钢制对焊管件
管道焊接标准
管道焊接标准文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-元件与承载的非受压元件之间全焊透的T形或角接焊接接头,以及受压元件的耐腐蚀堆焊层都应进行焊接工艺评定。
②钢制压力容器的焊接工艺评定符合JB 4708《钢制压力容器焊接工艺评定》标准的有关规定。
有色金属制压力容器的焊接工艺评定应符合有关标准的要求。
③焊接工艺评定所用焊接设备、仪器以及参数调节装置,应定期检定和校验。
评定试件应由压力容器制造单位技术熟练的焊接人员(不允许聘用外单位焊工)焊接。
④焊接工艺评定完成后,焊接工艺评定报告和焊接工艺指导书应经制造(组焊)单位焊接责任工程师审核,总工程师批准,并存入技术档案。
焊接工艺指导书或焊接工艺卡应发给有关的部门和焊工,焊接工艺评定技术档案及焊接工艺评定试样应保存至该工艺评定失效为止。
(2)焊接压力容器的焊工必须按照《锅炉压力容器焊工考试规则》进行考试,取得焊工合格证后,才能在有效期间内担任合格项目范围内的焊接工作。
焊工应按焊接工艺指导书或焊接工艺卡施焊。
制造单位应建立焊工技术档案,制造单位检查员应对实际的焊接工艺参数进行检查,并做好记录。
(3)压力容器的组焊要求①不宜采用十字焊缝。
相邻的两筒节间的纵缝和封头拼接焊缝与相邻筒节的纵缝应错开,其焊缝中心线之间的外圆弧长一般应大于筒体厚度的3倍,且不小于100mm。
②在压力容器上焊接的临时吊耳和拉筋的垫板等,应采用与压力容器壳体相同或在力学性能和焊接性能方面相似的材料,并用相适应的焊材及焊接工艺进行焊接。
临时吊耳和拉筋的垫板割除后留下的焊疤必须打磨平滑,并应按图样规定进行渗透检测或磁粉检测,确保表面无裂纹等缺陷。
打磨后的厚度不应小于该部位的设计厚度。
③不允许强力组装。
④受压元件之间或受压元件与非受压元件组装时的定位焊,若保留成为焊缝金属的一部分,则应按受压元件的焊缝要求施焊。
(4)压力容器打焊工钢印压力容器主要受压元件焊缝附近50mm处的指定部位,应打上焊工代号钢印。
GBT12459和GBT13401标准培训

(3)按本标准设计的管件,应按以下方法 设计:
按附录A的规定进行验证性压力试验并由 此确定管件的壁厚值。必要时,应提供 相应的验证性压力试验报告及记录以供 验证
根据需要,用户可要求成品管件符合附 录B中规定的最小壁厚要求,并在合同或 产品标记上注明:GB/T12459-B。
根据需要,用户也可要求成品管件按相 应的压力管道规范给出的数学分析法或 其他应力分析法进行管件设计,但应在 合同或产品标记上注明GB/T12459-C。 为满足这-要求,管件制造商应提供设 计图样和计算书由需方批准。
建议对每种试验管件至少进行3个样品试验,当试验的样品数量不同时,按表A.1选择试验压力计算式 (A.1)中使用的试验系数f。
表A.1试验系数f选取表
样品数量 1 2 3
试验系数f 1.10 1.05 1.00
注:符合A.4规定的几何形状类似的不同口径、壁厚管件样品(例如2件或3件90°长半径弯头),可以联合起来确定一组管件的试验系数。
2.弯头的增项和尺寸的扩充
GB/T12459-2017中增加了90°和 45°3D弯头,最大尺寸达到了DN1500;
GB/T12459-2017中将长半径弯头、等 径三通、四通、异径三通、四通、管帽、 异径管的最大尺寸扩大到了DN1500;
3.特殊角度的弯头的尺寸计算
制造商生产的短半径、长半径和3D半 径弯头可按采购方要求的角度制造。除中 心至端部的尺寸 Bs 外,这种特殊角度弯 头应符合本标准的其他全部要求。特殊角 度弯头的尺寸Bs按式(1)计算:
6.标志内容更改
01 制造商名称或者商标 02 材料等级 03 公称尺寸或指定的外径 04 公称壁厚或指定的壁厚值 05 产品编号或原材料的熔炼炉号 06 产品代号 07 本标准编号 08 合同条要求的其他标志内容
各种管件的标准名称对照表

