打包秤控制柜设计说明书共24页
DCS型电脑定量包装秤使用说明

DCS型电脑定量包装秤使用说明第一章产品概述§1,1应用DCS型电脑控制定量包装秤是以专业智能化仪表为核心的机电一体化产品。
集快速喂料,精确计量,快速灌装于一体,辅以(可选配的)成品皮带输送机,缝口机。
可实现厂矿包装工段的自动化作业。
本产品广泛应用于粮食加工,饲料生产,化工,建材等行业。
也是替代进口,更新旧式机械包装秤的理想产品。
§1。
"2分类包装秤按结构分有斗式(T)和直装式(Z)两大类。
按喂料方式可分为以下三种:A:双绞笼喂料:适用于细粉状物料。
B:自流式喂料:适用于流动性好的颗粒物料及普通粉料。
D C S ------ [ ] [ ]【】定量传感器数显示最大称量范围有斗式/无斗式喂料方式§1,3特性智能仪表是整个称重系统的核心,它充分运用数字和软件技术,使得整个系统具有以下优势:。
具有自校准和人工校准功能,在工作过程中利用微处理器对测量进行自动修正,克服长时间使用和环境温度变化引起的误差。
具有修正传感器的功能,帮助减少传感器误差,有效提高系统的测量和控制精度。
由于采用微处理器等大规模集成电路,减少分立元件数量,使仪表具有较高的稳定性和可靠性。
丰富的软件功能及友好的操作界面,使用起来更方便更实用。
具有完善的网络通讯功能,能与上位机进行高速高效的数据交换。
有良好的软件平台,具有二次开发功能,能满足特殊功能的需求。
§1,4名词解释过冲量:当快速,慢速喂料停止时,有些物料已离开供料槽,尚在半空中,这些物料会继续下落到秤斗中,这些物料会导致称重显示器读数增加,就是过冲量。
目标量:待包装物料的目标重量。
粗计量:快喂料。
精计量:慢喂料。
§1,5工作原理仪表启动输出,快慢喂料同时打开,进行粗计量,当仪表读数大于等于目标量减去快给料过冲量时,关闭快喂料,当仪表读数大于等于目标量减去慢给料过冲量时,关闭慢喂料。
判断夹袋状态,夹袋后打开秤门卸料,延时松袋。
GM8806C2包装机电子秤说明书
GM8806C2单秤说明书目录1.概述- 1 -1.1 功能及特点- 1 -1.2 前面板说明- 1 -1.3后面板说明- 3 -1.4技术规格- 4 -1.4.1一般规格- 4 -1.4.2模拟部分- 4 -1.4.3数字部分- 4 -2.安装- 5 -2.1一般原则- 5 -2.2传感器的连接- 5 -2.3 开关量接口的连接- 6 -2.4 电源连接- 7 -2.5串行口的连接- 7 -2.5.1串口一- 7 -2.5.2串口二- 8 -2.5.3MODBUS说明- 9 -3.标定- 17 -3.1标定方法- 17 -3.1.1 进入功能设置- 17 -3.1.2 单位设置- 17 -3.1.3小数点位置设置- 18 -3.1.4最小分度设置 - 18 -3.1.5最大量程设置 - 18 -3.1.6传感器灵敏度设置 - 18 -3.1.7毫伏数显示- 19 -3.1.8零点标定- 19 -3.1.9增益标定- 20 -3.1.10标定密码修改- 21 -3.2标定参数表- 21 -4.工作参数设置- 22 -4.1 工作参数的设置方法- 22 -4.2 工作参数说明- 22 -5.配方的查询与修改- 25 -5.1 查询与设置方法- 25 -5.1.1配方的选择- 25 -5.1.2配方的查询与设置 - 25 -5.2配方参数内容- 25 -6.操作- 30 -6.1仪表的工作状态- 30 -6.2去皮与置皮- 30 -6.3手动卸料- 31 -6.4手动清零- 31 -6.5批次数设定- 31 -6.6时间和日期的查看与设定- 31 -6.7累计内容的查看与清除- 32 -6.8累计内容的打印- 32 -6.9料位及供料控制- 33 -6.10开关量测试- 33 -6.11开关量定义- 34 -6.12快速设置参数值- 35 -6.12.1快速设置目标值- 35 -6.12.2快速设置配方参数F1 - 35 -6.13参数备份及恢复功能- 35 -6.14拍袋说明- 36 -7.自动包装过程- 37 -7.1有计量斗包装模式- 37 -7.2无计量斗包装模式- 39 -8.错误及报警信息- 43 -9.仪表尺寸- 44 -9.1仪表外形尺寸- 44 -9.2开孔尺寸- 44 -1. 概述GM8804C包装控制器是针对单秤增量法自动定量包装秤而专门开发的一款称重控制仪表。
包装秤详细说明
包装秤详细说明:包装秤适用范围:氯化钾、硫酸钾、硫铵、氧化锌、已二酸、漂粉精等化工、冶金行业中各种粉状、颗粒物料的500-1000kg包装生产线。
包装秤特点:◇粉料采用双螺旋给料形式;◇颗粒采用重力给料双弧门控制形式◇任意调整包装重量◇配有全套除尘接口◇配有升降振动系统,有效振实物料◇全电脑控制,空中量自动调节◇自动计数,可考核各班产量◇带有标准通讯接口,可与中央控制系统联网包装秤技术参数:☆粉状物料颗粒物料☆控制形式双螺旋给料双弧门给料☆称重速度≥14包/小时≥20包/小时☆称重范围 500-1000kg☆称重允差≤±0。
2%☆电源AC380V50Hz☆功率10KW☆气源压力 0。
4-0。
6MPa☆耗气量0。
3m3/minCBM-1000型:1、进料口2、闸板阀3、观察口4、给料器5、夹袋器6、挂钩7、秤台输送8。
