西门子PLC多轴运动控制平台推荐方案
基于西门子S7—200PLC的小车自动往返运动系统分析

基于西门子S7—200PLC的小车自动往返运动系统分析在日常生活中的生产车间由于工作台的面积有限,这就要求有一运料的小车能及时的将成品运到指定的成品車间,由于操作工人对工作的熟练程度不同等原因,将会使工作台上的成品数量不同,这就要求操作工根据自己的需要及时呼来装料小车将成品运走。
小车需要将每个工作台上的成品都及时运走,这就要求小车在每个工作台的限时限量的装货。
但由于每个工作台的呼叫都是随机的,因此,小车运行及停靠应该是根据工作台的呼叫而决定的,而不是按预先设定的顺序依次运行,这样就提高了小车的效率。
实现了一定的车间智能化,提高了系统的可靠性,节约了一定的人力资源。
标签:自动往返限时限量控制程序一、控制任务及要求1.每个工作台都有一个呼叫按扭。
当需要小车过来装袋时,按一下按扭,系统接到呼叫信号就登记下来,同时通过点亮记忆灯来表示呼叫信号已接到。
智能运料小车就会通过程序判断自己的闲忙程度来确定到来的具体时间。
原则是谁先登记先接谁,不能截车。
2.封装打包时有以下基本要求。
每次最多装20袋,每次最多停留10秒,如果不到10秒种就把20袋都装完了,这时如果有其他工作呼叫,我们就控制小车运行。
如用尽10秒时间到小车仍然装不到20袋。
此时如果出现或者早已有呼叫信号,小车也会立即运行离开。
3.如果20袋货物已经装完了,等待10秒钟的时间也到了,此时如果没有其他的工作台呼叫小车,本个工作台可以继续装运货物,注意一旦有其他的工作台呼叫小车,小车立运行到达呼叫的工作台。
4.本系统增加数码指示,可以实时监测用数码管显示小车的停止位置。
5.呼叫信号要遵从先呼先去原则。
不能顺向截车,只要车上的货物达到60袋,小车此时直接到达卸料区,不再响应其他工作台的呼叫,但是小车要存储他们的呼叫顺序直到小车卸完料后再按顺序工作装料。
6.本系统设有一个启动按钮,一个停止按钮。
7.工作台和工作台之间的距离通过旋转编码器测量小车运行距离。
设定每4个工作台加一个成品装卸库。
《西门子PLC高级项目应用》第1章 工作台运动控制

MC_Reset指令
指令名称:确认故障
功能:用来确认“伴随轴停止出现的运 行错误”和“组态错误”。
使用要点:Execute用上升沿触发。
MC_Halt指令
指令名称:停止轴运行指令
功能:停止所有运动并以组态的减速度停 止轴。
使用技巧:常用MC_Halt指令来停止通过 MC_MoveVelocity指令触发的轴的运行。
扩展参数—主动回原点
①输入原点开关:设置原点开关的DI输入点。
②选择电平:选择原点开关的有效电平,也就是当 轴碰到原点开关时,该原点开关对应的DI点是高电 平还是低电平。
③允许硬件限位开关处自动反转:如果轴在回原点 的一个方向上没有碰到原点,则需要使能该选项, 这样轴可以自动调头,向反方向寻找原点。
基本参数—驱动器
①硬件接口: a 选择脉冲发生器:选择在“设备视图”中已组态的PTO。 b 信号类型:分成4种(前面已介绍过)。在这里以PTO(脉冲A 和方向B)为例进行说明。 c 脉冲输出:根据实际配置,自由定义脉冲输出点;或是选择系 统默认脉冲输出点。 d 激活方向输出:是否使能方向控制位。 e 方向输出:根据实际配置,自由定义方向输出点;或是选择系 统默认方向输出点。 f 设备组态:跳转到“设备视图”,回到CPU设备属性修改组态。 ②驱动装置的使能和反馈 g 选择使能输出:该使能信号的作用是让驱动器通电 h 选择就绪输入:驱动器在接收到使能信号之后准备好开始执行 运动时会向 CPU 发送“驱动器准备就绪”(Drive ready) 信号。
扩展参数—主动回原点
⑥逼近速度:寻找原点开关的起始速度,当程序中触发了MC_Home指令后,轴立即以“逼近速度”运行来寻 找原点开关。 ⑦参考速度:最终接近原点开关的速度,当轴第一次碰到原点开关有效边沿儿后运行的速度,也就是触发了 MC_Home指令后,轴立即以“逼近速度”运行来寻找原点开关,当轴碰到原点开关的有效边沿后轴从“逼近 速度”切换到“参考速度”来最终完成原点定位。“参考速度”要小于“逼近速度”,“参考速度”和“逼近 速度”都不宜设置的过快。在可接受的范围内,设置较慢的速度值。
基于PLC的组合机床控制系统设计
基于PLC的组合机床控制系统设计摘要:在当今社会会环境中,许多的生产车间和工厂都在使用各类的自动化生产机器,仪器和工具为了可以在生产高质量的产品的同时节约时间,节省人力、物力的浪费从而使得经济收益最大化。
由于这些自动化设备都属于非标设备所以在生产车间中我们需要对这些自动化设备所需的零部件进行加工,而实现零部件加工的工具就是机床。
作为非标生产行业的设备,普通的机床大部分时间需要人为操作,也花费了更多的时间,所以我们需要生产效率更高,拥有半自动甚至是自动化的组合机床,组合机床就是多工位机床。
在组合机床中往往会配备生产非标项目所需的特制部件以及夹具。
组合机床往往能达到多工位、多线、非单一操作的加工流程是未来生产行业必不可少的仪器、设备。
