汽车搭铁技术要求
汽车发电机检修步骤与技术要求

汽车发电机检修步骤与技术要求
序号
作业项目
操作步骤
技术要求
1
拆解发电机
分解前端盖、带轮、转子、后端盖、整流调压器;取出定子;拆下电刷架,取出电刷总成。
2
检查定子
1、检查定子表面
2、检查导线表面。
3、检测定子绕组是否断路。
4、检测定子绕组是否搭铁。
1、定子表面不得有刮痕,
2、导线表面不得有碰伤、绝缘漆剥落现象。
3、检测电刷高度。
1、电刷表面如有油污应用于布擦拭干净,电刷在电刷架内应滑动自如。
2、电刷架不得有裂纹、弹簧折断或锈蚀现象,否则应更换。
3、新电刷的长度为13mm,允许磨损极限为5mm,超过此极限值时应予更换。
6
安全文明操作
1、遵守安全操作规程。
2、正确使用工量具。
3、操作现场整洁。
1、将万用表的负表笔接二极管底板上的粗螺栓,正表笔依次接与定子绕组相接的各结合点。
2、将万用表正表笔接散热架(负极),负表笔依次与各结合点相接。
3、将万用表负表笔接二极管底板上的细螺栓,正表笔依次接各结合点。
4、每次测量的电阻值均须为50~80Ω。
5
检查电刷及电刷架
1、检查电刷表面。
2、检查电刷架。
3、用万用表检查绕组引线之间的导通性,如果不通应更换定子。
4、用万用表检查绕组引线和定子铁心之间的导通性,如果导通应更换定子。
3
检查转子
1、检查转子和集电环表面。
2、转子绕组是否搭铁。
3、检查转子绕组是否断路及短路。
1、转子表面不得有刮痕,否则表明轴承松旷,应更换前后轴承。
2、集电环表面应光洁平整,两集电环之间的槽内不得有油污和异物。
汽车发电机检修步骤与技术要求

序号
作业项目
操作步前端盖、带轮、转子、后端盖、整流调压器;取出定子;拆下电刷架,取出电刷总成;
2
检查定子
1、检查定子表面
2、检查导线表面;
3、检测定子绕组是否断路;
4、检测定子绕组是否搭铁;
1、定子表面不得有刮痕,
2、导线表面不得有碰伤、绝缘漆剥落现象;
3、用万用表检查绕组引线之间的导通性,如果不通应更换定子;
4、用万用表检查绕组引线和定子铁心之间的导通性,如果导通应更换定子;
3
检查转子
1、检查转子和集电环表面;
2、转子绕组是否搭铁;
3、检查转子绕组是否断路及短路;
1、转子表面不得有刮痕,否则表明轴承松旷,应更换前后轴承;
2、集电环表面应光洁平整,两集电环之间的槽内不得有油污和异物;
1、将万用表的负表笔接二极管底板上的粗螺栓,正表笔依次接与定子绕组相接的各结合点;
2、将万用表正表笔接散热架负极,负表笔依次与各结合点相接;
3、将万用表负表笔接二极管底板上的细螺栓,正表笔依次接各结合点;
4、每次测量的电阻值均须为50~80Ω;
5
检查电刷及电刷架
1、检查电刷表面;
2、检查电刷架;
3、检测电刷高度;
3、用万用表检查集电环与转子之间的电阻,其数值应为∞,否则为有搭铁故障;
4、用万用表检查两集电环之间的电阻,其数值应为3~4Ω;大于此值,表明有断路故障;小于3Ω时,说明有短路故障;
4
检查二极管
1、检查二极管正向电阻:
2、检查二极管反向电阻:
3、检查励磁二极管:
若以上各测量值若与标准不符,必须更换二极管底板;
1、电刷表面如有油污应用于布擦拭干净,电刷在电刷架内应滑动自如;
汽车负极搭铁原理

汽车负极搭铁原理
汽车的负极搭铁是指负极(负极极性)通过电路与车身(金属部件)连接起来的原理。
这样做的目的是为了:
1. **电路闭合:** 在汽车中,负极通过电路与车身相连,形成了一个闭合的电路。
当车辆启动时,电瓶的负极会通过这个电路传递电流到车身上,使整个电路形成闭合,从而保证了车辆电气系统的正常运行。
2. **提高电气系统可靠性:** 通过负极搭铁,可以使电气系统的接地更加可靠。
车辆的各种电气设备(例如灯光、音响、电动窗等)都是通过车身的接地来回路完成电路的,因此良好的接地能够提高电气设备的工作稳定性和安全性。
3. **防止静电和电磁干扰:** 负极搭铁也可以起到防止静电和电磁干扰的作用。
车辆行驶过程中,车身可能会因为摩擦产生静电,通过负极搭铁可以及时将静电释放出去,避免静电积聚导致的电气故障。
此外,负极搭铁还能够提高车身对外界电磁辐射的屏蔽能力,减少电磁干扰对车辆电气系统的影响。
综上所述,汽车负极搭铁的原理是通过将负极与车身相连,形成一个闭合的电路,提高电气系统的可靠性,防止静电和电磁干扰,确保车辆正常运行。
汽车装配工艺技术
生产的最后一道工序必定是装配(包括检测和调 整),否则各种零部件无法组合在一起并相互协 调并发挥其应有的功能。所谓装配就是将各种零 部件、合件或总成按规定的技术条件和质量要求 联接组合成完整产品的生产过程,也可称为“使 各种零部件、合件或总成具有规定的相互位置关 系的工艺过程”。
18.整车调试,下线。
七、装配的注意事项
1、对于长圆孔连接件,一般要加平垫片,且 平垫片放于长圆孔一侧。
2、对于超过四个孔的连接件,需进行对角紧 固,最先紧固的螺母最后还应复紧。
3、对于圆孔与长圆孔同时存在的件,应先紧 圆孔端,后紧长圆孔端。
4、为保证整车美观性,管束与电线束应避免 交叉。
5、管线束过梁或者与梁接触时,必须用护套 和蛇形护套。
13、加注油料。
给油箱加注柴油,中后桥减速器加注润滑油, 两边轮毂加注润滑油,注意加注油料是应按照工 艺要求加注,不能多加或者少加。最后,做好加 油标记,涂抹绿漆。
14、分装及安装翼子板。
根据工艺要求分装好翼子板,然后把翼子板安装 到翼子板支架上面,打紧螺栓。在安装过程中要 保护翼子板漆面不得有磕碰、划伤。牵引车安装 侧标志灯。
