不锈钢与碳钢的异种钢焊接技术要点探讨
不锈钢焊接工艺技术要点与焊接工艺规程完整
不锈钢焊接工艺技术要点及焊接工艺规程焊接时,为保证焊接质量,必须选择合理的工艺参数,所选定的焊接工艺参数总称为焊接工艺规范。
例如,手工电弧焊的焊接工艺规范包括:焊接电流、焊条直径、焊接速度、电弧长度(电压)和多层焊焊接层数等,其中电弧长度和焊接速度一般由操作者在操作中视实际情况自行掌握,其他参数均在焊接前确定。
1.焊条直径焊条直径根据焊件的厚度和焊接位置来选择。
一般,厚焊件用粗焊条,薄焊件用细焊条。
立焊、横焊和仰焊的焊条应比平焊细。
平焊对接时焊条直径的选择如表4-3所示:表4-3焊条直径的选择(mm)工件厚度2 3 4~7 8~12 ≥13焊条直径1.6~2.0 2.5~3.2 3.2~4.0 4.0~5.0 4.0~5.82.焊接电流和焊接速度焊接电流是影响焊接接头质量和生产率的主要因素。
电流过大,金属熔化快,熔深大、金属飞溅大,同时易产生烧穿、咬边等缺陷;电流过小,易产生未焊透、夹渣等缺陷,而且生产率低。
确定焊接电流时,应考虑到焊条直径、焊件厚度、接头型式、焊接位置等因素,其中主要的是焊条直径。
一般,细焊条选小电流,粗焊条选大电流。
焊接低碳钢时,焊接电流和焊条直径的关系可由下列经验公式确定:I=(30~60)d ( 4-3 )式中:I为焊接电流(A),d为焊条直径(mm)。
焊接速度是指焊条沿焊缝长度方向单位时间移动的距离,它对焊接质量影响很大。
焊速过快,易产生焊缝的熔深浅、熔宽小及未焊透等缺陷;焊速过慢,焊缝熔深、熔宽增加,特别是薄件易烧穿。
确定焊接电流和焊接速度的一般原则是:在保证焊接质量的前提下,尽量采用较大的焊接电流值,在保证焊透且焊缝成形良好的前提下尽可能快速施焊,以提高生产率。
手工电弧焊重要的工艺及参数1.焊条直径主要依据焊件的厚度,焊接位置,焊道层数及接头形式来决定。
焊接件厚度较大时,选用较大直径焊条。
平焊时,可采用较大电流焊接。
焊条直径也相应选大。
横焊、立焊或仰焊时,因焊接电流比平焊小,焊条直径也相应小些。
不锈钢和碳钢焊接的技巧分析研究
不锈钢和碳钢焊接的技巧分析研究摘要:在现代化工业技术快速发展的背景下,多数企业已经在其实际生产活动中,将不锈钢作为主要的设备材料。
可以说,不锈钢在行业应用中已经很广泛,一般使用于某些要求耐腐蚀、防锈系统的主要建筑结构中。
不过,市场中的不锈钢产品价格比一般碳钢产品价格相对更高,这会对公司效益产生一些负面的影响,于是许多公司从技术要求和经济效益等方面考虑,普遍采取工业方式,即采用不锈钢与碳钢两种钢实行异种的接头焊。
基于此,本文针对不锈钢和碳钢焊接技巧展开相应分析活动。
关键词:不锈钢;碳钢;焊接引言:不锈钢材料以及碳钢材料其自身的碳含量均相对较低,因此一般不要求进行加温,常温下就能够焊接,如果焊缝温度不足五摄氏度的,必须进行加热处理。
同时当板厚超过二十厘米时,结构纲度也非常大,那就必须提前进行预热,并在焊接过程结束的最后进行消除内部应力热处理工序。
所以,在生产时就必须采用无裂纹的焊头,也就必须防止两种焊缝金属差异性,以保证不锈钢中不发生热稀释问题。
一、焊接性能分析不锈钢丝里面包含成分较高的铁钴等合金物质,它正是由于使用这种稀有元素而在金属设备表层产生的一类高抗氧化膜,同时这些膜也有着不易水解、坚固的特性,这样一来就能够使金属设备的表层和外部条件进行完全隔绝,进而有效地避免产生化学反应,能够对于相应的设备的应用周期加以延长,并有效强化不锈钢设备自身的抗氧化性、柔韧性等[1]。
二、焊接条件分析工业上分析两种金属材料是否具有焊接性,运用何种方式进行焊接,首先要考虑材料的属性。
金属材料能否进行焊接,主要由金属物质的分子与元素之间的相互作用决定,和材料所处在什么物理化学环境关系不大。
如果两个材料都是液态与固态,但是液体可以无限互溶,固体之间也能够有限的互溶,那么这种特性的金属材料之间就可以相互连接,但其所产生的新材料特性差异主要还是与两个金属材料之间过渡的性质有关;当金属化学物质和间隙物质两种复合材料之间在进行焊接的同时,其焊缝和接头之间的新材料特征也受金属物质脆性影响;不过,如果两个金属都是处于完全不相溶的状况下,进行焊接也将无法进行,因此,在工程中选择焊接方法首先要考虑金属材料的特点,选用适当的材料,再选择合理的方法,在大部分工程的材料中均能够展开相应焊接工作。
Q235碳钢与1Cr13不锈钢的异种钢焊接工艺研究
Q235碳钢与1Cr13不锈钢的异种钢焊接工艺研究作者:张含涛来源:《科技资讯》2011年第09期摘要:Q235碳钢与1Cr13不锈钢的焊接属于异种钢焊接,而1Cr13不锈钢的焊接性较差,焊接接头容易出现裂纹缺陷。
在异种焊接过程中通过认真分析,选用合适的焊接材料和焊接工艺,避免了异种钢焊接缺陷的产生,保证了焊接质量。
关键词:异种钢焊接 Q235碳钢 1Cr13中图分类号:TG457 文献标识码:A 文章编号:1672-3791(2011)03(c)-0102-01在某工程实践中把断面为40mm×60mm的1Cr13不锈钢焊接固定在厚度为50mm的Q235钢板上。
由于两种材料的热导率和线膨胀系数有很大差异,为了保证焊接质量,认真分析了两种材料的焊接性能及存在的问题,并据此制定了具体的焊接工艺措施。
1焊接性能分析Q235碳钢和1Cr13不锈钢的化学成分及物理性能如表1和表2所示。
1Cr13不锈钢的Cr 含量在11.5%~13.5%,同时匹配有不大于0.15%的C,Cr本身能增加钢的奥氏体稳定性,加入碳后经固熔再空冷会发生马氏体转变,因此1Cr13不锈钢焊缝和热影响区焊后状态的组织为硬脆的马氏体组织。
另外,1Cr13的碳当量约为2.76%,因此它的焊接性较差。
由于1Cr13不锈钢的导热性较Q235碳钢差,焊接残余应力较大,加之本闸门主轨的刚度较大,所以从高温直接冷却到100℃~120℃以下时很容易产生冷裂纹。
由于焊接热循环的作用,1Cr13不锈钢有较大的过热倾向,晶粒易粗化,热影响区会出现对接质量问题。
2 焊接中存在的问题金属的热导率和比热容强烈地影响着被焊材料的熔化、熔池的形成,以及焊接区温度场和焊缝的凝固结晶。
Q235碳钢热导率约为1Cr13不锈钢的两倍,这么大的差异可使两者的熔化不同步,熔池形成和金属结合不良,导致焊缝结晶条件变坏,焊缝性能和成形不良。
线膨胀系数的差异。
由于的线膨胀系数不同,造成它们在形成焊接连接之后的冷却过程中,焊缝两侧的收缩量不同,导致焊接接头出现复杂的高应力状态,进而加速裂纹的产生。
不锈钢与碳钢的异种钢焊接技术要点探究
不锈钢与碳钢的异种钢焊接技术要点探究摘要:不锈钢与碳钢两种金属材料的化学成分和力学性能相差很大,所以把这两种材料焊接称为异种钢焊接,焊接中容易出现硬而脆的σ相(Fe- Cr)和碳化物( M23C6),选用合适的焊接填充材料、适当的焊接工艺参数,选择好的焊接方法,尽量减少焊接时脆性相的析出,确保焊接产品的耐腐蚀性能和力学性能。
碳钢与不锈钢焊接接头是用填料来确定其化学组成,通过对材料焊接特性进行分析,以保证焊缝耐腐蚀性和力学性能,同时优化焊接工艺及焊接操作方法,以此保证整体焊接的科学性与合理性。
