汽车制造四大工艺 涂装工艺共60页
四大工艺汽车车身涂装工艺大盘点
四大工艺汽车车身涂装工艺大盘点汽车本身的涂装工艺属于装饰、保护性多层涂装,是汽车涂装中工序最多、涂装质量要求最高的涂装工艺。
1、常用的涂装工艺体系常用的涂装工艺体系按涂层来分可分为二涂层体系(底漆+面漆);三涂层体系(底漆+中涂+面漆或金属闪光漆/罩光清漆);四涂层体系(底漆+中涂+面漆+罩光清漆,适用于对涂装要求更高的豪华车)。
一般最常见的是三涂层体系,装饰性要求高的轿车车身、大客车和旅游车车身、载重汽车的驾驶室等一般采用三涂层体系。
按干燥条件来划分,可分为烘干体系和自干体系。
烘干体系适用于大批量流水线生产的汽车涂装;自干体系适用于小批量生产的汽车涂装和大型特种汽车车身涂装。
大型客车、旅行车车身一般涂装工艺如下:前处理(除油,除锈,清洗,表调)⇒磷化⇒清洗干燥⇒底漆⇒干燥⇒腻子粗刮⇒(干燥,打磨,擦净)⇒腻子细刮(干燥,打磨,擦净)⇒中涂(干燥,打磨,擦净)⇒修整(快干中涂,干燥,打磨,擦净)⇒面漆(干燥或罩光)⇒分色(干燥)2、漆前表面处理工艺为了获得优质涂层,涂漆前需对被涂物表面进行的前处理工作,均称为漆前表面处理。
漆前表面处理是涂装工艺的基础,它对整个涂层的质量有着很大的影响,主要包括表面清理(除油,除锈,除尘等)和磷化处理两个部分。
表面清理有一下几种方法:(1)用热碱液清洗和用有机溶剂擦洗除去油污;在玻璃钢表面先用320-400目砂纸先打磨,然后用有机溶剂清洗除去脱膜剂;车身表面的黄锈应用磷酸配制的清洗液擦洗,以保证涂层有优良的防腐蚀性,以及涂层与被涂物表面有良好的附着力。
(2)对经清洗过的被涂金属制件表面进行各种化学处理以提高漆膜的附着力和耐腐蚀性能。
对钢板制件进行特种化学处理,以提高漆膜和基材的结合力。
(3)采用机械方法清除被涂物的机械加工缺陷和创造涂膜所需的粗糙度。
磷化处理方式有整体喷射和整体浸式。
采用薄膜型锌盐快速磷化处理,磷化膜质量1-3g/m,膜厚1-2μm,结晶粒度1-10μm,可采用低温25-35℃或中温50-70℃进行磷化。
汽车制造四大工艺涂装工艺最新版
湿碰湿涂装: 面漆 – 清漆 面漆喷一道 (单色漆) 或两道 (金属漆) 面漆的晾干时间为在 30 – 70 °C时 3 – 5 分钟 喷清漆 在130 – 150 °C条件下充分烘烤
面漆
主要目的: 色漆: 70% 金属漆 – 30 % 单色漆
涂料技术: 溶剂型: 北美: 高固体份面漆 (单色漆:46-60%, 金属漆:34-46%) –增 加粗糙度 欧洲: 低固体份面漆 (单色漆:30%, 金属漆:<30%) – 正减少 应用 平均漆膜厚度: 15 – 20 µm 水性 – 在欧洲普遍使用;在北美正在增长 - 因为会引起缩孔,水分的挥发至关重要 平均漆膜厚度: 15 – 20 µm
使用不同的清漆技术: 1999
单组分 水性单组分
1K-Premium 粉末涂料
双组分 粉末涂料浆料
材料和工艺参数影响表面外观
温度 湿度
溶剂挥发
助剂
流动
组分比例 (双组分)
雾化状态
喷枪/旋杯 - 距离