9、装排气管。取排气制动阀,在两端套上 垫密圈,再使其夹在消声器进气管前段与 进气管后段之间,并使螺栓孔对齐,传入 螺栓,套上垫圈、弹簧垫圈并拧上螺母。
10、加注发动机润滑油
取下发动机加油口端,向发动机内加注润滑 油,加完后装上油盖,拔出油尺检查加油 量,油面不低于下线(2/4),不高于上线 (4/4)。
B、螺纹联接的预紧 及防松
绝大部分的螺纹联接在装配时都必须拧紧,使 联接在承受工作载荷之前,预先受到力的作用, 预紧的目的在于增强联接的可靠性和紧密性。
EQ1141G7DJ
EQ1l41G7DJ/EQll68G7DJ/EQll46GJ 系列汽车底盘改装手册
前言
欢迎您使用东风系列汽车底盘。 本手册主要详细介绍了EQ1l41G7DJ系列、EQll68G7DJ系列、EQll46GJ系列汽车底盘各大总成
的匹配和机械性能,为各类专用汽车改装时提供必要的技术参数和尺寸参数。同时改装企业
EQ1l41G7DJ/EQll68G7DJ/EQll46GJ 系列汽车底盘改装手册
EQ1l41G7DJ 东风 EQll68G7DJ
EQll46GJ
系列
汽车底盘改装手册
东风汽车公司
2003年5月
东风载重车公司销售部技术发展部产品技术室 (电子化制作) 1 DFZZXSGT16010201
发动机悬置系统的改装
进、排气系统改装 供油系统及油门操纵系统改装
冷却系统改装
电器系统的改装
电器原理图
制动系统的改装 制动原理图
东风载重车公司销售部技术发展部产品技术室 (电子化制作) 3 DFZZXSGT16010201
K3
260
260
260
轮胎静力半径
RC
500
500
500
接近角
α
34
34
34
离去角
β
18
12
14
质心位置(距前轴中心线)
出现与本手册中的介绍与实际结构不同的情况,敬请谅解。
本手册由东风汽车工程研究院载重车部汽车运用科编制。
东风汽车公司
2002年1月
东风载重车公司销售部技术发展部产品技术室 (电子化制作) 2 DFZZXSGT16010201
车辆维护期间管线施工技术规范
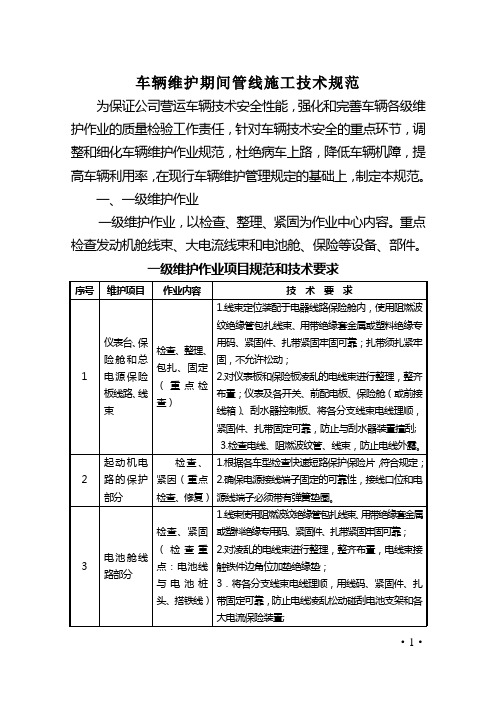
车辆维护期间管线施工技术规范为保证公司营运车辆技术安全性能,强化和完善车辆各级维护作业的质量检验工作责任,针对车辆技术安全的重点环节,调整和细化车辆维护作业规范,杜绝病车上路,降低车辆机障,提高车辆利用率,在现行车辆维护管理规定的基础上,制定本规范。
一、一级维护作业一级维护作业,以检查、整理、紧固为作业中心内容。
重点检查发动机舱线束、大电流线束和电池舱、保险等设备、部件。
一级维护作业项目规范和技术要求·1·二、二级维护作业在一级维护作业基础上,按照检查、固定、整理、修理和修复、更换等流程,对经过一定时间的使用容易松动、老化、变形、碰刮、干涉、开裂、被压扁和泄漏现象的线管部件,按技术要求进行修理、恢复。
以检查发动机舱线束、大电流线束、电池舱和用电保险部位的线束为主。
并在检查的同时,将其与发热量较大的热源部件,按技术要求进行分隔处理,由修配厂负责执行的车辆维护作业。
各类管路、线路管道重点技术要求:(一)电器导线应具有阻燃性能,所有电器导线均应捆扎成束、布臵整齐、固定卡紧、接头牢固并有绝缘套,在导线穿越孔洞时,应装设绝缘套管。
(二)制动系统的各种杆件不允许与其它部件在相应位移中发生干涉、摩擦,以防杆件变形和损坏;制动系统管路应为耐腐蚀的高压管路。
它们的安装必须保证其具有良好的连续功能、足够的长度和柔性,以适应与之相连接的零件所需要的正常运动,而不致造成损坏;它们必须有适当的安全,以避免擦伤、缠绕或其它机械损伤,同时应避免安装在可能与机动车排气管或任何高温源接触的地方。
1.制动软管不允许与其它部件干涉且不应有老化、开裂、发泡和被压扁现象。
其它气动故障在出现故障时不允许影响制动系·3·统的正常工作;液压制动系统不允许因制动液对制动管路的腐蚀或由于发动机及其它热源的作用形成气阻而影响制动系的功能;2.空气压缩机输出第一节气压管道必须使用金属硬管,并在发动机的相应位臵加1-2个固定支架,加以固定;在非同源振动体转接过渡位臵的第二节气压管道(由发动机体转接到底盘支架的金属硬管),必须使用符合规定的压力软管进行过渡接驳。
汽车维修钣金工操作规定
汽车维修钣金工操作规定1.工具使用规定:(1)汽车维修钣金工应熟练掌握使用各种钳工、钣金刀、注塑钢板修复机、各种刻字刀、标线工具等相关工具。
(2)在使用工具时,必须严格遵守安全操作规范,佩戴好防护用具,以避免意外伤害。
同时,要定期检查和保养工具以确保其正常工作。
2.材料选择规定:(1)汽车维修钣金工应严格按照汽车厂商和相关标准的要求,选择与汽车配套的合适材料,如冷轧钢板、镀锌板、铝合金板等。
(2)在选择材料时,应仔细检查其表面质量和规格尺寸,以确保材料质量符合要求。
3.维修操作规定:(1)在进行维修操作之前,应先仔细检查受损部位,了解损伤情况,确定维修方案。
(2)在进行维修操作时,应根据不同损伤情况选择合适的修复方法,如冲压、焊接、喷涂等。
(3)在进行维修操作时,应注意安全操作,确保工作环境整洁有序,避免产生二次损伤。
(4)维修操作完成后,应进行必要的检验和试验,确保维修质量符合要求。
4.更换操作规定:(1)在进行钣金更换操作之前,应先仔细检查更换部位,了解更换难度和所需工具材料。
(2)在进行更换操作时,应根据不同的更换项目选择合适的拆卸和安装方法,注意避免再次损伤其他部位。
(3)更换操作完成后,应进行必要的调试和测试,确保更换部位正常工作,不出现异响或松动现象。
5.质量控制规定:(1)汽车维修钣金工应严格按照相关标准和质量要求进行操作,确保维修和更换的质量符合要求。