各种管件的标准名称对照表国家标准GB12459 钢制对焊无缝管件GB/T13401 钢板制对焊管件GB/T14383 锻钢制承插焊管件GB/T14626 锻钢制螺纹管件GB9112-9131 钢制管法兰、法兰盖及法兰用垫片中石化标准SH3406 石油化工钢制管法兰SH3408 钢制对焊无缝管件SH3409 锻钢制承插焊管件SH3410 钢板制对焊管件化工标准HGJ514 碳钢、低合金钢无缝对焊管件HGJ528 钢制有缝对焊管件HGJ10 锻钢制承插焊管件HGJ529 锻钢制承插焊、螺纹和对焊接管台HGJ-44-76-91 钢制管法兰、垫片、紧固件HG20592-20635 钢制管法兰、垫片、紧固件中石油标准SY/T0510-1998 钢制对焊管件SY5257-91 钢制弯管电力标准GD87-1101 火电发电厂汽水管道零件及部件典型设计手册DL/T515 电站弯管美国标准ASME/ANSI B16.9 工厂制造的锻钢对焊管件ASME/ANSI B16.11 承插焊和螺纹锻造管件ASME/ANSI B16.28 钢制对焊小半径弯头和回头弯ASME B16.5 管法兰和法兰配件ASME/ANSI B16.36孔板法兰ASME B16.47 大直径钢法兰MSS SP-43 锻制不锈钢对焊管件MSS SP-83 承插焊和螺纹活接头MSS SP-97 承插焊、螺纹和对焊端的整体加强式管座ANSI/ASME B36.10无缝及焊接钢管ANSI/ASME B36.19不锈钢无缝及焊接钢管日本标准JIS B2311 通用钢制对焊管件JIS B2312 钢制对焊管件JIS B2313 钢板制对焊管件JIS B2316 钢制承插焊管件JIS B2302 钢制螺纹连接管件JIS B2220 钢制管法兰JIS B2201 铁素体材料管法兰压力等级JIS B2404管阀兰用缠绕式垫片JIS G3452 普通用途碳钢管JIS G3454承压用碳钢管JIS G3455承压用碳钢管JIS G3456高温用碳钢管JIS G3457 电弧焊碳钢管JIS G3458 合金钢管JIS G3459不锈钢钢管JIS G3468电弧焊大直径不锈钢钢管德国标准DIN 2605 钢制对焊管件弯头和弯管DIN 2615 钢制对焊管件三通DIN 2616 钢制对焊管件异径管DIN 2617 钢制对焊管件管帽DIN 2527,2573, 2576,2627~2638, 2673,2552,2653, 2655,2656,2641, 2642,2565~2569 德标法兰系列英国标准BS 1560 管、阀门和配件用圆法兰BS 4504 管、阀门和配件用圆法兰仅列出常用的国标,化工部标,电力部标、石化标准,美标,国际标准等像船舶工业标准等小范围应用的标准没有列出,日标,德标ISO不全面,没有俄标铸造管件标准ISO2531/BSEN545俄国标准法兰GOST 12820-80GOST 12821-80管帽 GOST 17379-2001弯头 GOST 17375-2001GOST 30753-2001异径管GOST 17378-2001【螺纹管件】基本说明连接形式螺纹管件系列包括三种连接形式:承插焊连接(SW)、对焊连接(BW)、螺纹连接(TR)压力等级螺纹管件承受压力等级,一般承插焊接、对焊连接形式管件压力等级分为 3000LB (SCH80)、6000LB (SCH160)、9000 (XXS)。
压力管道用金属管件制造及产品性能要求

15.2 压力管道用金属管件制造及产品性能要求15.2.1 综述金属管件是压力管道的主要配件之一,应用在管道的转弯、分支、变径、对接及封口处。
其中,钢制对焊管件在我国已有多年的制造历史,自上世纪50年代吉化生产冲压弯头开始,70年代抚顺石油机械厂采用中频加热扩径推制弯头工艺批量生产弯头,到80年代初期吉林江机建东工业公司采用液压胀形工艺批量生产三通的约30年里,我国钢制对焊管件从单一品种起步,完成了多品种的发展;并在制造工艺上实现了从起步、发展到相对完善的过程。
