不同表面处理类型(镀镍金、化镍金、镍钯金-OSP)项目对比表
各种表面处理优劣性

0.8-1.4 um 好 好 中等 16-20 易 差 低 3 3 好 12month 好
0.15-0.4um 好 好 易 16-20 难 中等 低 3 3 好 12month 好
press fit technology
14
使用场合
计算机,消 费性电子 产品,汽车
专用设备如: 欧美客户 PCB测试 产品,如 机,数据库 希捷的硬 交换机,背 盘 板,等
注, 表格说明
:
1.制造成本计算受设备嫁动率影响,以上结果以设备嫁动率至少保证在70%以上计 算。 2.制造成本未将设备折旧,水电,人力成本包含在内因此部分各公司投入成本不同无 法统计。 3.喷锡分垂直喷锡和水平喷锡统计V: 15-20(RMB/M2 )为垂直喷锡成本 H:22-30( RMB/M2 )为水平喷锡成本。)
二. 各种表面处理适用性
1.热风整平: 1.热风整平: 热风整平 A.锡铅合金(63/37)中的铅污染,无法Meet RoHS需求 A.锡铅合金(63/37)中的铅污染,无法Meet RoHS需求 B.凹凸不平的表面不能满足SMT高速贴装需要--B.凹凸不平的表面不能满足SMT高速贴装需要--C.适用于单价较低的低价产品(计算机,消费性电子产品) ) 2.化学镍金(选化板): 2.化学镍金 选化板) 化学镍金( A. 表面平整,可满足高速贴装及RoHS需要,一般条件下使用各种性能稳定好 表面平整,可满足高速贴装及RoHS需要,一般条件下使用各种性能稳定好 如:1m摔落实验,锡球推力测试,且可作为终端产品表面不需再加工。 如:1m摔落实验,锡球推力测试,且可作为终端产品表面不需再加工。 B. 金PAD表面在比较恶劣的环境下如:强酸性气体或腐蚀性气 体中可能会 PAD表面在比较恶劣的环境下如:强酸性气体或腐蚀性气 形成的贾凡尼腐蚀,使接触电阻变高。 C. 中高价位产品一般采用化金(如交换机等,手机,数码相机) 3. 化学银: 化学银: A.易受污染变色影响焊锡性,且生产制造时不可重工。 A.易受污染变色影响焊锡性, B.表面平整,可满足高速贴装及RoHS需要成本较低 B.表面平整,可满足高速贴装及RoHS需要成本较低 B.为欧美客户所钟爱(如希捷的硬盘) B.为欧美客户所钟爱(
表面处理常见种类大全
表面处理处理种类表面处理即是通过一定的方法在工件表面形成覆盖层的过程,其目的是赋以制品表面美观、防腐蚀的效果,进行的表面处理方法都归结于以下常用几种方法:1、镀(Plating)电镀(Electroplating) :将接受电镀的部件浸于含有被沉积金属化合物的水溶液中,以电流通过镀液,使电镀金属析出并沉积在部件上。
一般电镀有镀锌、铜、镍、铬、铜镍合金等,有时把煮黑(发蓝)、磷化等也包括其中。
2、热浸镀锌:通过将碳钢部件浸没温度约为510℃的溶化锌的镀槽内完成。
其结果是钢件表面上的铁锌合金渐渐变成产品外表面上的钝化锌。
热浸镀铝是一个类似的过程。
3、机械镀:通过镀层金属的微粒来冲击产品表面,并将涂层冷焊到产品的表面上。
一般螺丝多采用电镀方式,但用在电力、高速公路等室外的六角木螺钉等用热浸锌;电镀的成本一般每公斤为0.6——0.8元,热浸锌一般为1.5——2元/公斤,成本较高。
电镀的效果:电镀的质量以其耐腐蚀能力为主要衡量标准,其次是外观。
耐腐蚀能力即是模仿产品工作环境,设置为试验条件,对其加以腐蚀试验。
电镀产品的质量从以下方面加以控制:1、外观:制品表面不允许有局部无镀层、烧焦、粗糙、灰暗、起皮、结皮状况和明显条纹,不允许有针孔麻点、黑色镀渣、钝化膜疏松、龟裂、脱落和严重的钝化痕迹。
2、镀层厚度:紧固件在腐蚀性大气中的作业寿命与它的镀层厚度成正比。
一般建议的经济电镀镀层厚度为0.00015in~0.0005 in(4~12um).热浸镀锌:标准的平均厚度为54 um(称呼径≤3/8为43 um),最小厚度为43 um(称呼径≤3/8为37 um)。
3、镀层分布:采用不同的沉积方法,镀层在紧固件表面上的聚集方式也不同。
电镀时镀层金属不是均匀地沉积在外周边缘上,转角处获得较厚镀层。
在紧固件的螺纹部分,最厚的镀层位于螺纹牙顶,沿着螺纹侧面渐渐变薄,在牙底处沉积最薄,而热浸镀锌正好相反,较厚的镀层沉积在内转角和螺纹底部,机械镀的镀层金属沉积倾向与热浸镀相同,但是更为光滑而且在整个表面上厚度要均匀得多。
金属表面处理中英文对照表
金属表面处理中英文对照表BRASS(SOLID BRASS) 青铜? ?? ? ANTIQUE 青古銅NICKEL 叻色PEWTER 黑古銅DK.NICKEL 黑叻MATTED GOLD 啞金PLASTIC 塑膠 SATIN GOLD 磨砂金GOLDEN/SLIVER 金/銀 PEARL GOLD 珍珠金PEARL NICKEL 珍珠叻POLISHED BRASS 啞銅MATTED NICKEL 啞叻MATTED BLACK 啞黑BRUSH BRASS 掃黃銅 BRUSH NICKEL 掃叻BRUSH GOLD 掃金TARNISHED BLACK 木碳黑BRUSH ANTIQUE 掃青古銅GUN METAL 槍色BRUSH ANTI NICKEL 掃黑叻 TITANIUM 鈦黑ANTIQUE NICKEL 淺黑叻 BRUSH RED COPPER 掃紅古銅BRUSH GUNMETAL 掃槍色SPRAYED SAND PEWTER 噴沙黑叻LT GOLD 淺金MATTED BRASS 啞青銅NICKEL FREE 無叻叻NICKEL FREE BRASS 無叻青銅PEARL GUN METAL ELECTRO MATTED BLACK 電泳啞黑RED COPPER 紅古銅CHROME 鉻色MATTED CHROME 