(2)在操作过程中,应定期进行自我检查和互检,确保维修和更换的准确性和质量。
(3)完成维修和更换后,应及时整理工作区域,清理工具和材料,确保车辆交付前整洁有序。
以上是关于汽车维修钣金工操作规定的简要说明,汽车维修钣金工需要严格按照以上规定进行操作,以保证维修和更换工作的质量和效率。
QCT413-2002汽车电气设备基本技术条件
QC/T 413-2002(2002-12-31发布,2003-03-01实施)前言QC/T 413-1999《汽车电气设备基本技术条件》在标准号转化前是专业标准ZB T35001-1987。
因此本次标准修订实际上是在15年后对该标准的重大修改。
以日本、德国及法国等国的相关标准为主要参考对象对标准进行了修改。
本标准代替QC/T 413-1999《汽车电气设备基本技术条件》本标准与QC/T 413-1999相比主要变化如下:——取消适用于湿热型产品的规定,相应取消1999年版的3.25及3.26;——取消长霉试验(1999年版的4.16);——取消电机换向器上的火花等级(1999年版的3.17,4.10);——取消互换性检验(1999年版的3.22,4.14);——对产品的温度范围做了调整和修改,规定了上、下限工作温度和贮存温度的范围(1999年版的3.3;本版的3.1.3);——修改了标称电压的规定,取消了6V电系,增加了工作电压范围的规定(1999年版的3.9;本版的3.1.4);——在对产品的基本性能参数的规定中,增加了对低压电线束和机械紧固件的技术要求(1999年版的3.10;本版的3.2);——对短时定额工作时限的推荐档次做了修改,取消0.2 min,增加5 s,15 s (1999年版的3.8.2;本版的3.1.7.3);——对产品有关部位的温升限值做了部分修改(1999年版的3.18,4.11;本版的3.3,4.3);——增加了噪声试验方法的规定(见4.4)——对超速性能的规定做了补充修改(1999年版的3.16;本版的3.5,4.5);——对产品的防护性能规定做了部分修改(1999年版的3.7,4.8;本版的3.6,4.6);——增加了产品耐异常电源电压性能(见3.7,4.7);——对产品绝缘耐压性能规定中的编排和措辞进行部分变动(1999年版的3.15,4.9;本版的3.8,4.8);——对产品的防干扰性能规定做了较大修改,改为产品的电磁兼容性(1999年版的3.13;本版的3.9,4.9):——对低温试验的温度和时间规定做了修改(1999年版的4.2;本版的3.10.1,4.10.1);——对高温试验的温度和时间规定做了修改(1999年版的4.4;本版的3.10.2,4.10.2);——对温度变化试验做了部分修改,选用方法Na进行试验(1999年版的4.3;本版的3.10.3,4.10.3);——取消交变湿热试验(1999年版的3.4,4.5);——增加了产品耐温度、湿度循环变化性能(见3.11)及温度/湿度组合循环试验(见4.11);——对振动试验做了较大修改,取消定频振动,增加了扫频振动的严酷度(1999年版的3.6,4.7;本版的3.12,4.12);——增加了盐雾试验的严酷度(1999年版的3.5,4.6;本版的3.13.4.13);——增加了产品耐工业溶剂性能(见3.14.4.14);——对产品表面防护性能的内容和编排做了部分修改(1999年版的3.19,3.20,3.21,4.12;4.13;本版的3.15,4.15);——产品的贮存期由1年改为2年(1999年版的3.23;本版的6.3);——对产品通用试验条件的内容和编排做了修改(1999年版的4.1;本版的4.1);——增加了性能参数检测的规定(本版的4.2);——提高了产品合格质量水平的规定(1999年版的5.4b;本版的5.4;——做型式试验的样品数量由3组9台改为4组12台,并对试验分组和项目顺序进行了修改(1999年版的5.6;本版的5.5.2);——对产品的标志(产品标志和包装标志)应包括的内容按GB/T 1.1和国家有关规定进行了补充和修改(1999年版的6.1、6.5;本版的6.1);——明确规定产品的贮存和保管应符合QC/T 238《汽车零部件的贮存和保管》的有关规定(1999年版的6.7;本版的6.3);对标准中有关内容的说明:连续定额是制造厂对产品所规定的可以作长期运行的负载和条件,短时定额是制造厂对产品所规定的可以作短时运行的负载、时间和条件。
汽车装配工艺技术

3、装配的紧固性。凡是螺栓、螺母、螺钉等件必须 达到规定的扭矩要求。应交叉紧固的必须交叉紧 固,否则会造成螺母松动现象,带来安全隐患。 螺纹联接严禁松动现象,不过,过紧会造成螺纹 变形、螺母卸不下来。 4、装配的润滑性 按工艺要求,凡需润滑的部位必须加注定量的润 滑油或润滑脂。对发动机来说,如果润滑油过少 或漏加,发动机运转起来,很快会造成齿轮磨损 或拉缸现象,直到整机损坏;加注过多,发动机 运转时润滑油很容易窜到燃烧室、燃烧后产生积 碳;因此加油量必须按工艺要求执行。
13、加注油料。 给油箱加注柴油,中后桥减速器加注润滑油, 两边轮毂加注润滑油,注意加注油料是应按照工 艺要求加注,不能多加或者少加。最后,做好加 油标记,涂抹绿漆。 14、分装及安装翼子板。 根据工艺要求分装好翼子板,然后把翼子板安装 到翼子板支架上面,打紧螺栓。在安装过程中要 保护翼子板漆面不得有磕碰、划伤。牵引车安装 侧标志灯。
