超硬磨料砂轮修整技术发展
磨料磨具的发展趋势

Ke s& Re e 的砂轮 ,其工作速度达到 1 5 s rb i l d m/ ,其 2
进一 步开发 陶瓷结合 剂 的 cB N和金 刚石砂轮 的 特点 是单位时 间参 加的磨粒 多、效率高 、表面 的质量 好 ,延长 了砂轮 的寿命 。 应 用 以世界生产特殊砂轮著 名的德 国 Kes & Ree b r idl
成本 。特 别适合大批量 的 曲轴 、凸 轮轴 和导轨 磨 削生 产。
维普资讯
提 高专业 知识 。为 用 户选好 砂轮
既然磨 削 是用不 确 定刀 刃来切 削 的加工 ,就有
很 多不确 定 因素影 响其 生产 ,对于 大批量 的生 产厂
提 高和稳 定 生产砂 轮 的质量
M 墨
CB N磨料磨粒 ,这种砂轮 已经在世 缺点 ,研究者正在开发 自锐 “砂轮。金属结合剂的 界很多发动机 厂适用 。德国 Kes& 超 硬磨料 砂 轮方面 ,在研 究 用激光 和 电解 的方法来 r b R e e 公 司的这个创 新 ,大大 的提 修 正修锐 。这 些 以待技 术成 熟 。 id I 高了生产效 率 ,降低 了单 件 的生产
第1 期 数控机床市场 ./ . 1 ' 3
家 ,优化其磨 削工艺 、提 高生产效率、降低成本是非
生 产质量 稳定的砂轮 ,是各厂 常重要 的 。这 也 要 求磨具供 应 商要 有很好 的技 术服 家所争取做 到的 。由于 生产砂轮 的 务 。在 为用户选择 砂轮时 ,要知道其工件参数 ,和要 复杂性 .不 确定性和影 响砂轮生产 达 到的要求 ,根据其参数选购砂轮 ,也是好 的应用商 质 量 的 因 素 很 多 ,各 批 出 炉 的砂 对供 应商提 出的最低要求 。磨料模具 的选择 ,不能只 轮 ,其质量 都有 变动 ,各生产 厂家 是其形状的选择 ,更重要 的是根据 生产工艺 ,其适合 都在努 力 尽可能 的使质量波 动减 加工工件的磨料选择 。用行 业的话 :选择好正确 的磨 小 ,以减少 用户 的调节时间。 用户订购的 同样产品 与其他 刀具 不 同 的地 方 。
金属结合剂金刚石砂轮制造技术新发展
金属结合剂金刚石砂轮制造技术新发展摘要:提高砂轮寿命和磨削效率是金属结合剂金刚石砂轮制造研究的关键问题。
本文综述了金属结合剂对金刚石磨料把持能力增强、砂轮修整修锐能力改善两方面的进展,介绍了高温钎焊技术应用与砂轮地貌优化研究的成果,在分析现有技术缺陷的基础上,提出了以高温钎焊技术为核心结合砂轮设计思想的创新制造金属结合剂超硬磨料砂轮换代产品的思路和构想。
关键词:砂轮;金刚石;金属结合剂;钎焊;砂轮地貌;把持能力工具寿命与加工效率是金属结合剂金刚石砂轮的主要性能指标。
就影响因素而言,金属结合剂对金刚石磨料的把持能力的强弱是影响工具寿命的关键因素,金属结合剂金刚石砂轮难以修整修锐是加工效率提高的重要障碍。
本文在综述金属结合剂对金刚石磨料把持能力增强、砂轮修整修锐能力改善两方面进展的基础上,介绍了高温钎焊技术应用与砂轮地貌优化研究的成果,提出以高温钎焊技术为核心结合砂轮设计思想的创新制造金属结合剂超硬磨料工具换代产品的思路。
1结合剂对磨料把持能力增强在传统的金属结合剂金刚石烧结砂轮的制造中,主要采取两类工艺措施来实现磨料把持能力的增强。
一是直接在烧结原料中添加活性的Ti(TiH2)、Cr、稀土元素等,二是通过金刚石表面金属化,在磨料表面镀上Ti、Cr等活性金属或它们的合金镀层,通过它们在高温烧结过程中与金刚石磨料和金属结合剂的反应与扩散,达到在磨料和金属结合剂间形成化学冶金结合,提高金属结合剂对磨料的把持能力。
虽然不同的研究者采用了不同的金属结合剂配方,所测得的试验数据有所差异,但试验结论基本一致,即这些工艺措施可提高结合剂对磨料的把持强度。