升降振动系统9、储存输送包装秤详细说明:气压式阀口包装秤适合于流动性较好的粉末或细小颗粒(≤5mm)的包装,利用压缩空气为动力。
压缩空气通过雾化器(气垫)使密闭容器内的物料发生流化状态,从而达到输送给料的作用。
密闭采用气动橡胶阀门,通过控制阀门的通流面积,以达到控制包装的物料的给料量,实现有效和稳定的包装精度和速度。
该生产线可生产多种干粉产品:保温砂浆、粘结砂浆、抗裂砂浆、干粉粘结剂、自流平砂浆、干粉腻子等多种干粉材料产品,包装秤特点:○充填喷嘴可以配带夹套双层喷嘴○进料端配有保压仓,顶端有气动蝴蝶阀或气动塞阀,保证了压力仓的充填率,提高了定量精度的可靠性○设备带有内置式收尘器,减少了环境内粉尘,有利于对操作人员的保护和环境的保护。
○包装速度快,精度稳定○特别适合建材干粉沙浆包装包装秤可选附件:1、输送皮带2、自动上袋机3、落袋装置4、整袋装置5、材料(碳钢;不锈钢)包装秤技术参数:□产品型号:CBM-AI CBM-AII CBM-AIII□适用物料:流动性较好的粉末或细小颗粒(≤5mm),如水泥干粉沙浆□称量形式:单喷嘴、毛重双喷嘴、毛重三喷嘴、毛重□包装净重:20~50Kg□准确度等级:1%□包装速度:250~400袋/小时350~700袋/小时500~1000袋/小时□包装袋形式:阀口袋□气源压力:0。
包装秤说明书

用户手册
1. 概述
阀口袋包装秤控制器专为阀口袋包装机设计,用于定 量的称重控制,采用快慢双速加料方式,控制灌装精 度,加料速度快。
其中称重仪表是日本的UNIPULSE 公司的 F741C 仪 表,控制核心采用西门子S7-200系列外围设备绝大部 分为进口电器,保证设备长期稳定工作。
2. 控制器组成部分
3.1 称重仪表 .............................................................................................................................4 3.2 可编程控制器 .....................................................................................................................4 3.3 操作屏 .................................................................................................................................5 4. 控制柜面........................................................................................................................................... 5 6.参数设定................................................................................................................................................ 6 文本屏 ..............................................................................................................................................6 主窗口 ..............................................................................................................................................6 颠袋参数设定 ..................................................................................................................................6 储料仓参数 ......................................................................................................................................7 7.