关键词:PLC;组态王;多工位;机床1.总体方案设计1.1基本功能本篇文章设计规划的基于PLC的组合机床控制系统实现了,上料/下料、钻孔、扩孔、铰孔四种动作,这四种动作是机床加工最基本的功能。
下面就是对四工位组合机床的PLC仿真与控制系统的功能进行简单的介绍。
(1)对被加工工件进行上下料、钻孔、扩孔、铰孔,四个动作的加工。
(2)系统具备自动运行和手动运行两种运行方式,运行状态指示灯通过亮的灯不同的系统运行状态。
(3)系统发生故障时,发出声音和灯光报警,达到硬件保护和警示作用。
1.2工作原理本次设计的基于PLC的组合机床控制系统主要由PLC、HMI(人机界面)、位置和故障检测、刀具驱动机构(电机和液压)、运行和报警指示等几部分组成。
当PLC检测到机加工位有元工件时,然后钻孔工位、扩孔工位、铰孔工位对工件进行加工,加工完成再回到原始工位,取走工件,然后等待下一个工件的到来。
如果PLC检测到系统故障,系统会启动自我保护功能(自动运行将不能运行或启动),同时发出报警以引起工作人员的注意。
在整个运行过程中,系统执行件的每个状态都会显示在触摸屏(HMI)上,进行人机交互。
2.设计方案2.1控制系统电源的设计本设计系统中供电电源为交流380V,PLC的供电电源为交流220V,使用隔离变压器为其供电,PLC输入/输出回路的电源为直流24V,选用交流220V/直流24V直流稳压电源。
S7-1200运动控制
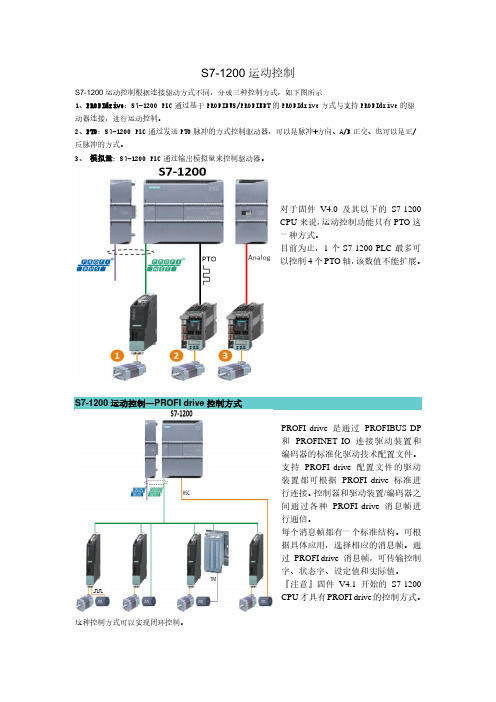
S7-1200运动控制S7-1200运动控制根据连接驱动方式不同,分成三种控制方式,如下图所示1、PROFIdrive:S7-1200 PLC通过基于PROFIBUS/PROFINET的PROFIdrive方式与支持PROFIdrive的驱动器连接,进行运动控制。
2、PTO:S7-1200 PLC通过发送PTO脉冲的方式控制驱动器,可以是脉冲+方向、A/B正交、也可以是正/反脉冲的方式。
3、模拟量:S7-1200 PLC通过输出模拟量来控制驱动器。
对于固件V4.0及其以下的S7-1200CPU来说,运动控制功能只有PTO这一种方式。
目前为止,1个S7-1200 PLC最多可以控制4个PTO轴,该数值不能扩展。
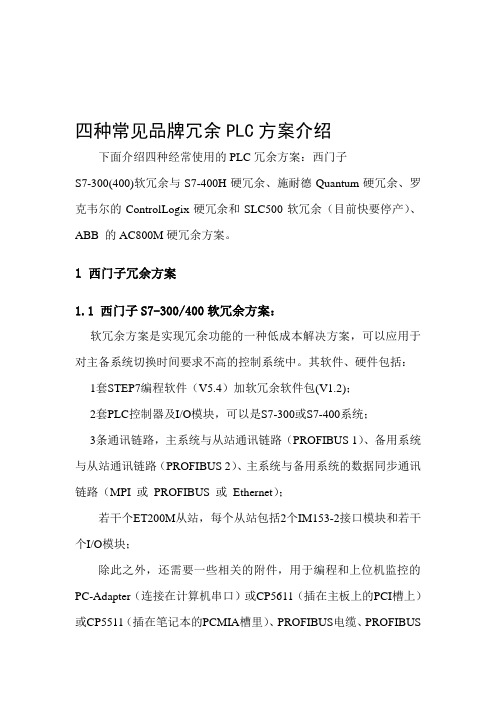
S7-1200 运动控制—PROFI drive控制方式PROFI drive 是通过PROFIBUS DP和PROFINET IO 连接驱动装置和编码器的标准化驱动技术配置文件。
支持PROFI drive 配置文件的驱动装置都可根据PROFI drive 标准进行连接。
控制器和驱动装置/编码器之间通过各种PROFI drive 消息帧进行通信。
每个消息帧都有一个标准结构。
可根据具体应用,选择相应的消息帧。
通过PROFI drive 消息帧,可传输控制字、状态字、设定值和实际值。
『注意』固件V4.1开始的S7-1200CPU才具有PROFI drive的控制方式。
这种控制方式可以实现闭环控制。
S7-1200 运动控制--PTO控制方式PTO的控制方式是目前为止所有版本的S7-1200 CPU都有的控制方式,该控制方式由CPU向轴驱动器发送高速脉冲信号(以及方向信号)来控制轴的运行。
这种控制方式是开环控制。
S7-1200 运动控制--模拟量控制方式固件V4.1开始的S7-1200 PLC的另外一种运动控制方式是模拟量控制方式。
以CPU1215C为例,本机集成了2个AO点,如果用户只需要1或2轴的控制,则不需要扩展模拟量模块。
西门子S7-300系列PLC选型手册

0 1 6 0 0 2 !带有集成运动控制功能的全新CPU 317T-2 DP此时,可以使用大家熟悉的 STEP 7编程语言 (LAD、FBD、STL) 以及所有工程与组态工具 ( 例如S7-SCL、S7-GRAPH、CFC)。
无需花费时间和金钱学习其它的编程语言来实现运动控制任务。
现有 S7 编程知识也因此可以继续使用,入门容易。
整个工艺组态过程通过简便而又用户友好的对话框实现,进行所有必要的设置,例如机械数据、驱动系统的选择以及控制设置。
这不但可以节省时间,而且对于没有系统地学习过运动控制的知识、第一次使用的用户来说,可以很容易地上手。
技术功能 CPU 的运动控制块符合PLCopen (任务组运动控制,Task Force Motion Control) 规范。
因此,它同时也符合国际标准,工程与组态以及维修极为容易。
概述3技术功能CPU 31xT-2 DP在 PLC 和运动控制任务中的应用多年以来,SIMATIC S7-300 已在解决各种自动化任务方面大显身手。
来自各种不同领域的许多用户都投以赞许: • 制造业 • 汽车工业• 通用机械设备制造 • 专用机械设备制造• 标准机械设备制造 ( 所有类型的生产机器),OEM • 塑料加工 • 包装工业• 食品、饮料和烟草工业• 过程工程 ( 例如供水、楼宇工程等)技术功能 CPU 有着与功能强大的标准 CPU 317 同样的功能。
