和外观进行检查把关,以防在生产厂家若干次运输、装卸途中发生外观质量受损、数量缺失等问题,可以实际掌握到货阀门的情况,对到货阀门发生的与订货合同不符、数量短缺、规格型号差错、外观有明显质量问题等情况,能够及时向供方提出拒收、退换,并及时与采购部门联系尽快处理问题。
此外,通过验收也可以为阀门材料的正确分类保管和正确投入使用创造条件。
2.验收内容及要求2。
1验收内容阀门材料验收包括包装、标志、外观质量、规格型号、数量等方面。
因此,阀门材料验收要做到:订货/发货清单与实物一致;包装、标志符合标准规定;外观质量良好,数量准确。
2.2验收前的准备工作2.2。
1核对证件:证件主要有订货/发货清单,产品合格证、特殊阀门需附检验报告或生产压力管道、消防器材专用许可证。
验收前,需检查证件是否齐备无误。
2。
2.2核对标记:检查包装、标志,看是否与发货清单上所示的规格、数量一致,经过核对如发现有不相符的地方,不得验收,如属情况不清,需与采购员联系,带弄清情况后再做验收或拒收等相应处理,具体细节问题可在收货清单(收条)上加以详细标注。
2.2。
3准备货位:凡属入库的阀门材料,均要根据到货材料的数量、品名、规格型号等,确定在仓库中应当存放的地点,如数量较大,可提前安排装卸人力。
2.2.4验收工具:对于阀门材料的验收主要采取肉眼观察方式,必要时可携带量尺及称重工具。
2。
3。
验收中的问题处理2.3。
1到货阀门的证件不齐或不符,必须在到货清单/收条上加以详细备注,并及时通知采购部,敦促供应商尽快补齐相关证件资料.将实际情况登入到货记录.2.3。
2数量不符:实际数量少于发货清单中数量的,按实际数量签收收条、登记到货记录,同时通知采购部,并敦促供应商尽快将所缺材料补齐。
实际数量多于发货清单中数量的,可与采购部落实本批材料实际应到货的计划数量,如属确实超出,则告知供应商退回多余材料,并按实际收货数量签收收条、登记到货记录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(阀门打压试验抽检到货阀门数量的10%)
12.
阀门在关闭状况下,两侧分别承受1.25倍阀门的工作压力,无渗漏。
维修厂家
车间验收人
送货时间
验收时间
(注:文档可能无法思考全面,请浏览后下载,供参考。可复制、编制,期待你的好评与关注)
旋塞阀、球阀的关闭件均应处于全开启位置;
隔膜阀应处于关闭位置,且不可关的过紧,以防止损坏隔膜。
4.
阀体及法兰面无裂纹、砂眼、残缺及源自重腐蚀等缺陷。5.阀门部件
手轮(手柄)、丝杆冒、开度指示器等部件,连接固定齐全
6.
阀头与阀座密封面接触均匀,不得有横沟,接触面宽度为密封面宽度的1/2~2/3,接触面积应在80%以上。
外修阀门到货检验标准
时间:年月日
序号
项目
验收标准
验收情况
(√、×)
备注
1.
阀体及外观
除奥氏体不锈钢及铜制阀门外,其他金属制阀门的非加工外表面应涂漆或按合同的规定予以涂层。
2.
非涂漆或无防锈层的加工面,必须涂易除去的防锈剂。阀门内腔及零件不得涂漆,并应无污垢锈斑,连接法兰面加堵盖保护。
3.
闸阀、截止阀、节流阀、调节阀、蝶阀、底阀等阀门应处于全关闭位置;
7.
丝母丝扣应完整,磨损量不超过丝扣宽度的1/4。
8.
盘根加满后紧圈应压入3~5㎜;盘根压盖与阀杆配合间隙为0.2~0.4mm。
9.
阀门手轮(手柄)开关灵活无卡涩,阀杆加润滑脂保护。
10.
阀杆弯曲度每100mm长度内不应超过0.1~0.2mm,阀杆丝扣磨损量不超过阀杆丝扣宽度的1/5。
11.
打压试验