自上世纪80年代中期以来,我国金属管件产量不但可以满足国内工程的需要,还大量出口,目前我国已成为金属管件制造的大国。
随着国内管件制造业的发展,管件制造工艺也在不断进步。
日前,我国金属管件制造商所采用的制造工艺基本上与国外同行一致,可以说是同步的,部分制造厂在某些方面的工艺水平已达到行业领先的程度。
但与国外同行相比,国内管件制造商存在的差距主要有两点,一是先进装备不如国外,而且现有装备的自动化程度较差,加之以零散订单为主的生产方式,生产率偏低;另一点是在工艺、质量及现场管理上的细节上还须完善,比如产品的外观质量等。
这也是我国管件制造商今后应努力提高的方向。
另外,我国的压力管道用钢材方面与国外工业先进国家尚有差距,一些特殊的材料国内尚无钢厂生产,这也导致了我国管件制造业对特殊材料的管件难以采购材料而无法加工的现象。
本节主要介绍相关产品标准中所列的钢制对焊管件(包括无缝管件和焊缝管件)、锻制管件(包括承插焊管件和螺纹管件等)的制造工艺(主要是成形工艺)、影响产品质量的因素、检验、质量控制要求、常用的产品标准规定、型式试验等。
不包括非标管件以及有色金属管件、铸造管件、卡套式管接头、扩孔式管接头等其它管件。
15.2.2 钢制管件的种类及规格(1) 钢制管件的种类① 无缝和焊缝的对焊管件产品标准中所列的钢制对焊管件的品种包括弯头、三通、四通、异径管(也称大小头)、管帽、弯管、翻边短节、支管座等。
管件

管件一、管件材料特性(一)管件种类1、弯头,包括热压弯头、推制弯头、焊制弯头、模锻弯头、冷压弯头等。
2、三通,包括锻制三通、锻焊三通、各种加强型式的焊制三通、球形锻焊三通、热压三通、冷挤压三通、接管座等。
3、异径管,包括锻制异径管、钢管模压异径管、钢板焊制异径管等。
4、封(堵)头,包括椭球形封头、球形封头、锥形封头、对焊堵头、平焊堵头、带加强筋焊制堵头等。
5、法兰:平焊法兰、对焊凹凸法兰等(如下图)结构图:法兰剖面图密封面参数法兰结构图平焊法兰平焊法兰对焊法兰承插焊法兰螺纹法兰法兰盖对焊环松套法兰平焊环松套法兰环槽面法兰及法兰盖大直径平板法兰(600-4800mm)大直径高颈法兰(600-4000mm)八字盲板实物图:平焊法兰平焊法兰对焊法兰螺纹法兰承插焊法兰法兰盖对焊环松套法兰平焊环松套法兰八字盲板(二)管件的作用1、三通:主要用于电站汽水管道主管和支管的连接件,起分流连接作用。
2、弯头:用于电站管道、核电、石化、天然气、热网、冶金等行业的管路连接件,用于输送不同温度、压力的水、汽及其它介质的管路转弯处,产品结构简单、合理、形状准确、介质流通阻力小,是管道的转向连接件。
3、异径管:主要用于口径不同的管道连接,起到异径连接作用。
4、法兰:主要用于连接管路并保持管路密封性能,便于某段管路的更换,便于拆开检查管路情况,便于某段管路的封闭。
(三)管件基本生产流程选材—截料—制作(包括压制、推制、焊制、冷拔等等)—热处理—硬度检测—外型处理—产品检验(包括光谱检验、探伤、超声波检验、磁粉检验等等)。
(四)管件市场分析目前,从电站管件行业的市场行情看,四大管道的材料主要来源于进口,主要进口制造商为德国的曼内斯曼公司和EEC公司,美国的威曼²高登公司,日本的住友公司。
电站用四大管道高压管件主要生产企业有北京的富通,天津的金鼎,阜新电力修造厂和后发展起来的河北宏润重工集团有限公司沈阳东管电力科技集团有限公司等厂家。
钢制管道焊接要求
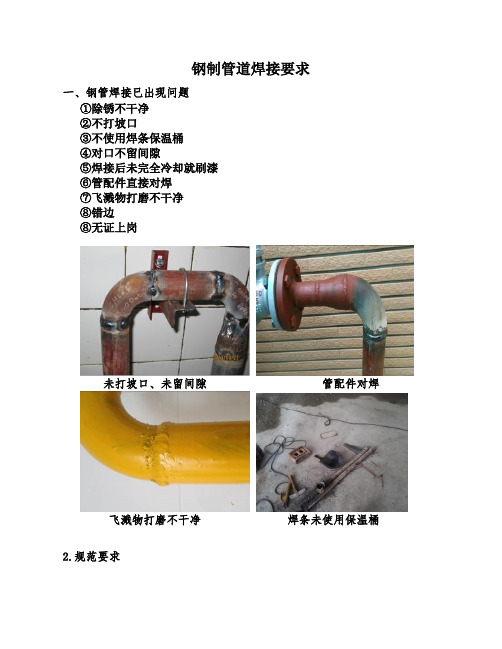
钢制管道焊接要求一、钢管焊接已出现问题①除锈不干净②不打坡口③不使用焊条保温桶④对口不留间隙⑤焊接后未完全冷却就刷漆⑥管配件直接对焊⑦飞溅物打磨不干净⑧错边⑧无证上岗未打坡口、未留间隙管配件对焊飞溅物打磨不干净焊条未使用保温桶2.规范要求①领料领取材料时对材料外观检查,锈蚀严重的拒绝领取。