操作方法................................................................................................................................................ 7 工作过程 ..........................................................................................................................................7 夹袋操作 ..........................................................................................................................................8 清除累计包数 ..................................................................................................................................8 手动上料 ..........................................................................................................................................8 停止循环加料 ..................................................................................................................................8 人工清洗 ..........................................................................................................................................8 8. 注意事项........................................................................................................................................... 9
项目四 打包称 设计说明书

项目四打包称电气控制柜制作一、打包称系统工艺概况1、打包成系统结构简介2、电动机铭牌参数(1)M1-大喂料搅龙电机 Y802-6 1.1 kW(2)M2-小喂料搅龙电机 Y802-6 1。
1 kW(3)YV1-电磁阀 SR561-RN35D 通过汽缸间接控制秤门开、关(4)YV2-电磁阀 SR561-RN35D 通过汽缸间接控制打包袋夹紧、松开3、控制要求打包称可实现自动手动两种控制方式(用扭子开关实现)1、搅笼电动机M1、M2单独起动,控制方式为点动;2、称斗们开关为点动;3、打包称夹紧控制为长动。
在秤斗门打开后延时3—4秒打包袋松开;4、打包袋置好信号由行程开关实现;5、反馈计算机的打包袋夹紧信号由行程开关实现;6、控制面板上有电源显示,手动自动时有显示;7、喂料时、秤斗门开时、打包称夹紧时有显示.二、主电路、控制电路原理图设计1、电气柜主电路设计◆工作原理:根据控制要求,要求电动机M1、M2单独启动,点动控制.所以用接触器KM1、KM2分别控制两个电动机支路.关于主电路的保护,自动空气开关提供短路保护和欠压保护,热继电器提供过载保护.2、电气柜控制电路设计◆工作原理:电源:控制电路的电源由自动空气开关引入,之后经开关S分为两路,分别为自动控制、手动控制支路供电.由于袋夹紧支路总是工作的,所以该支路直接连接在QF1后面。
手动控制:按钮SB1、SB2、SB3为高、中、低三速手动控制按钮,其中SB1为复合按钮通过同时连接KM1、KM2支路实现高速喂料。
YV2支路为袋夹紧信号支路,行程开关SQ闭合该支路通电,表示袋已夹紧,然后由与之并联的中间继电器KA常开辅助触头实现自锁功能.YV1支路中KA常开触头闭合后,按下SB4该支路通电,斗门开,斗门料装进袋中,然后经延时继电器延时,YV2支路时间继电器常闭触头断开,KA亦失电,从而使YV1支路KA常开触头断开,YV1支路失电,斗门关闭。
如此循环实现打包功能。
包装秤说明书(F701电脑)更改过的
7.气源:纯净压缩空气0.4~0.8Mpa
8.总功率:≤5.5KW
9.外形尺寸:(长×宽×高)≤4000mm×1600mm×3700mm
3.LCS系列定量包装秤的操作使用说明
3.1.述语
为了便于阅读F701称重显示仪使用说明书,在实际使用中,有关术语的解释如下:
MODE06 此键叫06功能,直接按6就能调出06功能里面的数值,是设置空中量用的,在4.2.2章节中有介绍空中量的详细设置。
MODE 09 此键叫09功能,直接按9就能调出09功能里面的数值,是设置包装物料的重量用的。
CNG/ENT 变更/登碌键是更改和确认键,此键很重要,与F键连用可变换工作状态、改变内部数据功能。
14.MODE 28零位跟踪设定为1.0-20。
15.MODE 32满刻度值根据传感器值确定。
16.MODE 33分度值d根据传感器值确定。
17.MODE 34超重值1根据传感器值确定。
18.MODE 35超重值2根据传感器值确定。
19.MODE 36清零范围按额定重量值勤2~10%.
