生产流程图
产品生产流程图

生产部经理
《生产任务单明细表》
5
车间领料员到仓库或前工序领用可允许生产的物料
领料员
车间主管
《领料单》
6
按生产任务单明细表要求,生产首件产品
生产员工、组长
车间主管
《巡检记录表》
7
否
巡检员对生产的首件产品进行严格的检验并确认
车间组长
品质部主管
《巡检生产过程中员工应不定时对照首件确认件加强自检,QC抽检,生产后按规定进行包装,并加上批量卡。
生产员工
车间主管、组长
《巡检记录表》《批量卡》
9
根据实际问题,分析原因,找出解决方案,并做好相应的纠正预防措施。
生产部、品质部、工程部
N/A
《纠正和预防措施报告》
10
否
生产完成的产品,放置待检区域,入库前抽检
巡检员
N/A
《巡检记录表》
11
是
车间将检验合格的产品进行入库,
物料员
N/A
《检验合格单》
《入库单》
产品生产流程图(总1页)
产品生产流程图
过程顺序
生产控制流程图
活动过程描述
执行者
审批者
依据表单
1
PMC根据生产订单和其他特殊情况以周计划为基础,制定生产任务单明细表
PMC
生产技术部经理
《生产任务单明细表》
3
PMC将周生产任务单明细表下发至各相关部门和车间
PMC
N/A
《生产任务单明细表》
4
生产车间及时调试好相应的生产设备,工装夹具和测量设备,必要时对相关岗位人员进行技能培训。
生产各工序流程图

漆工序流程图: 喷面漆
分色喷漆
木工雕刻
三次打磨
批灰
二次喷底 喷底漆 二次打磨
做 M 系 列 单 色
贴纸 分色喷面
打磨
修门
木工表面
成品检验
木工工序流程图: 四、木工工序流程图: 机器/手工打 机器雕刻/手 门板表面处理 表面处理组装 门板铣边
配件组装
门板封边
各工序生产流程图
混料工序流程图: 一、混料工序流程图: 前期处理图: 木粉 磨粉烘干 材料A
回收PVC废
破碎或再
材料B
混 料
采购PVC及 按配方要求 造粒工序流程图: 二、造粒工序流程图: 材料A 按 材料B 采购PVC及 按配方要求
配 方 比
经设备配
锥双主机
造粒机头
切粒机切
经三级风
成品粒
混
例
基材挤出工序流程图: 二、基材挤出工序流程图: 成品粒料E 锥双主机挤出 模具成型 定型台冷确 牵 引
合格包装 转印工序流程图: 五、转印工序流程图: 良品 切断利用 打磨好的门板 经转印门板机 不良品 打磨后补修
质量检验
入半成品库
报废
破碎回收
整个生产工序流程图: 三、整个生产工序流程图:
锥双主机挤出
A+B+C按配方
混
料
半成品基材
机器/手工打
转印
定长切割
雕刻 喷油漆 木工加工处理
成品检验
成品检验
成品入库
生产过程流程图
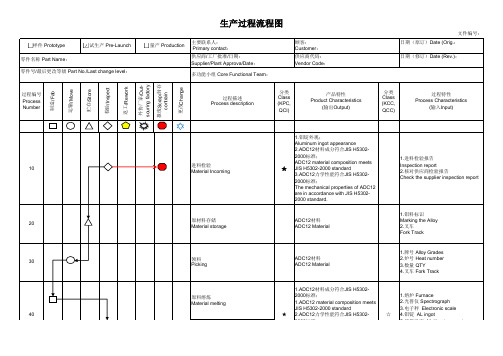
日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)10进料检验Material Incoming★1.铝锭外观;Aluminum ingot appearance2.ADC12材料成分符合JIS H5302-2000标准;ADC12 material composition meets JIS H5302-2000 standard3.ADC12力学性能符合JIS H5302-2000标准;The mechanical properties of ADC12are in accordance with JIS H5302-2000 standard.1.