②现场材料摆放施工现场钢管需做到上盖下垫,材料距地面高度不小于0.1米。
③下料和除锈使用切割机切割管材和使用角磨机打磨时需佩戴护目镜。
④刷漆两底两面,刷一遍面漆后安装,安装固定后再刷第二遍面漆,注意支架需刷面漆后再上墙,放置补漆时污染墙面。
⑤坡口加工坡口的加工角度、钝边厚度见下表:右对准一点反复打磨,当钝边达到0~2mm后再沿管口周向依次进行打磨。
坡口打磨完成后,清理管口内外表面20mm范围内的漆、垢、锈、毛刺,使管口内外表面露出金属光泽。
⑥焊口组对在焊口组对前应清理管内杂物。
先把两侧管材或管件垫起调平,使管材底部高出地面不小于300mm, 然后调整焊口的组对间隙在1-2mm,最后微调管材或管件的水平,防止错边。
当焊口组对完成后,对焊口的不同位置进行点焊固定,固定点不少于3点,点焊的长度20~30 mm。
⑦焊接焊口组对自检合格后方可进行焊接与预制工序每一道焊口焊接由持证上岗的焊工操作完成。
焊条必须放置在焊条保温桶内,焊接后对所有焊接接头进行100%外观检查,焊口表面应达到外观光洁,焊波均匀一致,焊缝宽窄均匀整齐;焊口宽度以每侧超过坡口边缘2.0mm为宜;焊口错边量不应超过管材壁厚的10%,且不超过1mm;咬边深度不应超过0.5mm, 连续长度不大于100mm,且焊缝两侧咬边总长不应超出焊缝全长10%;焊口表面不得出现裂纹、未熔合、气孔、夹渣等缺陷。
⑧飞溅物打磨焊接完成后需对焊口以及焊口附近的飞溅物进行打磨。
⑨焊口刷漆待焊口完全冷却后,按要求刷防锈漆以及面漆。
⑩探伤和防腐检测如有探伤要求在焊口表面检查合格后报请探伤。
钢制管件工艺流程及技术特点
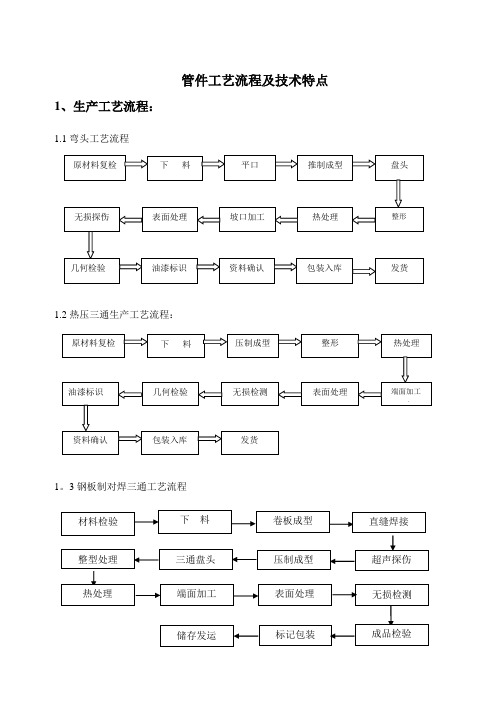
管件工艺流程及技术特点1、生产工艺流程:1.1弯头工艺流程1.2热压三通生产工艺流程:1。
3钢板制对焊三通工艺流程1.4热压大小头生产工艺流程:1.5中频推制弯管生产工艺流程2、生产过程中关键工序的控制:2。
1 材料2.1.1材料选用1)冶炼方式:原材料按相应标准规定的方法进行冶炼,必须为镇静钢且具有要求的热处理状态。
2)选用制作管件材料的表面,应无缺陷、油脂、过多的锈迹、焊渣或其它异物。
3)材料标志清楚、完整符合项目工程有关条款的技术要求.4)原材料应有证明书,其检验项目应符合相关标准的规定或订货要求。
无标记、无批号、无质量证明书或质量说明书项目不全的钢材不能使用。
2。
1.2材料尺寸。
制造管件选用管材应根据管件几何尺寸及设计计算选择长度、外径、宽度及壁厚.2。
1。
3材料的检验1)表面及尺寸检验:原材料的表面应平整、光滑、厚度均匀,不得有超过标准要求的凹坑、重皮、裂纹、油污、腐蚀和其它污物.表面尺寸检验、除锈后的材料进行表面及尺寸检查。
2)原材料应有证明书,其检验项目应符合相关标准的规定或订货要求.无标记、无批号、无质量证明书或质量说明书项目不全的钢材不能使用。
3)材料按炉号进行化学分析,原材料的化学成分最大百分含量应符合相应标准及本项目技术规格书的要求4)原材料的力学性能应符合相应标准及本项目技术规格书的要求5)对于复检不合格的原材料应予退回,不允许用于管件制作。
材料的追溯性标识清楚,在制造过程中,原材料的炉号、批号以及所用材料部位及过程编号等均应有追溯性记录。
2。
2下料2。
2.1下料方法主要是机械切割,切割后应用机械方法清理切割面至露出金属光泽。
2。
2.2下料操作人员应熟悉切割设备的性能和操作规范,按规定画样、切割。
切割时应根据操作工技能和设备不同留一定的切割量。
下料管材表面清理除锈后不允许有低熔点金属污染。
不应有重皮、裂纹等严重缺陷。
2.2。
3在下料后的坯料上将原材料上的标识内容进行移植。
GB12459-90(二版)钢制对焊无缝管件
中华人民共和国国家标准GB-12459-90钢制对焊无缝管件Steel butt-welding seamless pipe fittings1主题内容与适用范围本标准规定了碳钢、合金钢和奥氏体不锈钢制对焊无缝管件(包括弯头、异径接头、三通、四通、管帽)的尺寸、公差、技术要求、检验和标志。