关键词:不锈钢;碳钢;475℃脆性;碳化物:焊接线能量;熔合比。
引言:现代化社会发展趋势下,我国焊接方面取得长足发展与进步,工业产品不断更新及新材料不断出现带动了焊接工艺实施手段不断突破与革新,其中强度高、低磁性或无磁性、可塑性好的不锈钢耐腐蚀材料受到广泛使用,但其价格较高。
从效益角度来看,碳钢的强度可控性强且更易于焊接,价格也比不锈钢更具有优势,在特殊情况下也可作为常用材料进行切削加工。
据此,把不锈钢与碳钢焊接在一起是一种高效又经济的方法,也可以增加较高的社会效益和经济效益。
本文章以不锈钢与碳钢的异种钢焊接技术要点进行讨论,为不锈钢与碳钢焊接提供技术指导与帮助。
一、母材介绍1.1不锈钢:通常是指具有一定防腐能力的合金钢,其主要成分是铁素体中加入大于12%的铬(Cr)或大于8%的镍(Ni)以及其他一些元素。
其原理是铬镍元素与空气中的氧发生化学反应,在金属表面形成致密的氧化膜,增加金属的耐腐蚀性。
1.2碳钢:铁素体中碳含量超过0.2%低于1.7%的金属称为碳钢,可以通过正火、淬火、退火、回火来改变其力学性能和进行切削加工,含碳量越低材质越软,强度及硬度越低塑性越高,越易于焊接。
相反含碳量越高,强度及硬度越大塑性越低,越不易焊接。
二、焊接性能分析2.1焊接接头的脆化现象:不锈钢金属里含有铬,当熔池结晶时600℃—375℃温度区间通过时,易形成一种脆而硬的(Fe -Cr)化合物,使焊缝的韧性急剧下降,这就是475℃脆性[1],在这个温度区间时间停留越长化合物(Fe- Cr)越多。
不锈钢与碳钢的异种钢焊接技术研究
不锈钢与碳钢的异种钢焊接技术研究摘要:现代工业是国民经济的主导产业,在建筑、交通、国防等事业发展过程中发挥了重要作用。
不锈钢与碳钢是工业中经常用到的材料,不锈钢与碳钢的焊接降低了企业采购不锈钢产品或材料的成本,所以不锈钢与碳钢的异种钢焊接技术十分重要。
本文分析了不锈钢碳钢和碳钢的焊接性能,指出不锈钢和碳钢异种焊接过程中的问题,并提出其焊接技术措施,以供参考。
关键词:不锈钢;碳钢;异种钢焊接;技术引言:经济社会不断发展,社会工业化水平逐步提升,企业对于不锈钢材料的需求越来越大,不锈钢是防锈设备、防腐设备的主要材料。
但是相对于普通钢材,不锈钢的价格更高,加重了企业采购原材料的成本,所以企业会选择将不锈钢与碳钢进行异种焊接,所以不锈钢和碳钢的异种焊接成为现阶段企业和钢材生产厂的研究重点。
一、焊接性能分析(一)物理性能1.不锈钢的物理性能焊缝形态:不锈钢焊缝的形态主要包括凸起、凹陷、脆性、裂纹等。
不良的焊缝形态可能会导致焊接件的强度和密封性降低,从而影响其使用寿命和安全性。
焊接变形:不锈钢焊接过程中会产生热变形和冷却变形,导致焊接件的尺寸和形状发生变化。
过大的变形可能会影响焊接件的精度和尺寸一致性,从而影响其功能和性能。
焊接残余应力:不锈钢焊接后会产生残余应力,可能会导致焊接件出现变形、裂纹等问题。
因此,需要在焊接过程中控制焊接温度和焊接速度,以减轻残余应力的影响。
2.碳钢的物理性能焊缝强度:焊缝强度不足可能会导致焊缝开裂、焊接件变形等问题。
因此,在焊接前需要进行材料的预处理和表面清洁,同时选择合适的焊接工艺和焊接材料,以提高焊缝强度。
韧性:焊接后的碳钢材料需要具备足够的韧性,以避免在使用中发生裂纹和变形等问题,影响焊接件韧性的因素包括焊接工艺、焊接材料、焊接温度和残余应力等。
塑性:焊接后的碳钢材料需要具备足够的塑性,以避免在使用中产生脆性断裂等问题。
影响焊接件塑性的因素包括焊接工艺、焊接材料、焊接温度和残余应力等。
不锈钢和碳钢焊接注意事项_概述及解释说明
不锈钢和碳钢焊接注意事项概述及解释说明1. 引言1.1 概述本文将介绍不锈钢和碳钢焊接时需要注意的事项,并探讨两者之间相互焊接的问题及解决方案。
不锈钢和碳钢单独焊接时有各自的要点和工艺选择,而在它们相互焊接时,也会出现一些特殊的问题,需要我们注意并合理解决。
通过本文的阐述,读者可以了解到不锈钢和碳钢焊接的基本知识和技巧,以及在实际应用中遇到的常见问题。
1.2 文章结构本文分为五个部分。
首先是引言部分,用于概述文章内容、目的以及整体结构。
其次是不锈钢焊接注意事项部分,包括不锈钢焊接介绍、方法以及焊接参数调整等内容。
第三部分是碳钢焊接注意事项,主要讲述了碳钢焊接的概述、工艺选择以及原材料准备与处理等方面。
第四部分则着重探讨了不锈钢和碳钢相互焊接时可能出现的问题,并提供解决方案和建议。
最后,在结论中对不锈钢和碳棒的焊接要点进行总结。
1.3 目的本文的目的在于提供不锈钢和碳钢焊接方面的指导,使读者能够正确理解和应用相关知识,避免在实际操作中出现一些常见但可避免的错误。
通过阅读本文,读者可以掌握不锈钢和碳钢焊接的基本原理和操作方法,并了解相互焊接时可能出现的问题及其解决方法。
同时,希望通过本文能够提高读者对不锈钢和碳钢材料特性、工艺选择以及预防问题发生所需的意识和技能。
2. 不锈钢焊接注意事项2.1 不锈钢焊接介绍不锈钢是一种具有抗腐蚀性能的合金钢,常用于制造厨具、化工设备等。
不锈钢焊接是将不锈钢材料通过加热并加入填料进行连接的过程。
在不锈钢焊接中,需要注意以下事项。
2.2 不锈钢焊接方法不锈钢焊接可以采用多种方法,包括TIG(氩弧)焊、MIG(气体保护)焊和电阻焊等。
每种焊接方法都有其特点和适用范围,在选择时应根据具体情况进行判断。
2.3 焊接参数调整在不锈钢焊接过程中,合理调整焊接参数非常重要。
例如,选择合适的电流、电压和线速度等参数可以影响焊缝质量和强度。
此外,还应控制好预热温度和间隙尺寸等因素,以确保焊缝的稳定性和可靠性。
不锈钢焊接要点与注意事项(三篇)

不锈钢焊接要点与注意事项一、施焊前的准备工作1、根据产品图纸要求用机械加工的方法在接头处,去除不锈钢复合层,对接焊缝需开合适的坡口。
2、焊缝两侧各10-20mm宽度范围内作好清理工作,用钢丝刷或打磨的方法,去除氧化物、锈、油、水分等影响焊接质量的物质。
3、按产品图纸装配,在碳钢侧用CJ422,φ3.2mm焊条定位焊,定位焊焊工应具有有效的岗位操作证书,保证定位焊的质量,定位焊有效长度为25-30mm。
二、焊接过程1、不锈钢复合钢板对接缝的焊接工艺1.1基层碳钢焊接1.1.1采用埋弧自动焊的方法,正面焊一层,翻身后反面先用碳弧气刨方法清根,再封底焊一层。
焊接规范如下:位置焊丝焊剂焊丝直径电弧电压焊接电流焊接速度正面H08AJ431φ5mm31-33V500-550A44-46cm/min反面H08AJ431φ5mm32-34V580-620A44-46cm/min1.1.2焊后清渣,并打磨。
1.1.3焊后用x射线抽样检查,抽样比例为10—20%,或用UT探伤检1.2过度层焊接采用CO2半自动气保焊方法,焊接一层,焊接规范选择如下:药芯焊丝TS-309(天泰)焊丝直径φ1.2(MM)电弧电压19-21V焊接电流130-150A1.3复层焊接采用CO2半自动气体保护焊的方法,焊接一层,焊接规范如下:药芯焊丝TS-316L(天泰)焊丝直径φ1.2(MM)层间温度150。
