空气等离子切割机原理图大全
空气等离子弧切割机基本知识
Y
电磁阀Q23XD-4 220V
T4
高频变压器
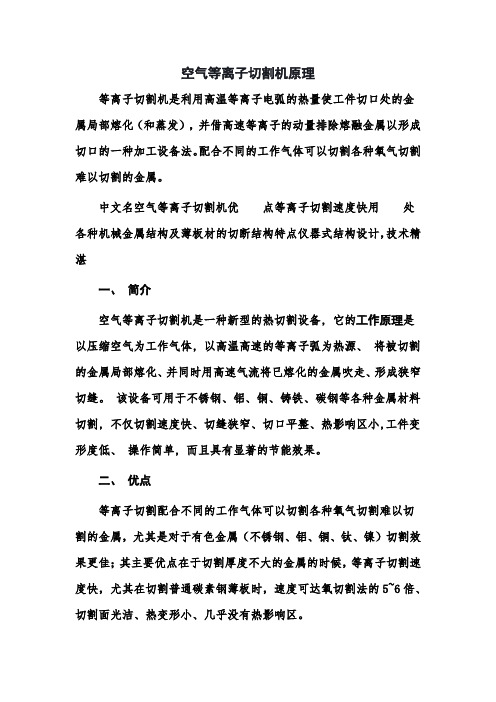
2.各组成部分的作用: 三相变压器:对输入的3~380V降压,使切割电源输出180V~310V的空载电压 。 整流回路:变压器交流输出经过全桥整流输出直流,再经过滤波后加载到输出两极。 控制回路:有序的控制电磁阀、交流接触器、高频引弧开始工作的先后顺序及气体延时时间。 引弧回路:非接触式高频引弧,高频振荡器采用短路型。引弧时在工件与电极间产生10kV左右 的高压,150~200kHZ的高频振荡。 3. 部分元器件的作用: C1、C2、C3铁壳电容:起滤波作用,防止外部干扰源通过三相变压器进入主回路。 C4~C9铁壳电容:起保护作用,吸收高压对整流管的冲击。 C10电解电容:起滤波作用,使整流输出波形平稳,有利于切割和引弧。 R3压敏电阻:保护整流回路免受高压的冲击。 JY压力开关:防止割枪因输入气体不足而烧坏。 4.LGK8-160切割机的气路和水路示意图:
测量割枪开关时通时断
测量输入电压 查看后端板上的减压阀 拆除输出绝缘座,上面有击穿痕迹。 用另外的控制开关试用时,工作正常。 测量输入电压 通电按枪开关,高频过后测量交流接触器 两端电压为稳定的~220V。 通电短路线路板上T2中间脚对线路板上的 地线,情况无变化。 通电短路7和5号线工作正常。 查看后端板上的减压阀。 通电强行按下交流接触器,再按枪开关, 工作正常。 通电短路7和5号线工作正常。
高引通 频弧路
1 BR1
C1
GND
C3
~1 8 V
C8 2 R1 5 C1 3
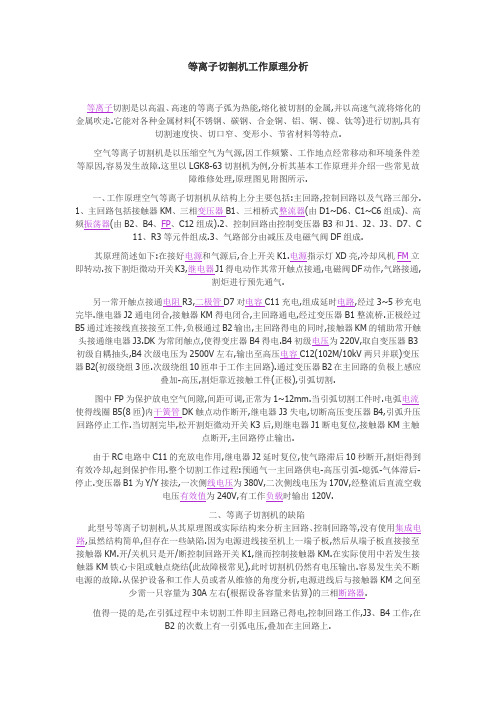
闭合切割机面板上的电源开关,控制变压器输出~18V,通过1和2号线给线路板提供工作电压,此时线路 板上三极管BG3、BG4处于饱和导通状态;按下割枪开关,3和4号线通,三极管BG3、BG4的基极因被短路而 截止,三极管BG2饱和导通,+15V开始对电解电容C5、C6、C10充电,运放IC2D输出高电平,使三极管BG1 工作,触发双向可控硅T3,6和5号线导通,电磁阀开始通气;同时IC2B输出高电平,但三极管BG5的集电极 无电压,所以BG5处于截止状态;随着IC2C开始输出高电平,三极管BG6开始工作,触发双向可控硅T2,7和 5号线导通,主交流接触器工作;同时三极管BG5也因为BG6的导通而开始工作,触发双向可控硅T1,8和5号 导通,高频开始产生,随着C10电位的升高,使得ICB2在一定时间后输出低电平,导致BG5截止,高频自动 停止。 松开割枪开关,三极管BG3 、BG4开始饱和导通,C6同过BG3快速放电,IC2C输出低电平,主交流接触器 断开;C5通过电阻R3放电,延时10秒后,IC2D输出低电平,气体延延时结束,整机切割结束。 其中,电位器WD1是用来调节气体延时时间;电位器WD2是用来调节高频持续时间;电位器WD3是用来 调节提前送气时间。
等离子切割机的原理
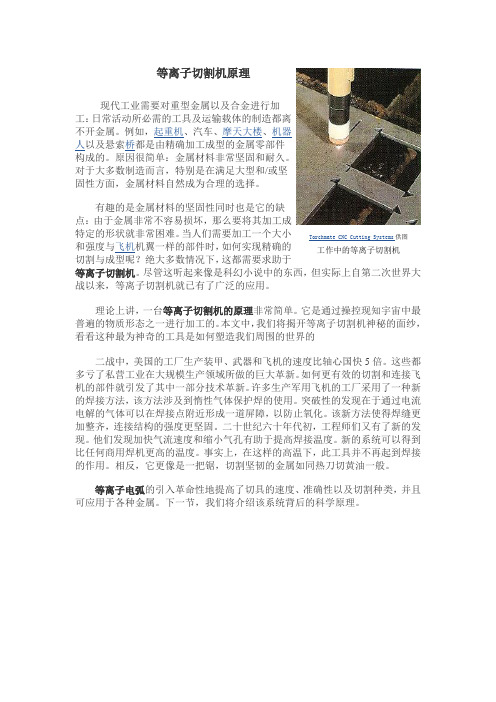
等离子切割机原理现代工业需要对重型金属以及合金进行加工:日常活动所必需的工具及运输载体的制造都离不开金属。