本标准适用于石油、化工、水电、冶金、纺织等部门的管道工程用碳钢、合金钢和奥氏体不锈钢制对焊无缝管件。
2引用标准GB8163输送流体用无缝钢管GB6479化肥设备用高压无缝钢管GB5310高压锅炉用无缝钢管GB3087低中压锅炉用无缝钢管GB2270不锈钢无缝钢管GB3077合金结构钢技术条件GB3274普通碳素结构钢和低合金结构钢热轧厚钢板技术条件GB912普通碳素结构钢和低合金结构钢薄钢板技术条件GB6654压力容器用碳素钢和低合金钢厚钢板GB713制造锅炉用碳素钢及普通低合金钢板GB3280不锈钢冷轧钢板GB4237不锈钢热轧钢板3分类3.1种类及代号本标准所包括的对焊无缝管件种类及代号规定在表1中。
国家技术监督局19900821批准1991-0501实施表1对焊无缝管件的种类和代号品种类别1代号45。
弯头长半径45E(L)90°弯头长半径90E(L)短半径90E(S)长半径异径90E(L)R180°弯头长半径180E(L)短半径180E(S)异径接头(大小头)同心R(C)偏心R(E)三通等径T(S)异径T(R)四通等径CR(S)异径CR(R)管帽—C 3.2尺寸与公差3.2.1尺寸管件端部外径尺寸有A、B两个系列,应优先选用A系列。
3.2.1.1弯头弯头的结构型式和尺寸应分别符合图1和表2的规定。
图1弯头表2450弯头、900弯头和180°弯头尺寸mm公称通径DN端部外径D中心至端面尺寸中心至中心尺寸背面至端面尺寸45°弯头H90。
弯头F180°弯头P180°弯头KA系列B系列长半径长半径短半径长半径短半径长半径短半径1521.3181638—76—48—2026.9251638—76—51—2533.73216382576515641 3242.43820483295647052 4048.345245738114768362 5060.35732765115210210681 6576.1(73)76409564191127132100 8088.9894711476229152159121 90101.6—5513389267178184140 100114.310863152102305203210159 125139.713379190127381254262197 150168.315995229152457305313237 200219.1219126305203610406414313 250273.0273158381254762508518391 300323.9325189457305914610619467 350355.63772215333561067711711533 400406.44262536104061219813813610 450457.04782846864571372914914686 500508.0529316762508152410161016762注:尽可能不采用括号内的数值。
钢制对焊管件 类型与参数
100
4
125
5
150
6
200
8
250
10
300
12
350
14
400
16
450
18
500
20
550
22
图 1 长半径 90°和 45°弯头
表 2 长半径 90°和 45°弯头尺寸
坡口处外径 D/mm
Ⅰ 系列
21. 3 26. 9 33. 7 42. 4 48. 3 60. 3 73. 0 88. 9 101. 6 114. 3 141. 3 168. 3 219. 1 273. 0 323. 9 355. 6 406. 4 457 508 559
— 将 GB/T 12459—2005和 GB/T 13401—2005 中有关类型 、代号 、尺寸与公差 、压力额定值 、试 验和标志等内容合并在本标准中 ,本标准各类规格的管件不再区分无缝管件还是钢板制焊接 管件 ;