在其增强机理研究中,多数研究者通过多种微观分析方法,观察到在金属结合剂中活性元素分布不均衡现象,即在金刚石周围微区活性元素富集,而随离金刚石表面距离的增大,活性元素含量急剧下降,同时X射线衍射的物相分析也探测到了活性元素形成的碳化物的存在。
据此推断这些活性元素与金刚石发生化学反应,生成碳化物,通过这些碳化物作为过渡层,改善金属结合剂对金刚石磨料的润湿,使金刚石磨料与金属结合剂形成化学冶金结合。
超硬磨料磨具的修整技术(三)
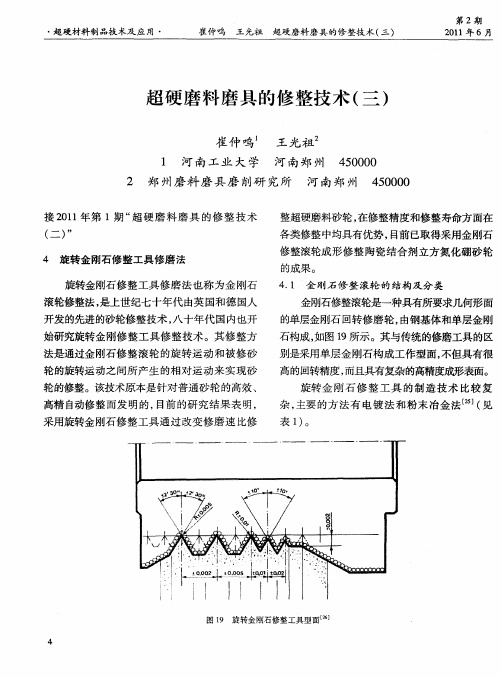
旋转金 刚石 修 整 工 具 的制 造 技术 比较 复
表 1。 )
杂, 主要 的方 法有 电镀法 和 粉末 冶金法 ( 见
采用旋转金 刚石修 整工具 通过改变 修磨 速 比修
图 l 旋转金刚石修整工具型面 ] 9
4
・
超硬 材料 制 品技 术及 应 用 ・
《 工
业
金
刚 石》
型腔表面 , 在定位方 面不 存在原理性 误差 , 由 但
不存 在原理误差 , 以获得 非 常高 的制造精 度 可 和复杂 的型面 。图 2 是 内 电镀 旋 转金 刚石 修 1
整工具结 构示意 图 , 该种方 法是 精度 最 高 的制
于制造 过 程 中 , 经 过 粉 末 冶 金 烧 结 的 高 温 要 (0 —80C) 会 引起 型 腔 变 形 , 响制 造 精 50 0 o , 影 度 ] 。需要 进 行后 续 的型 面修磨 提 高制 造精
粉末冶金法是采用粉 末烧结方 式将单 晶金 刚石 固结形 成工 作型 面 , 位基 准 为精 密 的 内 定
金 刚石修 整 滚 轮修 整原 理 是 , 通过 旋转 金
5
第 2期
・
超硬材 料制 品技 术及 应 用 ・
崔仲 呜
王光祖
超硬 磨料磨 具 的修 整技 术 ( ) 三
21 0 1年 6月
规 则排 列 随 机分 布 随机 分 布 规则 排 列
ቤተ መጻሕፍቲ ባይዱ
金刚石密度 最大密度
可 控密 度 最 大 密度 可控 密 度 可控 密 度
可制造型面复杂程度 最高
一 般 低 一般 低
工作型面精度 最高
一 般 低 一 般 一 般
磨床砂轮的修整技巧

磨床砂轮的修整技巧修锐是一个将超硬磨粒砂轮的磨粒修磨锋利的处理过程。
在这一过程中,需往除磨粒间的结合剂和磨钝的砂轮磨粒,使具有很强磨削性能的砂轮磨粒突出结合剂之外,形成锐利的切削刃。
修锐也必须从砂轮表面的气孔中,往除微小的材料,防止作用于砂轮上的磨削力增大,砂轮上的磨削力增大,将会引起振动和造成零件表面烧伤。
没有适当的修锐,即使是最好的砂轮也不可能获得加工零件的高质量和尺寸一致性。
实际上,当你投资了高质量的砂轮,为了获得高的磨削性能,很好地修整它们就显得非常重要。
整形可以说是砂轮预备工作的一部分,它与普通砂轮的修锐同时进行。
对于超硬磨料砂轮,两道工序是分开进行的,首先对砂轮进行整形。
在使用超硬磨料砂轮磨削中,整形是使用整形工具或滚轮进行,修锐经常是使用一个陶瓷结合剂的修整棒,在整形完成后,对砂轮进行修锐处理。
在砂轮包括整形与修锐的修整之前,保证主轴轴承在一定的温度下(如通常的砂轮磨削状态)是很重要的。
这样可避免损伤零件几何外形以及砂轮和修整工具的非正常磨损。
对于修整用的工具必须小心处理,由于它一般由质硬、耐磨但又很脆的金刚石材料制成,且对因稍微碰撞、受力引起微小裂纹和破碎都非常敏感。
由于金刚石整形器本身就是一把刀具,需保持非常锋利。
使用一个磨钝了的修整工具来修整砂轮表面,会使砂轮变钝。
为了保持一个高质量和锋利的金刚石修整工具,每隔一定时间,需要1/8圈地旋转单点或带锥尖的修整工具。