七、装配的注意事项 1、对于长圆孔连接件,一般要加平垫片,且 平垫片放于长圆孔一侧。 2、对于超过四个孔的连接件,需进行对角紧 固,最先紧固的螺母最后还应复紧。 3、对于圆孔与长圆孔同时存在的件,应先紧 圆孔端,后紧长圆孔端。 4、为保证整车美观性,管束与电线束应避免 交叉。 5、管线束过梁或者与梁接触时,必须用护套 和蛇形护套。
3、装贮电瓶箱 安装电瓶箱总成时 检查贮气筒油漆质量、不得 有漏漆、划漆、凸焊螺母焊缝平整、贮气筒不得有 明显缺陷。 4、连接传动轴于后桥减速器上。检查传动轴油漆无 划伤,将传动轴凸缘上的孔与后桥减速器凸缘上的 孔对准,从传动轴方向穿入螺栓、套上弹簧垫
圈、扭紧螺母。
5、翻转底盘 首先把吊链从后桥下面穿过去并固定在另一侧 的吊链上面;将翻转底盘夹具夹在车架前端,打紧 螺栓,操纵设备翻转底盘、翻转后取下夹具及吊链。
比赛车门凹陷修复

《汽车车身钣金修复技术》比赛用 四川交校 黄靖淋
《汽车车身钣金修复技术》比赛用 四川交校 黄靖淋
对修复部位进行打磨,除掉整形留下的痕迹。
《汽车车身钣金修复技术》比赛用 四川交校 黄靖淋
用吹尘枪吹尘后检查是否符合标准,然后进行下一步 。
《汽车车身钣金修复技术》比赛用 四川交校 黄靖淋
清洁、除油,修复完成后关闭修复机,整理工具并清 洁场地。
打磨后裸金属为椭圆状,长轴240mm,短轴160mm。 凹陷部位修复后高度低于原表面,差值≤1mm。
车身线、钢板曲率应与专用卡尺吻合,不能超出±1mm。
凹陷部位修复后高度不得高于原表面。 凹陷部位修复后不得有孔洞。
《汽车车身钣金修复技术》比赛用 四川交校 黄靖淋
《汽车车身钣金修复技术》比赛用 四川交校 黄靖淋
开机并调整外形修复机,确定合适的焊接参数,进行 试焊。
《汽车车身钣金修复技术》比赛用 四川交校 黄靖淋
在门板棱线上焊接焊片,用整形架对凹陷部位进行拉 伸,用钣金锤进行整形修复。
《汽车车身钣金修复技术》比赛用 四川交校 黄靖淋
用整形架对棱线上部和下部进行整平。
《汽车车身钣金修复技术》比赛用 四川交校 黄靖淋
汽车车门板件凹陷修复
1、工位安排情况
《汽车车身钣金修复技术》比赛用 四川交校 黄靖淋
工位左侧
《汽车车身钣金修复技术》比赛用 四川交校 黄靖淋
工位右侧
2、车门凹陷修复工具
《汽车车身钣金修复技术》比赛用 四川交校 黄靖淋
3、车门板凹陷情况
《汽车车身钣金修复技术》比赛用 四川交校 黄靖淋
考核要点
安全防护、设备调整及操作、修复后形状、5S等。 修复后技术要求如下:
汽车搭铁技术要求
汽车搭铁技术要求.汽车搭铁技术要求一、目的:规范整车搭铁方式及搭铁位置;二、搭铁方式:在整车的搭铁中,使用焊接搭铁螺栓或者焊接搭铁螺母。
其中,优先选去螺栓搭铁:其中:1、搭铁螺栓:在搭铁螺栓中,使用M6和M8两种螺栓,其中,蓄电池的搭铁使用M8的搭铁螺栓,其余的使用M6的搭铁螺栓。
其中零件号分别为:M8-----------------N905 84701M6-----------------A11-5100365 数模如下:22、搭铁螺母:在搭铁螺栓中,使用M6和M8两种螺栓,其中,蓄电池的搭铁使用M8的搭铁螺栓,其余的使用M6的搭铁螺栓。
其中零件号分别为:M8-----------------M6-----------------数模如下:三、搭铁位置要求:在搭铁位置的选去中,遵守就近搭铁的原则,由于搭铁点需要维护,应尽量布置在容易维护的地方. 就其分布而言,优先选择在各主要的梁上,除非特殊的情况外,不允许使用支架搭铁。
其中有特殊要求的搭铁点应优先遵守其特殊的要求,比如,发动机的搭铁要求在距离控制模块200mm以内,应该优先满足。
具体图示如下(M11搭铁分布图): 3线束要求:四、在线束的设计及生产中,要求对于重要的搭铁线直接接到搭铁的端子处(在实际线束中存在打卡现象,不然线束会直径会过大,应根据实际状态确定)。
同时对前舱搭铁点用带胶热缩管或者做浸锡处理。
4铁端子的要求:搭五、对于搭铁片的选择,对应我们搭铁螺栓及搭电两种搭铁片,其中使用M6和M8铁螺母,(现在我们使瓶负极的搭铁片不小于1.8mm其余搭铁片的厚用的远无远大于这个厚度),带尾,并要求所有的搭铁片度不小于1.0mm 压。
铁点的合并要求:六、搭,电子地、功率地、每个功率在整车电器中地搭铁点的负荷不可过于集中,对于重要件,。
要考虑复式搭铁(特别是车身主搭铁点的保护及焊接要求1、搭铁及大功率用电器的搭铁点);(如加弹簧垫拧紧力矩的要求及防松方式2、;片、平垫片)搭铁点的涂装处理,目前国内普遍采用的方式为工艺螺栓遮蔽或者在涂装后利用普通螺栓进行攻螺纹处理,以达到对漆层进行清除的效果.5图1 螺栓遮蔽工艺流程搭铁点的涂装处理,目前国内普遍采用的方式为工艺螺栓遮蔽或者在涂装后利用普通螺栓以达到对漆层进行清除的效”处理,进行“攻螺纹分析了各自本文对这几种工艺进行了对比,果。
白车身螺柱焊接质量规范

10.16638/ki.1671-7988.2021.04.058白车身螺柱焊接质量规范吕宗敏,史光辉,郭艳杰,邢文涛,李琦(奇瑞商用车(安徽)有限公司河南分公司,河南开封475000)摘要:文章分析了拉弧式螺柱焊的良品条件,包含焊接电流、焊接时间、螺柱提升高度、螺柱伸出长度、焊枪状态等。
焊接电流和焊接时间是对接头质量影响最大的焊接规范参数。
文章结合实际生产案例,为螺柱焊接质量问题解决提供了模式化思路。
弧焊对搭铁螺栓组合件影响较大,导致力矩衰减,需增加预紧力矩。