— 删 除 了 GB/T 12459—2005 中 有 关 原 材 料 、制 造 和 检 验 等 内 容 , 这 些 内 容 合 并 到 GB/T 13401—2017《钢制对焊管件 技术规范》中 ;
2
弯头尺寸见图 6 和表 7,等径三通和四通尺寸见图 7 和表 8,异径三通和四通尺寸见图 8 和表 9, 翻边短 节尺寸见图 9 和表 10,管帽尺寸见图 10和表 11,异径管尺寸见图 11和表 12。
公称尺寸
DN
NPS
15
1/2
20
3/4
25
1
32
1⅟4
40
1⅟2
50
2
65
2⅟2
80
3
钢制对焊管件类型与参数
钢制对焊管件类型与参数
钢制对焊管件是一种广泛应用于工业管道系统中的管道连接部件。
它们通常用于高压、高温、高流量、高粘度和腐蚀性流体的输送。
以下是钢制对焊管件的几种类型和参数:
1. 弯头(Elbow):弯头是一种连接管道的曲线。
它们通常用于改变管道的流向,它们有不同的角度,如45度、90度和180度。
弯头可以制成不同的尺寸,以适应管道系统的不同要求。
2. 管节(Pipe Tee):管节是一种通常用于分支管道的连接件。
管节的形状类似于字母T。
管节通常拥有三个开口,一个为主管道,两个为分支管道。
管节也可以制成不同的尺寸和角度。
3. 管帽(Cap):管帽是一种封闭管道的部件。
它们通常用于终止管道的流动,或者用于管道系统中的测试和检查。
管帽有不同的尺寸和形状,以适应不同的管道系统。
4. 焊颈(Weld Neck):焊颈为一种带有凸缘用于连接专用管道系统的部件。
它们通常被用于高温和高压的管道任务,焊颈通常采用高温合金制成。
以上几种钢制对焊管件的参数包括:大小、材料类型、厚度、连接类型、温度、压力等。
这些参数的选择通常取决于管道系统要求的应用和性质。
钢制对焊无缝管件的标记

钢制对焊无缝管件的标记根据现行国家标准《钢制对焊无缝管件》(GB/T 12459-2005)的要求,管件表示方法由4个单元组成,含义如下:一、公称尺寸(含外径系列)公称尺寸又叫名义尺寸,它是对零件设计时指定的尺寸,其单位为mm。
一般情况下元件的实际尺寸不一定等于公称尺寸。
对于尺寸为米制单位的管件,其公称尺寸用DN(非测量值)表示;对于尺寸为英制单位的管件,其公称尺寸用NPS(非测量值)表示。
表1 DN与NPS对照表注:NPS大于4时,DN=25×(NPS)外径系列管径端部外径系列分为Ⅰ、Ⅱ两个系列,Ⅰ系列为国际通用系列。
外径系列为Ⅰ系列时,不单独标记;外径系列为Ⅱ系列时,应进行标记。
表2 公称尺寸与外径系列对照表二、壁厚等级(或壁厚值)钢管的壁厚等级系列的表示方法在不同标准中所表示的方法各不相同。
主要有三种表示方法:1)以管子表号(Sch)表示:对于碳钢管壁厚有:Sch10、20、30、40、60、80、100、120、140、160等10个等级(若数字后面加S,表示不锈钢管);对于不锈钢壁厚系列有:5S、10S、40S、80S四个等级。
2)以管子重量表示,管子壁厚分为三种: STD(标准重量管),XS(加厚管),XXS(特厚管)。
<DN250mm的管子,Sch40相当于STD管。
<DN200mm的管子,Sch80相当于XS管。
3)以钢管壁厚尺寸表示,即“管外径×壁厚”,如φ89×4。
表3 与管件连接的无缝钢管壁厚分级表注1:Sch数字后带“S”者为ASME B36.19M标准中规定的数据;不带“S”者为ASME B36.10M标准中规定的数据。
注2:带“*”号的壁厚数据,在ASME B36.19M标准中注明与ASME B36.10M不同。
注3:“STD”为标准管壁厚系列代号;“XS”为加强管壁厚系列代号;“XXS”为特加强管壁厚系列代号(XXS系列,本措施略)三、材料牌号材料牌号是具有相同化学成分、物理及机械性能材料的一种编号。
钢制管件制造实用工艺要求规范