20.MODE 37功能选择设置小数点位置。
关机:首先关闭A秤和B秤的启动开关,然后把A秤和B秤里的物料排下来,使秤桶处于空秤状态,再把空气压缩机、提升机、输送机关闭即可,最后关闭总电源。注意:如果不把A秤和B 秤里的物料排空而直接关闭总电源的话,等下次开机时会出现死机现象。死机处理办法:关闭A秤和B秤启动开关,25㎏以内的自动定量包装秤后面有两扇门,打开下面的门(开门前请关闭所有电源),里面有电磁阀(双秤4或5片,单秤2片),要知道哪个电磁阀控制哪个气缸的话,只要用手按住任何一片电磁阀的小按扭,就会有相应的气缸动作,此时应把自动定量包装秤的上门打开就能看见了。秤桶里的物料手动排空后开启总电源,观察F701是否显示零位,不在在零位就手动去皮后重新启动总电源再继续工作。
(完整版)包装秤说明书(8804C2)

备忘:目录一、概述 (3)二、主要技术指标和功能 (3)三、包装机结构组成 (3)四、安装、调试说明 (4)五、传感器接线及静态标定 (5)六、动态调整及操作说明 (11)七、设备维护及异常处理 (12)八、维修记录 (14)一、概述DCS型包装机,是适用于对颗粒状及粉状物料进行精确、快速称量并装袋的机电一体化产品,广泛应用于粮食、饲料、化工等领域。
该产品对于工作环境较差的场合具有良好的适应性。
且称量范围较宽,在20~40㎏范围内可进行任何包重设置(只需考虑包装袋开口的尺寸)。
称重控制采用目前性能先进的软件和硬件技术,使该产品得以更加稳定可靠地工作。
仪表本身具有良好的人机对话功能,方便操作者修改相关参数,使包装工作更快速更准确。
二、主要技术指标和功能A、系统参数a、工作电源动力部分:AC380V 50Hz(三相四线制)控制部分:AC220V 50Hzb、设备功率:约3KWc、气源压力:0.4~0.6MPa,要求干燥洁净d、使用温度:0℃~40℃e、相对湿度:<90%,不结露。
f、工作前预热时间:不少于15分钟B、技术指标a、静态精度:<±0. 1%F.Sb、动态精度:<±0. 2% F.Sc、包装速度:斗秤5-7袋/分钟直装秤:3-5袋/分钟(40Kg/包,指容重1.5左右,含水在10%以下的普通颗粒或粉状物料)。
d、无特殊约定时,制作材料为普通碳钢。
三、包装机结构组成*有斗式包装机由集中控制箱A、喂料机构B、称重机构C、夹袋机构D四大部分构成。
*无斗式包装机由集中控制箱A、喂料机构B、称重及夹袋机构E三大部分构成。
A、集中控制箱内由以下几部分组成:a 、智能称重控制仪表(GM8804C2),它是整个包装机的控制核心;b 、控制开关DZ47-60(C5),DC24V电源;c 、输出继电器(DC24V),夹袋继电器(DC24V)。
逻辑控制继电器(AC220V);d、绞龙式和皮带式喂料机构的还有快慢给料电机接触器,线圈(AC220V,);空开DZ47-60(D20A),热继电器(2.5-4A);e、接线端子;f、箱体面板上还包括各控制开关、指示灯。
打包秤电气控制柜设计与制作说明书

目录一、打包秤工艺概况 (1)二、主电路、控制电路原理图设计··2三、元器件的选择 (3)四、元器件明细表 (4)五、电气控制系统布置图 (5)六、电气控制系统接线图 (6)七、总体方案设计 (7)一、打包秤工艺概况1、构造简介打包秤由提料电动机、大绞龙电动机、小绞龙电动机、带运输电动机、气缸、夹紧机构、秤斗、输送带等几局部构成。
将饲料袋套在出料仓口上,按动带置好开关,气缸2收缩,带动夹紧机构夹紧,将饲料袋夹住,当触发〞袋夹紧〞行程开关时,气缸2停顿收缩。
当包装袋夹紧后,并且秤斗内饲料已经准备好,气缸1缩回,带动秤斗门翻开,开场卸料。
当判断秤斗为空时,气缸1伸出,带动秤斗门关闭,当秤斗门碰到〞秤斗门关闭〞行程开关时,气缸1停顿缩回。
当秤斗门关好时,气缸2伸出,带动夹紧机构动作,松开饲料袋。
当秤斗空,并且秤斗门已经关好时,启动大绞龙电动机和小绞龙电动机;两个电动机正常运行,带动绞龙向秤斗内进展高速喂料当料质量接近设定值时,停顿大绞龙电动机,只运行小绞龙电动机,进展中速喂料。
当料质量接近设定值时,停顿小绞龙电动机,完本钱次饲料称重。
翻开秤斗门,将饲料倒进包装袋,再将其夹袋机构翻开,包装袋通过传送带送走,由人工辅助封口。
此设备自动完成物料包装控制功能,有独立的包装质量输入、称重质量显示窗口。
该显示窗口采用高亮度LED显示,能实时显示包装质量、累计产量、包数,具有简洁、直观,称量准确度高、速度快的优点2、技术参数(1)M1——大绞龙电动机,Y802-6,1.1KW。
(2)M2——小绞龙电动机,Y802-6,1.1KW。
(3)YV1——电磁阀,SR561-RN35D,通过气缸间接控制秤门开、关。
(4)YV2——电磁阀,SR561-RN35D,通过气缸间接控制包装袋夹紧、松开。