关键词:拉弧式电弧螺柱焊;焊接质量;焊接规范中图分类号:U461.99 文献标识码:B 文章编号:1671-7988(2021)04-189-03Quality Specification of Stud WeldingLv Zongmin, Shi Guanghui, Guo Yanjie, Xing Wentao, Li Qi(Chery Commercial Vehicle (Anhui) Co., Ltd. Henan Branch, Henan Kaifeng 475000)Abstract: The good conditions of drawn-arc stud are analyzed, including welding current, welding time, stud lifting height, stud elongation length, welding gun status and so on. Welding current and time are the two important determinants of joint quality in welding conditions. Based on the actual production case, this paper provides a model idea for solving stud welding quality problems. Arc welding has a great influence on the bonding, which leads to the moment attenuation, the pretightening moment needs to be increased.Keywords: Drawn-arc stud; Welding quality; Welding conditionsCLC NO.: U461.99 Document Code: B Article ID: 1671-7988(2021)04-189-031 引言螺柱焊接是将直径2~25mm的螺柱或柱状金属高效、低成本、全断面熔合焊接在金属表面的一种特种焊接工艺。
汽车维修安全生产规范及要求

汽车维修安全生产规范及要求
(7)在车间内穿戴、着装要合适,并佩戴必要的防护 装备,如手套、护目镜和耳塞等。
(8)不要将压缩空气对着人或设备吹。 (9)尖锐的工具不要放到口袋里,以免扎伤自己或划 伤车辆。 (10)常用通道上不要放工具、设备、车辆等。 (11)用正确的方法使用相应的工具。 (12)手、衣服、工具应远离旋转设备或部件。 (13)开车进、出车间时要格外小心。
汽车维修安全生产规范及要求
图1-2 1—耳罩; 2—防护眼镜; 3—工作 服; 4—手套;5—劳保鞋;6—焊 工手套; 7—焊接面罩; 8—呼吸器
汽车维修安全生产规范及要求
2. 工具和设备安全防护
(1)手动工具的安全防护。手动工具看起来是安全的,但 使用不当也会造成事故。例如,用一字螺钉旋具代替撬棍, 会导致旋具崩裂、损坏,飞溅物打伤自己或他人;扳手从油 腻的手中滑落,可能会掉到旋转的机件上,再飞出来伤人。 另外,使用带锐边的工具时,锐边不要对着自己和他人;传 递工具时,要将手柄朝着对方。
(4)其他注意事项。宽松的衣服、长袖子和领带等都容易被卷 进旋转的机器中,因此在修理厂中,一定要穿合体的工作服,最 好是连体工作服,外套、工装裤也可以,但应注意衣服的拉链、 扣子不能外露。若戴领带,应把领带塞到衬衫里。工作时不要戴 手表或其他饰物,特别是金属饰物,因为金属饰物在进行电气维 修时可能会导入电流而灼伤皮肤,或导致电路短路而损坏电子元 件或设备。在修理厂内要穿劳保鞋,这样可以保护脚面不被落下 的重物砸伤,且劳保鞋的鞋底是防油、防滑的。长发很容易被卷 入运转的机器中,所以长发一定要扎起来,并戴上帽子。常见的 个人安全防护设备如图1-2所示。汽车维修技术来自汽车维修安全生产规范及要求
一、 安全文明生产内容 1. 个人安全防护
车辆维修检验标准
车辆维修检验标准维修人员对有关工程进展维修后,须确保完成所有维修工作,并符合以下出厂技术标准。
对不符合要求的,下一工序的维修人员或检验员有权拒绝接收或责令返修。
各系统检修的出厂技术标准如下:一、换发动机、发动机大修的出厂技术标准1.空气滤清器、机油滤清器,效能良好,无阻塞及短路现象,安装结实,密封无渗漏现象。
2.发动机无异响,油底无渗漏。
3.发动机各部接口螺栓、螺母安装扭力符合原厂规定。
4.各汽油管、真空管、水管安装正确,不漏油、水、气。
5.各传感器安装扭力符合规定,导线接头连接结实不漏电。
6.发动机皮带无老化开裂及磨损过度现象,紧度符合原厂规定。
7.起动机起动时无空转、打滑现象,电瓶桩头结实,电瓶液正常。
8.发电机充电正常。
9.发动机支架,排气管接口安装结实,接口垫不漏气。
10.离合器自由行程符合规定,离合器接合平稳,别离彻底,挂档不响,无打滑现象。
11.水箱、空调泵、助力泵、发电机安装结实,冷却风扇及设备工作正常。
12.点火正时符合原厂规定。
13.气缸压力〔水温80以上时〕符合原厂规定。
14.在常温下,机油压力应符合技术标准。
15.油门、阻风门工作正常。
16.加速灵敏、不爆震、不回火、不冒烟。
各工况供油正常,过渡平顺。
热磨合4 小时之后,拆下火花塞应无上油现象。
17.在走合期之允许排气管有不明显的冒蓝烟。
在各档均须防止发动机以高转速行驶。
18.尾气排放符合技术标准。
二、发动机中修、发动机更换活塞及活塞环的出厂技术标准1.空气滤清器、机油滤清器效能良好,无阻塞及短路现象,安装结实,密封无渗漏现象。
2.发动机冷车允许有轻微异响,油底壳无渗漏。
3.发动机各部接口螺栓、螺母安装扭力符合原厂规定。
4.各汽油管、真空管、水管安装正确,不漏油、水气。
5.各传感器安装扭力符合规定,导线接头连接结实不漏电。