C1.1焊后清理焊渣,并打磨光顺焊缝后外观检查。
2、不锈钢复合钢板角接缝焊接工艺。
2.1基层碳钢焊接2.1.1按图纸要求的焊脚尺寸,采用CO2半自动气保焊方法,进行角接缝焊接。
焊接规范要求:药芯焊丝TWE—711(天泰)或SF—71(现代)焊丝直径φ1.2(MM)电弧电压19—21V焊接电流150—180(A)2.1.2焊后对焊缝进行清理,去飞溅,清渣,并对不锈钢侧的焊缝进行打磨。
2.2过渡层焊接2.2.1.采用CO2半自动气保焊方法,焊接一层,焊接规范及焊材选择如下:药芯焊丝TS316(天泰)焊丝直径φ1.2(MM)电弧电压20—22V焊接电流140—160(A)层间温度150。
不锈钢和碳钢膨胀系数对焊接的影响
不锈钢和碳钢膨胀系数对焊接的影响在金属加工和制造领域中,焊接是一项常见的工艺,它能够将不同金属材料连接在一起,形成整体结构。
然而,当涉及到不同材料的焊接时,膨胀系数往往成为一个重要因素,特别是在不锈钢和碳钢的膨胀系数差异较大时。
本文将针对不锈钢和碳钢的膨胀系数对焊接的影响展开深入探讨,并提供一些相关的个人观点和理解。
一、膨胀系数的基本概念膨胀系数是指材料在温度变化时的长度、面积或体积的变化比例。
一般来说,材料温度升高时会膨胀,温度降低时会收缩。
不同材料的膨胀系数各不相同,而不锈钢和碳钢作为常见的金属材料,其膨胀系数也存在较大的差异。
不锈钢通常具有较低的膨胀系数,而碳钢则具有较高的膨胀系数。
二、不锈钢和碳钢的焊接在实际生产中,不锈钢和碳钢的焊接是常见的工艺。
由于两种材料的特性不同,其膨胀系数存在较大差异,这就为焊接工艺带来了一定的挑战。
当不锈钢和碳钢被焊接在一起时,材料在受热的过程中会发生不同程度的膨胀或收缩,而膨胀系数的差异将会导致焊接接头处产生应力,从而影响焊接质量和连接强度。
特别是在高温环境下,由于不同材料的膨胀系数差异更为显著,焊接接头处的应力往往会加剧,甚至导致焊接接头发生裂纹,从而影响整体结构的稳定性和使用寿命。
三、膨胀系数对焊接的影响不锈钢和碳钢的膨胀系数差异对焊接影响主要表现在以下方面:1. 应力集中:由于膨胀系数的差异,不锈钢和碳钢在受热后会产生不同程度的热膨胀,从而导致焊接接头处产生应力集中,增加了焊接接头的开裂风险。
2. 变形问题:在焊接过程中,由于膨胀系数的差异,不锈钢和碳钢的变形会导致焊接接头的形状和尺寸发生变化,影响整体结构的装配和稳定性。
3. 焊接质量:膨胀系数差异会影响焊接接头的成形和焊缝的质量,导致焊接缺陷和质量问题,甚至影响整体结构的使用寿命和安全性。
四、个人观点和理解针对不锈钢和碳钢膨胀系数对焊接的影响,个人认为需要采取相应的措施和工艺优化来降低膨胀系数的影响。
不锈钢碳钢复合板的焊接工艺及接头组织性能研究
论文编号 1028706 12-0052
硕士学位论文
不锈钢/碳钢复合板的焊接工艺及 接头组织性能研究
研究生姓名 学科、专业 研究方向 指导教师 陈 忱 材料加工工程 不锈钢复合板的焊接 王少刚 副教授
南京航空航天大学
研究生院 材料科学与技术学院
作者签名: 日 期:
南京航空航天大学硕士学位论文
摘
要
金属复合板以其优良的综合性能被广泛地应用于石油化工、建筑、交通运输及日用品等许 多领域中。但是由于其基层与覆层之间的化学成分及理化性能差异较大,在焊接过程中容易出 现覆层焊缝被稀释、 产生成分偏析或者出现其它焊接程对焊缝金属的稀释作用,将基层与覆层分开焊接在之间 添加过渡层焊缝。 因此, 对接头过渡层焊缝的工艺控制是顺利实现金属复合板焊接的关键所在, 以保证复合板接头的焊接质量,基于此,本文对 304L/SA516Gr70 奥氏体不锈钢复合板、 405/Q245R 铁素体不锈钢复合板这两种不锈钢/碳钢复合板的焊接工艺及焊接性进行研究。 针对不锈钢复合板的焊接特点, 文中分别采用钨极氩弧焊 (GTAW) 和焊条电弧焊 (SMAW) 两种焊接方法,并分别采用 Cr、Ni 元素含量较高的 ER309L 焊丝、ER316 焊丝、A302 焊条作 为填充金属,选用 X 型和 X 型开槽两种坡口型式对不锈钢/碳钢复合板进行对接焊。通过对在 不同工艺条件下所获接头进行力学性能测试、微观组织分析及耐蚀性能评价等,确定试验条件 下的最佳焊接工艺及参数。 力学性能测试结果表明, 两种不锈钢/碳钢复合板接头的抗拉强度与其母材本身的抗拉强度 相当,且均断在远离熔合线的母材处,完全能够满足实际工程结构对接头的强度要求。在 304L/SA516Gr70 接头中,采用 X 型开槽坡口、SMAW 焊获得接头 A2 的抗拉强度最高;而在 405/Q245R 接头中,采用 SMAW 焊获得接头 B2 的抗拉强度比 GTAW 焊获得接头 B1 的高。 利用光学显微镜(OM) 、扫描电镜(SEM) 、透射电镜(TEM)及 X 射线衍射仪(XRD) 对不锈钢/碳钢复合板接头的过渡层焊缝(WM) 、覆层不锈钢与过渡层焊缝熔合区(WM-SS) 及基层碳钢与过渡层焊缝熔合区 (WM-CS) 进行组织观察、 成分分析及相结构分析。 结果表明, 接头过渡层焊缝的微观组织均为铁素体分布在奥氏体基体上。在 WM-CS 界面处,两种不锈钢 复合板接头均存在不同程度的碳迁移现象,其中 304L/SA516Gr70 接头在 WM-CS 界面处还存 在一个宽度为 30~50μm 凝固过渡层。对该界面进行元素线扫描及能谱分析,发现 Cr、Ni 等合 金元素浓度在该区域呈梯度分布,但是并未发现合金元素偏聚现象及有害相析出。 采用化学浸泡法及电化学测试方法评价接头过渡层焊缝的耐点蚀性能,结果表明,对于 304L/SA516Gr70 接头,采用 ER316L 焊丝的钨极氩弧焊接头 A4 的耐腐蚀性能最好;对于 405/Q245R 接头,采用焊条电弧焊获得接头 B2 的耐腐蚀性能要优于钨极氩弧焊接头 B1。 综上所述,在本文中试验条件下,采用所选择的焊接工艺均可在一定程度上实现不锈钢/ 碳钢复合板的高质量焊接。 关键词:不锈钢复合板,焊接工艺,过渡层,力学性能,微观组织,耐蚀性
核电站中奥氏体不锈钢与碳钢异种钢焊接

焊 接方 法 焊 接特 点
各种焊接方法的焊接特点如
焊 条 电 弧焊 焊 缝稀 释 明显 ,稀 释率 约在 3 % 以下 0
热效 率 高 、熔 深大 、机 械 化操 作程 度 高 ,
埋 弧焊 焊 接 质量 稳 定 ,其 稀 释 率 可 在 1 % ~7 % 内 0 5 熔 变 动 稀 释 率 也 可 在 1% ~ 0 0 5 %之 间变 动
核 电 站 中 奥 氏体 不 锈 钢 与 碳 钢 异 种 钢 焊 接
中国核 电工程有 限公 司 ( 北京 104 ) 孙 占 0 80
【 要】 核电站安装中经常出现碳钢 或低合金钢与奥 氏体不锈钢焊接,两种母材化学成 分、冶金性 摘
能 、物理 性 能等方 面 的差异 ,导致 接 头金属 的 化学成 分 、金 相组 织 不 均匀 ,出现 因合 金 元素 稀 释 引发 的脆 性 组 织。通过 选 择合适 的焊接 方法和 焊接 材 料 ,控 制 焊接工 艺 ,从而 获得 综合力 学 性能 良好 的异 种钢接 头 。