进料检验报告Inspection report2.核对供应商检验报告Check the supplier inspection report20原材料存储Material storage ADC12材料ADC12 Material1.铝料标识Marking the Alloy 2.叉车Fork Track30领料Picking ADC12材料ADC12 Material1.牌号 Alloy Grades2.炉号 Heat number3.数量 QTY4.叉车 Fork Track原料熔炼Material melting样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :40☆1.熔炉 Furnace2.光普仪 Spectrograph3.电子秤 Electronic scale4.铝锭 AL ingot5.熔炼温度 Melting temperature Aluminum liquid temperature供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date : 1.ADC12材料成分符合JIS H5302-2000标准;1.ADC12 material composition meets JIS H5302-2000 standard2.ADC12力学性能符合JIS H5302-2000标准;ADC12 are in accordance with JIS H5302-2000 standard.★日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class(KPC,QCI)产品特性Product Characteristics (输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input) 样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :40☆熔炉 Furnace2.光普仪 Spectrograph3.电子秤 Electronic scale4.铝锭 AL ingot5.熔炼温度 Melting temperature 材料成分符合JIS H5302-2000标准;1.ADC12 material composition meets JIS H5302-2000 standard2.ADC12力学性能符合JIS H5302-2000标准;★日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :color is qualified.5.温度日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :产品表面喷银漆处理,盐雾时间超过72小时;The surface of the product is sprayedwith silver paint and the salt spraytime exceeds 72 hours.2.喷塑区域合格,膜后合格,色差合格,划百格合格; The sprayed area is qualified, the film is qualified, the color difference is qualified, and the 前处理Pretreatment2.