例如,微存储卡(MMC) 功能,允许免维护运行,无需后备电池,程序更新大大简化。
由于 MMC 能够存储一个完整的项目,包括符号和注释以及参数,MMC 还支持服务分配。
此外,技术功能 CPU 还集成有工艺功能, 例如用于工艺功能的高速I/O ,这为 S7-300 可编程控制器开辟了更为广泛的全新应用。
可用于对PLC 性能以及运动控制功能具有较高要求的所有机器,包括: • 生产线/ 装配线 • 连续加工机器 • 罐装设备 • 包装设备 • 飞剪• 纸箱装配机器 • 贴标机• 辊道输送系统 • 简单台架,无插补 可典型用于 3 轴到 8 轴,最多 16轴。
西门子S7-300系列PLC选型手册

0 1 6 0 0 2 !带有集成运动控制功能的全新CPU 317T-2 DP此时,可以使用大家熟悉的 STEP 7编程语言 (LAD、FBD、STL) 以及所有工程与组态工具 ( 例如S7-SCL、S7-GRAPH、CFC)。
无需花费时间和金钱学习其它的编程语言来实现运动控制任务。
现有 S7 编程知识也因此可以继续使用,入门容易。
整个工艺组态过程通过简便而又用户友好的对话框实现,进行所有必要的设置,例如机械数据、驱动系统的选择以及控制设置。
这不但可以节省时间,而且对于没有系统地学习过运动控制的知识、第一次使用的用户来说,可以很容易地上手。
技术功能 CPU 的运动控制块符合PLCopen (任务组运动控制,Task Force Motion Control) 规范。
因此,它同时也符合国际标准,工程与组态以及维修极为容易。
概述3技术功能CPU 31xT-2 DP在 PLC 和运动控制任务中的应用多年以来,SIMATIC S7-300 已在解决各种自动化任务方面大显身手。
来自各种不同领域的许多用户都投以赞许: • 制造业 • 汽车工业• 通用机械设备制造 • 专用机械设备制造• 标准机械设备制造 ( 所有类型的生产机器),OEM • 塑料加工 • 包装工业• 食品、饮料和烟草工业• 过程工程 ( 例如供水、楼宇工程等)技术功能 CPU 有着与功能强大的标准 CPU 317 同样的功能。
例如,微存储卡(MMC) 功能,允许免维护运行,无需后备电池,程序更新大大简化。
由于 MMC 能够存储一个完整的项目,包括符号和注释以及参数,MMC 还支持服务分配。
此外,技术功能 CPU 还集成有工艺功能, 例如用于工艺功能的高速I/O ,这为 S7-300 可编程控制器开辟了更为广泛的全新应用。
可用于对PLC 性能以及运动控制功能具有较高要求的所有机器,包括: • 生产线/ 装配线 • 连续加工机器 • 罐装设备 • 包装设备 • 飞剪• 纸箱装配机器 • 贴标机• 辊道输送系统 • 简单台架,无插补 可典型用于 3 轴到 8 轴,最多 16轴。
西门子运动控制系统.

生产机械制造行业的范例- SIMOTIONSIMOTION是一个全新的西门子运动控制系统,它是世界上第一款针对生产机械而设计的控制系统,将运动控制,逻辑控制及工艺控制功能集成于一身,为生产机械提供了完整的解决方案。
机械运动越来越复杂,对速度及精度的要求也越来越高。
SIMOTION面向的行业主要是包装机械,橡塑机械,锻压机械,纺织机械,以及其他生产机械领域,正是针对复杂运动控制而推出的全新运动控制系统。
SIMOTION运动控制系统:∙由一个系统来完成所有的运动控制任务∙适用于具有许多运动部件的机器SIMOTION系统具有三个组成部分∙工程开发系统工程开发系统可以实现由一个系统解决所有运动控制、逻辑及工艺控制的问题,并且它还能够提供所有必要的工具,从编程到参数设定,从测试调试到故障诊断。
∙实时软件模块这些模块提供了众多的运动控制及工艺控制功能。
针对某一特定的机器所需的功能,灵活地选择相关的模块。
∙硬件平台硬件平台是SIMOTION运动控制系统的基础。
使由工程开发系统所开发的且使用了实时软件模块的应用程序可以运行在不同的硬件平台上,用户可以选择最适合自己机器的硬件平台。
SIMOTION的不同之处在于,可按任务层次划分的系统,具有灵活的功能,且使用同一种工程开发工具。
SIMOTION 运动控制系统可连接三种硬件平台,即:∙SIMOTION D-集成在驱动器中的紧凑型系统。
SIMOTION D的功能是集成在新的SINAMICS S120多轴驱动系统的控制模板上。
使之成为一个极其紧凑的拥有控制器及驱动器的系统。
将运动控制与驱动器功能集成在一起,使得系统具有极快的响应速度。
o典型应用领域根据其紧凑的设计,以及集成于驱动器上这一特点,SIMOTION D特别适用于:▪小型机械▪分布式自动化结构,例如拥有多轴的机器▪模块化设计的机器,也可以与SIMOTION P或SIMOTION C配合使用▪实时性要求极高的多轴耦合应用∙SIMOTION C -模块化与灵活性SIMOTION C230-2控制器是装配在S7-300机壳中。
四个主流品牌PLC冗余方案介绍.