例如,起重机、汽车、摩天大楼、机器人以及悬索桥都是由精确加工成型的金属零部件构成的。
原因很简单:金属材料非常坚固和耐久。
对于大多数制造而言,特别是在满足大型和/或坚固性方面,金属材料自然成为合理的选择。
有趣的是金属材料的坚固性同时也是它的缺点:由于金属非常不容易损坏,那么要将其加工成特定的形状就非常困难。
当人们需要加工一个大小和强度与飞机机翼一样的部件时,如何实现精确的切割与成型呢?绝大多数情况下,这都需要求助于等离子切割机。
尽管这听起来像是科幻小说中的东西,但实际上自第二次世界大战以来,等离子切割机就已有了广泛的应用。
理论上讲,一台等离子切割机的原理非常简单。
它是通过操控现知宇宙中最普遍的物质形态之一进行加工的。
本文中,我们将揭开等离子切割机神秘的面纱,看看这种最为神奇的工具是如何塑造我们周围的世界的二战中,美国的工厂生产装甲、武器和飞机的速度比轴心国快5倍。
这些都多亏了私营工业在大规模生产领域所做的巨大革新。
如何更有效的切割和连接飞机的部件就引发了其中一部分技术革新。
许多生产军用飞机的工厂采用了一种新的焊接方法,该方法涉及到惰性气体保护焊的使用。
突破性的发现在于通过电流电解的气体可以在焊接点附近形成一道屏障,以防止氧化。
该新方法使得焊缝更加整齐,连接结构的强度更坚固。
二十世纪六十年代初,工程师们又有了新的发现。
他们发现加快气流速度和缩小气孔有助于提高焊接温度。
新的系统可以得到比任何商用焊机更高的温度。
事实上,在这样的高温下,此工具并不再起到焊接的作用。
相反,它更像是一把锯,切割坚韧的金属如同热刀切黄油一般。
等离子电弧的引入革命性地提高了切具的速度、准确性以及切割种类,并且可应用于各种金属。
下一节,我们将介绍该系统背后的科学原理。
Torchmate CNC Cutting Systems 供图 工作中的等离子切割机Torchmate CNC Cutting Systems供图1980年的等离子切割系统等离子切割机可以很容易地穿透金属还要归功于等离子状态的独特性质。
等离子切割原理
等离子切割关键机构
等离子切割机工作流程
停机
预通气
供主 电电 路 息弧
高频引弧
切割过程
Part 03
等离子切割机运行条件参数
等离子切割机应用
等离子切割配合不同的工作气体可以切割各种氧气切割难以切 割的金属,尤其是对于有色金属(不锈钢、铝、铜、钛、镍)切 割效果更佳 等离子切割机广泛运用于汽车、机车、压力容器、化工机械、核 工业、通用机械、工程机械、钢结构、船舶等各行各业。 最常用的方法是一般等离子切割和空气等离子切割
等离子切割总结
等离子切割劣势
等离子的切割精度可以达到1mm以内,不及激光切割,但在成本 上等离子切割机比激光切割机便宜些,用作粗加工是有利的 (目前已生产出高精度的切割机) 空气中切割弧光强、噪音大、灰尘多,对环境有一定的污染,可 使用数控技术并且发展了水下等离子切割技术,减少对工人的伤 害 切割4—30毫米钢板比较理想,可避免氧乙缺切割速度慢、变形 大、切口镕化严重、挂渣严重等缺点。但切割厚板时,割口易成 V型并且需要大功率电源,能耗成本高
调速范围 数控系统功能 文件传输方式 运行控制方式 输入电源 选配