油漆规格型号Paint specification model3.喷塑设备Spray machine4.时间Time日期(原订)Date (Orig.:日期(修订)Date (Rev.):过程编号Process Number制造/F a b运输/M o v e贮存/S t o r e检验/I n s p e c t返工/R e w o r k外协厂家/O u t -s o u r i n g f a c t o r y报废S c r a p /封存c o n t r a i n更改C h a n g e过程描述Process description分类Class (KPC,QCI)产品特性Product Characteristics(输出Output)分类Class (KCC,QCC)过程特性Process Characteristics(输入Input)样件 Prototype 试生产 Pre-Launch量产 Production顾客:Customer :主要联系人:Primary contact :零件名称 Part Name :零件号/最后更改等级 Part No./Last change level :多功能小组 Core Functional Team :供应商代码:Vendor Code :供应商/工厂批准/日期:Supplier/Plant Approva/Date :150RoHS 检测RoHS testing★每年一次到具有资质的第三方检测机构进行RoHS 检测并提供报告;Annually to a qualified third-party testing agency for RoHS testing and reporting160产品年度审核Product Annual Audit 成品Finished product1.过程流程图中控制项与客户要求一致;Control items and customer requirements in the process flow chart2.过程流程图中的工序要求与实际状况一致; The process requirements in the process flow diagram areconsistent with the actual conditions.修改履历 Modification Record描述 Description1.The characteristic symbol identified on the customer's drawing is reflected in the special feature column ;3.The product feature is marked with the "★" symbol in the special feature column, and the "☆" is the process characteristic, which belongs to the internal identification mark ;2.CPK analysis is performed according to the dimension specified by the customer ;编制 Prepared by版本 Version日期 Date。
工厂生产运作流程图
计划部
関连部门 工程部
生产部
原材料询价
NG 评价确认
OK
原材料/刀模/印 版采购
NG
工程检 查 OK