布 的奥氏体组织脆性 大,韧性差 ,恶化接头性 能 ,甚 至 产生裂纹。 焊缝熔池边缘 的液态金 属温度较 低 ,流动性 较差 ,
原有 内应力 ,容易 沿碳 钢一侧 熔合 区产生热疲 劳裂纹 ,
导 致 接 头过 早 断 裂 。
三 、焊接工艺控制
( )焊接方法 的选择 1
表 2所示 。
国家核电发展 规划 指 出到 2 2 0 0年 ,核 电厂址 容量 可 以满足运行 4 0 00万 k 、在建 10 W 8 0万 k 的 目标 ,这 W
性相 ) 。碳钢 由铁 素体 和少 量渗碳 体组 成 ,其 中铁 素体 为体心立方组织 ,渗碳体为密排六 方组织 。奥氏体不锈
1Cr18Ni9Ti不锈钢与20R碳钢的异种钢焊接

异 种 金 属 焊 接 时在 连 接 部 位 ( 缝 ) 焊 将 形 成 成 分 、 织 和 性 能 完 全 不 同干 被 焊 金 组 属 的 合 金 。 时 , 缝 的 成 分 、 织 和 性 能 此 焊 组 主 要 取 决 于 参 与 组 成 焊 缝 的 各 部 分 金 属 ( 被焊 材 料 和 填充 材 料 ) 间的 比 例 。 种 比 之 这 例 与 所 用 的 焊 接 方 法 和 焊 接 工 艺 参 数 有 关。 因此 , 种 金 属 的焊 接 性 除与 被 焊 金 属 异 所 固 有 的 物 理 化 学 特 性 有 关 外 , 很 大 程 在 度 上 还 取 决 于 焊 接 方 法 和 工 艺 。 种 金 属 两 均 为 纯 金 属 时 , 缝 中形 成 的 合 金 较 为 简 焊 单 , 二 元 合 金 。 被焊 金 属 为两 种 不 同 系 为 当 统 的 合 金 时 , 焊 缝 中形 成 的 合 金 将 变 得 则 极 为 复 杂 , 为 多 元 系 合金 。 成 当焊 接 区 内生 成 固溶 体 时 , 冶 金相 容性 好 , 则上 的焊 其 原 接性也较好 ; 当生 成脆 性 金 属 间化 合 物 时 , 其冶金相 容性就差 。
1焊接性分析
i lNi Ti r8 9 为单 相 奥 氏体 不锈 钢 , 有 C 具 高 的 抗 蚀 性 、 蠕 变性 , 蒸 气 压 和 导 热 率 抗 但 很 低 。 4 0 ~8 0℃温 度 区 间 长 时 间停 在 5℃ 5
留 , 发 生 晶 间 腐蚀 。 易 在 集输和 炼油 工业 中, 中低 压 的 中 小 型 容 器 常采 用 2 R碳 素 钢 制 造 , 0 0 2 R钢是 调 质状态的, 热强性和持久塑性较高 , 其 由于 碳 及 合金 元 累含 量 较 多 , 硬 敏 感 性 较 大 , 淬 易 在 焊 缝 及 热 影 响 区 出 现 淬 硬 组 织 。 焊 在 件 刚性 及 接 头 应 力 较 大 时 , 产 生 冷 裂 纹 。 易
碳钢和不锈钢焊接
普通Q235 碳钢与不锈钢SUS304 可以直接焊接么,有什么缺陷和注意的么?对结构是否会产生影响呢?Q235 碳钢(珠光体钢)与不锈钢SUS304 (奥氏体钢——0Cr18Ni9 )可以焊接。
不过,焊接时除了注意金属本身物理、化学性能对焊接性带来的影响外,还应注意两种金属成分与组织上的差异对接头性能的影响。
两种母材自身的问题:珠光体钢:冷裂纹、脆化等奥氏体钢:热裂纹等特殊问题:(1)母材对焊缝的稀释,引起焊缝组织与性能的变化珠光体钢母材的溶入,将稀释填充金属,引起其成分与组织的变化。
(2)形成凝固过渡层在靠近珠光体钢一侧熔合线的焊缝金属中,会形成一层与内部焊缝金属成分不同的过渡层。
过渡层中的高硬度马氏体组织会使脆性增加,塑性显著降低,形成低塑性带,从而降低了焊接结构的可靠性。
(3)形成碳迁移过渡层在焊接或焊后加热(热处理或高温运行)时,碳从珠光体母材通过熔合区 向焊缝扩散,在靠近熔合区的珠光体 母材上形成一个软化的脱碳层,而在 靠近熔合区的奥氏体焊缝中形成硬 度较高的增碳层。
(4)接头应力状态复杂 局部加热引起的热应力、两种钢的热 膨胀系数不同引起的残余应力(热处 理无法消除此应力)。
焊接工艺要求: 1、焊接方法用熔合比小的焊接方法,降低母材的 稀释作用。
带极堆焊、非熔化极气体 保护焊接材料:焊条型号或 E310 -15 E310 -16焊,焊条电弧焊均可。
2、焊接参数小直径焊条或焊丝,小电流、大电压、快速焊。
3、堆焊过渡层焊接厚大焊件时,可在珠光体钢的坡口表面堆焊过渡层,过渡层用高铬镍奥氏体焊条或镍及镍合金电焊条(如Ni307 )。
过渡层厚度一般为6〜9mm 。
4、焊接接头一般不焊后热处理。
第三节 异种钢的焊接要点
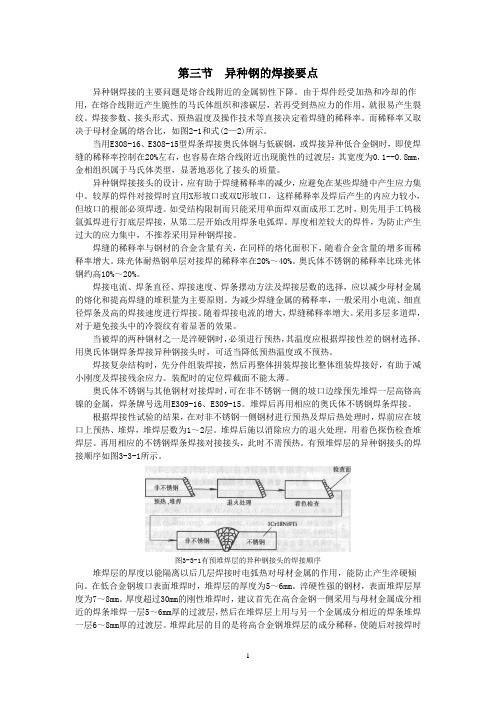
第三节异种钢的焊接要点异种钢焊接的主要问题是熔合线附近的金属韧性下降。
由于焊件经受加热和冷却的作用,在熔合线附近产生脆性的马氏体组织和渗碳层,若再受到热应力的作用,就很易产生裂纹。
焊接参数、接头形式、预热温度及操作技术等直接决定着焊缝的稀释率。
而稀释率又取决于母材金属的熔合比,如图2-1和式(2—2)所示。
当用E308-16、E308-15型焊条焊接奥氏体钢与低碳钢,或焊接异种低合金钢时,即使焊缝的稀释率控制在20%左右,也容易在熔合线附近出现脆性的过渡层:其宽度为0.1--0.8mm,金相组织属于马氏体类型,显著地恶化了接头的质量。
异种钢焊接接头的设计,应有助于焊缝稀释率的减少,应避免在某些焊缝中产生应力集中。
较厚的焊件对接焊时宜用X形坡口或双U形坡口,这样稀释率及焊后产生的内应力较小,但坡口的根部必须焊透。
如受结构限制而只能采用单面焊双面成形工艺时,则先用手工钨极氩弧焊进行打底层焊接,从第二层开始改用焊条电弧焊。
厚度相差较大的焊件,为防止产生过大的应力集中,不推荐采用异种钢焊接。
焊缝的稀释率与钢材的合金含量有关,在同样的熔化面积下,随着合金含量的增多而稀释率增大。
珠光体耐热钢单层对接焊的稀释率在20%~40%。
奥氏体不锈钢的稀释率比珠光体钢约高10%~20%。
焊接电流、焊条直径、焊接速度、焊条摆动方法及焊接层数的选择,应以减少母材金属的熔化和提高焊缝的堆积量为主要原则。
为减少焊缝金属的稀释率,一般采用小电流、细直径焊条及高的焊接速度进行焊接。
随着焊接电流的增大,焊缝稀释率增大。
采用多层多道焊,对于避免接头中的冷裂纹有着显著的效果。
当被焊的两种钢材之一是淬硬钢时,必须进行预热,其温度应根据焊接性差的钢材选择。
用奥氏体钢焊条焊接异种钢接头时,可适当降低预热温度或不预热。
焊接复杂结构时,先分件组装焊接,然后再整体拼装焊接比整体组装焊接好,有助于减小刚度及焊接残余应力。
装配时的定位焊截面不能太薄。
奥氏体不锈钢与其他钢材对接焊时,可在非不锈钢一侧的坡口边缘预先堆焊一层高铬高镍的金属,焊条牌号选用E309-16、E309-15。
不锈钢和碳钢焊接的技巧探讨
不锈钢和碳钢焊接的技巧探讨摘要:不锈钢具有耐腐蚀性的应用优势,在工业生产中和碳钢相互连接,需要满足一定的环境条件、服务条件。
焊接中要选择恰当的焊接工艺和合适的焊接程序,把握焊接技巧,将不锈钢的优势利用起来。