HBBIII HBBⅡ 等离子 火焰/等离子 3m 标准配置6m,可按3m倍数加长 横向2.5m,纵向标准配置5.0m 标准配置1组,可增加配置2\3\4组 400W×3,松下交流伺服系统、双边驱动 标配电动升降,等离子标配弧压调高及防碰撞 火焰:乙炔、丙烷、液化气+氧气; 等离子:空气、氧气等 火 焰:6~200mm; 等离子:标准配置美国飞马特CutMasterA120质量切割15mm,穿孔 20mm,切断40mm。 0~21米/分钟,无级调速 具有标准龙门式数控切割机全系列数控系统同等功能 有线、无线网络,USB 一体机电脑控制、手持无线遥控器 220V/380V,110V/460V等全球可选
离子切割机的原理
离子切割机的原理
空气等离子切割机是一种新型的热切割设备, 它的工作原理是以压缩空气为工作气体, 以高温高速的等离子弧为热源、将被切割的金属局部熔化、并同时用高速气流将已熔化的金属吹走、形成狭窄切缝。
工作原理
以高压为正馈式为例。
接通电源开关后,三相漏抗变压器、整流桥得电后输出l20~180V(机型不同.电压不同)的空载直流电压处于待机状态。
接通工作开关后,控制组件得电,如果此时按下切割开关(附在供气、电的喷嘴头部),供气电磁闸打开供气,同时接通高压逆变组件电源。
若此时没有进行切割,放电间隙即行释放部分高压以免击穿工作整流管,如果此时已接上负极线到工件并且喷嘴已接近需切割的金属制品,气流在高压电场作用下被电离.一百多伏的电压即沿着电离子通路形成电弧,在离子、电压、电弧、气压的作用下金属迅速熔化,从而达到切割金属的目的。
工作结束后.松开手控制开关,逆变组件断开,高压关闭,供气继电器延迟十几至几十秒钟(以冷却喷嘴)后自行关闭。
该设备可用于不锈钢、铝、铜、铸铁、碳钢等各种金属材料切割, 不仅切割速度快、切缝狭窄、切口平整、热影响区小,工件变形度低、操作简单, 而且具有显著的节能效果。
该设备适用于各种机械、金属结构的制造、安装和维修,作中、薄板材的切断、开孔、挖补、开坡口等切割加工。
等离子切割机原理

等离子切割机原理现代工业需要对重型金属以及合金进行加工:日常活动所必需的工具及运输载体的制造都离不开金属。
例如,起重机、汽车、摩天大楼、机器人以及悬索桥都是由精确加工成型的金属零部件构成的。
原因很简单:金属材料非常坚固和耐久。
对于大多数制造而言,特别是在满足大型和/或坚固性方面,金属材料自然成为合理的选择。
有趣的是金属材料的坚固性同时也是它的缺点:由于金属非常不容易损坏,那么要将其加工成特定的形状就非常困难。
当人们需要加工一个大小和强度与飞机机翼一样的部件时,如何实现精确的切割与成型呢?绝大多数情况下,这都需要求助于等离子切割机。
尽管这听起来像是科幻小说中的东西,但实际上自第二次世界大战以来,等离子切割机就已有了广泛的应用。
理论上讲,一台等离子切割机的原理非常简单。
它是通过操控现知宇宙中最普遍的物质形态之一进行加工的。
本文中,我们将揭开等离子切割机神秘的面纱,看看这种最为神奇的工具是如何塑造我们周围的世界的二战中,美国的工厂生产装甲、武器和飞机的速度比轴心国快5倍。
这些都多亏了私营工业在大规模生产领域所做的巨大革新。
如何更有效的切割和连接飞机的部件就引发了其中一部分技术革新。
许多生产军用飞机的工厂采用了一种新的焊接方法,该方法涉及到惰性气体保护焊的使用。