原材料/辅料 采购
样品生产计划作 成
OK
NG
OK 样品 检查
样品/承认书发 放管理
生产计划作成
样品生产
领料 生产
不良处理改善 捆包
生产部
品质部
仓务部
供应商
供应商改善
NG
OK 仓务点 数验收
供应商Байду номын сангаас产 供应商送货
工
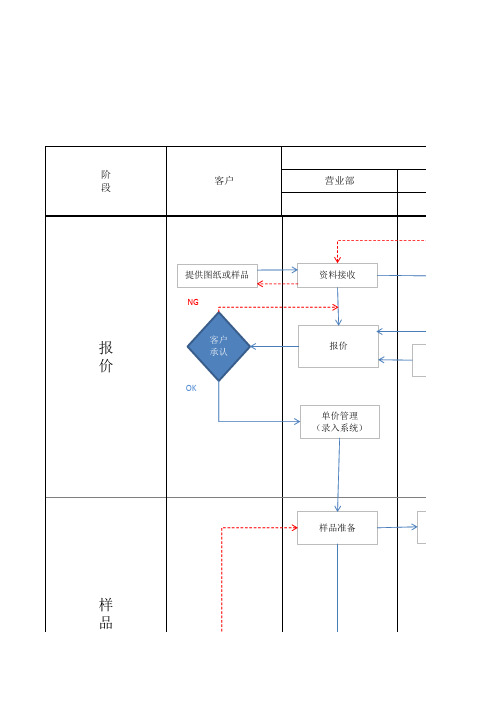
阶 段
客户
营业部
采购部
提供图纸或样品 NG
资料接收
报
客户 承认
价
OK
报价
单价管理 (录入系统)
原材料询价
样品准备
原材料
样 品 生 产
样
品
生
产
NG
客户 承认
OK
原材料
客户确认 订单发注
NG
OK 订单 评审
量 产
量 产
客户验收
异
常
处
发生异常
接收确认
理
异 常 处 理
客户确认
工厂生产运作流程图
采购部
NG
OK 来料 检查
NG
仓务 点数
OK
入库
供应商改善 供应商生产 供应商送货
NG
良处理改善
NG 过程 检查
OK
OK 入库 检查
NG
入库
出库备货
送货交付
责任部门改 善
NG 品质确
认
OK
生产工艺及流程图

消毒灭菌舱生产工艺及流程图
一、生产流程图
二、生产工艺说明
1、方管底座:采用8cm*4cm的方钢焊接底架,使用净化铝型版固定底价作为舱底。
2、槽铝和型铝:采用50mm的槽铝和型铝作为底座框架和立柱框架。
3、柱型材:固定四周柱型材作为立板的骨架,起到支撑固定的作用。
4、周边立板:使用外圆柱和内圆柱封边固定,作为立板四周固定槽
板。
5、搭建上框梁:周边立板完成后搭建上框梁,作为顶板的支撑主体。
6、钢质门安装:安装门体和控制开关门电机,安装红外开门感应器。
7、安装顶板:在顶板安装照明灯具和消毒灭菌机,接线,安装顶板。
8、包角铝型材:内弧包角安装,打胶封缝,去除板材包装膜。
9、设备开机测试:接通220V交流电,进行设备开机测试运行。
10、包装封箱:采用泡沫和纸箱对舱体进行封装打包。
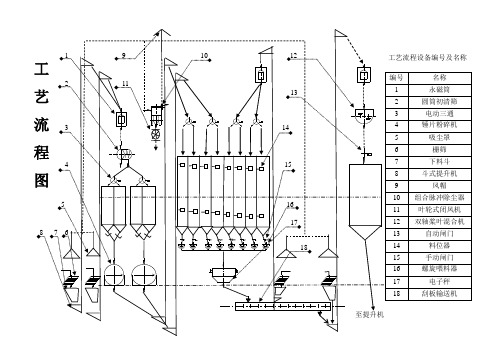
生产工艺流程图和工艺说明
1 9 10 12
2 11
13
3 14
4 15
5 16
17
8 7 6
18
至提升机工艺流程设备编号及名称
编号名称
1 永磁筒
2 圆筒初清筛
3 电动三通
4 锤片粉碎机
5 吸尘罩
6 栅筛
7 下料斗
8 斗式提升机
9 风帽
10 组合脉冲除尘器
11 叶轮式闭风机
12 双轴桨叶混合机
13 自动闸门
14 料位器
15 手动闸门
16 螺旋喂料器
17 电子秤
18 刮板输送机
工艺流程图
19 23
20 24
21 25
22 26 工艺流程设备编号及名称编号名称
19 环模制粒机
20 空压机
21 双层冷却器
22 对辊破碎机
23 振动分级筛
24 离心通风机
25 离心集尘器
26 自动打包机
集尘袋
生产流程图工艺说明
一.原料粉碎
需粉碎原料经栅筛除去较大杂质后,投放到下料斗经吸尘罩吸,其目的是降低粉尘浓度。
由提升机送到永磁筒除去磁性铁杂质,再经圆筒初清筛得到合格的原料经粉碎储备仓进入粉碎机粉碎至需要大小粒度的粉料。
生产工艺流程图

服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│ (一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
车间生产流程图

送检/入库程序
项目
作业流程
作业说明/要点控制