旋转次数可根据修整情况决定,根据经验,最少天天旋转一次。
对于凿子头和成型的修整工具,一般需在它们磨钝前180°地旋转一次。
大多数外圆磨床是将零件和砂轮置于一个水平线上。
零件外圆的最高点与砂轮外圆的最高点称为零件/砂轮接触点,金刚石修整工具应尽可能地在接近零件/砂轮接触点处修整砂轮。
对于内圆磨床用砂轮,将金刚石修整工具接近砂轮外圆的最高点(即磨孔时零件/砂轮接触点)进行修整,这一点更为重要。
采取微量修整为减少修整时间,好象总存在一种想选择大些修除深度的诱惑。
超硬磨料砂轮超声振动修整新进展

0 前 言
随着现代 科 学技术 的延 伸 , 加工 手段 的不 断 提 高 ,
一
砂 轮 的需求 越来 越 大 , 用 量 以每年 约 1% 的速 度 增 其 0 长 ¨ 。为 了确保 精 密 高 效 的磨 削 , 想 的砂 轮 地 貌 理 应 具有 均匀 性 、 粒 等 高 性 和 锋 利性 等 特 征 。在 磨 削 磨 过 程 中 , 轮 的表 面 形 貌极 大 限制 了其 在 高性 能 硬 脆 砂 材 料 的精密 加 工 中 的使 用 。要解 决 这 些 问 题 , 证 精 保 密 加工 的正 常 进 行 , 须 经 常进 行 修 整 。超 硬 磨 料砂 必
Pr g e s i lr s ni r s i g t c no o i s o r s n u t a o c d e sn e h l g e o u e a r sv s g i i g whe l f s p r b a i e r nd n es
Zh o Je Ga ou a i o Gu f
(tn nP lt h i U i rt,i zo4 4 0 , ea , hn ) I a o e n n esy J ou 5 0 3 H n n C i e yc c v i a a
Absr c ta t T ru d q aiy o r nd b tl tra sd rn r c s n f c e rnd n sd p n a n heg o n u lt fha d a r te mae l u g p e iea d e intg i i i i i i gi e e d nt o
术是一 种有 效 而低 成 本的新 型修 整 方 法 , 以 实现 金 刚石砂轮 的 高效修 整 。 可
关键 词 超硬 磨料 砂轮 ; 声振 动修 整 ; 轮形 貌 超 砂 中图分 类号 T 6 ;G 4 文献 标识 码 Q14 T 7 A DI 码 O编 1.99jin 10 0 36/. s.0 6—82 2 1.2 08 s 5X.0 00 . 1
超硬磨料砂轮修锐技术研究
力增 加 、磨削 条件恶 化及 磨削 区温度 升高 ,使工 件
表 面完整 性下 降 ,缩 短 了砂 轮 的寿命 。为 了充分 发 挥超 硬磨料 砂轮 的性 能 ,研 究 开发高 效和 高精度 超 硬磨 料砂轮 的修 整技 术意义 非 常重大 。 超硬 磨料砂 轮具 有优 良的磨削性 能 ,抗 磨损 能
料 砂 轮 具有 精 确 的几 何 形 状 精 度 ,在采 用 传 统 的
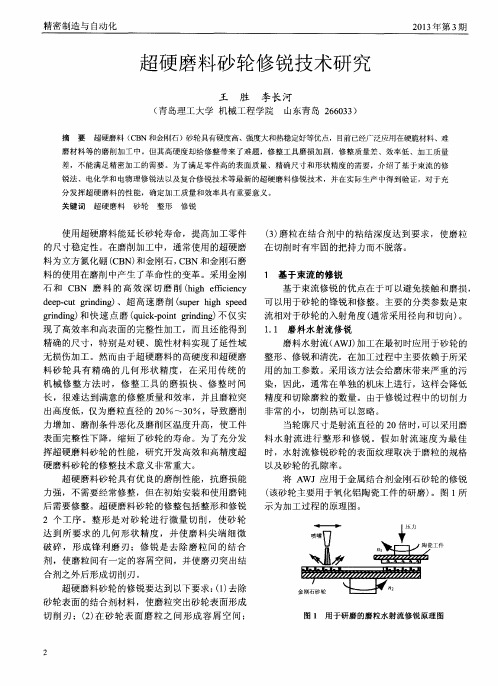
1 . 1 磨料水射流修锐
磨 料水 射流 ( A WJ ) 加工在 最初 时应用 于砂 轮 的 整形 、修锐 和清洗 ,在 加工 过程 中主要依 赖 于所 采 用 的加 工参 数 。采 用该 方法会 给磨床 带来 严重 的污 染 ,因此 ,通常 在单独 的机床 上进 行 ,这 样会 降低 精度和 切 除磨粒 的数量 。由于修锐 过程 中 的切 削力 非常 的小 ,切削 热可 以忽 略 。 当轮廓 尺寸 是射流 直径 的 2 0倍 时, 可 以采 用磨 料 水射 流 进 行 整 形 和 修 锐 。假 如射 流 速 度 为 最 佳