突破性的发现在于通过电流电解的气体可以在焊接点附近形成一道屏障,以防止氧化。
该新方法使得焊缝更加整齐,连接结构的强度更坚固。
二十世纪六十年代初,工程师们又有了新的发现。
他们发现加快气流速度和缩小气孔有助于提高焊接温度。
新的系统可以得到比任何商用焊机更高的温度。
事实上,在这样的高温下,此工具并不再起到焊接的作用。
相反,它更像是一把锯,切割坚韧的金属如同热刀切黄油一般。
等离子电弧的引入革命性地提高了切具的速度、准确性以及切割种类,并且可应用于各种金属。
下一节,我们将介绍该系统背后的科学原理。
Torchmate CNC Cutting Systems供图1980年的等离子切割系统等离子切割机可以很容易地穿透金属还要归功于等离子状态的独特性质。
空气等离子切割机原理
空气等离子切割机原理等离子切割机是利用高温等离子电弧的热量使工件切口处的金属局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工设备法。
配合不同的工作气体可以切割各种氧气切割难以切割的金属。
中文名空气等离子切割机优点等离子切割速度快用处各种机械金属结构及薄板材的切断结构特点仪器式结构设计,技术精湛一、简介空气等离子切割机是一种新型的热切割设备, 它的工作原理是以压缩空气为工作气体, 以高温高速的等离子弧为热源、将被切割的金属局部熔化、并同时用高速气流将已熔化的金属吹走、形成狭窄切缝。
该设备可用于不锈钢、铝、铜、铸铁、碳钢等各种金属材料切割, 不仅切割速度快、切缝狭窄、切口平整、热影响区小,工件变形度低、操作简单, 而且具有显著的节能效果。
二、优点等离子切割配合不同的工作气体可以切割各种氧气切割难以切割的金属,尤其是对于有色金属(不锈钢、铝、铜、钛、镍)切割效果更佳;其主要优点在于切割厚度不大的金属的时候,等离子切割速度快,尤其在切割普通碳素钢薄板时,速度可达氧切割法的5~6倍、切割面光洁、热变形小、几乎没有热影响区。
等离子切割的发展过程中,可采用的工作气体(工作气体是等离子弧的导电介质,又是携热体,同时还要排除切口中的熔融金属)对等离子弧的切割特性以及切割质量、速度都有明显的影响。
常用的等离子弧工作气体有氩、氢、氮、氧、空气、水蒸气以及某些混合气体。
三、用处空气等离子切割机适用于各种机械、金属结构及薄板材的切断、开孔、挖补、开坡口等切割加工,并广泛运用于汽车、机车、压力容器、化工机械、核工业、通用机械、工程机械、钢结构等行业。
四、结构特点1.仪器式结构设计,技术精湛,美观大方;2.采取人性化的正面人机对话设计,方便了使用者对设备的操控性;3.采用了主机与横臂的分体结构设计,极大的方便产品的生产、运输和包装需要;4.该设备采用了等离子电缆方管结构,实现了等离子电缆与机械横臂的一体化设计,为优化施工场地加工设备的合理布局提供了必要条件;5.本产品采用模块化设计,在保养或维修设备时,可将数控系统和机械系统分离,极大的方便了该设备的保养和维护。
等离子切割机工作原理分析