啞鉻色 BRUSH LT GUNMETAL 掃淺槍NKL FREE BRUSH ANTIQUE 無叻掃青古銅NICKEL FREE ANTTQUE 無叻青古銅NICKEL FREE GOLD 無叻真金NICKEL FREE GUN METAL 無叻槍色LT GUN METAL 淺槍NKL FREE BRUSH GUN METAL 無叻掃槍ANTIQUE SILVER 古銀色GREY NICKEL 灰叻ANTIQUE COPPER 古銅BRUSH MATTED GUN METAL 掃啞槍NKL FREE MATTED NICKEL 無叻啞叻NICKEL FREE DK. NICKEL 無叻黑叻ROLL PLATING GUN METAL 滾電槍色NKL FREE ANTIQUE NICKEL 無叻淺黑叻COPPER 原銅ROLL ANTIQUE 滾青古銅ALUMINIUM 鋁色BRUSH MATTED LT GOLD 掃啞淺金MATTED LT GOLD 啞淺金SILVER 銀色BRUSH LT GOLD 掃淺金DULL ANTIQUE BRASS 啞古銅ANTIQUE GOLD 古金LT ANTIQUE 淺青古銅ROSE GOLD 玫瑰金ALLOY 合金色NEW GOLD 新金BRUSH COPPER 掃原銅9K LT GOLD 9K淺金NKL FREE LT GOLDE 無叻淺金NKL FREE BRUSH NKL 無叻掃叻NKL FREE LT GUN METAL 無叻淺槍BRUSH DK GUN METAL 掃深槍NKL FREE BR DK GUN METAL 無叻掃深槍DK BLK NICKEL 深黑叻DK ANTIQUE 深青古銅NKL FREE GREY NICKEL 無叻灰叻NKL FREE DK BLK NICKEL 無叻深黑叻NKL FREE ANTI SILVER 無叻古銀LT GUN METAL 淺槍(面掛電,底滾電)NKL FREE BR LT GOLD 無叻掃淺金NKL FREE BRUSH GOLD 無叻掃金NKL FREE PEARL GOLD 無叻珍珠金NEW COPPER 新原銅BIO PEWTER 古叻DULL GOLD 濁金ELECTRO BLACK 詠黑SPRAY BLACK 噴黑BRONZE BRASS 仿銅LT ANTIQUE GOLD 淺古金MATTED GUN METAL 啞槍DULL NICKEL 濁叻ROLL DK.NICKEL 滾黑叻NKL FREE ROLL DK.NICKEL 無叻滾黑叻RAW 原胚(無電鍍)SPRAY 噴色NKL FREE ELECTRO BLACK 無叻電詠黑NKL FREE BRUSH BRASS 無叻黃銅DK GUN METAL 深槍NKL FREE DK GUN METAL 無叻深槍SPRAY MATTED BLK 噴啞黑NKL FREE MATTED GOLD 无叻哑金常见的表面处理冲床工艺序号俗称(中文)英文(翻译)常见的颜色序号冲压工序英文翻译1 喷塑 powder coated 黑白军绿 1 落料 blanking2 烤漆lanking finish 2 切断 cuttingbanking varnishing 3 折弯 bendingpainting backing 4 冲字stamping letterspray painted 5 拉伸to stretch6 拉深to pull and stretch3 镀锌 zinc plated 蓝白锌彩锌 7 切边side cut /sid scrapzinc coated 8 去毛边trmming4 镀镍 iron with nickel plated 普通镍化学镍9 冲孔pierceiron covered by nickel 10 抽孔draw holesteel with nickel plated 11 深冲压deep drawing5 光亮镀镍 bright nickel-plating deep stamping6 镀铝aluminum-plated 12 折叠folding7 镀铬 chrome-plated 13 成型molding8 镀银silver-plated 14 整形plastic15 攻丝tapping9 镀金gold-plated10 镀锡tin-plated11 电泳 electrophoresis 黑色electro-coating亮铬Polished Chrome仿金Polished 24K Gold拉丝铬Brushed Chrome。
PCB各类表面处理方式性能比较--线路板销售人员必备

PCB各类表面处理方式性能比较
表面处理样本表观图主要应用位置可焊性焊接强度表面耐腐
蚀性
稳定程度成本消耗
焊垫平整
性
喷锡(HAL)/ 无铅+有铅工业焊接产品、对
性能要求特别严格
的产品、没有太多
IC或BGA的PCB
☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆
沉镍金(IMG)贴片产品、对焊接
面均匀性要求特别
严格的产品
☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆
沉银(IMS)贴片产品、对焊接
面均匀性要求特别
严格的产品
☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆
沉锡(IMT)贴片产品、对焊接
面均匀性和焊接效
果都要求特别严格
的产品
☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆
电镀镍金(Au&Ni Plating)贴片产品、对焊接
面均匀性要求特别
严格的产品
☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆
抗氧化膜(OSP)/OSP+
金手指贴片产品、对焊接
面均匀性要求特别
严格的产品
☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆
电镀银(SP)通讯设备☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆
电镀锡(TP)通讯设备☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆镀金手指(GF)插拔连接器不参与焊接不参与焊接☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆/
电镀厚金(ATP)通讯设备,信号传
输器
☆☆☆☆
Bonding/
信号传输
☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆
备注:星级越多表示比重越大或性能越高。
各表面处理的优缺点
生成IMC时间长,对FPC攻击大
焊锡时间短,方便
BONGING拉力较大
BONGING拉力较小
金溶入焊锡的速度为1.3m/s
镍溶入焊锡的速度为0.002m/s
三、各表面处理的成本比较及制作难度
电镍金
电锡
沉镍金
沉锡
OSP
成本(元/平米)
20-30
15-25
75-85
6-10
焊接时生成Cu6Sn5
对生产前铜面要求较严格及其整平效果较差
焊接后易从亮白色而老化转为灰白色
其整平效果较好,很少出现金面发白
易在空气中极易变质
多次焊接易变色或不良
电测时无须冲切
电测时无须冲切
电测时要冲切将引线断开
生产控制方便
生产控制不方便
生产控制不方便
生产控制要方便一点
生成IMC时间长,对FPC攻击大
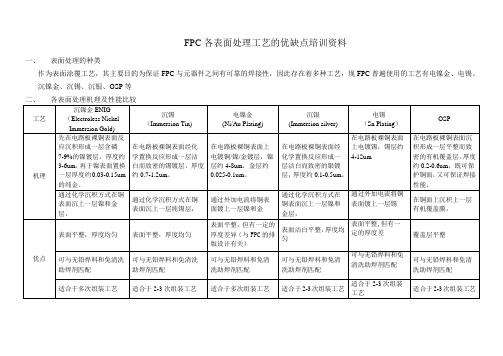
沉锡 (Immersion Tin)
电镍金(Ni/Au Plating)
沉银(Immersion silver)
电锡
(SnPlating)
OSP
机理
先在电路板裸铜表面反应沉积形成一层含磷7-9%的镍镀层,厚度约3-6um,再于镍表面置换一层厚度约0.03-0.15um的纯金。
在电路板裸铜表面经化学置换反应形成一层洁白而致密的锡镀层,厚度约0.7-1.2um。
10-15
加工难度
高
中
高
中
低
加工温度(℃)
55
25
88
35
40
FLUX兼容性
高
高
高
高
中
适合于2-3次组装工艺
适合于2-3次组装工艺
金属表面处理中英文对照表

金属表面处理中英文对照表BRASS(SOLID BRASS銅ANTIQUE#古銅NICKEL叻色PEWTEF黑古銅DK.NICKE黑叻MATTED GOLD®金PLASTIC塑膠SATIN GOLDI砂金GOLDEN/SLIVE金/銀PEARL GOL珍珠金PEARL NICKE珍珠叻POLISHED BRASS 銅MATTED NICKE啞叻MATTED BLAC啞黑BRUSH BRAS掃黃銅BRUSH NICKE掃叻BRUSH GOLDI金TARNISHED BLAC木碳黑BRUSH ANTIQUI掃青古銅GUN METAL槍色BRUSH ANTI NICKE掃黑叻ANTIQUE NICKE淺黑叻BRUSH GUNMETA掃槍色LT GOLD淺金NICKEL FRE無叻叻PEARL GUN METALRED COPPE紅古銅MATTED CHROM 啞路色NKL FREE BRUSH ANTIQ無叻掃青古銅NICKEL FREE GO無叻真金LT GUN META 淺槍ANTIQUE SILVE 古銀色GRE Y NICKELL 叻ANTIQUE COPPERBRUSH MATTED GUN METAL 啞槍NKL FREE MATTED NICK fe叻啞叻NICKEL FREE DK. NICKE 叻黑叻ROLL P LATING GUN METAL電槍色NKL FREE ANTIQUE NICKB叻淺黑叻COPP ER原銅ROLL ANTIQU滾青古銅ALUMINIUM 鋁色BRUSH MATTED LT GO 掃啞淺金MATTED LT GOL 啞淺金SILVER!色BRUSH LT GOL掃淺金DULL ANTIQUE BRAS啞古銅ANTIQUE GOLD古金LT ANTIQUE淺青古銅ROSE GOL玫瑰金ALLOY合金色轲w姒ffaWOIN >0日MG 33dd IMNOaMffia^OIN 人3d9 33dd IMN丄NV ya轲諾S0MOIN ya 劇姒曹诃廻3I/\I Nno MG da 33dd IMN劇咖/丄3i/\i Nno MG Hsnya 劇眾QW丄3I/\I Nno 丄 1 33dd IMN oaBQWJ Hsnda 33dd IMN «ffaW-3iAi NnoHsnda 33dd IMNMQWmiAl Nno 33dd mOINBWQWO丄丄NV 33dd imMOINW^Wi3iAiNn9 丄1 Hsnya軟归lAIOyHO w瓯卿VI日co丄丄VIAI oy丄0313BMQWvda 33dd moiNBM®svda CH 丄丄viAi轲諾<WlM3d QNVS CO人VydSB^Mddoo Q3U Hsnya9 / SWlAiniNVll丄WQWI09 丄1 33dd IMNW6 cno9 丄1 >16BlfSBddoo HsnyaW丁I09M3NLT GUN META淺槍(面掛電,底滾電)NKL FREE BR LT GO ft叻掃淺金NKL FREE BRUSH GO ft叻掃金NKL FREE P EARL GO無叻珍珠金NEW