焊接技巧应用中,作业人员要保证态度谨慎,合理、细致的做好焊接技巧的应用,规范焊接程序,提高焊接工艺水平,增强焊接效果,本文重点对不锈钢和碳钢焊接的技巧进行了探讨。
关键词:不锈钢;碳钢;焊接;技巧前言:焊接中,需要将不锈钢材料与碳钢材料相连接,为了节约运行费用和生产费用,经常会选和低碳钢、低合金钢等原材料。
不锈钢和碳钢的焊接中,在金属填充物的选择以及焊接工艺的应用中,应在焊接作业之前,要计划制定科学、合理的焊接工艺参数,在施工现场对焊接参数进行合理的调整。
使用焊接试件测试的方式,保证最终的焊接工艺参数合理性,明确焊接工艺的规程,做好前期的技术交底工作,由施工作业人员把握技术要点、工艺要点,在焊接工艺的参数检查中,通过现场监督等方式,保证最终可靠的焊接效果。
一、合理选用填充金属因为不锈钢和碳钢焊接过程中会受到填充金属适应性的影响,并形成焊接效果的改变,如:化学成分、耐腐蚀性、力学性能等,所以要选择合适的填充金属,保证其焊缝化学成分的合理性,增强不锈钢和碳钢焊接后的耐腐蚀性和力学性能,例如304L不锈钢和低碳钢的焊接作业中,选择金属材料时最理想的材料为309L金属材料,选择该材料作为填充金属,有助于增强不锈钢与低碳钢的焊接效果。
在焊接作业过程中,分别在不锈钢侧和低碳钢侧形成了焊缝逐步的稀释,两侧材料渐渐的相互融合,该过程当中焊缝两侧的化学成分要与焊缝熔敷金属之间相互兼容,才能保证良好的焊接效果,强调化学成分匹配性、兼容性,才能提高焊接性能。
如果存在对于金属的选择模糊不清的情况,及时咨询焊接材料的制造商及分销商,明确异种材料的化学成分及作业目标,保证金属填充材料的化学成分合理性。
不锈钢和碳钢的焊接中,力学性能和耐腐蚀性能是需要保证的重要因素,应保证不同材料的力学性能之间具有正确匹配,才能实现焊件力学性能的匹配,在焊接操作工艺的实施过程中,产生的热反应能完成正确的化学反应,增强焊接效果,焊后形成匹配的力学性能。
不锈钢与碳钢的异种钢焊接技术分析

不锈钢与碳钢的异种钢焊接技术分析摘要:随着我国近几年来社会经济的快速发展,这就使我国工业企业也能够在现代化社会当中有了进一步的崛起。
如今在许多工业产品上都运用了新材料,所以新材料方面的采购与生产就有着一定的需求,特别是在实际工作的过程当中也能够取得一定的进步。
不锈钢是我国工业发展的过程当中最经常用到的一种材料,由于其具有较高的强度,而且耐腐蚀性也比较好,所以在大多数的工业在使用的过程当中都会使用不锈钢来对其进行使用,但是在市场上不锈钢的价格又比较昂贵,这样将会大大增加企业的采购成本,因此每一个企业在进行结构设计的过程当中,都会选择通过运用不锈钢与碳钢的异种焊接技术来将两种材料进行统一使用,这样就可以减少企业的采购成本,因此本篇文章就将简要分析不锈钢与碳钢的异种焊接技术。
关键词:不锈钢;碳钢;异种焊接技术引言如今我国现代工业技术正在飞速发展,这就使许多企业都能够在设备材料的准备方面采用不锈钢以及碳钢的异种焊接技术来对其进行应用,而不锈钢在工业当中的用途也变得越来越多,主要都采用到一些需要防腐的设备上。
但是如今社会当中的不锈钢价格也比较高,比普通的碳钢价格要高出很多,这也就会使企业的成本大幅提高,所以有许多企业在设备的选择上都会与经济性发展进行充分的考虑,通常都会采取将不锈钢和碳钢两种钢进行异种焊接,因此本篇文章即将简要分析不锈钢与碳钢的异种焊接技术,使其能够降低企业成本。
1在焊接过程当中可能会出现了问题由于不锈钢和碳钢在化学性质方面拥有着较大的区别,所以在工业生产的过程当中,将两种材料进行焊接,那么就属于异种焊接,这样通常都会需要较为专业的措施才能够将二者进行融合。
由于不锈钢的导热性比碳钢的导热性能要差很多,所以当从高温直接冷却至常温状态时,往往都会出现裂痕现象,这样的性质将会对磁性物质有着不好的影响,同时因为热循环的作用,不锈钢在过热时往往会出现晶粒粗化的现象,很容易出现许许多多的问题,在冷却后也会产生催化结果。
异种钢的焊接

焊缝金属的强度和塑性,则应该选用塑性较好的 焊接材料。 2.在许多情况下焊缝金属性能只需要符合两种母 材的一种,即认为技术要求。 3.焊接材料应具有良好的工艺性能,焊缝成型美 观。 4.焊接材料应经济、易得。
异种钢焊接工艺要点:
(主要解决熔合线附近的金属韧性下降的问题) 1.异种钢焊接接头的设计,应有助于焊缝稀释率的
1、焊接方法选择
这类异种钢焊接时,选择焊接方法,除考虑生产和 具体条件外,关键是控制 熔合比,焊接时尽量减小熔合 比,以降低对焊缝的稀释作用。使用奥氏体钢或镍基合 金填充金属焊接或堆焊时,各种焊接方法可得到不同的 熔合比范围。
表1-19奥氏体不锈钢与珠光体钢焊接方法熔合比及特点 比较
序号 1 2 3 4 5
减小,应避免在某些焊缝中产生应力集中。较厚 对接时宜用X形坡口或U形坡口。 2.焊接电流、焊条直径、焊接速度、焊条摆动方式 及焊接层数的选择,应以减少母材金属的熔化和 提高焊缝的堆积量为主要原则。 3.当被焊的两种钢之一是淬硬钢时必须预热,预热 温度应根据焊接性差的一方选择。 4.复杂结构应先分件组装焊接,然后 再整体拼装焊 接比整体组装焊接好
既要满足异种钢焊接质量(尽可能减小熔合 比防止裂纹产生),又要尽可能考虑效率和经济。
优先选择焊条电弧焊(焊条种类多,适应性 强。珠光体钢与高铬马氏体钢焊接可采用二氧化 碳焊;高合金异种钢焊接一般氩弧焊;简单异种 钢构件可采用扩散焊、钎焊等
异种钢焊接材料选择原则:
要求焊缝金属力学性能及其他性能不低于母材中 的较低的一侧的指标。
H1Cr26Ni21 0.18 1.40 0.54 26.2 18.80 27.01 24.90 e
(1)采用H1Cr19Ni9焊丝
不锈钢与碳钢的异种钢焊接技术要点分析_陈亮华

不锈钢与碳钢的异种钢焊接技术要点分析
陈亮华
(福建卫东环保科技有限公司)
摘 要:随着社会经济发展和工业的进步,在工业产品类型、新材料应用、新工艺实施等方面也不断提出了新的需求并取到了良好的进 展。其中,不锈钢作为一种具有强度高、塑性好、耐腐蚀性好等优点的材料,在一些需防腐、防锈设备的主要构件中用途越来越广泛,但 不锈钢的价格比普通碳钢高许多,从经济性的角度及设备的使用条件出发,在结构设计上,往往会采用不锈钢和碳钢的异钢种接头焊 接。针对我公司除尘设备在材料选用过程中遇到的 Q235-A 碳钢与 304L 不锈钢进行对接焊的情况,从两种材料的焊接性能分析着手, 选择正确的焊接方法,确定了准确的焊接工艺参数,通过焊接完工后的评定试验,最终使这两种异种材料的焊接实践中得到成功的应 用。 关键词:焊接;不锈钢;碳钢
参考文献: [1]刘昕亮,许丛彬.对高层建筑消防设计中几个问题的思考[J].消防科学 与技术,2005,24(4):443~444. [2] 陆 健 辉 . 高 层 建 筑 消 防 设 计 中 若 干 问 题 与 对 策 [J]. 科 技 资 讯 ,2008, (34):64~64. [3]唐爱云.高层建筑消防设计审核若干问题[J].消防技术与产品信息, 2008,(6). [4]徐少波.从高层建筑火灾风险指标探究消防设计措施[C].第十一届中 国科协年会论文集.2009:1~7.