等离子切割机工作原理分析等离子切割是以高温、高速的等离子弧为热能,熔化被切割的金属,并以高速气流将熔化的金属吹走.它能对各种金属材料(不锈钢、碳钢、合金铜、铝、铜、镍、钛等)进行切割,具有切割速度快、切口窄、变形小、节省材料等特点.空气等离子切割机是以压缩空气为气源,因工作频繁、工作地点经常移动和环境条件差等原因,容易发生故障.这里以LGK8-63切割机为例,分析其基本工作原理并介绍一些常见故障维修处理,原理图见附图所示.一、工作原理空气等离子切割机从结构上分主要包括:主回路,控制回路以及气路三部分.1、主回路包括接触器KM、三相变压器B1、三相桥式整流器(由D1~D6、C1~C6组成)、高频振荡器(由B2、B4、FP、C12组成).2、控制回路由控制变压器B3和J1、J2、J3、D7、C11、R3等元件组成.3、气路部分由减压及电磁气阀DF组成.其原理简述如下:在接好电源和气源后,合上开关K1.电源指示灯XD亮,冷却风机FM立即转动.按下割炬微动开关K3,继电器J1得电动作其常开触点接通,电磁阀DF动作,气路接通,割炬进行预先通气.另一常开触点接通电阻R3,二极管D7对电容C11充电,组成延时电路,经过3~5秒充电完毕.继电器J2通电闭合,接触器KM得电闭合,主回路通电,经过变压器B1整流桥.正极经过B5通过连接线直接接至工件,负极通过B2输出,主回路得电的同时,接触器KM的辅助常开触头接通继电器J3.DK为常闭触点,使得变庄器B4得电.B4初级电压为220V,取自变压器B3初级自耦抽头,B4次级电压为2500V左右,输出至高压电容C12(102M/10kV两只并联)变压器B2(初级绕组3匝.次级绕组10匝串于工作主回路).通过变压器B2在主回路的负极上感应叠加-高压,割炬靠近接触工件(正极),引弧切割.图中FP为保护放电空气间隙,间距可调,正常为1~12mm.当引弧切割工件时.电弧电流使得线圈B5(8匝)内干簧管DK触点动作断开,继电器J3失电,切断高压变压器B4,引弧升压回路停止工作.当切割完毕,松开割炬微动开关K3后,则继电器J1断电复位,接触器KM主触点断开,主回路停止输出.由于RC电路中C11的充放电作用,继电器J2延时复位,使气路滞后10秒断开,割炬得到有效冷却,起到保护作用.整个切割工作过程:预通气一主回路供电-高压引弧-熄弧-气体滞后-停止.变压器B1为Y/Y接法,一次侧线电压为380V,二次侧线电压为170V,经整流后直流空载电压有效值为240V,有工作负载时输出120V.二、等离子切割机的缺陷此型号等离子切割机,从其原理图或实际结构来分析主回路、控制回路等,没有使用集成电路,虽然结构简单,但存在一些缺陷.因为电源进线接至机上一端子板,然后从端子板直接接至接触器KM.开/关机只是开/断控制回路开关K1,继而控制接触器KM.在实际使用中若发生接触器KM铁心卡阻或触点烧结(此故障极常见),此时切割机仍然有电压输出.容易发生关不断电源的故障.从保护设备和工作人员或者从维修的角度分析,电源进线后与接触器KM之间至少需一只容量为30A左右(根据设备容量来估算)的三相断路器.值得一提的是,在引弧过程中未切割工件即主回路已得电,控制回路工作,J3、B4工作,在B2的次数上有一引弧电压,叠加在主回路上.由图上看,此引弧分量电压;经工件输出引线线间电容C13,线地电容C14、C15耦合,反加在变压器B1的次级,通过绕组匝间电容C16反馈至电源侧,给工频电源造成污染.用一高内阻数字万用表直流电压1000V挡,一表笔搭接电源进线任一相,另一表笔悬空,数字万用表的显示值是一不稳定的值(远高于0V)。