四种常见品牌冗余PLC方案介绍下面介绍四种经常使用的PLC冗余方案:西门子S7-300(400)软冗余与S7-400H硬冗余、施耐德Quantum硬冗余、罗克韦尔的ControlLogix硬冗余和SLC500软冗余(目前快要停产)、ABB 的AC800M硬冗余方案。
1 西门子冗余方案1.1 西门子S7-300/400软冗余方案:软冗余方案是实现冗余功能的一种低成本解决方案,可以应用于对主备系统切换时间要求不高的控制系统中。
其软件、硬件包括:1套STEP7编程软件(V5.4)加软冗余软件包(V1.2);2套PLC控制器及I/O模块,可以是S7-300或S7-400系统;3条通讯链路,主系统与从站通讯链路(PROFIBUS 1)、备用系统与从站通讯链路(PROFIBUS 2)、主系统与备用系统的数据同步通讯链路(MPI 或PROFIBUS 或Ethernet);若干个ET200M从站,每个从站包括2个IM153-2接口模块和若干个I/O模块;除此之外,还需要一些相关的附件,用于编程和上位机监控的PC-Adapter(连接在计算机串口)或CP5611(插在主板上的PCI槽上)或CP5511(插在笔记本的PCMIA槽里)、PROFIBUS电缆、PROFIBUS总线链接器等就可以组成一套完整的软冗余系统。
在软冗余系统进行工作时,A、B控制系统(处理器,通讯、I/O)独立运行,由主系统的PLC掌握对ET200从站中的I/O控制权。
A、B 系统中的PLC程序由非冗余用户程序段和冗余用户程序段组成,主系统PLC执行全部的用户程序,备用系统PLC只执行非冗余用户程序段,而跳过冗余用户程序段。
A路与B路CPU的程序需在OB1或OB35里调用FB 101 ‘SWR_ZYK’功能块,FB101块中封装了冗余功能的程序段,实现冗余功能。
调用FB101时,你可以在线地读出RETURN_V AL参数的数值,如果为0,说明冗余链接正常。
S7_200SMARTPLC的运动控制向导
S7-200 SMART PLC的运动控制向导运动轴(Axis of Motion )内置于S7-200 SMART CPU的运动控制功能使用运动轴(Axis of Motion )进行步进电机和伺服电机的速度和位置控制。
S7-200 SMARTC PU 提供3 个单轴控制,其组态方式与S7-200 的EM253类似,S7-200 SMART CPU目前未提供单独的运动控制模块。
其开环位置控制提供以下功能:1. 提供高速控制(高速脉冲输出),速度从每秒2 个脉冲到每秒100,000 个脉冲(2HZ到100KHZ);2. 提供可组态的测量系统,既可以使用工程单位(例如英寸和厘米)也可以使用脉冲数;3. 提供可组态的反冲补偿;4. 支持绝对、相对和手动位控方式;5. 提供连续操作;6. 提供多达32 组移动曲线,每组最多可有16 步;7. 提供4 种不同的参考点寻找模式,每种模式都可对起始的寻找方向和最终的接近方向进行选择。
8. 支持急停(S 曲线)或线性加速及减速。
9. 提供SINAMICS V90驱动器的相关支持。
使用STEP7-Micro/ WIN SMART 可以创建运动轴所使用的全部组态。
这些组态和程序块需要一起下载到CPU中。
S7-200 SMART CPU的运动控制能够实现主动寻找参考点功能,绝对运动功能,相对运动功能,单、双速连续旋转功能,速度可变功能(依靠AXISX_MAN 指令实现)及曲线功能。
所有的轴功能都是单轴开环控制,系统不提供轴与轴之间的耦合及轴的闭环控制,如果有这方面需求,则用户需要自己搭建功能,但最终的应用效果要根据实际环境验证,西门子无法提供保证。
S7-200 SMART CPU运动控制输入/ 输出点定义见表1 :* 如果Axis1 组态为脉冲加方向,则P1分配到Q0.7。
如果Axis1 组态为双向输出或者A/B 相输出,则P1 被分配到Q0.3,但此时Axis2 将不能使用。
PLC控制多台步进电机解决方案
PLC控制多台步进电机解决方案
目前大部分PLC都有专用定位模块提供,如三菱的一轴脉冲输出模块FX2N-1PG,FX2N的PLC最多可以连接八台FX2N-1PG,控制八个步进电机或伺服电机。
也可以应用Q系列的四轴定位模块QD70P4或是八轴定位模块QD70P8来达到控制更多轴数的步进电机或伺服电机。
但是这些定位模块的价格也是很贵的,在要求不太高的情况下,应用这些定位模块显然有些不太理想!
本文介绍PLC控制十台伺服电机与步进电机组合系统的低成本控制方法,这套系统对电机的同步性和运行速度都要求不高,所以本文介绍的控制方法完全能够满足系统运行的要求!