二、主电路、控制电路原理图设计1、主电路示,所以加上了三个电源指示灯〔HL1—的平安可靠运行,电源引入采用了断路器高、中、低三种速度,由两台电动机M1、〔带动大绞龙〕、M2〔带动大绞龙〕运转为中速喂料、M2低速喂料。
DCS系列电子定量包装秤使用说明书
DCS系列电子定量包装秤使用说明书尊敬的用户,您好!感谢您对我公司的支持与信任,欢迎使用我公司的产品。
在使用本产品前请您详细阅读本手册。
※我公司对此《使用说明书》持有最终解释权。
※本产品有任何技术改进或变动,恕不另行通知。
不便之处,敬请原谅!※本手册已通过仔细核对,但不排除有少量文字错误的可能性。
如有发现,敬请联系本公司客户服务中心。
※使用前敬请仔细阅读本《使用说明书》的操作说明与提示,并只使用本公司提供的配件,以免造成无法预期的损坏。
如果您擅自使用不正规的配件,此行为将违反本产品的保修条款,将导致保修自动失效,甚至可能危害您及他人的安全。
对此造成的一切损失,本公司不承担任何责任。
第一章产品概述DCS系列电子定量包装秤是我公司自行生产和设计的新一代高新科技产品。
本系列产品集定量计量、生产数据统计功能于一体。
与本公司的辅助产品结合使用时,可实现定量灌装、生产日期打码、自动封口、折边封口、数据通讯等功能。
DCS系列电子定量包装秤是目前定量包装生产线上最广泛使用的电子定量包装秤产品。
其主要特点是:使用范围广、操作简便、性能稳定、维护简单、拓展能力强等。
是粮食、饲料、化工、制糖、种子、杂粮等行业的定量灌装生产线上必选设备。
为广大用户提高计量精度、提升生产效率、节约能耗、减少劳力成本做出重大贡献。
得到用户的一至好评。
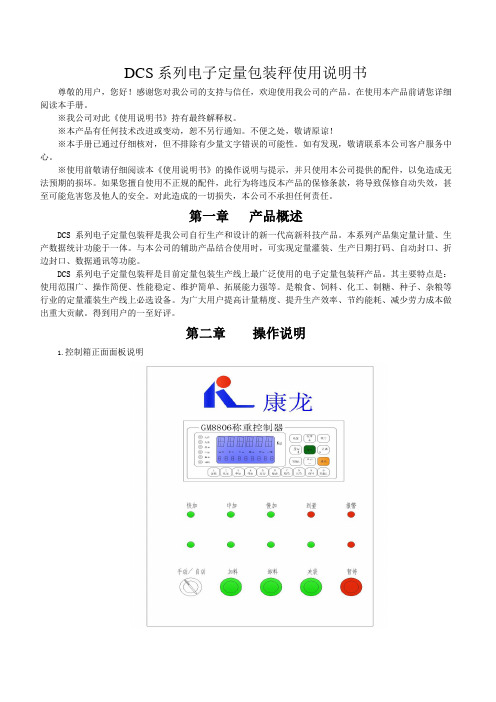
第二章操作说明1.控制箱正面面板说明面板指示灯定义:快加:该指示灯亮时,表示快加输出有效;中加:该指示灯亮时,表示中加输出有效;慢加:该指示灯亮时,表示慢加输出有效;到量:该指示灯亮时,表示计量已经结束,计量已经达到目标值;报警:该指示灯亮时,表示控制仪表出现故障或操作错误发生警报提示;手/自动:该指示灯亮时,表示设备处于自动运行状态;加料:该指示灯亮时,表示设备处于手动或自动计量加料,仪表输出加料信号有效;放料:该指示灯亮时,表示输出计量机构放料信号有效;夹袋:该指示灯亮时,表示输出夹袋信号有效;暂停:该指示灯亮时,表示设备处于手动暂停状态。
包装秤操作说明

包装秤操作规程1 范围本标准规定了包装秤的操作规程、维护检修规程。
2 规范性引用文件GB/T1.1-2000《标准的结构与和编写规则》。
3 设备作业环境要求保持控制柜周围环境清洁、整齐、电气部分严禁受潮、保持干燥、无不安全状态。
4 设备安全要求4.1 进入岗位前,必须按现有劳保发放标准穿戴齐全。
4.2 操作前认真检查各种电机、链条、等机械连接部份及管道连接是否可靠,各运转部份的电器4.3 操作设备时切勿将手或者身体某个部位放在输送机等转动器件上,以防设备伤人。
5 设备的操作程序和方法5.1 操作前的准备工作5.1.1检查设备周围环境是否满足使用要求。
5.1.2 检查设备外部线路有无脱皮裸露导电金属部分。
5.1.3检查设备电源是否满足技术要求。
5.2 开机、进入系统、画面说明5.2.1 开机:将控制柜上所有转换开关置于“自动”将柜体内所有“空开”置于ON。
5.2.2 触摸屏启动,点击按钮进入到主页面画面说明:此画面反应整个系统大致结构,工艺流程,包含旋转给料机,链运机手动操作,手动,急停切换,实时重量显示,各个部件运行状态显示等。
○1.:开启时根据缓冲仓料位自动控制链运机、给料机、闸板阀动作,频率需人工设置(④处于自动模式)。
○2.点击开始时会按照参数设置里面设置的重量完成下料,下料完成后自动关闭两个下料阀(④处于自动模式)。
○3.点击开始后会按照参数设置里面的启停时间完成运输动作,运输完成自动停止(④处于自动模式)。
○4.手动与自动之间的切换,手动模式:单个设备之间的点动动作。
○5.紧急情况下按下(按下显示:),所有设备停止工作,○6.链运机与给料机的手动启停控制5.2.3手动画面,点击主页进入手动操作画面此时将系统处于手动模式,即模式可对单一设备进行点动控制,设备启动后上面的名称将变绿,如表示下料阀1处于启动状态,带有备妥标志的都需要处于状态下才可手动动作和自动动作,如果处于则需将控制柜上面转换开关置于自动位置。
BC580包装秤控制器手册

注意静电
本控制器为静电敏感设备,在使用和维护中请注意采取防静电措施。
本手册版权归本公司所有, 未经书面许可任何人不得以任何形式翻印, 修改或引用。 本产品将不定期进行完善和升级,本公司保留修改本手册的权利。修 改手册恕不另行通知。