精密 制造 与 自动化
2 0 1 3 年第3 期
超硬磨料砂轮修锐技术研 究
王 胜 李长河
( 青 岛理 工大 学 机 械工程 学 院 山东青 岛 2 6 6 0 3 3 )
摘 要 超硬 磨料 ( C B N和 金 刚石 ) 砂 轮具 有硬 度 高 、强度 大和 热稳 定好 等优 点 , 目前 已经广 泛应 用在 硬脆 材料 、难
磨材料等的磨 削加工 中。但其高硬度却给修整带来 了难题 ,修整工具磨损加剧,修整质量差、效率低 、加工质量 差,不能满足精密加工的需要。为 了满足零件高的表 面质量 、精确尺寸和形状精度 的需要 ,介绍了基于束流的修 锐法、电化学和 电物理修锐法 以及 复合修锐技术等最新的超硬磨料修锐技术 ,并在实 际生产中得到验证 ,对于充 分发挥超硬磨料 的性能 ,确定加工质量和效率具有重要意义。
超硬磨料磨具的修整技术(一)

1 超 硬 砂 轮 的 磨 损 特 性
超硬磨料砂 轮是指 以金刚石 和立方氮化 硼
( B 为 磨 料 的砂 轮 。金 刚 石 是 自然 界 中最 硬 C N) 的 材 料 ,其 维 氏 显 微 硬 度 达 到 800 一 60 l l0 N m C N是 继 人 造 金 刚 石 之 后 人 工 OO 0 / m , B
性, 使之在磨削过程 中有 高的寿命 , 但也避 免不
了砂 轮 的 磨 损 。在 磨 削 过 程 中 , 轮 上 磨 粒 切 砂 削 刃切 削 速度 非 常 大 , 到 几 十 米 到 上 百 米/ 达 每
图 2 不 规 则 破 损
秒, 在磨削区磨粒与 工件 会产 生非 常严 重 的摩 擦、 冲击 , 产生局部高温 、 高压 区域 , 会产 生复杂
的物化 反应 , 使磨 粒 产 生不 同形 式 的损 耗 , 因
此, 砂轮 在磨 削过程 中 , 逐 渐 丧 失 其 磨 削能 会 力, 产生磨损现象 。 超硬磨料砂轮磨削过程 中的磨 损可分为摩
擦磨损和破碎磨损 。摩擦磨损 主要是磨 砂粒和
工件之间摩擦 而引起 的, 碎磨损 主要 是 因为 破 磨粒 的破碎或结合剂 的破碎 引起 的。图 1所示 为金 刚石磨料砂轮磨粒磨损形貌 。
控制 加 工 尺寸 及实 现 加 工 自动 化 。
( )磨 削 力小 , 削 温 度 低 , 工 表 面 质 量 3 磨 加
好 , 烧伤 、 无 裂纹 和 组 织 变化 。
( )磨 削 效率 高 。 4 ( )加 工 成本 低 。 5 尽 管超 硬磨 料 砂 轮具 有 优 越 的物 理化 学 特
电火花修整超硬磨料砂轮技术发展现状
电火花修整超硬磨料砂轮技术发展现状余剑武1,2何利华1,2 黄 帅1 尚振涛2 吴 耀2 段 文11.湖南大学,长沙,4100822.国家高效磨削工程技术研究中心,长沙,410082摘要:电火花加工技术的发展带动了电火花修整超硬磨料砂轮技术,改变了传统砂轮 硬接触”修整方法㊂近年来,许多学者致力于研究超硬磨料砂轮的电火花修整方法,为提高磨削效率和磨削精度做了大量有意义的研究㊂基于大量文献的论述与研究,回顾了近三十年来电火花修整超硬磨料砂轮技术发展过程的各种研究内容以及取得的成果,完整地阐述了电火花修整金属基超硬磨料砂轮技术的基本原理㊂以立方氮化硼(C B N )和金刚石磨料砂轮修整为主要应用,对不同电极㊁不同放电介质㊁不同放电参数以及现代工程理论辅助下的建模分析方法等方面做了介绍,分析了现有电火花修整技术发展中存在的问题,探讨了未来发展的方向及趋势㊂关键词:电火花修整;金属结合剂;超硬磨料砂轮;发展现状中图分类号:T