6.空淘气带、正时皮带紧度符合原厂规定。
7.起动机起动时无空转、打滑现象,电瓶桩头结实,电瓶液正常。
8.发电机充电正常。
汽车装配工安全操作规程
汽车装配工安全操作规程工作前的准备工作:1、准备、整理好自己的工作场地、钳桌工作台等,以便安全和不间断地进行工作。
2、检查专用工具和设备的技术状况,禁止使用有毛病的,不适用的机、工具。
3、发现损坏的机、工具应及时修复和报修。
注:(上述三条适用于其它各工作)工作时:1、汽车拆卸前或解体必须进行外部请洗同时把车辆支顶好,不准在支撑点垫砖块或其它物件,必须使用安全的搁车凳或升降器,进入车下修理时必须塞好三角木,以防车辆移动。
2、拆除总成必须使用专用拆装架或专用起吊升举设备,在起吊和运送中,工件不得任意晃动,更不能在起吊工件下面工作。
3、维修中,车辆里外、上下各部位、各工种要互相协调、避让、,以免发生意外。
4、拆卸汽车零部件要用专用工具、专用拉(压)器,不得用手锤凿子猛敲硬拆。
5、汽车装配工在提高质量的同时,要有高度的责任感,时刻不忘车辆运行安全。
高度重视汽车安全及其所组成的各零部件的维修质量,严格执行修理技术标准,技术规范。
6、修理中起动发动机由上部主修工或班组长负责进行。
发动前,首先检查几机油盘内的油面,散热器加足水,变速器空挡位置,拉紧手刹车。
车下有人严禁发动:发动时,严禁直接供油。
用摇手柄起动发动机,手指应在摇手柄一侧,由下向上提动注意反火打人。
起动后,注意各种仪表工作是否正常。
如需移动修理车辆位置,应由执照人员操作,严禁无证驾驶。
7、在地沟作业时,必须有齐全的照明设备。
车下工作时必须垫有活动卧板,不准直接躺在池下工作。
8、不得用手伸入装在车上正在运转的(如变速箱等)机件内件检查零部件。
9、在拆汽油泵、汽油滤清器时,应先关上油箱开关,接好油盘。
修理时,严禁用乙基汽油(含有四乙基铅)清洗零件。
疏通化油器量孔及各油路油通道避免用嘴吹,应用压缩空气或气筒吹通。
用汽油清洗时,严禁烟火。
发动机走合时,如用专用油箱,必须距蓄电池和发动机一米以外。
10、试车要在公安部门指定路线进行,一般只允许前(中)后桥主修工随车调整,其它人员不得参加路试,对发动机、底盘有异响确需上路诊断,可派专人随同路试,否则检验员有权不予路试。
【CN110065451A】一种搭铁接地装置以及汽车【专利】

(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910380367.3(22)申请日 2019.05.08(71)申请人 珠海广通汽车有限公司地址 519000 广东省珠海市金湾区三灶镇金湖路16号申请人 银隆新能源股份有限公司(72)发明人 邓学文 倪晓鹤 (74)专利代理机构 北京超凡宏宇专利代理事务所(特殊普通合伙) 11463代理人 杨勋(51)Int.Cl.B60R 16/02(2006.01)H01R 4/26(2006.01)H01R 4/30(2006.01)H01R 4/56(2006.01)H01R 4/60(2006.01)H01R 4/64(2006.01)(54)发明名称一种搭铁接地装置以及汽车(57)摘要本发明公开了一种搭铁接地装置以及汽车,涉及搭铁接地技术领域。
该搭铁接地装置包括搭铁主体、接线端子、导线、搭铁固定件和接地管。
导线与接线端子连接,接线端子连接于搭铁主体上,且与搭铁主体贴合设置,搭铁主体开设有配合槽,搭铁固定件与接地管固定连接,搭铁固定件设置有凸台,凸台伸入配合槽,且与配合槽的内壁贴合设置,以使导线能够与接地管导通。
与现有技术相比,本发明提供的搭铁接地装置由于采用了通过接线端子与导线连接的搭铁主体以及相互配合的凸台和配合槽,所以能够增大导通接触面积,装配方便,稳定可靠,并且在导通过程中消耗能量少,避免对控制信号产生干扰,实用性强。
权利要求书1页 说明书6页 附图5页CN 110065451 A 2019.07.30C N 110065451A权 利 要 求 书1/1页CN 110065451 A1.一种搭铁接地装置,其特征在于,包括搭铁主体、接线端子、导线、搭铁固定件和接地管,所述导线与所述接线端子连接,所述接线端子连接于所述搭铁主体上,且与所述搭铁主体贴合设置,所述搭铁主体开设有配合槽,所述搭铁固定件与所述接地管固定连接,所述搭铁固定件设置有凸台,所述凸台伸入所述配合槽,且与所述配合槽的内壁贴合设置,以使所述导线能够与所述接地管导通。
一种新型汽车搭铁螺栓

一种新型汽车搭铁螺栓对于汽车安全的重视程度直接影响着全社会的安全和人民的生命财产安全,也是汽车制造企业不断研发新技术和新材料的动力源泉。
在保证安全性的前提下,提高汽车的效率和使用寿命一直是汽车制造厂家们不断努力的方向。
搭铁螺栓是汽车制造商近年来推出的安全性更高、更有效的汽车结构解决方案之一。
在过去的生产中,汽车领域主要使用的是螺定非铁、铁螺栓来进行设计和生产。
而在当前,随着材料技术的进步和认识的提高,铁螺栓已经逐渐被搭铁螺栓所代替,因为搭铁螺栓相比普通铆接螺钉具有更高的安全性和完整度,也更加经济实用。
搭铁螺栓是一种双层结构的连接元件,它由大头螺栓、垫圈和搭片三部分组成。
在连接过程中,首先将搭片挂在受连接零件孔边,再将螺栓轻轻拧入孔内,用垫圈进行中间补偿,最后将搭片弯折,使其与板材紧密贴合。
这样,当汽车在遇到碰撞和振动的时候,搭铁螺栓就会起到牢固固定车身结构的作用,有效地防止车身产生脱胶、脱焊等情况。
与普通螺栓相比,搭铁螺栓最大的优点就是具有更高的安全性和牢固性,使用寿命更长。
一方面,搭铁螺栓可以有效地防止撕扯现象,如固件截面强度低、套子松动或者系统击破等问题。