实用文档说明编制审核批准日期供招标文案大全1 范围 (2)2 规范性引用文件 (2)3 创造工艺流程 (3)4 管件基本参数 (4)5 原材料要求 (5)6 创造工艺要求 (6)7 性能要求 (15)8 几何尺寸、形状允许偏差 (16)9 工艺质量和缺陷处理 (18)10 检验和试验 (18)11 设计验证试验 (22)12 标志 (24)13 防护与包装 (24)14 产品质量合格证明书 (25)1.1 本文件规定了山东港联化董家口港-潍坊-鲁中、鲁北输油管道工程管(一期)管件采购项目用 L245N、L360M、L450M 等材质钢制管件生产的基本参数、原材料、创造工艺、材料性能、几何尺寸与允许偏差、工艺质量与缺陷修补、检验与实验、标志、涂层与保护、质量证明书及装运的要求。
1.2 本 MPS 文件应和 GB/T 12459-2005 《钢制对焊无缝管件》、 GB/T 13401-2005 《钢板制对焊管件》、 GB/T 19326-2022 《钢制承插焊、罗纹和对焊支管座》标准及 D1630D-GI00-PR01-SP14 《清管三通技术规格书》一起使用,凡是浮现与 GB/T 12459-2005 《钢制对焊无缝管件》、 GB/T 13401-2005 《钢板制对焊管件》、GB/T 19326-2022 《钢制承插焊、罗纹和对焊支管座》标准及D1630D-GI00-PR01-SP14 《清管三通技术规格书》相冲突的条款,应以最严格的为准。
下列文件中的条款通过本文件的引用而成为本文件的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或者修订版均不合用于本文件,然而,鼓励根据本文件达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本合用于本文件。
GB 150GB/T 223GB/T 228GB/T 229GB/T 232GB/T 9711-2022GB/T 10561GB/T 12459-2005GB/T 13401-2005GB/T 19326-2022GB 50251GB 50253NB/ T NB/ T NB/ T JB/T SY/T Q/SY 47008-2022 47013-2022 47014-2022 4711 0609 GJX106ISO 9001API SPEC 5L ASTM A370ASNT No.SNT-TC-1A ASTM E45TSG Z6002-2022 钢制压力容器钢铁及合金化学分析方法金属材料室温拉伸试验方法金属材料夏比摆锤冲击试验方法金属材料弯曲试验方法石油天然气工业管线输送系统用钢管钢中非金属夹杂物显微评定方法钢制对焊无缝管件钢板制对焊管件钢制承插焊、罗纹和对焊支管座输气管道工程设计规范输油管道工程设计规范承压设备用碳素钢和合金钢锻件承压设备无损检测承压设备用焊接工艺压力容器涂敷与运输包装优质钢制对焊管件规范油气输送管道工程用 DN400 及以上管件技术条件质量管理体系要求Specification for Line Pipe钢产品机械性能试验的方法和定义无损检测人员资格资质与认定钢中夹杂物含量的确定方法特种设备焊接操作人员考核细则表 3.1 钢板制对焊弯头创造工艺流程成品弯头1.原材料进厂;2.原材料的检验及验收;3.钢板下料;4.毛坯入炉加热;5.压制成型;6.画线切割;7.组对;8.焊接*;9.整形; 10.热处理*;11.坡口; 12.表面处理; 13.无损探伤; 14.尺寸及外观检验; 15.刷漆; 16.标识; 17.坡口防护; 18.存放及装运注: *为特殊加工工序。
气体弯头标准
气体弯头是改变管路方向的管件,按角度分,有45°及90°两种最常用的,另外根据工程需要还包括60°等其他非正常角度弯头。
弯头的材料有铸铁、不锈钢、合金钢、可锻铸铁、碳钢、有色金属及塑料等。
气体弯头的标准有很多,以下是一些常见的气体弯头标准:
1.GB/T 12459-2017 钢制对焊管件类型与参数