用到表单
负责人
生产排单
1、接到生产订单后,依据交货期,车间生产主管生产排序;
2、生产主管委任相关人员到仓库领取对应规格的原材料;
3、生产主管结合机台实际情况以及轻重缓急进行排机;
4、技术员依排机计划进行上机调试;
5、调试并自检合格后,抽取10Pcs交由IPQC进行确认,确认OK后方可量产;
6、量产时操作员自检、QC巡检、技术员协助检验;
7、检验发现品质异常时,立即停机隔离→上报技术员进行修机→对异常品全检、返工、或者上报记录报废;
8、末件抽取10pcs交由QC检验OK后,由相关人员统计数量记录后,方可与其他班次做货的倒入一起;
9、统计生产数量够数后,有尾料的申报给生产主管,由其决定是否做完尾料或者停机;
10、物料标示清楚规格数量送至待检区,检验OK后相关人员办理入库。
【生产指令单】
【领料单】
【排机单】
【首件检验记录表】
【巡检记录表】
【品质异常报告单】
【生产日报表】
【生产入库单】
生产主管
相关文员
生产主管
车间、仓库文员
备料、
排机、
调机、
首件检验
生产/巡检
异常隔离/停机/调试
生产作业流程图
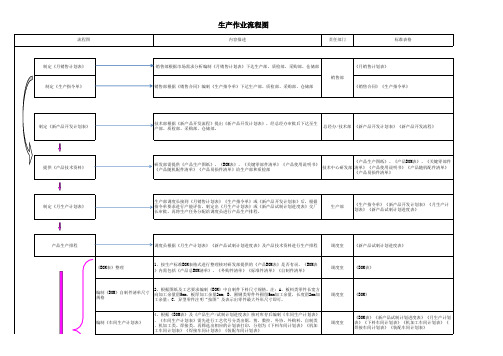
内容描述责任部门标准表格制定《月销售计划表》销售部根据市场需求分析编制《月销售计划表》下达生产部、质检部、采购部、仓储部《月销售计划表》制定《生产指令单》销售部根据《销售合同》编制《生产指令单》下达生产部、质检部、采购部、仓储部《销售合同》《生产指令单》制定《新产品开发计划表》技术部根据《新产品开发流程》提出《新产品开发计划表》,经总经办审批后下达至生产部、质检部、采购部、仓储部。
总经办/技术部《新产品开发计划表》《新产品开发流程》提供《产品技术资料》研发部需提供《产品生产图纸》、《BOM表》、《关键零部件清单》《产品使用说明书》《产品随机配件清单》《产品易损件清单》给生产部和质检部技术中心研发部《产品生产图纸》、《产品BOM表》、《关键零部件清单》《产品使用说明书》《产品随机配件清单》《产品易损件清单》制定《月生产计划表》生产部调度长接到《月销售计划表》《生产指令单》或《新产品开发计划表》后,根据指令单要求进行产能评估,制定出《月生产计划表》或《新产品试制计划进度表》交厂长审批。
再将生产任务分配给调度员进行产品生产排程。
生产部《生产指令单》《新产品开发计划表》《月生产计划表》《新产品试制计划进度表》产品生产排程调度员根据《月生产计划表》《新产品试制计划进度表》及产品技术资料进行生产排程调度室《新产品试制计划进度表》《BOM表》整理1、按生产标准BOM表格式进行整理核对研发部提供的《产品BOM表》是否有误。
《BOM表》内需包括《产品总BOM清单》、《外购件清单》《标准件清单》《自制件清单》调度室《BOM表》编制《BOM》自制件清单尺寸规格2、根据图纸及工艺要求编制《BOM》中自制件下料尺寸规格。
注:A、板料类零件长宽方向加工余量留5mm,板厚加工余量2mm;B、圆钢类零件外圆留5mm加工余量,长度留2mm加工余量;C、异型零件注明“按图”及表示出零件最大外形尺寸即可。
调度室《BOM》编制《车间生产计划表》4、根据《BOM表》及《产品生产/试制计划进度表》核对库存后编制《车间生产计划表》。
车间生产工艺流程图
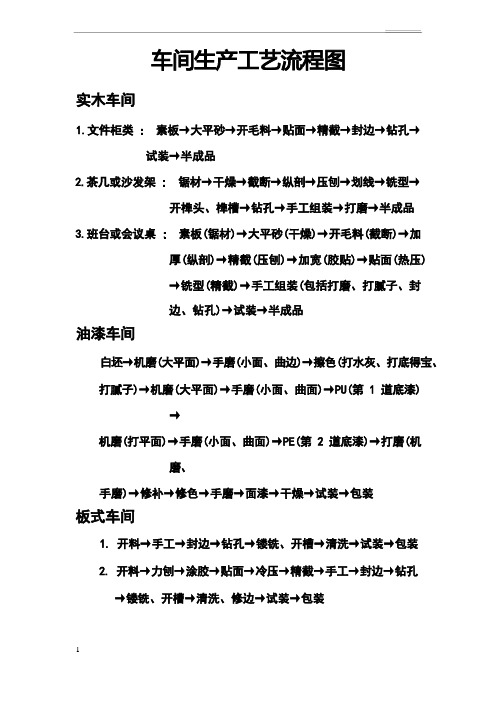
油漆车间
白坯→机磨(大平面)→手磨(小面、曲边)→擦色(打水灰、打底得宝、