4.2 焊接接头坡口
4mm 一下的厚度不用开破口,直接焊接,单面一次焊透;4~ 6mm 厚度对接焊缝可采用不开破口接头双面焊;6mm 以上,为
保证焊缝和熔合区的性能,一般开 V 或 U,X 形坡口,坡口角度 为 60℃。
4.3 焊接操作方法
(1)采用手工弧焊方法。 (2)选用小的热输入,小的焊接电流,较快的焊接速度。 (3)采用短弧焊,电弧稍偏向碳钢母材侧,使两母材金属受 热均匀一致。 (4)如果需要多层焊,前一层焊缝冷却至 200~300℃后焊下 一道焊缝。
不锈钢与碳钢焊接接头力学性能研究

钢结构(中英文),38(10),25-31(2023)DOI :10.13206/j.gjgS 23102401ISSN 2096-6865CN 10-1609/TF不锈钢与碳钢焊接接头力学性能研究姚健宇1㊀邓瑞婷2㊀郑宝锋1㊀舒赣平1(1.东南大学土木工程学院,南京211189;2.石家庄铁道大学土木工程学院,石家庄050043)摘㊀要:随着工程应用场景日趋复杂,结构在承载力㊁耐腐蚀性和经济性等方面面临更高的要求,单一金属材料已经很难满足工程所有使用要求㊂不锈钢是一种绿色高性能材料,强度和耐腐蚀性良好,且有利于我国实现 双碳 目标;碳钢价格低廉㊁应用较广,但耐腐蚀性较差㊂为了提高材料的利用率㊁节约成本,在工程上常常将不锈钢与碳钢焊接㊂目前在核电站中由于设备的工作环境和工作介质的不同,通常会采用奥氏体不锈钢与碳钢进行焊接;在建筑幕墙中,一般室外墙板㊁驳接件㊁玻璃幕墙支撑体系会采用不锈钢,而内部龙骨和主题钢桁架柱采用碳钢,因此会有大量不锈钢与碳钢焊接的需求㊂由于不锈钢与碳钢两种材料的化学成分和物理性能不同,焊接时会出现问题,比如:熔点差异使得金属流失㊁线膨胀系数差异可能导致焊缝出现裂纹㊁化学成分差异使焊接过程出现脆性化合物等等,所以目前国内大部分规范并不支持不锈钢与碳钢焊接㊂现有关于不锈钢与碳钢焊接的研究主要集中于Q235B 钢和奥氏体不锈钢,没有对常见的不锈钢和碳钢进行系统研究㊂为此,将S30408㊁QN1803㊁S22053不锈钢与Q235B ㊁Q355B 碳钢采用对接焊缝连接,对6种不同组合㊁48个不锈钢与碳钢焊接接头的金相组织㊁硬度㊁强度和断口形貌等力学性能进行系统的试验研究㊂试验表明:不锈钢与碳钢焊接接头在熔合线附近出现明显的增碳层和脱碳层;热影响区晶粒增大,出现马氏体等脆性组织使得热影响区的硬度大于金属母材;不锈钢与碳钢焊接接头拉伸试件断裂在碳钢一侧,抗拉强度与其碳钢母材抗拉强度一致,屈服强度低于碳钢母材,延伸率显著降低;由于脱碳层的形成,使得碳钢熔合线附近的硬度和韧性下降;不锈钢与碳钢焊接接头拉伸断口均出现韧窝,为韧性断裂㊂关键词:不锈钢与碳钢焊接;金相组织;硬度;力学性能;断口形貌第一作者:姚健宇,男,2000年出生,硕士研究生㊂通信作者:郑宝锋,zhengbaofeng2000@㊂收稿日期:2023-10-240㊀引㊀言随着新材料的不断涌现,不同种类金属间的焊接不可避免[1]㊂在核电厂的锅炉设备[2]㊁石油化工产业的管道㊁不锈钢幕墙中的龙骨与主结构,存在着大量的不锈钢与碳钢焊接的需求㊂然而,CECS 410ʒ2015‘不锈钢结构技术规程“[3]中规定不锈钢构件不应与普通碳素钢预埋件进行焊接,GB 55006 2021‘钢结构通用规范“[4]中也给出了类似的规定,表明现行规范中不支持不锈钢与碳钢的焊接㊂国内外学者对不锈钢和碳钢焊缝性能开展了一些初步研究㊂沈根平[5]采用钨极氩弧焊对20号钢和316L 不锈钢进行焊接,对接头进行了抗拉试验,发现断裂均在20号钢一侧㊂李增荣[6]将Q235B 碳钢与1Cr18Ni9Ti 焊接后,采用V 型冲击试验的方法测量了焊缝金属热影响区金属的冲击吸收功,发现焊缝区冲击吸收功比两侧母材低㊂赵勇桃等[7]对Q235B 碳钢与316不锈钢焊接异种钢接头进行了硬度试验,发现焊接接头中焊缝区硬度最高㊂陈今良等[8]将2507双相不锈钢与Q235B 碳钢进行了焊接,对接头的微观组织研究后发现,由于Q235B 碳钢一侧的焊缝金属和Q235B 碳钢中含碳量和合金元素的不同,引起碳原子扩散,在熔合线附近的Q235B 碳钢一侧形成了铁素体的脱碳层,降低了焊缝韧性㊂王晓宇[9]的研究同样发现了不锈钢与碳钢焊接接头中的碳迁移现象㊂Purnama 等[10]研究表明,不同的保护气体对奥氏体不锈钢与低碳钢异种焊接接头有显著影响㊂Mishra 等[11]发现钨极惰性气体保护焊比熔化极惰性气体保护焊更适用于低碳钢和不锈钢的焊接㊂姚健宇,等/钢结构(中英文),38(10),25-31,2023从国内外研究可以看出,现有研究多集中于Q235B碳钢和奥氏体型不锈钢,未对不同常用不锈钢和碳钢之间焊接性能进行系统的研究㊂为此,将对常用的3种不锈钢和2种碳钢之间的焊接接头力学性能进行系统的研究,为实际工程中的应用提供数据支撑㊂1㊀试件设计与加工试验材料选用均为6mm厚的S30408㊁QN1803奥氏体不锈钢和S22053双相不锈钢与Q235B低碳钢和Q355B低合金钢进行焊接,母材的化学成分见表1㊂加工了6组异种钢焊接试件(Q235B-S30408㊁Q235B-QN1803㊁Q235B-S22053㊁Q355B-㊀㊀表1㊀材料主要化学成分Table1㊀Main chemical composition of materials%材料种类C Si Mn P S Ni Cr NQ235B0.17~0.240.17~0.370.35~0.65ɤ0.04ɤ0.05 ɤ0.25Q355Bɤ0.24ɤ0.55ɤ1.60ɤ0.035ɤ0.035ɤ0.30ɤ0.30S304080.080.7520.0350.0158~10.518~200.045 S22053ɤ0.03ɤ1.00ɤ2.00ɤ0.04ɤ0.03 4.5~6.521.0~24.00.08~0.2 QN18030.070.42 6.30.040.001 3.03180.24 S30408㊁Q355B-QN1803和Q355B-S22053)和5种同种钢焊接试件㊂所有试件均使用手工电弧焊(SMAW)焊接,为双面对接焊缝㊂正面焊接时,试件间隙约为3mm,正面焊缝焊接完成之后焊接背面焊缝,在焊接背面焊缝之前对试件进行了打磨清根㊂根据GB50683 2011‘现场设备㊁工业管道焊接工程施工规范“[12]建议,异种钢之间焊接选用E309,具体焊接工艺参数见表2㊂相同材质钢种之间的焊接分别采用如下焊条:Q235B采用E4303焊条,Q355B采用E5015焊条,S30408采用E309焊条,QN1803采用ERCr20Ni10Cu1.6-0.25N焊条㊂表2㊀SMAW焊接工艺参数Table2㊀Welding parameters setting in SMAW焊条型号电流I/A电压U/V焊接速度v/(mm㊃min-1)E30912020150E430312020120E501512020120 ERCr20Ni10Cu1.6-0.25N10521110㊀㊀焊接完成后对焊缝处进行打磨,然后对焊缝进行超声波探伤,选择合格区域采用激光切割从板中切割试件,每组3个试件,共计48个试件,具体如表3所示㊂试件的尺寸及切割位置见图1,切割完成后的试件见图2㊂表3㊀试件汇总a 焊接大板尺寸;b 焊缝剖面1 1;c 试件尺寸㊂图1㊀试件尺寸㊀mmFig.1㊀Dimensions of coupons㊀mma Q235B-S30408;b Q235B-QN1803;c Q235B-S22053;d Q355B-S30408;e Q355B-QN1803;f Q355B-S22053㊂图2㊀典型试件Fig.2㊀Typical coupons不锈钢与碳钢焊接接头力学性能研究2㊀焊接接头组织分析以Q235B-S30408焊接接头为例,对试件焊缝碳钢侧采用4%的硝酸酒精㊁不锈钢侧使用王水㊁焊缝处使用2%硫酸铜盐酸水溶液进行腐蚀㊂通过METALLUX金相显微镜进行拍摄并合成出Q235B 母材-热影响区-焊缝-热影响区-S30408母材的整体形貌图,如图3所示㊂可以看出:Q235B母材区组织以铁素体和珠光体为主,焊缝区与S30408不锈钢母材区组织以奥氏体为主;熔合线清晰,热影响区较为明显,热影响区的组织晶粒体积均明显比母材区增大㊂图4a为Q235B碳钢母材一侧的基体组织,主要由珠光体(黑色)和铁素体(白色)组成;图4b为Q235B碳钢侧热影响区组织,由珠光体和铁素体组成,与母材区相比晶粒有明显变大,并且部分位置产生魏氏组织,该组织的形成会降低热影响区附近的力学性能;图4c为Q235B碳钢侧熔合线附近的金相组织,熔合线十分清晰且越接近熔合线,珠光体越少㊂由于焊接金属和碳钢母材的化学成分有差异,在熔合线附近出现了 碳迁移 现象,靠近碳钢母材一侧出现了颜色较浅的脱碳层,在熔合线另一侧出现了颜色较深的增碳层;图4d为焊缝处组织,可以看出其由奥氏体和树枝状分布的铁素体组成,基本没有珠光体,分布较为均匀;图4e为S30408不锈钢侧热影响区附近的组织形貌,为单相奥氏体形貌,该区域集中了母材的化学成分,具有良好的韧性和塑性,靠近焊缝处热影响区的组织晶粒略有增大;图4f为S30408不锈钢母材区域,为单相奥氏体形貌㊂其余焊接接头的组织形态与上述接头类似㊂图3㊀整体形貌Fig.3㊀Overall topographyviewa Q235B母材;b Q235B碳钢侧热影响区;c Q235B碳钢侧熔合线;d 焊缝;e S30408不锈钢侧熔合线;f S30408不锈钢母材㊂图4㊀Q235B-S30408焊接接头微观形貌Fig.4㊀Micromorphology of Q235B-S30408welded joint3㊀焊接接头硬度分析为了获得不锈钢与碳钢焊接后不同区域的硬度分布规律,对碳钢母材 焊缝 不锈钢母材区进行硬度测定㊂其中,热影响区与焊缝测点间距为0.1mm,母材区测点间距为2mm㊂以焊缝中心为原点,以到原点的距离为横坐标(即按碳钢母材姚健宇,等/钢结构(中英文),38(10),25-31,2023区 焊缝 不锈钢母材区的顺序)㊁对应点硬度值为纵坐标,获得硬度分布曲线,结果如图5所示㊂a Q235B-S30408;b Q235B-S22053;c Q235B-QN1803㊂图5㊀不锈钢与碳钢焊接接头硬度分布曲线Fig.5㊀Hardness distribution curve of stainless steel andcarbon steel welded joints以Q235B-S30408焊接接头硬度分布曲线为例,从图5a中可以看出:在Q235B-焊缝一侧,焊缝的热影响区硬度最高,Q235B母材硬度最低;Q235B 母材与热影响区之间硬度有明显突变,这是因为在焊接过程中热影响区附近晶粒增大,出现了马氏体等脆性组织,导致热影响区硬度升高;由于碳钢侧热影响区与焊缝交界处 脱碳层 和 增碳层 