COPPE新原銅BIO P EWTEF古叻DULL GOL[濁金ELECTRO BLAC詠黑SPRAY BLAC噴黑BRONZE BRAS仿銅LT ANTIQUE GOL 淺古金MATTED GUN META 啞槍DULL NICKE濁叻ROLL DK.NICKE滾黑叻NKL FREE ROLL DK.NICKB叻滾黑叻RAW原胚(無電鍍)SP RAY噴色NKL FREE ELECTRO BLACK 電詠黑NKL FREE BRUSH BRA無叻黃銅DK GUN METAl深槍NKL FREE DK GUN METAL叻深槍SPRAY MATTED BLK啞黑NKL FREE MATTED GOLD助哑金常见的表面处理冲床工艺序号俗称(中文)英文(翻译)常见的颜色1 喷塑powder coated 黑白军绿2 烤漆lanking finishbanking varnishingpainting backingspray painted3 镀锌zinc plated 蓝白锌彩锌zinc coated4 镀镍iron with nickel plated 普通镍化学镍序号冲压工序英文翻译1 落料blanking2 切断cutting3 折弯bending4 冲字stamping letter5 拉伸to stretch6 拉深to pull and stretch7 切边side cut /sid scrap8 去毛边trmming9 冲孔pierceiron covered by nickellO抽孑L draw holesteel with nickel platedll 深冲压deep drawing5 光亮镀镍bright nickel-platingdeep stamping6 镀铝aluminum-plated12 折叠folding7 镀铬chrome-plated13 成型molding8 镀银silver-plated14 整形pIastic15 攻丝tapping9 镀金gold-plated10 镀锡tin-plated11 电泳electrophoresis 黑色electro-coating亮铬Polished Chrome仿金Polished 24KGold 拉丝铬Brushed Chrome。
表面处理种类中英文对照

表面处理种类中英文对照镀(Plating)电镀(Electroplating)自催化镀(Auto-catalytic Plating),一般称为"化学镀(Chemical Plating)"、"无电镀(Electroless Plating)"等浸渍镀(Immersion Plating)阳极氧化(Anodizing)化学转化层(Chemical Conversion Coating)钢铁发蓝(Blackening),俗称"煲黑"钢铁磷化(Phosphating)铬酸盐处理(Chromating)金属染色(Metal Colouring)涂装(Paint Finishing),包括各种涂装如手工涂装、静电涂装、电泳涂装等热浸镀(Hot dip)热浸镀锌(Galvanizing),俗称"铅水"热浸镀锡(Tinning)乾式镀法PVD 物理气相沈积法(Physical Vapor Deposition)阴极溅射真空镀(Vacuum Plating)离子镀(Ion Plating)CVD 化学气相沈积法(Chemical Vapor Deposition)其他: 表面硬化、加衬......希望能够帮上你序号名称符号相对原子质量1 氢H ※ 1(1.00794)2 氦He 4(4.002602)3 锂Li 7 (6.941)4 铍Be 9(9.012182)5 硼B 10.8(10.811)6 碳 C ※ 12(12.0107)7 氮N ※ 14(14.0067)8 氧O ※ 16(15.9994)9 氟F 19(18.9984032)10氖Ne 20(20.1797)11钠Na ※ 23(22.989770)12镁Mg ※ 24(24.3050)13铝Al ※ 27(26.981538)14硅Si 28(28.0855)15磷P ※ 31(30.973761)16硫S ※ 32(32.065)17氯Cl ※ 35.5(35.453)18氩Ar 40 (39.948)19钾K ※ 39 (39.0983)20钙Ca ※ 40 (40.078)其他常见的元素25 锰Mn ※ 55 (54.938049)26 铁Fe ※ 56 (55.845)29 铜Cu ※ 63.5 (63.546)30 锌Zn ※ 65 (65.39)47 银Ag ※ 108(107.8682)53 碘I 127(126.90447)56 钡Ba ※ 137(137.327)74 钨W 184(183.84)79 金Au 197(196.96655)80 汞Hg ※ 201(200.59)82 铅Pb ※ 207(207.2)50 锡Sn 119(118.710)78 铂Pt 195(195.078)36 氪Kr ---------54 氙Xe ---------86 氡Rn ---------口诀:氢氦锂铍硼碳氮氧氟氖钠镁铝硅磷硫氯,氩。
PCB表面处理比较表
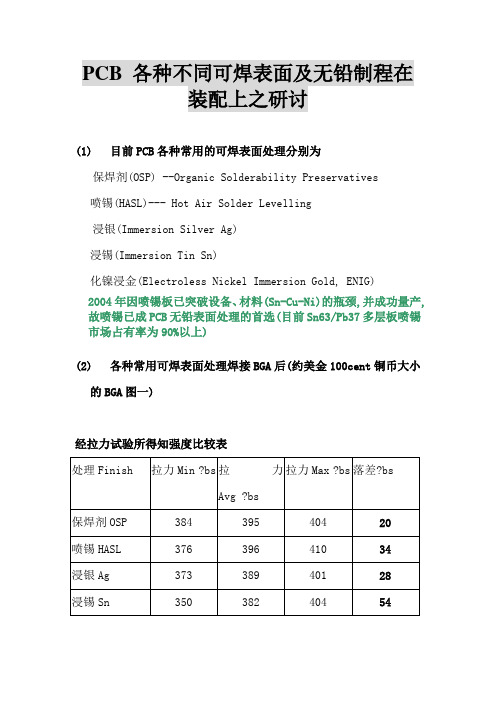