旋杯速度 和电压
晾干 时间
成膜
中涂层: 低-高光泽
涂料特性 – 工艺参数 – 底材 – 漆膜厚度
Bild: BASF Coatings
中涂层
主要目的:
抗石击 – 常常是彩色的中涂层;对底材的覆盖;防层间剥离 – 减小紫外 线穿透
涂装方法:
ESTA – 用高效率的旋杯
涂料技术:
溶剂型 – 水性: 膜厚 30 – 40 µm 粉末: 膜厚 50 – 60 µm
将来: 水性 – 颜色多样化
面漆喷房的典型概念
涂装方法: 单色漆: 旋杯 – 涂一道 金属漆:涂两道 第一道: 旋杯 – 高效 第二道: 气动喷涂 – 涂料中金属箔的排列
汽车制造工艺(四大工艺介绍)

32 强冷
31 烘干
30 放置阻尼板
29 细密封
28
27 粗密封
26 下挂
25 强冷
33 钣金修整
34
35
36
37
38 喷一次中涂
39 烘干
40
48 二道色漆
47 一道色漆
46 精修擦净
45 打磨吹干
44 补红灰
43 烘干
42 喷二次中涂
41
48 二道面漆
47 一道面漆
49 一道罩光漆
冲压工艺
几种汽车覆盖件的冲压工艺 汽车覆盖件的冲压工艺,通常都是由拉深、修边冲孔、翻边整三个基本工序组成;有的还需要落料或冲孔,有的需要多次修边、冲孔或翻边,有的工序还可以合并。因此,对于一个具体的汽车覆盖件来说,要确定其冲压工艺,就必须具体地分析该零件的形状、结构、材料和技术要求,结合生产批量(纲领)和生产设备条件,才能最后确定。
工艺基础:概念
工艺装备 产品制造过程中所用的各种工具的总称。包括刀具、夹具、模具、量具、检具、辅具、钳工工具和工位器具等。 工艺卡片(或作业指导书) 按产品的零、的某一工艺阶段编制的一种工艺文件。他以工序为单元,详细说明产品(或零、部件)在某一工艺阶段的工序号、工序名称、工序内容、工艺参数、操作要求以及采用的设备和工艺装备。包括冲压工艺卡片、焊接工艺卡片、油漆工艺卡片、装配工序卡片。 物料清单(BOM) 用数据格式来描述产品结构的文件。 外协件明细表 填写产品中所有外协件的图号、名称和加工内容等的一种工艺文件。
工艺基础:概念
外购工具明细表 填写产品在生产过程中所需购买的全部刀具、量具等的名称、规格与精度等的一种工艺文件。 材料消耗工艺定额明细表 填写产品每个零件在制造过程所需消耗的各种材料的名称、牌号、规格、重量等的一种工艺文件。 材料消耗工艺定额汇总表 将“材料消耗工艺定额明细表”中的各种材料按单台产品汇总填列的一种工艺文件。 零部件转移卡 填写各装配工序零、部件图号(代号)名称规格等的一种工艺。
汽车制造工艺(四大工艺简介)

▪ 充注法:是指装配时发动机机油、变速器齿轮油、散热器冷却液、制 动液、动力转向液压油、空调制冷剂、挡风玻璃洗涤液、燃油等各种 液体的方法。
22
新鲜纯水淋洗
23 沥干
24 烘干
32 强冷
31 烘干
30 放置阻尼板
29 细密封
28
喷防石击涂料
27 粗密封
26 下挂
25 强冷
33 钣金修整
34
刮一道原子灰
35
烘干打磨吹干
36
刮二道原子灰
37