G 661;T G 580 D O I :10.3969/j.i s s n .1004132X.2015.16.022S t a t e ‐o f ‐t h e ‐A r t o fE l e c t r i c a l D i s c h a r g eD r e s s i n g T e c h n o l o g y f o r S u p e r a b r a s i v eG r i n d i n g Wh e e l Y u J i a n w u 1,2 H eL i h u a 1,2 H u a n g S h u a i 1 S h a n g Zh e n t a o 2 W uY a o 2 D u a n W e n 21.H u n a nU n i v e r s i t y ,C h a n gs h a ,4100822.N a t i o n a l E n g i n e e r i n g R e s e a r c hC e n t e r f o rH i g hE f f i c i e n c y G r i n d i n g ,C h a n gs h a ,410082A b s t r a c t :E D Do f s u p e r a b r a s i v e g r i n d i n g w h e e l w a s d e v e l o p i n g w i t h e l e c t r i c a l d i s c h a r g em a c h i n i n g(E D M )t e c h n o l o g y ,c h a n g i n g t h e t r a d i t i o n a l w h e e l d r e s s i n g me t h o d s b a s e d o nh a r d c o n t a c t .I n r e c e n t y e a r s ,m a n y r e s e a r c h e r sw e r ew o r k i n g o nE D Md r e s s i n g m e t h o d s of s u p e r a b r a s i v eg r i n d i n g wh e e l a n d a c hi e v i n g a l o t o f s i g n i f i c a n t r e s u l t s t o c o n t r i b u t e t o t h e e f f i c i e n c y a n d p r e c i s i o n g r i n d i n g .B a s e d o n n u -m e r o u s l i t e r a t u r e s ,t h e r e s e a r c hf r u i t so nt h ed e v e l o p m e n to fE D Dt e c h n o l o g y w i t h i nt h e l a s t t h i r t yy e a r sw e r e r e v i e w e d .T h e b a s i c p r i n c i p l e s o fE D Md r e s s i n g t e c h n o l o g y o fm e t a l ‐b o n d e d s u p e r a b r a s i v e g r i n d i n g w h e e lw e r e i n t r o