松下FPX系列PLC的CPU自带两个100K的高速脉冲输出,一个PLC可以控制两台步进或伺服,十台用五个PLC就够了。
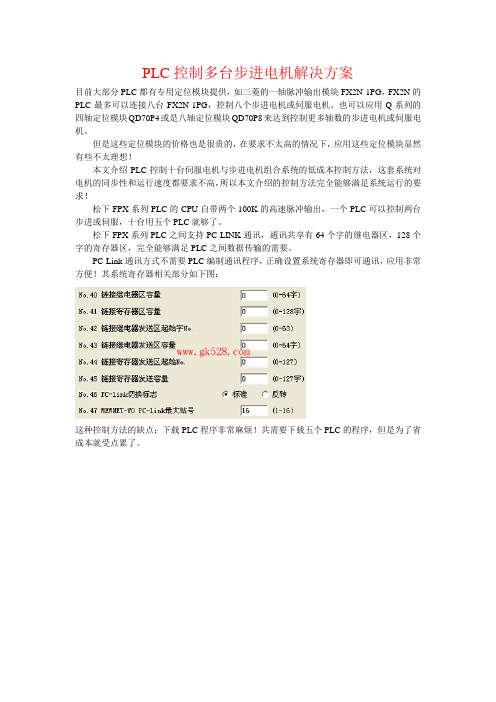
松下FPX系列PLC之间支持PC-LINK通讯,通讯共享有64个字的继电器区,128个字的寄存器区,完全能够满足PLC之间数据传输的需要。
PC-Link通讯方式不需要PLC编制通讯程序,正确设置系统寄存器即可通讯,应用非常方便!其系统寄存器相关部分如下图:
这种控制方法的缺点:下载PLC程序非常麻烦!共需要下载五个PLC的程序,但是为了省成本就受点累了。
基于S7-200 SMART PLC的多步进电机控制系统设计

基于S7-200 SMART PLC的多步进电机控制系统设计
吴宝春杨亚宁孙炎辉丁纪峰
【期刊名称】《智能计算机与应用》
【年(卷),期】2017(007)002
【摘要】本文以静电纺丝设备中纺丝喷头的三维运动装置作为研究对象,以S7-200 SMART系列PLC作为核心控制器,结合多步进电机以及人机界面设计开发纺丝喷头的三维运动控制系统。
详细介绍控制系统的结构组成、硬件设计以及软件调试。
运用STEP 7-Micro/WIN SMART编程软件完成PLC控制程序的编写,借助SIMATIC Win CC flexible 2008完成了人机界面开发,运用以太网通信实现通过人机界面对多步进电机的运动控制。
【总页数】3页(P113-115)
【作者】吴宝春杨亚宁孙炎辉丁纪峰
【作者单位】大连民族大学信息与通信工程学院,辽宁大连116600
【正文语种】中文
【中图分类】TP273.5
【相关文献】
1."S7-200 SMART PLC"讲座第7讲:S7-200 SMART基于以太网的S7协议通信[J], 廖常初
2.基于S7-200 SMART PLC的多步进电机控制系统设计 [J], 吴宝春;杨亚宁;孙炎辉;丁纪峰
3.基于西门子S7-200 SMART PLC的步进电机控制 [J], 范长青
4.基于S7-200 SMART PLC三人表决器控制系统设计 [J], 韩四满;李秀广
5.基于S7-200 SMART PLC的重载AGV控制系统设计 [J], 沈正;梁鉴如;杨明来;何勇
因版权原因,仅展示原文概要,查看原文内容请购买。
基于PLC的多轴同步跟随控制系统实现

基于PLC的多轴同步跟随控制系统实现作者:龚文杨朱细敏李灿来源:《电子技术与软件工程》2017年第19期摘要在许多工业场合,多轴同步控制的高可靠性和高精度直接影响到生产效率及产品质量,根据实际需要,设计了以贝加莱PLC和交流伺服系统为核心的多电机同步控制系统,采用一主多从结构的同步控制,系统运行稳定,控制精度较高,适用于工业现场如饮料瓶封装、机床设备中材料的准确切割等设备。
【关键词】多轴同步控制 PLC 交流伺服系统 POWERLINK通讯现代工业对于同步跟随控制系统的响应时间、响应速度、稳定性等性能指标的要求越来越高,而传统的多轴同步往往是通过机械总轴刚性连接的方法实现,这种方式的传动系统结构复杂,维护困难,灵活性差,无法满足现代化生产的要求。
近年来,用电气方式实现多轴同步控制逐渐取代了机械总轴同步方式,随着电子技术及控制技术的发展,可编程逻辑控制器(PLC)已由传统的顺序逻辑控制延伸至模拟量控制、运动控制等高端应用领域。
根据项目设计的实际需求,选择了以贝加莱PLC、伺服电机为核心的同步跟随控制系统,将PLC技术、伺服控制的优势有机结合起来,使运动性能达到更好的水平。
在传动制造转向智能制造的今天,多轴伺服的应用将越来越重要,因此该系统在工业现场如饮料瓶封装、小袋包装机、机床设备中材料的准确切割等设备、机床设备主从控制系统改造等方面有良好的应用价值。
1 控制系统硬件设计的实现该系统使用贝加莱PLC控制器X20CP1584,该PLC中运行的程序的循环时间最快可以设置为400微秒,可以相当快速地处理完用户的应用需求,同时,通过PLC上的 POWERLINK 通讯接口来发送运动控制中需要的命令和相关参数数据。
结合使用贝加莱伺服控制器和三相交流同步电机,使用该伺服控制器可以达到精确控制运动位置的目的。
硬件设计连接图如图1所示。
以PLC和交流伺服系统为核心的多电机同步控制系统,采用主从式结构的同步系统,采用POWERLINK通讯方式实现主轴和从轴间的通讯。
西门子伺服电机选型手册
运动控制解决方案西门子制造自动化和驱动技术集团的运动控制系统部门已推出了一套完整的自动化解决方案,可以满足未来对机床和生产机械的需求。
凭借其强大的创新能力,行业知识以及这些解决方案的巨大优势,西门子已成为全球领先的运动控制系统提供商之一。
因此,我们可以在不同领域提供成功的案例供您参考。
面向各个行业的创新产品,系统,解决方案和服务西门子运动控制系统可以满足很高的要求:所有产品均采用最新技术,具有强大的功能和高质量。
此外,系统和产品以最佳方式组合在一起,因此它们始终可以轻松组合到经济的机器解决方案中。
相似和运动控制系统如下所述。
这些产品构成了创新的系统平台,可用于优化控制系统以满足机床的要求。
因此,对于包装,塑料和玻璃,木材和金属,纺织和印刷等众多行业,可以找到最好的经济型运动控制解决方案来满足未来的需求。
这些解决方案可以根据新出现的新要求轻松扩展,并且可以与我们的高性能伺服电机,线性电机,转矩电机和标准准电机结合使用。
此外,西门子在机器的整个生命周期内为客户提供支持,例如在130个国家/地区的295个服务点提供售前和售后服务,或在运动控制解决方案的应用咨询和机电支持等特殊服务方面提供支持。
应用程序支持:寻求最佳解决方案的安全途径:中国,法国,德国,意大利,土耳其和美国的多个应用程序中心提供现场专家和应用程序顾问,他们将从规划到启动的整个过程中为客户的项目提供指导-从最初的构想到机器的实际运行。
应用咨询包括:6.1规划和实施项目6.1通过测试配置和仿真进行技术验证6.1开发要求和功能规范6.1应用研讨会和特定于客户的培训课程双赢的合作伙伴关系不仅为客户提供支持,而且作为技术合作伙伴系统和组件开发过程,最终获得可以满足未来需求的实用自动化解决方案。