烘干打磨吹干
38 喷一次中涂
39 烘干
40
补刮三道原子灰
48 二道色漆
47 一道色漆
46 精修擦净
45 打磨吹干
打磨 抛光
装配
(倒车镜、装饰条)
烘干
喷面漆
上件及擦净 打磨并干燥
点补中涂
▪ 汽车玻璃钢件涂装工艺流程
预处理
汽车四大工艺及流程
汽车四大工艺及流程
汽车制造是由多种工艺和流程组成的复杂系统。
以下是汽车生产过程中的四种主要工艺和流程:
1. 冲压工艺: 冲压工艺是指将板材或金属板材按照设计尺寸和形状剪切成所需的零部件。
这些零部件可以是车身外壳、发动机盖、门板等。
2. 焊接工艺: 焊接是指将两个或多个金属部件通过热力或冷力连接起来。
车身焊接是整个汽车生产的关键步骤之一,因为它直接决定车身的强度和稳定性。
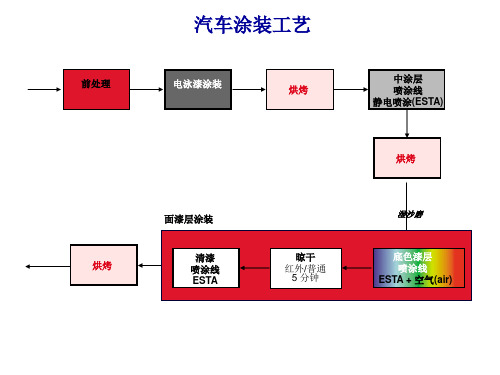
3. 涂装工艺: 涂装工艺是指对车身进行表面处理和涂装,以保护外观和延长使用寿命。
涂装过程分为底漆、面漆和清漆三个步骤,每个步骤都需要控制温度和湿度以确保涂装质量。
4. 总装工艺: 总装工艺是将各个零部件组装成最终的汽车。
总装过程通常包括安装发动机、变速器、电子设备、内饰和玻璃等零部件。
总装工艺需要严格的工艺流程和质量控制,以确保每辆汽车都具有高品质和可靠性。
以上四种主要工艺和流程组成了汽车制造的核心部分,并且需要高度精确和协同合作才能保证车辆的质量和效率。
汽车制造厂-汽车制造四大工艺-涂装工艺-全部工序
车身涂层的构成
面漆的构成
面漆包括色漆层和清漆层二个层级,色漆层的主要作用
是装饰,使车身美观好看;清漆层处于涂装的最外层,其 主要作用是:防紫外线、防水的渗透、耐气候的蚕食、保 色、耐酸雨、抗划伤等。
第二节 漆前处理
早期生产的汽车,尽管新车出厂时外观非常漂亮,但不 久就会出现起泡、油漆表面冒出星罗棋布的锈蚀斑点,通常 每隔2至3年需要重新做一次油漆。其原因是漆膜的附着能力 不够、防腐蚀能力差。为有效提高涂层寿命,其有效的方法 是磷化。利用磷酸的离解(平衡)反应在洁净的金属表面析 出不溶性的磷酸金属盐膜(简称磷化膜)。
一、PVC密封胶涂装工艺
我国早期生产的汽车,由于没有采用涂密封胶工艺,所以 车身漏风、漏雨、焊缝淌黄锈等质量问题经常发生,还严重 影响到车身的使用寿命。20世纪80年代,我国开始学习和引 进国外先进的PVC涂装工艺,车身密封性和寿命均有质的改 变。密封胶的涂装,对于轿车生产企业已基本实现了全自动 机械手作业。 车身密封胶的涂装工艺过程是:先将喷枪喷嘴沿车体板的搭接 缝,距涂布面20mm 左右喷涂,利用足够的压力将PVC胶充 分压入缝隙,密封胶膜厚约3-5mm。
中涂工艺内容表
序号
1
工序名称
底漆打磨
作 用 与 功 能
消除表面缺陷、形成良好的喷涂基面、增强涂层附着力
2
3 4 5 6
擦 净
喷 涂
去掉车身表面杂质、确保车身表面清洁、保证中涂层质量
形成良好、鲜映性好、丰满度高的漆膜
晾干(流平) 在自然流平的过程中,挥发多余的溶剂、形成平整的漆膜 烘 干 强 冷 使漆膜完全固化,避免后续工序对车身外观的不良影响 降低车身温度,便于下续工序的连续进行