打腻子)→机磨(大平面)→手磨(小面、曲面)ቤተ መጻሕፍቲ ባይዱPU(第1道底漆)→
机磨(打平面)→手磨(小面、曲面)→PE(第2道底漆)→打磨(机磨、
手磨)→修补→修色→手磨→面漆→干燥→试装→包装板式车间
1.开料→手工→封边→钻孔→镂铣、开槽→清洗→试装→包装
车间生产工艺流程图
实木车间
1.文件柜类:素板→大平砂→开毛料→贴面→精截→封边→钻孔→试装→半成品
2.茶几或沙发架:锯材→干燥→截断→纵剖→压刨→划线→铣型→开榫头、榫槽→钻孔→手工组装→打磨→半成品
3.班台或会议桌:素板(锯材)→大平砂(干燥)→开毛料(截断)→加厚(纵剖)→精截(压刨)→加宽(胶贴)→贴面(热压)→铣型(精截)→手工组装(包括打磨、打腻子、封
2.开料→力刨→涂胶→贴面→冷压→精截→手工→封边→钻孔→镂铣、开槽→清洗、修边→试装→包装
生产过程控制流程图(1)
设计评审记录
设计评审
生产部生产计划来自生产部根据评审后的加工单编制生 产计划
生产计划
研发工程部
研发工程部根据评审后的配置要求 进行产品设计、电气设计、模具设 计,同时制定相应的 BOM 清单
机械图纸 外购件 BOM 内制件 BOM 电气 BOM
图纸设计
BOM 清单
设计评审
研发工程部
研发工程部组织第二次设计评审, 最终确认图纸与 BOM
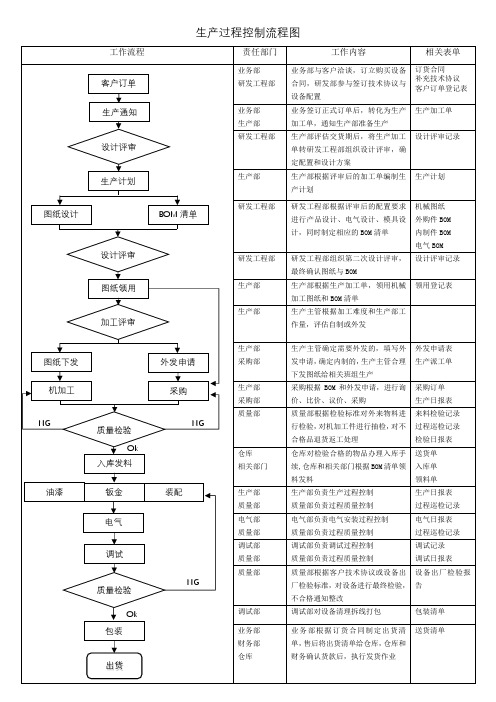
生产过程控制流程图
工作流程 责任部门
业务部
工作内容
业务部与客户洽谈,订立购买设备 合同,研发部参与签订技术协议与 设备配置
相关表单
订货合同 补充技术协议 客户订单登记表 生产加工单
客户订单 生产通知
研发工程部
业务部 生产部 研发工程部
业务签订正式订单后,转化为生产 加工单,通知生产部准备生产 生产部评估交货期后,将生产加工 单转研发工程部组织设计评审,确 定配置和设计方案
设计评审记录
图纸领用
生产部
生产部根据生产加工单,领用机械 加工图纸和 BOM 清单
领用登记表
生产部
生产主管根据加工难度和生产部工 作量,评估自制或外发
加工评审
生产部
生产主管确定需要外发的,填写外 发申请, 确定内制的, 生产主管合理 下发图纸给相关班组生产
外发申请表 生产派工单
图纸下发 机加工
外发申请 采购
NG
质量检验 Ok 入库发料
NG
仓库 相关部门
仓库对检验合格的物品办理入库手 续,仓库和相关部门根据 BOM 清单领 料发料
油漆
钣金 电气
装配
生产部 质量部 电气部 质量部 调试部
生产部负责生产过程控制 质量部负责过程质量控制 电气部负责电气安装过程控制 质量部负责过程质量控制 调试部负责调试过程控制 质量部负责过程质量控制 质量部根据客户技术协议或设备出 不合格通知整改
生产流程图
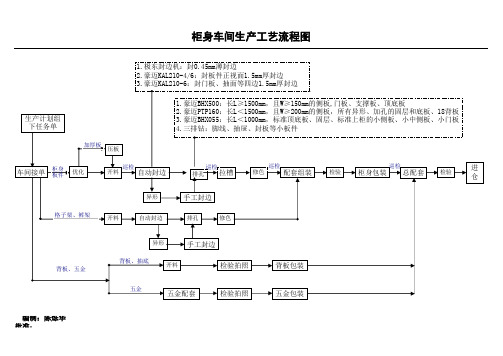
加厚板 压板
车间接单
柜身 板件
优化
巡检
开料
自动封边
巡检
排孔 拉槽
巡检
巡检
修色
配套组装
检验 柜身包装 总配套 检验
进 仓
格子架、裤架
开料
异形 自动封边
手工封边
排孔
修色
背板、五金
编制:陈烁华 批准:
异形
手工封边
背板、抽底
开料
检验拍照
五金
五金配套
检验拍照
背板包装 五金包装
柜身车间生产工艺流程图
1.极东封边机:封0.45mm薄封边 2.豪迈KAL210-4/6:封板件正视面1.5mm厚封边 3.豪迈KAL210-6:封门板、抽面等四边1.5mm厚封边
生产计划组 下任务单