2.GB/T 13401-2017 钢制对焊管件技术规范
3.GB/T 21409-2008 无缝钢管用于压力管道系统的无缝钢管
4.ASME B16.9-2017 工厂制造的锻钢对焊管件
5.ASME B1
6.11-2018 承插焊和螺纹连接的锻钢管件
6.MSS SP-75-2017 锻制钢管配件
7.MSS SP-97-2017 承插焊、螺纹和对焊端的整体加强式管座。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢制对焊管件(SY/T 0510-1998)
代替SY7510-87
1、适用范围:本标准规定了碳钢、低合金钢及不锈钢制造的对焊管件的尺寸、技术要求、试验方法和标记等,其中包含了公称直径15~600mm(1/2~24in)的弯头、异径三通、四通和管帽。
本标准适用于石油、化工、电力、船舶、轻工等工业管道所使用的钢制对焊管件。
2、技术要求
1)制造弯头、异径管接头、三通、四通用无缝钢管应符合表1的规定。
表1 常用无缝钢管牌号标准
表2 常用钢板牌号及标准
1)壁厚等级分类
按壁厚等级分类,关键分为A类和B类两个类别:A类按管标号(Schedule Number)在表7中其选取管件的壁厚,B类按公称压力在表8中选取管件的壁厚。
(表7、表8见本规范5~7页,请注意打括号者为国内以前用的较多,但不推荐使用的系列)。
管标号(Sch)见标准简化的附录,主要是指壁厚系列。
2)代号及规格
管件按形式分为弯头、异径接头、三通、四通和管帽,代号见表9。
(R=1.5DN)和短半径弯头(R=1.0DN)(R为弯头的弯曲半径;DN为弯头的公称直径;异径弯头时,DN为大端公称直径),按弯曲角度为450弯头、900弯头、1800弯头。
(2)异径接头:异径接头分为同心异径接头和偏心异径接头。
(3)三通:三通分为同径三通和异径三通。
(4)四通:四通分为同径四通和异径四通。
(5)管帽:管帽的结构型式和尺寸见本规范图13和表26~表27的规定。
上述管件均分为A、B类,
请注意:A类按照管标号选取管件壁厚,具体为下式:
P= Sch *K / 1000
P——设计压力,MPa;
K——设计温度下材料的许用应力,MPa
B类管件按公称压力选择。
其介质腐蚀裕度取1.5mm,许用应力为131MPa。
3)产品标记
(1)管件标记由产品名称部分、技术特征部分和标准号部分组成。
(2)产品名称部分分为表9中的代号,技术特征部分包括管件的公称直径、壁厚等级(管标号或公称压力)、材质三个部分。
(Ⅰ)或(Ⅱ)
参见上表)
一般结构用焊接钢管
(SY/T 5768-1995)
1、本标准规定了一般结构用焊接钢管的质量要求。
适用于一般工业及民用建筑结构中使用的钢管和脚手架、铁塔、支柱等设施用的钢管。
本标准不适用于机械结构用焊接钢管。
2、尺寸、外形及重量
1)钢管长度
(1)通常长度为2~12m。
(2)定尺长度应在通常长度范围内。
(3)倍尺总长度应在通常长度范围内,倍尺长度按每倍尺留5mm切口余量。
2)钢管的弯曲度不得超过钢管长度的0.15%。
(1)钢管每米理论重量公式m=0.02466(D-t)t
式中:m——钢管每米理论重量,kg/m;
D——钢管公称外径,mm;
t——钢管公称壁厚,mm。
(2)钢管按理论重量或实际重量交货。
外径不大于114.3mm的钢管应成捆称重交货。
3、涂层、标志和质量证明书
1)公称外径大于114.3mm时,在每根钢管外表面距管端约500mm。
但不小于10mm 处,按照8.3的规定喷涂标志
2)当公称外径不大于114.3mm时,应在每个钢管捆上可靠地附上两个具有8.3规定内容的标牌。
3)标志内容
a 本标准号;
b 公称外径,mm;
c 公称壁厚,mm;
d 钢管长度,mm;
e 钢的牌号;
f 管号(前两位数字为生产年号,其后按“#”加顺序号);
g 供方代号或商标;
h 质检部门合格标记。