另一方面,搭铁螺栓更容易进行检测与调整,确保整体效率。
这不仅可以大大减少维修费用,也会减少汽车故障带来的安全隐患。
而且,搭铁螺栓的工艺和装配更加简单方便,不需要焊接和加工过程,可以大大降低生产成本,增加效益。
此外,搭铁螺栓采用的新型材料具有更高的耐腐蚀性和抗拉强度,实用性更好。
汽车制造商们为不断提升汽车的安全性和完整性而不断地发展和完善新的技术和材料。
搭铁螺栓的推广应用也让人们对现代化的汽车结构技术更加有信心。
随着工艺的发展和创新,搭铁螺栓将会被更广泛地应用于汽车制造领域,并成为未来汽车安装设计的一种重要手段。
搭铁螺栓除了在汽车制造领域中应用广泛以外,也被广泛应用在航空领域。
这其中最为值得一提的就是,搭铁螺栓的出现让飞机在设计和生产上更加高效和安全。
汽车搭接方法
汽车搭接方法英文文档内容:The汽车搭接方法is a technique used in automotive electrical systems to connect two or more electrical circuits together.This method is commonly used to share the power from one circuit with multiple circuits, or to combine the signals from multiple circuits into one.There are several different ways to make a jumper wire connection, but the most common method is to use a jumper wire with alligator clips on each end.T o make the connection, simply clip one end of the jumper wire to the terminal of the first circuit, and the other end to the terminal of the second circuit.It is important to ensure that the jumper wire is securely connected and that the circuits are compatible with each other.Additionally, it is important to use the correct gauge of wire for the application to prevent overheating and potential damage to the wire.Overall, the汽车搭接方法is a simple and effective way to make temporary or permanent connections in automotive electrical systems.中文文档内容:汽车搭接方法是一种在汽车电气系统中连接两个或更多电路的技术。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车搭铁技术要求
集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)
汽车搭铁技术要求
一、目的:规范整车搭铁方式及搭铁位置;
二、搭铁方式:在整车的搭铁中,使用焊接搭铁螺栓或者焊接搭铁螺母。
其中,优先选去
螺栓搭铁:
其中:
1、搭铁螺栓:在搭铁螺栓中,使用M6和M8两种螺栓,其中,蓄电池的搭铁使用M8的搭铁螺栓,其余的使用M6的搭铁螺栓。
其中零件号分别为:
M8-----------------N905 84701
M6-----------------A11-5100365
数模如下:
2、搭铁螺母:在搭铁螺栓中,使用M6和M8两种螺栓,其中,蓄电池的搭铁使用M8的搭铁螺栓,其余的使用M6的搭铁螺栓。
其中零件号分别为:
M8----------------- M6-----------------
数模如下:
三、搭铁位置要求:
在搭铁位置的选去中,遵守就近搭铁的原则,由于搭铁点需要维护,应尽量布置在容易维护的地方.就其分布而言,优先选择在各主要的梁上,除非特殊的情况外,不允许使用支架搭铁。
其中有特殊要求的搭铁点应优先遵守其特殊的要求,比如,发动机的搭铁要求在距离控制模块200mm以内,应该优先满足。
具体图示如下(M11搭铁分布图):
四、线束要求:
在线束的设计及生产中,要求对于重要的搭铁线直接接到搭铁的端子处(在实际线束中存在打卡现象,不然线束会直径会过大,应根据实际状态确定)。
同时对前舱搭铁点用带胶热缩管或者做浸锡处理。
五、搭铁端子的要求:
对于搭铁片的选择,对应我们搭铁螺栓及搭铁螺母,使用M6和M8两种搭铁片,其中电瓶负极的搭铁片不小于1.8mm(现在我们使用的远无远大于这个厚度),其余搭铁片的厚度不小于1.0mm,并要求所有的搭铁片带尾压。
六、搭铁点的合并要求:
在整车电器中,电子地、功率地、每个功率地搭铁点的负荷不可过于集中,对于重要件,要考虑复式搭铁。
1、搭铁点的保护及焊接要求(特别是车身主搭铁及大功率用电器的搭铁点);
2、拧紧力矩的要求及防松方式(如加弹簧垫片、平垫片);
搭铁点的涂装处理,目前国内普遍采用的方式为工艺螺栓遮蔽或者在涂装后利用普通螺栓进行攻螺纹处理,以达到对漆层进行清除的效果.