d u c e d .A c c o r d i n g t o t h e d r e s s i n g a p p l i c a t i o n s o f C B Na n dd i a m o n d g r i n d i n gw h e e l s ,t h ee f f e c t so fd i f f e r e n te l e c t r o d e s ,d i f f e r e n td i e l e c t r i c s ,d i f f e r e n te l e c t r i c a l p a r a m e t e r sa n dm o d e l i n g w i t hm o d e r nd e s i g n t h e o r i e sw e r e p r e s e n t e d .T h e e x i s t i n gp r o b l e m s i n t h ed e v e l o p i n g ED D t e c h n o l o g y w e r e a n a l y z e d ,a n d t h e f u t u r e d e v e l o p i n g di r e c t i o n sw e r e a l s od i s c u s s e d .K e y w o r d s :e l e c t r i c a l d i s c h a r g e d r e s s i n g (E D D );m e t a l ‐b o n d e d ;s u p e r a b r a s i v e g r i n d i n g w h e e l ;d e -v e l o pm e n t s t a t e 收稿日期:20141110基金项目:国家科技重大专项(2012Z X 04003‐101)0 引言近年来,光学㊁电子㊁通信㊁航空航天等领域的高科技产业飞速发展,特别是光学玻璃㊁碳化硅㊁碳化钨等先进材料的广泛应用,对零件的加工效率和加工精度提出了更高的要求[1]㊂为了达到这一要求,以磨削为代表的机械制造加工技术得到了高度关注,它反映了一个国家机械制造业的水平[2]㊂精密加工脆硬材料等难加工材料的传统工艺 精磨㊁研磨和抛光,存在许多缺点,如工序繁多,工具耐磨性差,抛光液的处理比较麻烦,零件机械损伤比较严重等[3],故最实用的加工方法仍是用超硬磨料砂轮(立方氮化硼和金刚石砂轮)进行粗磨㊁精磨,然而超硬磨料砂轮由于价格高㊁难修整[4‐6]而使得其应用受到阻碍㊂因此,国内外许多学者开始对超硬磨料砂轮精密修整技术进行研究,该技术成为精密加工技术领域最重要的课题之一㊂电火花加工(e l e c t r i c a l d i s c h a r g em a c h i n i n g,E D M )起源于20世纪40年代苏联科学家拉扎连科夫妇的研究[7],它是利用电能和热能来熔化甚至气化传统切削方法难以加工的超硬材料的加工方法[8‐9]㊂另外,E D M 过程中电极和工件之间不会直接接触,因此避免了传统机械加工中的应力㊁振动等问题[10]㊂在20世纪80年代末,S u z u k i 等[11]首先提出电火花修整砂轮(e l e c t r i c a ld i s -c h a r g ed re s s i n g,E D D )技术,将E D M 技术完美地融合到了磨削领域㊂现在这项技术开始向加工精密㊁操作简易㊁成本低廉等方向发展[12]㊂E D D 技术修整砂轮过程中,由于砂轮自身存在旋转运动,且只作为磨削加工过程的重要组成部分,其应用仍存在一定的局限性,但通过对E