PCB 各种不同可焊表面及无铅制程在装配上之研讨(1)目前PCB各种常用的可焊表面处理分别为保焊剂(OSP) --Organic Solderability Preservatives喷锡(HASL)--- Hot Air Solder Levelling浸银(Immersion Silver Ag)浸锡(Immersion Tin Sn)化镍浸金(Electroless Nickel Immersion Gold, ENIG)2004年因喷锡板已突破设备、材料(Sn-Cu-Ni)的瓶颈,并成功量产,故喷锡已成PCB无铅表面处理的首选(目前Sn63/Pb37多层板喷锡市场占有率为90%以上)(2)各种常用可焊表面处理焊接BGA后(约美金100cent铜币大小的BGA图一)经拉力试验所得知强度比较表上表摘自PC FAB上的资料< 图一 >(3)各种表面处理之优点及缺点比较(4)一般含铅制程及无铅制程IR Reflow比较图:Lead free reflow(SnCuNi)两者比较得知无铅IR Reflow的 Peak temp比含铅多了约240℃-225℃=15℃Peak TEMP的时间多了 20-5=5 Sec 多了四倍Preheat也多了约(150~180℃)-(140~170℃)=10℃为避免装配时减少IR Reflow对Z axis expansion的冲击, 造成孔壁破拉裂,建议凡板厚超越70milm)或12层板以上用无铅制程者一律采用High Tg 170℃)的材料而不是一般FR4 Tg(135℃)的材料.Z axis expansion Before Tg *10-5m/m℃Z axis expansion After Tg *10-5 m/m℃。
OSP板 化金板 化银板 喷锡板等工艺区别
OSP板化金板化银板喷锡板等工艺区别(图/文)1.镀金板(ElectrolyticNi/Au)2.OSP板(OrganicSolderabilityPreservatives)3.化银板(ImmersionAg)4.化金板(ElectrolessNi/Au,ENIG)5.化锡板(ImmersionTin)6.喷锡板1.镀金板镀金板制程成本是所有板材中最高的,但是目前现有的所有板材中最稳定,也最适合使用于无铅制程的板材,尤其在一些高单价或者需要高可靠度的电子产品都建议使用此板材作为基材。
2.OSP板OSP制程成本最低,操作简便,但此制程因须装配厂修改设备及制程条件且重工性较差因此普及度仍不佳,使用此一类板材,在经过高温的加热之后,预覆于PAD上的保护膜势必受到破坏,而导致焊锡性降低,尤其当基板经过二次回焊后的情况更加严重,因此若制程上还需要再经过一次DIP制程,此时DIP端将会面临焊接上的挑战。
3.化银板虽然”银”本身具有很强的迁移性,因而导致漏电的情形发生,但是现今的“浸镀银”并非以往单纯的金属银,而是跟有机物共镀的”有机银”因此已经能够符合未来无铅制程上的需求,其可焊性的的寿命也比OSP 板更久。
4.化金板此类基板最大的问题点便是”黑垫”(BlackPad)的问题,因此在无铅制程上有许多的大厂是不同意使用的,但国内厂商大多使用此制程。
5.化锡板此类基板易污染、刮伤,加上制程(FLUX)会氧化变色情况发生,国内厂商大多都不使用此制程,成本相对较高。
6.喷锡板因为cost低,焊锡性好,可靠度佳,兼容性最强,但这种焊接特性良好的喷锡板因含有铅,所以无铅制程不能使用。
另有”锡银铜喷锡板”由于大多数都不使用此制程,故特性资料取的困难.附图:。
表面处理符合对照表
O(A)
过硫酸盐氧化
O(G)
电解氧化
O(E)
硫酸阳极氧化
A(S)
铬酸阳极氧化
A(Cr)
磷酸阳极氧化
A(P)
草酸阳极氧化
A(O)
阳极氧化
A
硬质阳极氧化
D.YY
处理名称
后理名称
符号
钝化
P
磷化(磷酸盐处理)
Ph
氧化
O
乳化
E
着色
CI
热熔
Fm
扩散
Di
涂装
Pt
封闭
S
防变色
At
铬酸盐封闭
Cs
其它镀覆层特征、处理特征
无光缎面过硫酸盐氧化
Ct.O(G)St3WJ462-1995
半光亮过硫酸盐氧化
Ct.O(G)SWJ462-1995
电解氧化
Et.O(E)WJ462-1995
暗面电解氧化
Et.O(E)mWJ462-1995
无光缎面电解氧化
Et.O(E)St3WJ462-1995
半光亮电解氧化
Et.O(E)SWJ462-1995
Ap.Ni5
H.Ni5
化学镀镍5~8μm
不锈钢钝化
Ct.p
H.D
化学钝化
铜钝化
Ct.p
H.D
化学钝化
镀银
Ep.Ag5
D.Ag5
电镀银5~8μm
Ep.Ag8b
D.L3Ag8
电镀光亮银8~12μm
Ep.Cu5Ag12
D.Cu5Ag12
电镀铜5~8μm,银12~18μm
Ep.Ni12Cu5Ag12
D.Ni12Cu5Ag12
表面处理的种类与外观颜色.

表面処理の種類と外観色
[材料]
表面处理的种类与外观颜色
■表面处理的种类
名 称 镀锌 铬酸盐光泽处理 光泽镀锌 镀镍 1号电镀 3号电镀 梨皮状电镀 威氏硬度 层厚度 可处理的材质 (HV) (Om) 500 3~20 钢 1~ 2 钢 1~ 2 钢 钢 铜 5~20 黄铜 钢 不锈钢 铜 铝合金 玻璃 塑料 使用范例 薄板 钢丝 钣金部分 螺栓、螺帽 目的C特长 ·防锈、低价格 ·外观不好 ·防锈、低价格 ·适合于批量生产 ·外观质量下降,但可替代镀镍 ·耐腐蚀性提高、装饰 ·大气中镀铬的耐腐蚀性更强 ·外观比3号电镀好 ·耐疲劳性 ·小伤痕不明显 ·价格为镀镍产品10倍以上 ·便于进行膜厚度管理 ·耐腐蚀性、耐磨性强 ·可实现非金属的导体化 备 注 -
镀铬 1号电镀 3号电镀 梨皮状电镀 镀硬铬 四氧化三铁保护膜 (发黑处理) 低温镀黑铬 本色 阳极氧化 黑色
-
钢 5~20 铜 黄铜 10~30 钢
500 1000 -
螺栓 螺帽 计量仪器
-
钢 1~ 2 铜 不锈钢 3~ 5 铝合金 5~10
有精度要求 ·长期防锈能力 希望比发黑处理 ·耐腐蚀性优良 更具耐腐蚀性 ·超薄膜 ·防腐性、耐磨性 ·无导电性 ·耐热性
-
·根据需要,对铜底层实施电 镀处理 ·凹度不可过大 ·材料U抛光U电镀U抛光 ·材料U电镀 ·材料U梨皮面处理U电镀