空 气 等 离 子 切 割 机工作原理.doc
空气等离子切割机第一节空气等离子切割机工作原理一、等离子弧的产生与特点通常把电弧密度为自然条件下的电弧密度(未经压缩)的电弧称为自由弧;自由弧的导电气体设有完全电离,电弧的温度在6000℃到8000℃之间。
而在气压、电压和磁场的作用下,柱状的自由弧(柱截面积正比于功率)可以压缩成等离子弧,等离子弧的导电截面小能量集中。
弧柱中气体几乎可全部达到离子状态。
电弧温度可高达15000℃-30000℃。
能使金属等物体迅速熔化。
二、等离子切割的原理与应用切割,一般指的是金属的切割。
等离子弧切割是利用极细而高温的等离子弧,使局部金属迅速熔化,再用气流把熔化的金属吹走的切割方法。
等离子弧切割由于切割效率高、损耗低、适用范围广等优点已广泛应用于各类工程建设、制造等行业。
三、等离子弧切割电源与氩弧焊电源技术参数比较四、等离子切割机工作技术参数五、等离子切割与气体切割比较第二节等离子切割的起弧方式一、接触起弧与转移起弧等离子弧切割一般有两种起弧方式:1、接触式:即把与极针绝缘的喷嘴贴在工件(联接切割电源正端)上,然后把高频高压电流加到联接电源负端的电极针(钨针),使极针喷出电弧,电弧在电压、气压、磁场作用下形成等离子弧,通过大电流维持等离子弧稳定燃烧,然后稍抬高喷嘴(避免炽热的工件损坏喷嘴),开始切割。
其过程简图如图9.1这种切割方式多适用于小电流(小功率的切割机)。
图9.12、转移弧式(维弧式):即把电源正端通过一定的电阻和继电器开关联接到喷嘴上,使得极针与喷嘴间形成电弧(由于有电阻限流,电弧较小),然后把喷嘴靠近直接联接电源正端的工件上,极针与工件间便形成能量更大的电弧,电弧被压缩后形成等离子弧,而喷嘴与电源正端的联接被断开,开始切割。
图9.2为其过程简图图9.2转移弧式切割方式可以避免电弧在气压的作用下偏离喷嘴中心而损坏喷嘴。
此种方式适用于大功率切割机。
二、转移起弧控制电路原理转移弧式切割方式要求先在极针上喷嘴间产生小电弧,然后靠近工件产生等离子弧,通以大电流维持电弧稳定后断开用于起弧的高频高压电流以及小电弧,其控制电路原理图9.3图9.3工作原理:维弧电路的控制继电器(J2A)与高频高压电流产生控制继电器(J1A)并联,这样,手开关合上时(S1合上),由于输出电压的作用使得J1、J2同时动作,J1A、J2A吸合,高频高压电流产生器工作,把高频高压电流加到了电极针上,而J2A吸合使得喷嘴经过电阻PTC、R3、R4联接到了电源输出正端,于是,钨针与喷嘴间形成电弧,由于PTC、R4、R5的限流,此电弧较小,温度低。
等离子切割机原理图
KLG-A系列空气等离子切割机说明书一、用途与性能特点:KLG-A系列新一代空气等离子切割机是用普通电源,以压缩空气为工作气体,对多种导电材料进行任何形状切割的新型切割设备。
利用等离子弧的高温迅速熔化金属并吹除而完成切割过程。
经本机切割的各种碳钢、不锈钢、铝、铜板等金属材料可获得优良的切口和平整的表面。
本机具有切割速度快,切口窄,变形小,易操作等优点。
由于无需使用昂贵的气体,只需要压缩空气作气源,因而切割成本相应降低。
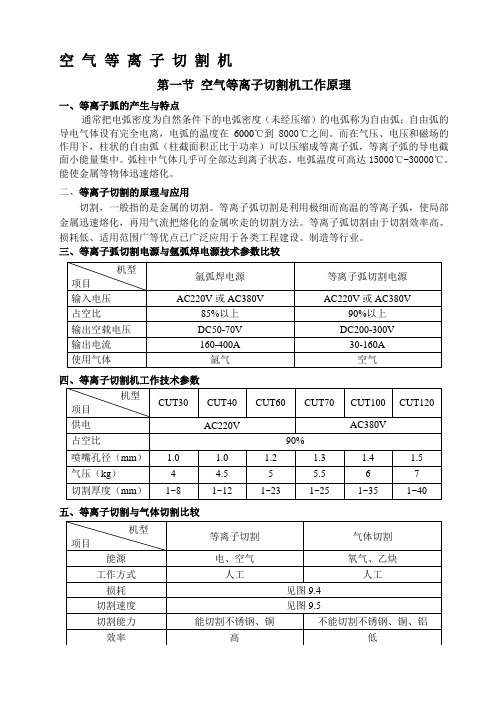