的形成,在熔合线附近的硬度有所降低,形成了软化区;不锈钢一侧焊接接头热影响区的硬度高于焊缝和S30408母材㊂热影响区由于受到反复的加热和热循环作用,铁素体的含量增加,由于铁素体的硬度高于奥氏体,随着测点逐渐远离热影响区,接近S30408母材,测点硬度逐渐降低㊂图5b和图5c分别为Q235B-S22053焊接接头和Q235B-QN1803焊接接头,从曲线可以看出,因为不锈钢母材的化学成分不同,QN1803不锈钢和S22053不锈钢的母材硬度均高于S30408不锈钢,不锈钢侧热影响区硬度升高不明显,其余规律与Q235B-S30408焊接接头类似㊂4 焊接接头抗拉强度试验根据GB/T228.1 2021‘金属材料拉伸试验第1部分:室温试验方法“的规定[13],采用CMT5305型材料试验机进行拉伸试验(图6a),采用50mm的引伸计测量应变㊂应变达到2%之前,拉伸速率为0.5mm/min,2%之后为5mm/min㊂每种焊接类型完成3个试样㊂试件拉断后形貌如图6b所示,拉伸试验的结果见表4,其中,σu为抗拉强度,σy为屈服强度;εu为抗拉强度对应的应变;δ为断后延伸率㊂表中数据均取3次拉伸结果的平均值㊂典型应力-应变曲线如图7所示㊂a CMT5305型材料试验机;b 拉伸试验断后形貌㊂图6㊀拉伸试验装置Fig.6㊀Tensile test rig从表4㊁图6和图7中可以看出:1)在3种不锈钢母材中,S22053不锈钢抗拉强度最高,QN1803不锈钢其次,S30408不锈钢最低,而断后延伸率则规律相反;3种不锈钢母材的抗拉强度均明显高于碳钢的抗拉强度㊂2)同种不锈钢焊接后,抗拉强度比母材强度略有降低;同种碳钢焊接后抗拉强度与母材相同;同种钢焊接曲线规律与母材试件相同,断后延伸率与极限应变显著降低㊂3)不锈钢与碳钢焊接试样均断裂在碳钢一侧,不锈钢与碳钢焊接接头力学性能研究㊀㊀a 母材试件;b 母材焊接试件;c Q235B 异种焊接试件;d Q355B 异种焊接试件㊂图7㊀应力-应变曲线Fig.7㊀Stress-strain curves断口有明显颈缩现象㊂4)含Q235B 的异种钢焊接试件中,应力-应变曲线初始阶段与Q235B 母材相似,但断后延伸率显㊀㊀表4㊀焊接接头力学性能Table 4㊀Mechanical properties of welded joints试样σu /MPa σy /MPa εu断裂位置δ/%Q 235B 451.74291.640.32Q 235B 33Q 355B 477.63312.510.35Q 355B 31S 30408728.34275.860.45S 3040854QN 1803720.65383.440.46QN 180351S 22053772.37591.130.32S 2205331Q 235B -Q 235B 440.25299.220.12Q 235B 12Q 355B -Q 355B 470.31344.430.07Q 355B 10S 30408-S 30408559.96320.830.17S 3040822QN 1803-QN 1803642.96423.570.12QN 180313S 22053-S 22053756.64615.790.04S 2205311Q 235B -S 30408440.86303.180.12Q 235B 14Q 235B -QN 1803443.19310.990.23Q 235B 17Q 235B -S 22053442.59316.990.18Q 235B 16Q 355B -S 30408470.18316.570.24Q 355B 22Q 355B -QN 1803473.64318.250.21Q 355B 17Q 355B -S 22053476.85313.540.26Q 355B15㊀㊀注:表中数据均取3次拉伸结果的平均值㊂著降低,仅为碳钢母材的50%左右;含Q 355B 的异种钢焊接试件反映出相似的规律㊂5)不锈钢与碳钢焊接接头的屈服强度高出对应碳钢母材的5%,抗拉强度略小于对应的碳钢母材㊂这可能是因为焊接过程中两种母材的元素相互熔合,导致碳钢中渗透了少量Ni ㊁Mn 等元素,两种元素一定程度提高了接头的屈服强度[14]㊂同时,由于碳钢侧因碳的迁移而形成贫碳区,降低了抗拉强度[15]㊂5㊀断口形貌分析对Q235B 母材与Q235B -S30408焊接试样的拉伸试样断口进行扫描电子显微镜对比观察分析,结果如图8所示㊂可以看出:两种试样断口均密集分布着韧窝(微坑),韧窝周围的白色脊线称为撕裂棱,其中包括了一些大而深的韧窝,可以判断焊接试样与碳钢母材断裂方式相同,均为韧性断裂㊂6㊀结㊀论对6种不同组合㊁48个不锈钢与碳钢焊接接头的金相组织㊁硬度㊁强度和断口形貌等力学性能进行系统的试验研究,最终得到以下结论:1)不锈钢与碳钢焊接接头在熔合线附近,出现明显的 脱碳层 和 增碳层 ㊂靠近焊缝的热影响区,晶粒有明显增大的趋势,部分区域出现魏氏组织,焊缝处组织主要为奥氏体和树枝状分布的铁素体㊂姚健宇,等/钢结构(中英文),38(10),25-31,2023a Q235B母材;b Q235B-S30408焊接试样㊂图8㊀拉伸断口形貌Fig.8㊀Morphology of tensile fracture2)不锈钢与碳钢焊接接头中,焊缝硬度最高,碳钢母材硬度最低,由焊缝向不锈钢母材一侧,硬度逐渐降低㊂碳钢侧的热影响区晶粒大㊁含马氏体等脆性组织使得碳钢侧热影响区的硬度大于碳钢母材;碳钢侧热影响区与焊缝交界处由于 脱碳层 和 增碳层 的形成,使得在熔合线附近的硬度有所降低,形成了软化区㊂3)拉伸试件的断裂位置均在碳钢母材一侧,断口分布均匀密集的韧窝,均为韧性断裂㊂不锈钢与碳钢焊接试件的抗拉强度和屈服强度均与碳钢母材相近,抗拉强度略小于对应的碳钢母材,而屈服强度略高于对应的碳钢母材㊂不锈钢与碳钢焊接试件的极限应变均小于碳钢母材,其中S22053与碳钢焊接极限应变最高,QN1803其次,S30408最低㊂试件的断后延伸率显著低于碳钢母材,仅有碳钢母材的50%左右㊂4)不锈钢与碳钢的焊接接头的强度由选用碳钢的强度控制,由于焊接接头在碳钢热影响区较为薄弱㊂在焊接中宜选用小电流㊁短电弧㊁快速焊和多㊀㊀层多道焊的工艺,减小热影响区晶粒增大㊂展望:不锈钢与碳钢焊接除了需要考虑抗拉强度和韧性之外,还需要综合考虑焊缝的冲击韧性㊁耐腐蚀性㊁低/高周疲劳性能等㊂后续将围绕不锈钢与碳钢焊接开展进一步研究㊂参考文献[1]㊀王元清,袁焕鑫,石永久,等.不锈钢结构的应用和研究现状[J].钢结构,2010,25(2):1-12.[2]㊀黄道涛,陈子付,黄晟.高炉炉体现场焊接工艺[J].钢结构,2009,24(12):71-73.[3]㊀中国工程建设协会.不锈钢结构技术规程:CECS410ʒ2015[S].北京:中国计划出版社,2015.[4]㊀中华人民共和国住房和城乡建设部.钢结构通用规范:GB55006 2021[S].北京:中国建筑工业出版社,2021. [5]㊀沈根平.20号碳钢与316L不锈钢钢管的焊接工艺研究[J].内燃机与配件,2021(19):37-38.[6]㊀李增荣.Q235钢与1Cr18Ni9Ti不锈钢异种钢焊接接头性能的研究[J].中国新技术新产品,2012(21):21.[7]㊀赵勇桃,李波波,鲁海涛,等.Q235钢与316不锈钢异种钢焊接接头组织及力学性能的研究[J].热加工工艺,2019,48(11): 35-38.[8]㊀陈今良,赖奇,庞志宁,等.SAF2507双相不锈钢与Q235碳钢异种金属板材的焊接[J].塑性工程学报,2014,21(5): 145-149.[9]㊀王晓宇.奥氏体不锈钢与珠光体耐热钢异种钢焊接的碳迁移研究[D].沈阳:沈阳工业大学,2012.[10]Purnama D,Oktadinata H.Effect of shielding gas and filler metalto microstructure of dissimilar welded joint between austenitic stainless steel and low carbon steel[J].Materials Science and En-gineering,2019(22):242-254.[11]Mishra R R,Tiwari K V,Rajesha S.A study of tensile strength ofMIG and TIG welded dissimilar joints of mild steel and stainless steel[J].International Journal of Advances in Materials Science and Engineering,2014(3):23-32.[12]中国工程建设标准化协会化工分会.现场设备㊁工业管道焊接工程施工规范:GB50683 2011[S].北京:中国计划出版社,2012.[13]全国钢标准化技术委员会.金属材料拉伸试验第1部分:室温试验方法:GB/T228.1 2021[S].北京:中国标准出版社,2021.[14]李克俭,蔡志鹏,李轶非,等.长期高温时效对有碳迁移发生的焊接接头的影响[J].清华大学学报(自然科学版),2015,55(10):1051-1055.[15]彭杏娜,彭云,田志凌,等.Ni元素对Cr-Ni-Mo系高强焊缝组织演化的影响[J].焊接学报,2014,35(9):32-33.