目 录 1. 注意事项................................................................................................................... 1 2. 功能与特点............................................................................................................... 2 3. 型号与技术规格........................................................................................................3
输入点模式1模式2模式3模式4模式5预置点减量秤in1运行运行运行运行运行in2自动自动自动自动in3夹袋松袋请求夹袋松袋请求最后一包夹袋松袋请求in4夹袋到位夹袋到位放料互锁夹袋到位in5禁止放料双斗切断阀到位切断阀到位in6容器就绪上料位ok容器就绪in7上料位ok手动补料手动补料手动喂料in8手动放料夹袋到位手动放料手动补料in9消除报警消除报警消除报警消除报警in10键盘锁键盘锁键盘锁键盘锁说明
3.1 型号...........................................................................................................................................3 3.2 技术规格................................................................................................................................... 3
河南通达重工定量包装秤(自动包装秤)操作手册

自动包装秤说明书

力马,受人瞩目GOing beyond ourselves硅胶自动定量包装秤使用说明书常州力马包装科技有限公司C h a n g z h o u L E M A R C O M P A N Y·安全注意事项通用部分检修时应严格遵守当地的安全操作规程!电气安装时应严格遵守当地的操作规程!在电源开关断开前,不得进行任何维修工作!只有被授权并经过培训的人员才能对本设备进行操作、检修!良好的维护能提高运行的安全性并有助于事故的避免。
有缺陷或损坏的部件或装置必须立即进行修理或更换。
在重新启动即重新接通电源前,应检查下列事项:-确保设备四周无散落的工具。
-确保所有参加检修的人员均不在危险区域内。
-确保所有检修用的脚手架、梯子以及维修保护装置均已拆除。
吊装及组装部分只准用吊环起吊;不得在已吊起的设备下行走;应检查提升设备的起吊能力;应检查吊绳是否安全;不得在重力式自动装料秤上攀爬,特别在运输保护装置拆除后,严禁用重力式自动装料秤作为脚手架,以免损坏称重传感器电气控制部分控制系统只能由有经验的人员进行安装和维修。
对控制系统的所有操作必须在对操作说明和电气图纸进行深入研究后进行。
电气控制箱只能由被授权并经过培训的人员开启。
在对电子系统进行检查时必须确保电源已经可靠断开。
在对载流部件,如电磁阀等器件进行检修时,必须断开电源开关。
有缺陷的电气运行装置必须立即予以修理或更换。
有缺陷的载流部件,如电缆等必须立即予以修理或更换。
目录1机器描述 (4)1.1简介 (4)1.2DCS 工作原理 (5)2设备安装及调试 (5)2.1准备工作 (5)场所要求 (5)公用工程 (5)2.2设备就位 (6)秤体的安装 (6)气路连接 (6)除尘管道连接 (6)电气线路连接 (6)3设备调试 (6)3.1电源上电及供气 (6)控制电源上电 (6)打开气源总阀 (6)3.2执行机构检查 (6)执行机构的原始位置调整 (6)3.3机械部件检查 (7)3.4手动调试 (7)夹袋器的调整 (7)给料装置的调节 (7)秤斗放料门的调节 (8)3.5静态调试 (8)3.5.1称量机构的调整 (8)称量斗的垂直调试 (8)束缚钢丝的准直检查 (9)束缚钢丝的重新准直 (9)吊杆长度的调整 (9)3.5.2秤的静态标定 (10)4控制面板说明 (14)4.1HOLBRIGHT 称重控制器前面板说明 (14)4.2控制柜面板 (15)5设备的使用 (16)5.1自动运行流程的设定及操作................................................................................................错误!未定义书签。
打包称控制柜制作设计说明书