搭铁点的涂装处理,目前国内普遍采用的方式为工艺螺栓遮蔽或者在涂装后利用普通螺栓进行“攻螺纹”处理,以达到对漆层进行清除的效果。
本文对这几种工艺进行了对比,分析了各自优缺点。
汽车电路设计大多采用负极搭铁,利用金属车体作为电源的回路极,金属车体与各汽车用电设备之间的连线俗称搭铁线。
为防止搭铁点失效,一些重要的搭铁点设计有备用搭铁线,以增强安全性和稳定性。
车身搭铁点的涂装工艺处理在制造过程中很容易被忽视,然而这个小细节的处理不当,可能导致搭铁点失效,从而引发仪表指示偏离实际、发动机异常、不发电以及汽车电器无法正常工作等一系列问题。
搭铁点的
涂装处理,目前国内普遍采用的方式为工艺螺栓遮蔽或者在涂装后利用普通螺栓进行“攻螺纹”处理,以达到对漆层进行清除的效果。
常用的搭铁点及涂装工艺处理方式
1.常用的搭铁点
常用的搭铁点设计布置如表所示。
2.工艺螺栓遮蔽处理工艺
该方法较为普遍,适用于对车身焊接螺母进行电泳涂装遮蔽。
在车身进入涂装车间之前,用工艺螺栓对搭铁螺母进行预安装,通过工艺螺栓与焊接螺母的紧密结合,阻止电泳漆的渗入,从而避免电泳漆在螺母内及车身与螺帽贴合面的形成,具体流程如图1所示。
用工艺螺栓遮蔽的优点在于能很好地阻止电泳漆膜的形成,短期内搭铁点具有良好的导电性;操作相对简单,耗时较少,有较好的稳定性,不容易失效;工艺螺栓能反复使用,遮蔽成本低。
但该处理方式存在一个无法回避的缺点:遮蔽部位的防腐性大大降低,在短期内就开始出现锈蚀,后期将影响搭铁点的导电性,甚至导致失效。
图2为未遮蔽的焊接螺母与遮蔽后的焊接螺母在一周后的锈蚀情况对比。
从图2可以清晰看出,用工艺螺栓遮蔽的贴合面,在短期内就出现了较为严重的锈蚀。
短期内出现锈蚀的原因主要有以下几个方面:
(1)电泳前的脱脂处理及磷化处理均为浸渍处理,槽液依然能通过螺栓与车身之间的间隙渗入到夹层之间,板材表面自带的防锈油被槽液清洗掉,失去了防锈效果。
(2)由于夹层间隙狭小,且大多在结构相对复杂的部位,所以在后期的水洗工序中,夹层的酸性槽液无法彻底清洗干净,导致后期加速了腐蚀的进度。
(3)电泳及其他漆膜涂层不能在遮蔽部位形成,后期直接与空气接触,进一步发生腐蚀。
3.胶带遮蔽工艺
该遮蔽方式适用于对焊接螺栓及车身外部结构简单的部位进行遮蔽。
该方法与前面的工艺螺栓遮蔽原理类似,通过胶带的附着,避免电泳漆膜的形成。
但稳定性较差,而且如果选择无法耐高温的胶带,还需在进入电泳烘干炉之前进行剥离,在喷中涂及面漆时需避让这些部位,操作相对繁琐;如果选择耐高温胶带进行遮蔽,在中涂及面漆之后剥离,能遮蔽中涂及面漆涂层。
4.涂装后处理工艺
该方法是搭铁部位按正常工序进行全部的前处理及电泳处理,在涂装完毕后,通过打磨、攻螺纹等方式对表面漆膜进行破坏,使金属材质表面裸露,从而实现导电。
这种处理方式的优点在于:在防腐蚀方面优于前面两种处理方式,无需涂装前遮蔽处理。
但也存在一些缺点:首先,操作繁琐,打磨及其他处理相对耗时;其次,由于处理质量全凭工人自身能力保证,稳定性较差;再者,容易遗漏和出错,且打磨后裸露的金属表面也存在锈蚀的情况。
带自清油漆功能螺栓处理方式
部分日、韩系及欧系汽车的搭铁螺栓,采用带自清油漆功能的带压印螺栓(见图3和图4)。
日系汽车搭铁点螺栓螺纹头部采用了三等分容削槽,在螺栓外径对称压印的结构形式,压印深度约为0.3mm,长度约为5mm,宽度约为1.5mm左右的压印小平面,并且采用组合垫圈,平垫的直径大于一般的平垫直径且有弹簧垫圈,避免造成端子的旋转;韩系汽车的搭铁点螺栓采用了6条滚压式螺旋线的结构形式,使螺纹的牙型微观变形,具有和日系清除螺母中油漆相同的功能。
结束语
采用带自清油漆功能的螺栓,相对于国内普遍采用的几种工艺,具备以下优点:涂装前无需遮蔽处理,节约工时,搭铁部位的防腐性及导电性稳定,不容易失效,值得推广和借鉴。
但如何在标准件的基础上进行二次开发,如何保证自清漆功能以及在装配过程中的平顺性,需要二次开发过程中深入研究。