D D 的实验研究以及实际应用,其修整原理以及修整效果已经得到人们的广泛认同㊂㊃4522㊃中国机械工程第26卷第16期2015年8月下半月Copyright ©博看网. All Rights Reserved.1 E D D技术原理E D D技术一般将工具电极作为加工工具(负极),金属结合剂砂轮作为被加工工件(正极),两极之间产生火花放电和无序电弧放电[13],利用电能的瞬时局部高温将砂轮的金属结合剂熔化㊁气化或软化以达到砂轮的整形和修锐要求[14]㊂金属基砂轮通过不断腐蚀金属结合剂使磨粒重新突出㊂E D D工作机理如图1所示:(1)当脉冲电压施加于工具电极与工件之间时,两极间立刻形成一个电场,使得极间介质发生电离,形成放电通道[15]㊂(2)脉冲电源驱使通道内的电子高速奔向金属结合剂(正极),正离子奔向电极(负极),两种电荷不断冲击电极和金属结合剂㊂(3)电极和金属结合剂表面放电点的瞬时高温使得金属材料熔化甚至气化[8]㊂被蚀除的材料在通道中凝聚,形成蚀除产物㊂(4)在电火花修整过程中,有的嵌装在结合剂中的磨料会自行脱落,或使旧磨料出刃高度增大[15]㊂该过程被循环进行㊂电极与砂轮之间的电压和电流脉冲随时间变化的波形特征如图2所示㊂电脉冲中起决定性作用的参数有:U0(开路电压),U e(瞬时电压), i e(瞬时电流),τd(放电延迟时间),τo n(放电持续时间),τo f f(脉冲间隔时间),τc(脉冲周期)㊂图1 E D D工作机理示意图图2 极间电压和电流脉冲波形特征 修整过程中单个脉冲电火花放电能量为[16]E e=∫τo n0U e i e d t(1)式中,E e为单个脉冲放电能量㊂在一定加工条件下,单个脉冲电火花瞬间产生,且不受其他参数影响[17]㊂当两极之间施加连续脉冲电压时,其放电能量为E=∑n i=1E e(i)(2)n=T/τc(3)式中,T为电火花修整过程中的实际加工时间㊂㊃5522㊃电火花修整超硬磨料砂轮技术发展现状 余剑武 何利华 黄 帅等Copyright©博看网. All Rights Reserved.放电能量理论上正比于加工量[18],即m ∝E e(4)式中,m 为每单个脉冲放电能量所对应的加工量,g ㊂故金属结合剂总蚀除量为m T =K c E e(5)式中,m T 为总的蚀除量;K c 为蚀除量与电能之间的转换系数㊂2 E D D 技术研究现状E D D 技术保持了E D M 技术的基本原理,但由于加工对象不同,仍存在很多差异㊂图3所示为近十年国内外在E D D 技术领域所出版的文献统计(检索并统计于‘科学引文索引(S C I )“㊁‘工程索引(E V 2-E I )“㊁‘中国知网(C N K I )“),可见利用E D D 技术修整超硬磨料砂轮的方法已受到一定的关注㊂根据研究结果,其主要表现为以下几个方面㊂图3 近十年E D D 应用研究出版文献统计2.1 电极选择E D M 技术中所用的电极同样适用于E D D技术㊂S u z u k i 等[11]首先采用ϕ0.5mm 的黄铜丝电极对砂轮进行电火花修整,并将其与磨石修整后的砂轮进行对比,两者对氮化硅陶瓷的磨削力几乎无差别,这说明黄铜丝电极电火花修整效果显著;当然丝电极效率低,成形精度受丝电极直径影响大,为此S u z u k i 等[11]又采用成形石墨电极进行砂轮修整,同时切削刀具对磨损严重的石墨电极进行在线修形,确保砂轮修整精度高,利用修整后的砂轮对陶瓷进行磨削,成形结果好㊁精度高㊂在不同材料电极修整效率的比较中,W a n g等[19]将石墨电极和铜电极进行实验对比,结果显示铜电极的修整效率高于石墨电极的修整效率,但是修整过程中铜电极不可避免会发生电解,使得铜电极表面损耗严重,影响砂轮修整精度,故石墨电极更适合实验使用㊂然而,S