防石击涂料的涂装
汽车制造四大关键工艺----冲压、焊接、涂装、总装

汽车制造四大关键工艺:冲压、焊接、涂装、总装汽车研发的五大阶段包括:①市场调研阶段②概念设计阶段③工程设计阶段(数模构建)④样车试验阶段⑤量产阶段汽车制造的四大工艺包括冲压、焊装、涂装以及总装。
下面将详细讲解:那么这些部分都是怎么来的呢?答案就是冲压,汽车制造的第一道工序。
开卷钢板从钢厂出来是卷料,如下图第一步就是把这些卷料切割成合适的钢板。
这其中要经过如下几步:开卷 → 清洗 → 校平 → 切割等步骤。
最后形成可以直接用于冲压的板材。
②冲压这一步才是冲压工厂的核心工艺,冲压车间进去你会看到一排像平房一样的东西,里面是各个不同的压机,压机非常大,模具也很大。
不同的车型模具也不相同,如果有需要换模的工艺会非常浪费时间。
我们看一下视频了解下压机是怎么工作的吧。
钢板被自动送入压机,冲压完成后会有搬运机器人搬走,最后码垛,大概如下面这个样子,图中所示即为上文说到的侧围件。
最终冲压车间会冲出组成车体框架的各个部分,这些零散的车体会被运往焊装车间,经过焊接,拼接成一个完整的白车身。
汽车制造工艺--焊接最终冲压车间会冲出组成车体框架的各个部分,这些零散的车体会被运往焊装车间,经过焊接,拼接成一个完整的白车身。
焊装车间也是自动化程度最高的车间,几百台机器人同时工作,场景很壮观。
焊装车间都干些什么。
下图是焊装产线一角。
图源:易车网从冲压车间出来的是车门、左右侧围、机舱盖、前后地板、顶盖、后背门及各种冲压小件。
那么焊装车间就是负责把这些东西焊接在一起,组成车体。
除此之外还有涂胶、车门包边等步骤就不细说了。
所以焊装车从冲压出来的冲压件是不能直接用来焊接的,要先经过焊接车间的处理,某些细节部分需要人工焊来完成。
所间线体也分为侧围、机舱前地板、后地板、主焊线、补焊线、车装线。
如下,是车门焊接区。
图源:智能制造社区从冲压车间出来的车体部件进入焊装车间后分别在各自的线体加工完成后,全部运送到主焊线进行合拼。
说到运送,一般是通过车间二层的EMS输送小车来运送。
汽车制造四大工艺简介..

冲压生产线,由多台压机构成
传输机械手
冲压工艺
冲压技术在汽车制造业占有重要地位
据统计,汽车上有60%~70%的零件是用冲压工艺生产出来的。因此, 冲压技术对汽车的产品质量、生产效率和生产成本都有重要的影响。 冲压是一种金属加工方法,它是建立在金属塑性变形的基础上,利用 模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而 获得一定形状、尺寸和性能的零件(冲压件)。冲压工序按加工性质的 不同,可以分为两大类型:分离工序和成形工序。 一、冲裁:使板料实现分离的冲压工序(包括冲孔、落料、修边、剖 切等)。 二、弯曲:将板料沿弯曲线成一定的角度和形状的冲压工序。 三、拉深:将平面板料变成各种开口空心零件,或把空心件的形状、 尺寸作进一步改变的冲压工序。 四、局部成形:用各种不同性质的局部变形来改变毛坯或冲压成形工 序(包括翻边、胀形、校平和整形工序等)。