项目四打包称控制系统电气控制柜的制作目录一、打包称控制系统工艺概况--------------------------1二、控制电路原理设计图 -----------------------------2三、元器件的选择 -----------------------------------3四、控制系统元器件明细表---------------------------4五、电气控制系统布置图 -----------------------------5六、电气柜系统和接线图 -----------------------------7七、总体方案设计 -----------------------------------8一、打包称控制系统工艺概况1、打包称控制系统结构简介2、技术参数(1)M1-大喂料搅龙电机 Y802-6 1.1KW(2)M2-小喂料搅龙电机 Y802-6 1.1KW(3)YV1-电磁阀 SR561-RN35D 通过气缸间接控制称门开、关。
(4)YV2-电磁阀 SR561-RN35D 通过气缸间接控制打包袋夹紧、松开。
3、控制要求打包称可实现:手动、自动两种控制方式(用扭子开关实现)。
(1) 搅笼电动机M1、M2单独启动,控制方式为点动;(2)秤斗门开、关为点动;(3)打包袋夹紧控制为长动,在秤斗门打开后延时3-4秒打包带松开;(4)打包袋置好信号由行程开关SQ实现;(5)反馈计算机的打包袋夹紧、门关好信号分别由行程开关SQ1、SQ2实现;(6)控制面板上有电源显示,手动、自动时有显示;(7)喂料时、秤斗开门时、打包称夹紧时有显示。
二、控制电路原理设计图⒈打包称控制系统电气柜主电路设计图2 打包秤主电路⒉打包称控制系统电气柜控制电路设计图3 打包秤控制电路工作原理:主电路:根据控制要求,用接触器KM1、KM2分别控制电动机M1、M2来实现喂料的三种速度, 包称的三相电源由电源引入开关QF 引入并有失压、欠压、短路和过载保护作用,电动机M1的过载保护由FR1实现,电动机M2的过载保护由FR2实现,信号灯HL1、HL2、HL3作为控制面板上的电源指示。
称重控制器说明书

配料秤系配料秤系统统 MW96C简明操作手明操作手册册包括 INCLUDES• 基本设置说明 •操作说明应用于 APPLIESTO•MW96C -配料秤 P-Module•MT8x - 变送器• MW99d4 & MD1 - 重量显示器•变送器软件版本 v5.10 及延续现有参考文件AVAILABLE DOCUMENTATIONCOPYRIGHT © 2011 by EMC Industrial Group Ltd 56 Tarndale Grove, Albany, North Shore, Auckland 0632 PO Box 101 444 North Shore, Auckland 0745, New Zealand 电话 +64-9-415 5110, 传真 +64-9-415 5115 E-mail sales@Web 由于产品改进,实际功能可能与简介书有所差异。
A S WE ARE CONTINUOUSLY IMPROVING OUR PRODUCTS , CHANGES TO THIS SPECIFICATION MAY OCCUR WITHOUT NOTICE .(Document Details: g0 g1 g2 g3 g4 g5 g6 g9 g10 g11 g14 d0 d2 d3 d4 v0 v5 MT8x))产品 说明 参考文件 MW61静态秤系统W EIGHER I NSTRUMENT技术信息简介 简明操作手册 操作说明书 简明设置摘要MW93 变重秤系统W EIGHT C HANGE I NSTRUMENT技术信息简介 简明操作手册 操作说明书 简明设置摘要MW94 冲板流量计系统I MPACT F LOWMETER I NSTRUMENT技术信息简介 简明操作手册 操作说明书 简明设置摘要MW95 皮带秤系统B ELT W EIGHER I NSTRUMENT技术信息简介 简明操作手册 操作说明书 简明设置摘要MW96 配料秤系统W EIGHFEEDER I NSTRUMENT技术信息简介 简明操作手册 操作说明书 简明设置摘要目录C ONTENTS连接电路图 C ONNECTION D IAGRAM4设置指南 SETTING UP GUIDE.....................................5 设置 S ETTINGS ..........................................................5 快捷键 Q UICK K EYS5 初始初始设设置 I NITIAL S ETUP .............................................5 工程计量单位 E NGINEERING U NITS 5 量程范围 M EASURING R ANGE 5 显示数据分辨率 D ISPLAY R ESOLUTION6 标定皮定皮带带速度 & 长度 