二、主要技术参数:1.输入电源:三相交流50HZ380V正弦波2.额定负载持续率:80%3.压缩空气压力:0.2—0.4MPa4.其它技术参数列表如下:型号输入功率KVA 切割电流A 空气压力MPa 重量KG最大切割厚度mm外型尺寸(mm) 不锈钢铝铜KLG-30A 7 300.2-0.3 80 12 6 5 560×600×940KLG-40A 9 40 85 15 8 3 560×600×940 KLG-50A 11 50 100 22 12 5 560×600×940 KLG-60A 13 60 105 25 14 6 560×600×940 KLG-80A 15 80 130 32 20 8 600×620×960 KLG-100A 20 100 135 35 22 10 600×620×960三、结构:1.电源箱结构:切割电源主要部件安装在电源箱底盘上,直立的安装板将电源分为前后两部分。
前室装有主变压器;后室装有高频变压器、熔断器、电磁阀等控制元件。
控制面板上装有控制开关及指示灯;后板外侧装有过滤减压阀。
割炬气电管线及工作地线则由面板孔接出,使用甚为方便。
电源箱的正、背面意见图一:2.割炬结构(见附图二)。
四、工作原理:等离子是加热到极高温度并被高度电离的气体,它将电弧功率将转移到工件上,高热量使工件熔化并被吹掉,形成等离子弧切割的工作状态。
等离子切割机原理图
等离子切割机原理图等离子切割是以高温、高速的等离子弧为热能,熔化被切割的金属,并以高速气流将熔化的金属吹走.它能对各种金属材料(不锈钢、碳钢、合金铜、铝、铜、镍、钛等)进行切割,具有切割速度快、切口窄、变形小、节省材料等特点.空气等离子切割机是以压缩空气为气源,因工作频繁、工作地点经常移动和环境条件差等原因,容易发生故障.这里以LGK8-63切割机为例,分析其基本工作原理并介绍一些常见故障维修处理,原理图见附图所示.一、工作原理空气等离子切割机从结构上分主要包括:主回路,控制回路以及气路三部分.1、主回路包括接触器KM、三相变压器B1、三相桥式整流器(由D1~D6、C1~C6组成)、高频振荡器(由B2、B4、FP、C12组成).2、控制回路由控制变压器B3和J1、J2、J3、D7、C11、R3等元件组成.3、气路部分由减压及电磁气阀DF组成.其原理简述如下:在接好电源和气源后,合上开关K1.电源指示灯XD亮,冷却风机FM立即转动.按下割炬微动开关K3,继电器J1得电动作其常开触点接通,电磁阀DF动作,气路接通,割炬进行预先通气.另一常开触点接通电阻R3,二极管D7对电容C11充电,组成延时电路,经过3~5秒充电完毕.继电器J2通电闭合,接触器KM得电闭合,主回路通电,经过变压器B1整流桥.正极经过B5通过连接线直接接至工件,负极通过B2输出,主回路得电的同时,接触器KM的辅助常开触头接通继电器J3.DK为常闭触点,使得变庄器B4得电.B4初级电压为220V,取自变压器B3初级自耦抽头,B4次级电压为2500V左右,输出至高压电容C12(102M/10kV两只并联)变压器B2(初级绕组3匝.次级绕组10匝串于工作主回路).通过变压器B2在主回路的负极上感应叠加-高压,割炬靠近接触工件(正极),引弧切割.图中FP为保护放电空气间隙,间距可调,正常为1~12mm.