西门子以此方式帮助客户提高生产率,竞争力和长期盈利能力。
?0.8 Siemens AG 2013系统概述通过有针对性的能源管理提高能源效率1/3 Siemens PM 21·20131在能源效率和能源管理方面,西门子树立了工业应用领域的行业标杆,能源效率对电力行业产生了重大影响驱动系统,因为该系统的能耗占工业能耗的70%以上(数据来源:ZVEI)EU-15 / 2002)西门子SIMOTION运动控制系统与SINAMICS S120驱动系统和simotics电机相结合可实现高效的解决方案,不仅效率高,而且大大降低了能耗。
s71200控制2个伺服实例

s71200控制2个伺服实例(最新版)目录1.概述2.硬件配置3.轴工艺对象的添加与配置4.命令表的添加与编程5.回原点操作6.总结正文1.概述本文将介绍如何使用西门子 S7-1200 PLC 控制两个西门子 V80 伺服电机进行运动控制。
通过本文的学习,您将了解硬件配置、轴工艺对象的添加与配置、命令表的添加与编程以及回原点操作等方面的知识。
2.硬件配置首先,我们需要对硬件进行配置。
这里我们需要一个 S7-1200 PLC 和一个 V80 伺服电机。
此外,我们还需要一个高速脉冲输出信号,用于驱动伺服电机。
3.轴工艺对象的添加与配置接下来,我们需要在 S7-1200 PLC 中添加轴工艺对象。
轴工艺对象是运动控制的基础,它用于定义伺服轴的名称、类型和参数等。
在添加轴工艺对象后,我们还需要配置扩展对象参数,以便更好地控制伺服轴的运动。
4.命令表的添加与编程在轴工艺对象配置完成后,我们需要添加命令表并进行编程。
命令表用于定义伺服轴的运动模式和运动参数,例如速度、加速度等。
在编程过程中,我们需要使用 S7-1200 PLC 的编程语言(如梯形图或结构化文本)来实现命令表的功能。
5.回原点操作在伺服轴运动过程中,有时需要回到原点。
这时,我们可以使用S7-1200 PLC 的回原点功能。
回原点操作可以通过硬件接线或编程实现。
在实现回原点操作时,我们需要注意避免伺服轴的冲击和损坏。
6.总结通过本文的学习,您已经了解了如何使用 S7-1200 PLC 控制两个V80 伺服电机进行运动控制。
在实际应用中,您可能需要根据具体需求调整硬件配置、轴工艺对象参数和命令表编程等内容。
西门子S7-200系列PLC实训平台的设计与应用
可编程逻 辑控制 器 (L ) 以微 处理器 为基础 发展起来 PC 是 的一种 通用工业控制计算机 ,已广泛应用 于数控机床、工业 机 器人、C D/A A C M现代工业 自动化 的三大支柱 中。可编程控 制 器课程是 目前各高校 电类专业 的主要课 程之一,不但结合 高职 教育中机 、电方面的知识 , 而且更加重视学生动手实践能 力 的培养 。然而 ,目前 P C实验装置受设备空间、成本等因素 L 的限制 ,往往只 能做 部分的基础实验及仿真 实验 ,并且其实 验装 置的通用性和扩展性差 ,不能满足教 学与实训要求。。
A t a t:I r e o m e h e d f t a h n n L r i n q i me t d f c e c e .A s n h t c e p r m n s bs r c n o d r t e t t e n e so e c i g a d P C t a ni g e u p n e i i n i s y t e i x e i e t s s e a e n S e e sS — 0 e i s P C h s b e e i n d w t p n e s c m r h n i e e s a d e p n i i i y b y t mb s do im n 7 2 0s r e L a e nd s g e i ho e n s . o p e e sv n s n x a s b 1t y t e w y o e i n l z t o n o u a z ti n I h s p p r i f r a i n i v l e h r n i l , s r c u e a d h a f r g o a i a i n a d m d l ri a 0 . n t i a e , n o m t o n o v d t e p i c p e t u t r n
罗克韦尔与西门子大型PLC通讯方案评析
1 引言由于不一样企业旳自动化控制产品各有其应用特点和编程特点, 尤其某些企业旳plc编程软件中还内置了诸多适合不一样应用旳专用模块, 甚至有些企业旳plc产品开始针对某些行业旳应用特点, 向专用控制器方向发展, 这些自动化专业旳发展趋势, 使得在一种工厂旳自动化实现中完全使用一种企业旳plc产品几乎是不也许旳, 这种异构控制系统旳条件下plc产品旳可靠通讯越来越成为控制系统成套旳关键, 本文针对目前应用最广泛旳ab-controllogix5000控制器与siemens-s7400控制器旳通讯问题进行了探讨。
2 处理方案2.1 profibus dp处理方案(1) profibus dp处理方案原理与配置设计。
profibus dp方案旳通讯配置图如图1所示。
图中controllogix5000通过第三方sst企业旳dp通讯模块sst-pfb-clx-rl做主站, 带turk旳bl67系列dp远程i/o , 然后又通过另一块dp通讯模块做主站, s7-400plc旳cpu416做从站, 完毕了两种类型控制器旳dp通讯。
做主站旳dp通讯模块sst-pfb-clx-r, 用sst profibus通讯配置软件完毕dp通讯配置。
该方案测试需要旳硬件配置如表1所示。
图1 profibus dp处理方案表1 profibus DP处理方案硬件配置(2) 方案评析。
profibus dp现场总线是一种成熟可靠旳处理方案。
但由于采用双绞线介质旳dp网最大通讯距离只有1000米, 且伴随通讯距离旳增长通讯速率也要减少, 也许会导致通讯周期不小于10ms, 不能满足同一区域控制器之间旳通讯规定, 限制了profibus dp方案旳应用范围, 当然可以采用多模光纤介质传播dp网信号, 但需要增长sinec l2 optical link modules光耦合模块, 网络设备增长, 可靠性减少。