C ALIBRATE B ELT S PEED & L ENGTH .6 使用手持测速表 W ITH H AND H ELD T ACHOMETER6 标定重量 C ALIBRATE W EIGHT ......................................6 皮带停止 B ELT S TOPPED6 标定修正系定修正系数数 C ALIBRATE C ORRECTION F ACTOR ..............6 实物测试 M ATERIAL T ESTING 6 无修正 N O C ORRECTION7简要设置 – MW96C 变送器 BRIEF SETUP....................8 基本基本设设置 B ASIC S ETTINGS ...........................................8 工程计量单位 E NGINEERING UNITS 8 量程范围 M EASURING RANGE 8 显示数据分辨率 D ISPLAY RESOLUTION8 输入 I NPUTS ..............................................................8 开关量输入 D IGITAL INPUTS8 转速计 & 皮带长度 T ACHO & B ELT LENGTHS 9 称重传感器输入 (称量段重量) L OADCELL INPUT 9 电流/电压输入 (远程流量设定点) C URRENT /V OLTAGE INPUT 9 输入选项 I NPUT OPTIONS9 内部信部信号号 I NTERNAL S IGNALS .....................................10 重量 W EIGHT 10 流量 F LOWRATE 10 总累计量 T OTALISER 10 控制 C ONTROL10 输出 O UTPUTS .........................................................11 模拟量输出 1 (速度命令) A NALOG OUTPUT 1 11 模拟量输出 2 (流量) A NALOG OUTPUT 2 11 开关量输出 D IGITAL OUTPUTS 11 显示器 (MW99 或 MD1) D ISPLAY12 信息信息,,复位 & 最终标终标定定 I NFO , R ESETS & F INAL C AL ......12 变送器控制仪信息 T RANSMITTER I NFORMATION 12 P-Module 卡信息 P-M ODULE I NFORMATION 12 设置复位 R ESET SETTINGS 12 最终标定 F INAL CALIBRATION12简要设置 – 显示器 BRIEF SETUP - DISPLAY..............13 基本基本设设置 B ASIC S ETTINGS .........................................13 时钟 C LOCK13操作 OPERATION.....................................................14 用户操作 U SER O PERATION .......................................14 MD1 显示及操作原理 D ISPLAY AND OPERATING ELEMENTS 14 MD1 显示器15按键 K EYS 15 报警 A LARMS17连接电路图C ONNECTION D IAGRAM设置指南 SETTING UP GUIDE此部分建议了如何进行系统设置,关于变送器及显示器所有设置项的具体细节都可在其后的“设置”部分中找到。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6、最大的骄傲于最大的自卑都表示心灵的最软弱无力。——斯宾诺莎 7、自知之明是最难得的知识。——西班牙 8、勇气通往天堂,怯懦通往地狱。——塞内加 9、有时候读书是一种巧妙地避开思考的方法。——赫尔普斯 10、阅读一切好书如同和过去最杰出的人谈话。——笛卡儿
Thank 会可以制订一部永远 适用的 宪法, 甚至一 条永远 适用的 法律。 ——杰 斐逊 52、法律源于人的自卫本能。——英 格索尔
53、人们通常会发现,法律就是这样 一种的 网,触 犯法律 的人, 小的可 以穿网 而过, 大的可 以破网 而出, 只有中 等的才 会坠入 网中。 ——申 斯通 54、法律就是法律它是一座雄伟的大 夏,庇 护着我 们大家 ;它的 每一块 砖石都 垒在另 一块砖 石上。 ——高 尔斯华 绥 55、今天的法律未必明天仍是法律。 ——罗·伯顿