无-
Kanigen电镀
可达到 1000
·与无电解镀镍的特性相同 电镀后实施硬化 ·可通过电镀后的热处理进 处理的零件 行硬化 ·有光泽外观 ·耐腐蚀性良好 ·镀铬类表面间的滑动易于产 生烧结 ·外观比3号电镀好 ·耐疲劳性 ·小伤痕不明显 缸套 ·耐磨性优良 ·价格高于其他镀铬产品 ·喷涂底层 ·外观(有光泽) ·比磷酸盐防锈处理易于生锈 ·根据需要,对铜底层实施电 镀处理 ·凹度不可过大 ·材料U抛光U电镀U抛光 ·材料U电镀 ·材料U梨皮面处理U电镀 ·材料U电镀(3号电镀) ·形成四氧化三铁保护膜(黑色) ·由于采用低温处理,因此材 料不受热的影响,塑料橡胶 等连接零件也可直接加工。 ·表面形成坚固的氧化保护膜, 并利用氧化保护膜的细孔进 行着色的有色阳极氧化处理。
常见表面处理符号对照表
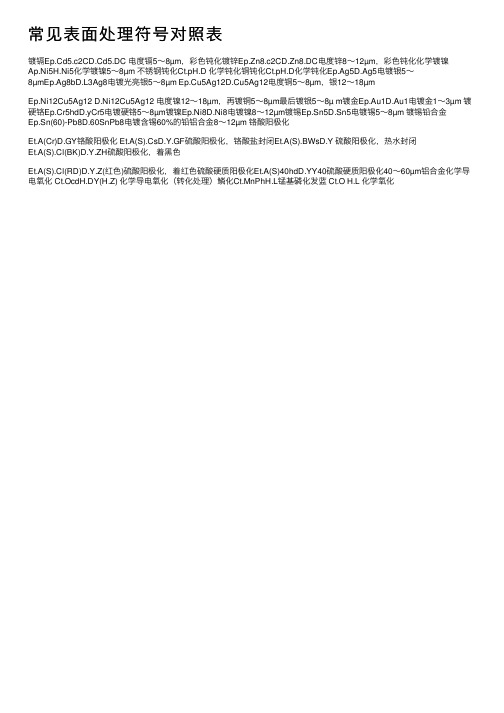
常见表⾯处理符号对照表
镀镉Ep.Cd5.c2CD.Cd5.DC 电度镉5~8µm,彩⾊钝化镀锌Ep.Zn8.c2CD.Zn8.DC电度锌8~12µm,彩⾊钝化化学镀镍Ap.Ni5H.Ni5化学镀镍5~8µm 不锈钢钝化Ct.pH.D 化学钝化铜钝化Ct.pH.D化学钝化Ep.Ag5D.Ag5电镀银5~
8µmEp.Ag8bD.L3Ag8电镀光亮银5~8µm Ep.Cu5Ag12D.Cu5Ag12电度铜5~8µm,银12~18µm
Ep.Ni12Cu5Ag12 D.Ni12Cu5Ag12 电度镍12~18µm,再镀铜5~8µm最后镀银5~8µ m镀⾦Ep.Au1D.Au1电镀⾦1~3µm 镀硬铬Ep.Cr5hdD.yCr5电镀硬铬5~8µm镀镍Ep.Ni8D.Ni8电镀镍8~12µm镀锡Ep.Sn5D.Sn5电镀锡5~8µm 镀锡铅合⾦
Ep.Sn(60)-Pb8D.60SnPb8电镀含锡60%的铅铝合⾦8~12µm 铬酸阳极化
Et.A(Cr)D.GY铬酸阳极化 Et.A(S).CsD.Y.GF硫酸阳极化,铬酸盐封闭Et.A(S).BWsD.Y 硫酸阳极化,热⽔封闭
Et.A(S).Cl(BK)D.Y.ZH硫酸阳极化,着⿊⾊
Et.A(S).Cl(RD)D.Y.Z(红⾊)硫酸阳极化,着红⾊硫酸硬质阳极化Et.A(S)40hdD.YY40硫酸硬质阳极化40~60µm铝合⾦化学导电氧化 Ct.OcdH.DY(H.Z) 化学导电氧化(转化处理)鳞化Ct.MnPhH.L锰基磷化发蓝 Ct.O H.L 化学氧化。
PCB表面处理比较表表格格式

P C B表面处理比较表表格格式集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]PCB 各种不同可焊表面及无铅制程在装配上之研讨(1)目前PCB各种常用的可焊表面处理分别为保焊剂(OSP) --Organic Solderability Preservatives喷锡(HASL)--- Hot Air Solder Levelling浸银(Immersion Silver Ag)浸锡(Immersion Tin Sn)化镍浸金(Electroless Nickel Immersion Gold, ENIG)2004年因喷锡板已突破设备、材料(Sn-Cu-Ni)的瓶颈,并成功量产,故喷锡已成PCB无铅表面处理的首选(目前Sn63/Pb37多层板喷锡市场占有率为90%以上)(2)各种常用可焊表面处理焊接BGA后(约美金100cent铜币大小的BGA图一)经拉力试验所得知强度比较表上表摘自PC FAB上的资料< 图一 >(3)各种表面处理之优点及缺点比较处理优点缺点保焊剂(a)焊锡性特佳是各种表面处理焊锡强度的指标(benchmark)(b)对过期板子可重新Recoating一次(c)平整度佳, 适合SMT装配作业(d)可作无铅制程(a)打开包装袋后须在24小时内焊接完毕, 以免焊锡性不良(b)在作业时必须戴防静电手套以防止板子被污染(c)IR Reflow的peak temp为220℃对于无铅锡膏peak temp要达到240℃时第二面作业时之焊锡性能否维持目前被打问号〝〞, 但喜的是目前耐高温的已经出炉, 有待进一步澄清.(d)因OSP有绝缘特性, 因此testing pad一定有加印锡膏作业以利测试顺利.在有孔的testing pad更应在钢板stencil用特殊的开法让锡膏过完IR后,只在pad及孔壁边上而不盖孔,以减少测试误判.(e)无法使用ICT测试,因ICT测(4)一般含铅制程及无铅制程IR Reflow比较图:Lead free reflow(SnCuNi)两者比较得知无铅IR Reflow的 Peak temp比含铅多了约240℃-225℃=15℃Peak TEMP的时间多了 20-5=5 Sec 多了四倍Preheat也多了约(150~180℃)-(140~170℃)=10℃为避免装配时减少IR Reflow对Z axis expansion的冲击, 造成孔壁破拉裂,建议凡板厚超越70milm)或12层板以上用无铅制程者一律采用High Tg 170℃)的材料而不是一般FR4 Tg(135℃)的材料.Z axis expansion Before Tg *10-5m/m℃Z axis expansion After Tg *10-5 m/m℃。
常见表面处理讲解
三.两种表面处理板MI中流程
01
电镀金+喷锡流程:
02
…文字—电镀金—喷锡—成型…
03
电镀金时:贴胶-割胶-电镀镍金-撕胶-水
洗吹干
04
喷锡前:需要贴胶保护金手指
05
注意:
06
镀 金 PA D 和 镀 金 铜 皮 一 定 要 能 连 接 到 板 外 的镀金引线上才可以镀上金
报告完毕,谢谢!