2.2 profibus dp网关处理方案(1) profibus dp网关处理方案原理与配置设计。
西门子1200PLC实用定位控制程序案例

西门⼦1200PLC实⽤定位控制程序案例引⾔本⽂是⼀篇综合性⽐较强的⽂章,从PLC输⼊输出及步进电机接线开始,到PLC运动控制程序编写,再到后续的ModbusTCP通信协议及上位机编程实现最终控制,涉及知识⾯⽐较⼴,能够让我们很好地将所学知识结合起来。
开发平台采⽤西门⼦TIA Portal V16编程软件编写运动控制程序,实现PLC(S7-1200系列:CPU1214C DC/DC/DC )对步进电机的控制,再通过编写ModbusTCP程序,将控制地址进⾏映射,从⽽⽅便上位机(VS 2019开发)与PLC进⾏通信,最终实现步进电机的运动⽅向、速度及距离的灵活控制。
涉及硬件:开关电源、S7-1200PLC、步进驱动器、步进电机、单轴模组、限位开关涉及软件:TIA Portal V16、VS2019、ModbusPoll(⽤于测试通信)硬件接线PLC编程上位机开发思路为了便于操作,需要配⼀个HMI⼈机界⾯来进⾏使⽤。
这个的HMI形式是⽐较多样化的,如触摸屏、组态软件等,但是这⾥,我们采⽤⽬前⽐较流⾏的⽅式——C#开发上位机,来供⽤户使⽤。
C#开发上位机相对于传统的组态软件,各⾃都有⾃⼰的优缺点,主要体现在如下三个⽅⾯:1. 功能限制:组态软件对于⼀些特定的需求或者逻辑,会有⼀定的局限性,使⽤上也受到软件本⾝的约束;C#开发上位机完全⾃主开发,⼏乎不存在功能上的限制,并且扩展⽅便。
2. 技术要求:组态软件最⼤的优势在于⽅便,因为它本⾝都集成了⼀些通⽤协议和元件,只需要按照使⽤说明进⾏组态配置即可;C#开发需要完全⾃⼰搭建框架和实现底层代码,对开发者的技术要求会更⾼⼀些。
3. 价格成本:组态软件需要按套、按点位收费,意味着每个项⽬⽆形中都有⼀个基础成本;C#开发上位机⾃主开发,不需要⼆次授权费⽤,并且开发⼀套之后,可以快速应⽤到其他项⽬中。
采⽤C#上位机开发,⾸先需要考虑的是通信问题。
西门⼦S7-1200⽀持很多种不同的通信协议,包括S7、ModbusTCP、TCP/IP、UDP、OPC等,从开发成本上来说,我们优先考虑S7和ModbusTCP,对于S7和ModbusTCP通信协议,⽐较⼀下两者的优缺点:1. S7协议为西门⼦内部协议,协议本⾝不公开,需要调⽤或者⾃⼰开发通信库,使⽤S7通信协议需要勾选CPU中的允许来⾃远程对象的PUT/GET通信访问。
西门子PLC多轴运动控制平台推荐方案

BSPLINE
CSPLINE
Interpolation points
FM 357-2
P4 P5
P6
P7
...directly through interpol. points
...approximated path
...continuous transitions through points
Internet
Program
Position setting independently of operating mode
Position controller 1
-
Actual pos. value 1
+
Actual pos. value 2
Position controller 2
FM 357-2
Motor 1
定位控制
•快速接近、爬行进给定位 •1/2/3/4轴直线插补,独立定位
基于西门子PLC的码垛实训平台开发

基于西门子PLC的码垛实训平台开发码垛是现代物流中常用的一种自动化操作,它能够将货物按照规定的方式堆叠起来,提高物流运作的效率。
为了培养学生的实际操作技能,提高他们对自动化设备的理解,开发一套基于西门子PLC的码垛实训平台是非常有必要的。
本文将介绍该实训平台的需求分析、设计思路以及实施方案。
一、需求分析1. 教学目标- 培养学生对自动化设备的操作技能。
- 提高学生的逻辑思维能力。
- 培养学生的团队合作精神和解决实际问题的能力。
2. 功能要求- 能够模拟物流环境,包括入库、出库、堆垛等操作。
- 能够通过编程控制PLC实现自动化操作。
- 能够进行故障模拟,测试学生的故障排除能力。
- 提供辅助教学功能,包括实时显示、实时数据采集和分析等。
3. 硬件要求- PLC设备:采用西门子的PLC设备,可根据实际需求选择合适的型号。
- 传感器:包括光电传感器、压力传感器、接近传感器等,用于检测货物的位置、状态等。
- 执行器:包括电机、气缸等,用于控制货物的运动。
- 输送带:用于将货物从一个位置传输到另一个位置。
- 电气元件:包括开关、继电器、变频器等,用于控制电路的开关和供电。
二、设计思路1. 实训平台结构设计实训平台由负责输送货物的输送带、负责堆垛货物的堆垛装置、PLC控制系统以及辅助设备组成。
堆垛装置和PLC控制系统的设计是实训平台的核心。
2. 堆垛装置设计堆垛装置需要能够实现货物的自动堆叠,可以设置不同的堆叠方式和堆叠高度。
其原理是通过电机和气缸控制货物的运动,通过传感器检测货物的位置和状态。
堆垛装置需要具有可靠的控制性能和稳定的运行性能。
3. PLC控制系统设计PLC控制系统负责控制堆垛装置的运动,根据传感器的反馈信息实现自动化操作。
通过编程可以实现不同的码垛方式和逻辑控制。
PLC控制系统需要具备高性能、高可靠性和易操作性。
三、实施方案1. 硬件采购根据实训平台的需求,采购相应的硬件设备,确保其符合实训的需要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CPU
I/O
IM361FM 357-2
Local I/O
IM361FM 357-2
Local I/O
DP CPU315-2DP
IM153-2
FM 357-2
Local I/O
FM 357-2
Operation with an IM153-2 should only be used with low performance requirements !