1.豪迈BHX500:长L≥1500mm,且W≥150mm的侧板,门板、支撑板、顶底板 2.豪迈PTP160:长L<1500mm,且W≥200mm的侧板,所有异形、加孔的固层和底板、18背板 3.豪迈BHX055:长L<1000mm,标准顶底板、固层、标准上柜的小侧板、小中侧板、小门板 4.三排钻:脚线、抽屉、封板等小板件
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1)生产订单管理流程
生产订单管理流程说明
(2)生产计划管理流程
生产计划管理流程说明
(3)生产物料领用流程
序
号 生产班组长
配料员
原料库
主管
生产工人
相关规程/表单
生产物料领用流程说明
流程节点 责任人 工作说明
1
生产准备 生产班组长
核对了解订单,检查物料、设备、人员等,做好生产准备
2
通知领料
并转单
生产班组长
生产班组长根据《生产准备程序》,通知配料员领料并转单
领料 配料员 根据《领料单》,报原料库主管签字审批 签字发料
原料库主管 审核《领料单》,并通知配料员发料
3
监督复核
配料员
对仓库分发的物料名称、规格和数量进行严格监督 生产班组长
对所领物料,生产班组长要进行复核,并在磅秤上交接 4
分料
配料员
检验过程中,如发现问题,要及时修订品质标准
1 2 3 领料单
通知领料并 转单
生产准备
监督复核
领料
生产执行 程序
分料
签字 发料
监督复核
4 发料单
(4)生产作业进度控制流程
序号 工人
车间主任
生产经理
总经理
相关规程/表单
总生产计划、产计划表
生产进度控制表、产进度计划表
生产进度控制表
1 2 3 4 5 6 进度调整申请表
进度调整审批表、度监控表
7 N N Y
Y
是
是
否
否
组织执行
实施
发现问题
汇总问题
申请进度 调整 进度调整
执行
审批
进度控制
制定进度措施 汇总进度措施 执行生产
计划 审核 审批
审核
审批
制定措施
分解生产计划 制订生产 计划
生产作业进度控制流程说明
(5)产品检验工作流程
序
号 总经理 质量经理
质量部
检验员
仓库
生产部
相关规程/表单
进料检验标准
进料检验记录、入库单、领料单 制程检验标准、制程巡验记录表
成品检验标准、成品检验记录表、出货检验报告
产品检验标准
1 2 3
4 5
入库
标准控制
制程检验
标准控制
修订标准 总结报告
审核
成品检验 标准控制
制定标准 审核 审批 执行标准
原材料 检验 合格
入库
生产 领用
合格
继续 生产
合格
审批
出库
出货检验 合格
发运
6
产品检验工作流程说明
(6)不合格品管理工作流程
序
号
总经理质量经理质量部生产部相关规程/表单
不合格品管理工作流程说明
流程节点责任人工作说明
1 质检(抽检)检验员巡检或者抽检过程中发现不合格品
2 判定检验员
依据检验标准进行判定。
合格则进入下一道工序;不合格要
用红色标签进行标识,并隔离
3 处理不合格品
检验员根据不合格品的严重等级,作出返工、报废和让步接收(特
采)等决定
生产部
4 记录/预防
检验员
质量工程师记录不合格产品信息,并制定不合格品纠正与预防措施
巡回检验记录
不合格品处理单
不合格报告
不合格品处理单
1 2
3 4
不合格
合
格
下工序
隔离不合格品
处理不合格品
审批审核
记录/预防
返工报废让步
产品生产
质检(抽检)
判定
标识(红色)
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求。