冲压工艺的特点及冲压工序的分类
冲压工序可分为四个基本工序:
冲压工艺
几种汽车覆盖件的冲压工艺
汽车覆盖件的冲压工艺,通常都是由拉深、修边冲孔、翻边整三个基本工序组 成;有的还需要落料或冲孔,有的需要多次修边、冲孔或翻边,有的工序还可 以合并。因此,对于一个具体的汽车覆盖件来说,要确定其冲压工艺,就必须 具体地分析该零件的形状、结构、材料和技术要求,结合生产批量(纲领)和生 产设备条件,才能最后确定。 物件名称 制作简图 冲压工艺过程
材料消耗工艺定额明细表
材料消耗工艺定额汇总表
零部件转移卡
填写各装配工序零、部件图号(代号)名称规格等的一种工艺。
汽车制造四大工艺 涂装工艺完整版本61页PPT
பைடு நூலகம்
汽车制造四大工艺 涂装工艺完整版本
56、死去何所道,托体同山阿。 57、春秋多佳日,登高赋新诗。 58、种豆南山下,草盛豆苗稀。晨兴 理荒秽 ,带月 荷锄归 。道狭 草木长 ,夕露 沾我衣 。衣沾 不足惜 ,但使 愿无违 。 59、相见无杂言,但道桑麻长。 60、迢迢新秋夕,亭亭月将圆。
31、只有永远躺在泥坑里的人,才不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克
汽车整车生产四大工艺流程图
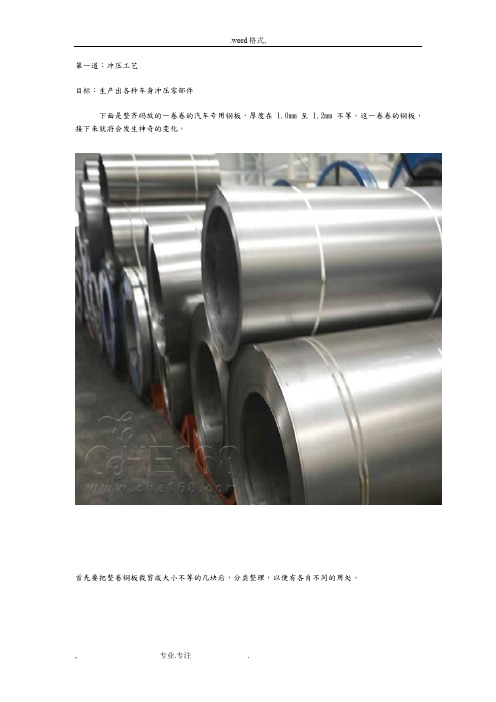
第一道:冲压工艺目标:生产出各种车身冲压零部件下面是整齐码放的一卷卷的汽车专用钢板,厚度在 1.0mm 至 1.2mm 不等。
这一卷卷的钢板,接下来就将会发生神奇的变化。
首先要把整卷钢板裁剪成大小不等的几块后,分类整理,以便有各自不同的用处。
大小不等的钢材,要经过一道切边工序。
然后分配到各个冲压机上,进行下一步工序。
平整的钢材经过冲压机重新塑造,被压制成车身上的各种冲压部件。
压制好的前翼子板,整齐放在成品区待用。
压制成型的车辆侧车身至此,一批批的汽车钢板就变成了形状结构复杂的车身零部件。
接下来他们就被送到了焊接车间,进入了下一道工序。
第二道:焊接工艺目标:将各种车身冲压部件焊接成完成的车身每一道焊接完成后,工人师傅都要仔细检查焊接情况。
哈弗的车身焊接还大量运用了工业机器人,这大大提高了效率并降低了失误的风险。
车身焊接完成后,还要再进一步检查焊接情况。
在确认了焊接没有问题之后,白车身就将被送入涂装车间进行下一道工序。
第三道:涂装工艺目标:防止车身锈蚀,使车身具有靓丽外表组装完成的车身,被吊装到喷漆车间,先进行电泳防锈处理。
电泳防锈处理完毕后,工人们还要清理车身表面,发现是否有缺陷,为下一步即将到来的喷漆做准备。
由于油漆含有大量有毒物质,而且人工喷漆效率低、浪费油漆,因此哈弗喷漆工艺已经由机器人来完成了。
至此车身涂装工艺就结束了,喷涂完毕的车身将被送到总装车间进行最后一道工序。
第四道:总装工艺目的:将车身、底盘和内饰等各个部分组装到一起,形成一台完整的车本来运到总装车间的应该是包含发动机变速箱在内的底盘总成。