当引弧切割工件时.电弧电流使得线圈B5(8匝)内干簧管DK触点动作断开,继电器J3失电,切断高压变压器B4,引弧升压回路停止工作.当切割完毕,松开割炬微动开关K3后,则继电器J1断电复位,接触器KM主触点断开,主回路停止输出.由于RC电路中C11的充放电作用,继电器J2延时复位,使气路滞后10秒断开,割炬得到有效冷却,起到保护作用.整个切割工作过程:预通气一主回路供电-高压引弧-熄弧-气体滞后-停止.变压器B1为Y/Y接法,一次侧线电压为380V,二次侧线电压为170V,经整流后直流空载电压有效值为240V,有工作负载时输出120V.二、等离子切割机的缺陷此型号等离子切割机,从其原理图或实际结构来分析主回路、控制回路等,没有使用集成电路,虽然结构简单,但存在一些缺陷.因为电源进线接至机上一端子板,然后从端子板直接接至接触器KM.开/关机只是开/断控制回路开关K1,继而控制接触器KM.在实际使用中若发生接触器KM铁心卡阻或触点烧结(此故障极常见),此时切割机仍然有电压输出.容易发生关不断电源的故障.从保护设备和工作人员或者从维修的角度分析,电源进线后与接触器KM之间至少需一只容量为30A左右(根据设备容量来估算)的三相断路器.值得一提的是,在引弧过程中未切割工件即主回路已得电,控制回路工作,J3、B4工作,在B2的次数上有一引弧电压,叠加在主回路上.由图上看,此引弧分量电压;经工件输出引线线间电容C13,线地电容C14、C15耦合,反加在变压器B1的次级,通过绕组匝间电容C16反馈至电源侧,给工频电源造成污染.用一高内阻数字万用表直流电压1000V 挡,一表笔搭接电源进线任一相,另一表笔悬空,数字万用表的显示值是一不稳定的值(远高于0V)。
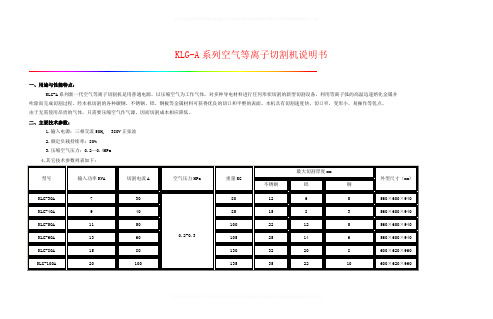
LG-100常州泛洋型等离子切割机控制原理图
C8 220n/250V
L1
R1
L2
4.7K
820uH
D1
D2
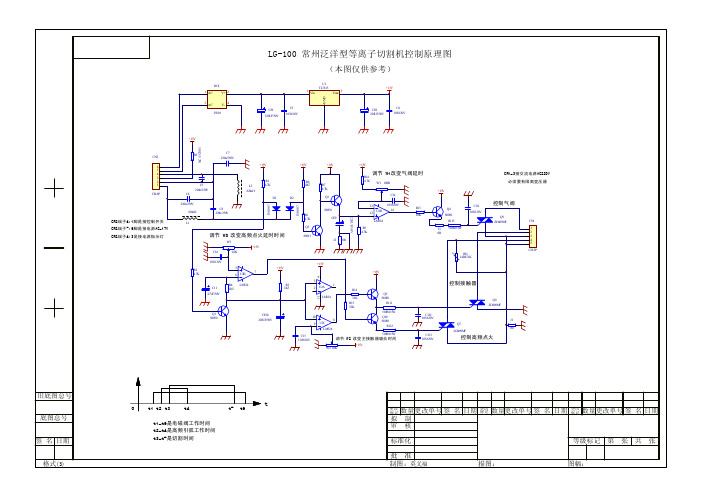
调节 W3 改变高频点火延时时间
W3
C16
10K
+15V
103/630V
R2 4.7K
5 7
6 U2B
+15V
R4 LM324
R3
C11
1K5
1K5
47UF/50V
Q1
CE10 220UF/50V
IN4007 IN4007
R8 4K7
10 9
C15 103/630V
510R/0.5W
8 U2C
LM324
Q10 S8050
R112
510R/0.5W
调节 W2 改变主接触器吸合时间
W2 10K
+15V
C112 103/630V
C113 103/630V
+15V
Q4 S8050
R113
J3 510R/0.5W 0R
C111 103/630V
t
t5 t6
t1-t6是电磁阀工作时间 t2-t4是高频引弧工作时间 t3-t5是切割时间
更改 标记
数量更改单号
签
名 日期
更改 标记
数量更改单号 签
名
日期
更改 标记
数量更改单号
签
名 日期
拟制
审核
标准化
等级标记 第 张 共 张
批准 制图 :莫义福
描图:
图幅:
R6 4.7K Q3 S9013
R7 4.7K
Q2 S8050
CE9
J2 0R
调节 W1改变气阀延时