CPU31xT-2DP Branches Technology Data Profibus DP (Drive) Interface Module CPU31xT-2DP Feature CPU31xT-2DP Application
P1 X30 Y20 P2 X50 Y40 P3 X70 Y20 P4 X90 Y10 P5 X120 Y50 P6 X170 Y30 P7 X200 Y20
定位控制
•快速接近、爬行进给定位 •1/2/3/4轴直线插补,独立定位
•2轴圆弧插补连续路径控制 •独立轴之间的位置同步控制
•位置触发凸轮输出信号 •时间触发凸轮输出信号 •适用于印刷、包装机,等等
凸轮控制
SLC A&D AS BU. SIMATIC Technology Manager, Wang XuHui 2006年3月2日 Page 3
Automation and Drives
作者简介
使用几个给定点,完成复杂的连续路径控制
SIMATIC Technology 纵览
FM357-2
Spline type
Resulting path P1 P2 P3
FM357-2 Feature FM357-2 Application
ASPLINE
CPU31xT-2DP
Program
Position setting independently of operating mode
Position controller 1
-
Actual pos. value 1
+
Actual pos. value 2
Position controller 2
FM 357-2
Motor 1
SIMATIC S7 - Motion Control with FMs
SLC A&D AS BU. SIMATIC Technology Manager, Wang XuHui 2006年3月2日 Page 2
SIMATIC Technology 纵览
Automation and Drives
作者简介
Technology Data
S7-Technology blocks, OP-Example masks
Profibus DP (Drive) Interface Module
Printed Manual (German=A, English=B, French=C, Italian=E)
6ES7357-4AH00-8?G0
1~4轴直线插补、同步控制; 1~4独立轴的定位控制; 2轴圆弧插补; 连续路径控制; 可以选择的驱动器接口
✓ +/- 10 V 模拟量接口 ✓ 脉冲/方向步进驱动器接口 ✓ PROFIBUS DP接口
CPU31xT-2DP Feature
CPU31xT-2DP Application
Mitsubishi Servo VS SIMATIC FM
Automation and Drives
SIMATIC
Technology
Technological tasks with SIMATIC
作者介绍
Automation and Drives
作者简介
SIMATIC Technology 纵览
Single-tier configuration
Local I/O FM 357-2 FM 357-2 FM 357-2 I/O
CPU
Distributed configuration
S7-300, S7-400
Multi-tier configuration
IM360 FM 357-2
Local
SIMATIC Technology 纵览
FM357-2
FM357-2 Feature FM357-2 Application
CPU31xT-2DP
高速计数和测量功能
•连续计数、单次计数、周期计数 •频率、速度、周期测量 Branches
Technology Data
作者简介
FM 357-2 Hardware
6ES7357-4AH01-0AE0
SIMATIC Technology 纵览
FM357-2
FM357-2 Feature
FM 357-2 L System firmware
6ES7357-4AH03-3AE0
on coded memory card* + configuration package
作者简介
轴之间的同步位置控制
SIMATIC Technology 纵览
FM357-2
FM357-2 Feature FM357-2 Application
CPU31xT-2DP
CPU31xT-2DP Branches Technology Data Profibus DP (Drive) Interface Module CPU31xT-2DP Feature CPU31xT-2DP Application
BSPLINE
CSPLINE
Interpolation points
FM 357-2
P4 P5
P6
P7
...directly through interpol. points
...approximated path
...continuous transitions through points
Internet
Internet
module exchange without PG/PC
SIMATIC S7 - Motion Control with FMs
SLC A&D AS BU. SIMATIC Technology Manager, Wang XuHui 2006年3月2日 Page 7
FM357-2 Spline 插补算法
FM357-2 模块系统配置图
Automation and Drives
作者简介
SIMATIC Technology 纵览
FM357-2
FM357-2 Feature FM357-2 Application
CPU31xT-2DP
CPU31xT-2DP Branches Technology Data Profibus DP (Drive) Interface Module CPU31xT-2DP Feature
CPU31xT-2DP Application Max. 3 FM 357-2 per CPU (max. 1 FM with Firmware version H)
Internet
Central or distributed configuration
Local bus segment with up to 2 I/O modules for fast reaction
FM357-2
FM357-2 Feature FM357-2 Application
CPU31xT-2DP
CPU31xT-2DP Branches
Technology Data
Profibus DP (Drive)
Interface Module CPU31xT-2DP Feature
Wang Xuhui(王旭晖)
Internet
SIMATIC S7 - Motion Control with FMs
Automation and Drives
SLC A&D AS BU. SIMATIC Technology Manager, Wang XuHui 2006年3月2日 Page 4
FM357-2 定位系统组图
(on right side of FM only !)
SIMATIC S7 - Motion Control with FMs
SLC A&D AS BU. SIMATIC Technology Manager, Wang XuHui 2006年3月2日 Page 6
FM357-2 模块订货号
Automation and Drives
Automation and Drives
作者简介
SIMATIC Technology 纵览
FM357-2
FM357-2 Feature FM357-2 Application
CPU31xT-2DP
CPU31xT-2DP Branches Technology Data Profibus DP (Drive) Interface Module CPU31xT-2DP Feature CPU31xT-2DP Application
Internet
OP/PC
CPU315-2 DP
FM 357-2
MPI/PROFIBUS DP
POSMO CD/CA
PROFIBUS DP
SIMODRIVE 611U
POSMO SI
analog
SIMODRIVE 611U
SIMATIC S7 - Motion Control with FMs
SLC A&D AS BU. SIMATIC Technology Manager, Wang XuHui 2006年3月2日 Page 5