不锈钢与碳钢焊接接头力学性能研究Study on Mechanical Properties of Weld Joints of Stainless Steel and Carbon SteelJianyu Yao1㊀Ruiting Deng2㊀Baofeng Zheng1㊀Ganping Shu1(1.School of Civil Engineering,Southeast University,Nanjing211189,China;2.School of Civil Engineering,Shijiazhuang Railway University,Shijiazhuang050043,China)Abstract:The engineering application scenarios are becoming more and more complex,and the structure is facing higher requirements in terms of bearing capacity,corrosion resistance and economy.It is difficult for a single metal material to meet all engineering requirements.Stainless steel is a kind of green high-performance material,which is conducive to the realization of the goal of'double carbon'in China,and has good strength and corrosion resistance.Carbon steel is widely used because of its low price,but its corrosion resistance is poor.In order to improve the utilization of materials and save costs,stainless steel and carbon steel are often welded in engineering.At present,due to the different working environment and working medium of the equipment in the nuclear power plant, austenitic stainless steel and carbon steel are usually used for welding;in the building curtain wall,the general outdoor wall panels, connectors,glass curtain wall support system will use stainless steel,while the internal keel and the theme steel truss column will use carbon steel,so there will be a large number of stainless steel and carbon steel welding.However,the current domestic specifications do not support the welding of stainless steel and carbon steel.Due to the different chemical composition and physical properties of the two materials,the welding of stainless steel and carbon steel encounters problems.For example,the difference in melting point causes metal loss,the difference in linear expansion coefficient may lead to cracks in the weld,and the difference in chemical composition causes brittle compounds in the welding process.Since the existing research mainly focuses on the welding of Q235B steel and austenitic stainless steel,there is no systematic study on the common types of stainless steel and carbon steel.The S30408,QN1803, S22053stainless steel and Q235B,Q355B carbon steel are connected by butt weld.The mechanical properties such as metallographic structure,hardness,strength and fracture morphology of6different combinations and48stainless steel and carbon steel welded joints were systematically studied through experiments.The results show that there are obvious carburized layer and decarburized layer in the welded joint of stainless steel and carbon steel near the fusion line.The grain size of the heat affected zone increases,and the brittle structure such as martensite appears,so that the hardness of the heat affected zone is greater than that of the metal base metal.The tensile specimens of stainless steel and carbon steel welded joints fractured on the side of carbon steel.The tensile strength was consistent with the tensile strength of the carbon steel base metal.The yield strength was lower than that of the carbon steel base metal, and the elongation was significantly reduced.Due to the formation of decarburized layer,the hardness and toughness near the fusion line of carbon steel decrease,the tensile fractures of stainless steel and carbon steel welded joints show dimples,which are ductile fractures.Key words:stainless steel and carbon steel welding;metallographic structure;hardness;mechanical properties;fracture morphology。
低碳钢与奥氏体不锈钢焊接工艺改进研究

低碳钢与奥氏体不锈钢焊接工艺改进研究首先,针对低碳钢与奥氏体不锈钢的化学成分差异,我们需要选用适当的焊接材料。
一般来说,低碳钢焊接材料多采用碳钢电弧焊条,而不锈钢焊接材料通常是奥氏体不锈钢焊条。
然而,在低碳钢与奥氏体不锈钢焊接过程中,由于温度的变化和化学反应的影响,焊缝处会出现固溶富碳现象,即在焊缝区富集了过多的碳元素。
因此,在焊接过程中,可以考虑添加一些特殊合金元素,如钼、铬、镍等,以提高焊缝区的耐蚀性和力学性能。
其次,焊接工艺的改进也是焊接低碳钢与奥氏体不锈钢的关键。
由于低碳钢与奥氏体不锈钢的熔点差异较大,需要采用适当的焊接热源和焊接参数。
一般来说,采用TIG(钨极惰性气体保护焊)或者MIG(金属惰性气体保护焊)焊接工艺可以提供较好的焊接效果。
同时,需要注意控制焊接电流和电压,使其达到最佳的焊接温度,以确保焊接缝的质量。
另外,预热和后热处理也是改进焊接工艺的重要环节。
由于低碳钢与奥氏体不锈钢的热导率不同,热应力会导致焊接缝处的裂纹和变形。
因此,在焊接前预热低碳钢和奥氏体不锈钢,可以减少热应力,提高焊接缝的强度和韧性。
同时,在焊接后加热焊接缝区域,进行后热处理也是非常必要的,以消除焊接过程中产生的残余应力,进一步提高焊接缝的性能。
最后,焊接质量的评估和检测也是焊接工艺改进的重要一环。
可以使用金相显微镜、扫描电镜等各种金属材料分析仪器,对焊接后的焊缝进行显微结构观察和元素分析,以确定焊接质量是否达到规定标准。
此外,还可以通过拉伸试验、冲击试验等机械性能测试方法来评估焊接缝的力学性能。
综上所述,针对低碳钢和奥氏体不锈钢的焊接问题,可以通过选择适当的焊接材料、改进焊接工艺、进行预热和后热处理,并进行焊接质量的评估和检测来改进焊接工艺,以确保焊接缝的质量和性能。
这将为低碳钢和奥氏体不锈钢的应用提供更多的可能性和保障。
中型电机不锈钢护环与碳钢辐板焊接工艺研究
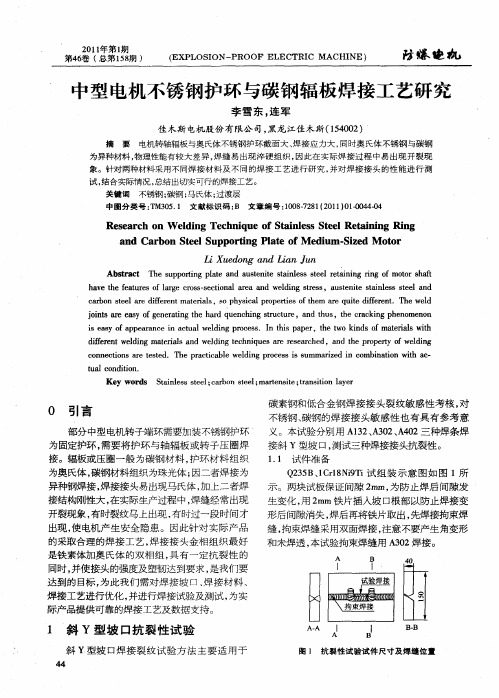
碳 素钢和 低合 金 钢 焊接 接 头 裂 纹敏 感 性 考 核 , 对
不锈钢 、 碳钢的焊接接头敏感性源自有具有参考意 义 。本试验 分别 用 A 3 、 32 A 0 12A 0 、4 2三 种焊 条焊 接斜 Y型坡 口 , 三 种焊接 接头抗 裂性 。 测试
1 1 试 件准 备 .
Q 3 B 1 r8 iT 试 组 装 示 意 图 如 图 1所 2 5 、 C l N9 i
c n e t n e tse . T e p a tc b ewe dn r c s ss mma ie n c mb n to t e o n ci sa e td o r h rcia l li g po e si u rzd i o i ain wih a -
ta o d t n. u lc n i o i
第卷’ l (P SN ROE C IMCI ) 第4 ( ) 6 总 8 5 第 雾期 L I — OFL TC A N E OO一 E R H E X P
】爆'机 龟 ,
中 型 电机 不锈 钢 护 环 与碳 钢 辐 板 焊 接 工 艺研 究
李雪东 , 连军
j ns l es f e e t gt a un h gsutr, n u ,h r k gpeo e o o t a ayo gnr i ehr qe ci rc e adt s t c c i h nm nn i e an h d n t u h e a n
i a y o p e rn e i cu lwed n r c s .I h sp p r h wo kn So traswi se s fa p aa c n a ta li gp o e s n ti a e ,te t id fmaeil t h dfe e twedn tras a d wedn e h i e r e e r h d,a h rp ry o li g i r n li g ma e l n l ig tc nqu s ae rs a c e f i nd te p o e fwedn t