但是我们有必要了解一下底盘总成是怎么组装的,因此先从哈弗的大梁开始。
在哈弗的大梁上需要安装转向系统和其他不易安装的部件。
这个工序是给车辆安装悬架连杆等部件。
安装后备胎支架再下来,发动机和变速箱是作为一个动力总成来整体安装的。
安装传动前后传动轴和排气管安装好轮胎的底盘,就可以降到地面上了,接下来就是等待车壳的吊装。
汽车制造四大工艺 涂装工艺 (1)PPT幻灯片共60页文档

21、静念园林好,人间良可辞。 22、步步寻往迹,有处特依依。 23、望云惭高鸟,临木愧游鱼。 24、结庐在人境,而无车马喧;问君 何能尔 ?心远 地自偏 。 25、人生归有道,衣食固其端。
21、要知道对好事的称颂过于夸大,也会招来人们的反感轻蔑和嫉妒。——培根 22、业精于勤,荒于嬉;行成于思,毁于随。——韩愈
23、一切节省,归根到底都归结为时间的节省。——马克思 24、意志命运往往背道而驰,决心到最后会全部推倒。——莎士比亚
25、学习是劳动,是充满思想的劳动。——乌申斯基
谢谢!பைடு நூலகம்
汽车四大工艺
工艺:即加工产品的方法(手段、过程)。
是利用生产工具对原材料、毛坯、半成品进行加工,改变其几何形状、外形尺寸、表面状态和内部组织的方法。
工艺规程:规定产品或零部件制造工艺过程和操作方法等地工艺规定(文件)。
工艺文件:指导工人操作和用于生产、工艺管理的各种技术文件。
是企业组织生产计划生产和进行核算的重要技术参数。
工艺参数:为达到加工产品预期的技术指标,工艺过程中选用和控制的有关量,如电流、电极压力压等。
工艺装备:产品制造过程中所用的各种工具的总称。
包括刀具夹具模具量具检具辅具钳工工具和工位器具等。
工艺卡片(或作业指导书):按产品的零件的某一工艺阶段编制的一种工艺文件。
他以工序为单元,详细说明产品(或零、部件)在某一工艺阶段的工序号、工序名称、工序内容、工艺参数、操作要求以及采用的设备和工艺装备。
包括冲压工艺卡片、焊接工艺卡片、油漆工艺卡片、装配工序卡片。
物料清单(BOM),外协件明细表,材料消耗工艺定额汇总表,零部件转移卡材料消耗工艺定额明细表:填写产品每个零件在制造过程所需消耗的各种材料的名称、牌号、规格、重量等的一种工艺文件。
工艺管理内容包括:产品工艺工作程序、产品结构工艺性审查的方式和程序、工艺方案设计、工艺规程设计、工艺定额编制、工艺文件标准化审查、工艺文件的修改、工艺验证、生产现场工艺管理、工艺纪律管理、工艺标准化、工艺装备编号方法、工艺装备设计与验证管理程序、工装的使用与维护、工艺规程格式、管理用工艺文件格式、专用工艺装备设计图样及设计文件格式。
工艺设计过程:策划(产品定义)-产品设计和开发(产品数据)-过程设计和开发-产品与过程确认-生产-(持续改进)。
车身制造四大工艺定义及特点:在汽车制造业中,冲压、焊装、涂装、总装合为四大核心技术(即四大工艺)。
从结构上看,轿车属于无骨架车身,它的生产工艺流程大致为:焊装工艺:冲压好的车身板件局部加热或同时加热、加压而接合在一起形成车身总成。
在汽车车身制造中应用最广的是点焊,焊接的好坏直接影响了车身的强度。