单击此处添加副标题内容
二.表面概述和流程
化锡(Immersion Tin ) 由于目前所有焊料是以锡为基础的,所锡层能与任何类型的焊料相匹 配,从这一点来看,浸锡工艺极具发展前景。但以前的PCB经浸锡工艺后 易出现锡须,在焊接过程中锡须和锡迁移会带来可靠性问题,因此限制了 浸锡工艺的采用。后在浸锡溶液中加入了有机添加剂,使锡层结构呈颗粒 状结构,客服了之前的问题,而且还具有好的热稳定性和可焊性。 浸锡工艺可以形成平坦的铜锡金属间化合物,这个特性使得浸锡具有 和热风整平一样的好的可焊性而没有热风整平令人头疼的平坦性问题;也 没有化学镀镍/浸金金属间的扩散问题;只是浸锡板不可以存储太久, MI流程:…-电测-FQC全检--化锡–FQC检查… 备注:当客户有化白锡要求的时候,在ERP流程单中必须备注清楚。
MI流程:…-字符-化金-成型 … 或者 …防焊-化金-文 字…
二.表面概述和流程
化银(Immersion Silver )
01
浸银工艺介于OSP和化学镀镍/ 浸金之间,工艺较简单、快速。 浸银不是给PCB穿上厚厚的盔甲, 即使暴露在热、湿和污染的环中, 仍能提供很好的电性能和保持良 好的可焊性,但会失去光泽。因 为银层下面没有镍,浸银不具备 化学镀镍/浸金所有的好的物理 强度。
表面处理比较

适用主要类型
制造成本 (TW参考成
本:元)
业界大约 比例
目前TW及 产能
(KFT2)
早期最主要方 式,适用于大 焊盘宽线距, 不适用于HDI
中高(无 铅:2.4,有 铅:1.5)
25%-40%
682
满足大多数类
型,高低技术 难度均可,最
最低(0.5)
有前途
25%-30%
1689
实际订单 (8月 KFT2)
PCB表面处理主要类型
工序流程
优点
喷锡
有铅 无铅
OSP
微蚀—水洗—涂耐 1、很高可靠性与可焊性
高温助焊剂—喷锡
—水洗
2、保存期长达18个月
1、镀层均一,表面平坦
除油—微蚀—酸洗 2、焊接可靠性好
—纯水洗—OSP—清 3、防氧化,耐热冲击
洗—烘干
4、工艺简单,成本低
5、无铅制程
缺点
1.制程脏,味难闻,高温 2.镀层不平坦不均匀 3.锡球易入孔短路 1.不适合多次REFLOW 2.防划伤 3.不耐高温 4.储存环境严格,保存期 仅6个月
4、报价及接单建议:
1)、从以上表格可以看出,我司实际OSP产能还有很大空间(1689-476KFT2),且工序成本低廉,工序效率也极高。 假如我们能争取10万尺喷锡板转为OSP,10万尺沉金转为OSP,则每月大约可节约成本:10万X1.5+10万X9.6=111万。(未考虑定单价格变化) 2)、在报价及接单过程中,建议极力向客户推荐首选OSP。若能与客户本着长期合作,互惠互利原则,说服客户接受OSP表面处理,则我司可以更低单价提高接单竞争力和利润 率,客户也可以更低成本获得所需PCB板。当然需客户对应了解下游工艺条件及储存环境要求等。 3)、报价议价阶段,建议按如下顺序推荐选择:OSP-HASL-沉锡-沉金-镀金。对于HASL要注意无铅喷锡温度高,在客户端有产生爆板隐患,且不适于环保要求的无铅制程。 4)、PE MI也将从节约成本出发,综合品质等要素,EQ争取成本最优之表面处理。
表面处理标准对照表
附录A SSPC表面处理标准• SP-1 溶剂清洗• SP-2 手工工具处理• SP-3 机动工具处理• SP-4 燃烧处理• SP-5 彻底喷砂(白金属)• SP-6 中度喷砂(商用)• SP-7 轻度喷砂(普通)• SP-8 浸酸(化学处理)• SP-9 风化后再以钢丝刷打磨• SP-10 彻底喷砂(接白)• SP-11 机动工具处理至金属表层完全光泽暴露• SP-12 高压水喷射• SP-13 混凝土表面处理• SP-14 工业喷砂附录B 表面处理等级起始锈蚀程度:(图示从左至右分别为B、C、D)• 等级A 氧化层紧密附着于表面• 等级B 氧化层开始锈蚀• 等级C 氧化层已经锈蚀• 等级D 氧化层严重锈蚀,出现麻点轻度喷砂:商用喷砂:近白喷砂:白金属喷砂:附录C 国际通用表面处理标准对比钢结构油漆委员会Steel Structure Painting Council (SSPC)国家防腐工程师协会National Association of Corrosion Engineers (NACE) 英国标准ISO 8501-1 / BSI BS 7079瑞典标准Swedish Standard国标GB-3092 / GB-8923-88关于表面处理等级1994年10月,NACE和SSPC发布了用于磨料清理的联合表面处理标准(这些标准大约相当于由最初的瑞典标准发展而来的ISO标准ISO8501-1SO-公布于1988年:NACE NO.I/SSPC-SP5“金属出白级喷砂” 相当于—Sa3“喷砂至可见清洁金属”NACE NO.2/SSPC-SP10“金属近于出白级喷砂” 相当于—Sa21/2“非常彻底的喷砂清理”NACE NO.3/SSPC-SP6“工业级喷砂” 相当于—Sa2“彻底的喷砂清理”NACE NO.4/SSPC-SP7“刷除锈级喷砂” 相当于—Sa1“轻喷砂清理”SSPC-SP1“溶剂清理” SSPC-SP2“手动工具清理” SSPC-SP11 “动力工具清理至裸钢”SSPC-SP8“酸洗” SSPC-SP3“动力工具清理” SSPC-SP11R “动力工具清理维修保养”一、金属(1) 新表面A.钢铁1.喷砂处理实践证明,无论是在施工现场还是在装配车间,喷砂处理都是除去锻痕的最有效方法。
PCB板子八种表面处理工艺介绍

PCB板子八种表面处理工艺介绍1.热风整平(喷锡)热风整平又名热风焊料整平(俗称喷锡),它是在PCB表面涂覆熔融锡(铅)焊料并用加热压缩空气整(吹)平的工艺,使其形成一层既抗铜氧化,又可提供良好的可焊性的涂覆层。
热风整平时焊料和铜在结合处形成铜锡金属间化合物。
PCB进行热风整平时要沉在熔融的焊料中;风刀在焊料凝固之前吹平液态的焊料;风刀能够将铜面上焊料的弯月状最小化和阻止焊料桥接。
2.有机可焊性保护剂(OSP)OSP是印刷电路板(PCB)铜箔表面处理的符合RoHS指令要求的一种工艺。
OSP是Organic Solderability Preservatives的简称,中译为有机保焊膜,又称护铜剂,英文亦称之Preflux。
简单地说,OSP就是在洁净的裸铜表面上,以化学的方法长出一层有机皮膜。
这层膜具有防氧化,耐热冲击,耐湿性,用以保护铜表面于常态环境中不再继续生锈(氧化或硫化等);但在后续的焊接高温中,此种保护膜又必须很容易被助焊剂所迅速清除,如此方可使露出的干净铜表面得以在极短的时间内与熔融焊锡立即结合成为牢固的焊点。
3.全板镀镍金板镀镍金是在PCB表面导体先镀上一层镍后再镀上一层金,镀镍主要是防止金和铜间的扩散。
现在的电镀镍金有两类:镀软金(纯金,金表面看起来不亮)和镀硬金(表面平滑和硬,耐磨,含有钴等其他元素,金表面看起来较光亮)。
软金主要用于芯片封装时打金线;硬金主要用在非焊接处的电性互连。
4.沉金沉金是在铜面上包裹一层厚厚的、电性良好的镍金合金,这可以长期保护PCB;另外它也具有其它表面处理工艺所不具备的对环境的忍耐性。
此外沉金也可以阻止铜的溶解,这将有益于无铅组装。
5.沉锡由于目前所有的焊料都是以锡为基础的,所以锡层能与任何类型的焊料相匹配。
沉锡工艺可以形成平坦的铜锡金属间化合物,这个特性使得沉锡具有和热风整平一样的好的可焊性而没有热风整平令人头痛的平坦性问题;沉锡板不可存储太久,组装时必须根据沉锡的先后顺序进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电镀镍金
不同镀层种类项目对比
化学镀镍金
化学镀镍钯金
华 远 电 OSP
定义
在金属铜上通过电流的作用电镀上镍、 金镀层
化学镍金是通过化学反应在铜的表面置 换钯再在钯核的基础上化学镀上一层镍 磷合金层,然后再通过置换反应在镍的 表面镀上一层金
化学镍钯金是通过化学反应在铜的表面 置换钯再在钯核的基础上化学镀上一层 镍磷合金层,然后在镍层上通过氧化还 原生成一层钯层,再通过置换反应在钯 (透过钯层的微小缝隙与镍层发生置换 反应)的表面镀上一层金
1、制程简单,药水易于管理;
3、可以设计更小的焊盘,在原有的面 积上增加更多的布线区域;
2、生产效率高;
4、钯层既保护了镍层,也为金线互熔 3、焊盘平整度好;
提供了基础,在较薄的金镀层也可以获
4、和焊盘之间无IMC层,锡层直接和 铜进行焊接,具有很高的可靠性,结合
得很好的绑线效果; 5、保存有效期较长;
③化金原理: 亚金离子与镍层发现置换反应: Ni+2Au+=Ni2++2Au
这层膜具有防氧化,耐热冲击,耐 湿性,用以保护铜表面于常态环境中不 再继续生锈(氧化或硫化等);但在后 续的焊接高温中,此种保护膜又必须很 容易被助焊剂所迅速清除,如此方可使 露出的干净铜表面得以在极短的时间内 与熔融焊锡立即结合成为牢固的焊点。
①化镍原理: 步骤1:H2P02- + H2O = H2PO3+2H++2e-,脱氢析出电子 步骤2:H2PO2-+mNi2++(2m+1)e=NimP+2OH-
②镀金原理:
阴极:Au+ + e- →Au,Au+来源于添加 ②化金原理:
金盐的水解
亚金离子与镍层发现置换反应:
Ni+2Au+=Ni2++2Au
1、形成的保护膜极薄,易于划伤(或
2、产品上金的原理是金槽的金离子对
1、制程较为复杂,药水消耗较快(镍
擦伤),必须精心操作和运放; 2、经过多次高温焊接过程的OSP膜
镍层进行置换,所以只能做较薄的金, 槽)难以管理;
(指未焊接的连接盘上OSP膜)会发生
如果做厚金会造成镍层有轻微腐蚀,其 可靠性将会下降。。
2、操作温度高、时间长,对FPC(如油 墨等)的攻击较大;
变色或裂缝,影响可焊性和可靠性;
3、操作温度高、时间长,对FPC(如油
3、对设备要求较高; 4、保存有效期较短。
墨等)的攻击较大;
无需导电,在金属层(铜)上镀镍金
无需导电,在金属层(铜)上镀镍钯金
无需导电,在金属层(铜)上形成一层 有机防氧化(保焊膜)
常用于插拔手指的表面处理
无需导电,无设计的局限性,常用于 可以设计更小的PIN间距,加大了布线 适用于线路简单、高焊接性能的产品 BGA设计,或者无法设计引线的产品 的密度,如更高像素的摄像头模组产品
力佳;
6、焊接性能好,可靠性佳;
5、低温的加工工艺,成本低(可低于
7、熔接层是FPC的金和金线的金互熔, 喷锡),加工时的能源使用少等等
普通镍金镀层无法满足。
缺点
1、镀层厚度均匀性较差(对设备的要 求高) 2、产品必须有引线设计,通电后才可 发生反应,有一定的局限性
1、制程较为复杂,药水消耗较快(镍 槽)难以管理;
常见工艺流程 常见设备类型
药水成本 必要条件
适用类型
除油→微蚀→预浸→镀镍→镀金
除油→微蚀→预浸→活化→后浸→化镍 除油→微蚀→预浸→活化→后浸→化镍
→化金
→化钯→化金
除油→微蚀→预浸→OSP→烘干
垂直龙门线/VCP线 高
垂直龙门线 高
垂直龙门线 高+
水平线 中
必须通电通过引线使产品导电,在金属 层(铜)上镀镍金
①化镍原理: 步骤1:H2P02- + H2O = H2PO3+2H++2e-,脱氢析出电子 步骤2:H2PO2-+mNi2++(2m+1)e=N的物质与铜面发生络 合反应,在铜面上形成一层薄薄的有机 保护膜。
②化钯原理: 步骤1:H2P02-+H2O=H2PO3+2H++2e-,反应过程与镍相似 步骤2:2e- +Pd2+=Pd,析出的电子将 钯离子还原
优点
1、高延展性、耐腐蚀、耐磨损;
2、制程简单,易于管控;
1、无需引线设计,设计局限性小;
3、焊接性能好,可靠性佳;
2、镀层厚度均匀性好;
4、操作温度低、时间短,对FPC(如油 3、保存有效期较长;
墨等)的攻击较小;
4、焊接性能好,可靠性佳;
5、保存有效期较长;
1、无需引线设计,设计局限性小;
2、镀层厚度均匀性好;
通过“唑类”的物质与铜面发生络合反 应,在铜面上形成一层薄薄的有机保护 膜。
镀层性质 互熔层
镍、金合金镀层 金-锡
镍、金合金镀层 金-锡
镍、钯、金合金镀层 金-金
有机防氧化保护膜 铜-锡
反应原理
①镀镍原理: 阳极:Ni - 2e- →Ni2+ 阴极:Ni2+ + 2e- →Ni,Ni2+来源于
阳极 镍球溶解