a n c h e z 等[20]在利用石墨电极和铜电极修整大粒度磨粒砂轮后提出,石墨颗粒容易在磨料之间发生堵塞,影响磨粒出露,因此实际使用中更趋向于使用铜电极㊂L e e [21]也对铜电极修整砂轮进行了研究,采用1/3砂轮大小99%纯度的铜作为电极,修整的同时加工锰锌铁磁体,与无E D D 修整情况相比,加工效率和加工精度明显提高㊂2.2 放电介质选择采用E D D 技术对金属结合剂超硬磨料砂轮进行修整时,不同的放电介质对修整过程有不同的影响,许多学者在这方面也进行了研究㊂与E D M 技术相似,在实验中研究者们大多采用传统液体作为放电介质㊂S u z u k i 等[11]采用的是J a h n s o n 公司生产的磨削液[11]作为放电介质,其电阻率为83.2Ω㊃c m ,砂轮直接安装在磨床主轴上,避免离线修整后二次安装误差,实现了高精度整形㊂王先逵等[22]采用普通乳化液作为介质在磨床上进行在线修整,取得了满意的修整效果㊂S a n c h e z a 等[23]在实验中采用喷射液体介质方式对超硬磨料砂轮进行修整,并规划喷射路径与电极运动轨迹保持一致,以确保材料去除区域始终存在液体喷射,以防堵塞㊂除传统介质以外,王艳等[24]分别进行了气中电火花放电修整金刚石砂轮和气介质下电火花线切割修整金刚石砂轮的实验研究,证明了气中放电修整㊁修锐金刚石砂轮的可行性㊂C a i 等[25]提出了一种在雾气中放电修整金刚石砂轮的技术,其中介质分别采用了雾状乳化液㊁煤油和离子水,得出利用专用煤油的喷雾修整效率最高,雾状乳化液修锐的砂轮表面形貌最佳的结论㊂洪建军等[26]比较和研究了压缩空气㊁水雾气㊁雾状乳化油三种放电介质对修整过程的影响㊂试验结果表明:压缩空气为介质的修整速度最慢,表面质量最差;雾状乳化油为介质的修整效率及效果最好;水雾气为介质的修整效率与效果接近雾状乳化油㊂2.3 放电参数设计E D D 过程中的热特性问题存在很大的随机性,从某种程度上来说,每个实验存在独立性以及实验参数的复杂耦合性等原因,使得这种热特性现象很难通过确定的电参数来解释㊂W a n g 等[19]对ED D 过程进行了实验分析,得出选择适当的实验电参数可获得高修整效率的结论,适当的电参数一般为较大电流㊁较高电压㊁较低砂轮转速和低脉冲频率,占空比选为50%㊂L e e 等[21]在E D D 过程中设定了峰值电流㊁脉冲持续时间和脉冲间隔,进行持续修整,金属结合剂不断被去除,修整间隙变大,绝缘程度不断提高,电极和砂轮之间的电流不断减小而电压不断增大㊂X i e 等[27]通过不同介质下对比实验研究,发现放电间隙随开路电压的增大而增大,但增大速㊃6522㊃中国机械工程第26卷第16期2015年8月下半月Copyright ©博看网. All Rights Reserved.度非常缓慢;放电去除量也随开路电压的增大而增大,且去除速度快㊂结合统计学的方法,S a n c h e z等[20]根据阿达玛矩阵设计方法进行了20组试验,将峰值电流㊁脉冲持续时间㊁修整持续时间等电参数设定在一定的范围内,利用标准误差和t分布建立了回归方程,使用该方程仅用放电电流和脉冲持续时间就可计算并测定电极磨损量与砂轮材料去除量之间的比值㊂2.4 E D D技术与现代工程理论结合E D D技术作为一个复杂的工程问题,已经不能仅仅依靠传统的分析方法了㊂将E D D技术加以数学描述,形成一组可编程计算的数学模型,再将该模型在计算机中可视化,直观地分析大量物理数据,这一过程已得到学者们的认可并进行了深入研究㊂S a n c h e z等[20]通过测试磨削力的变化情况对粗磨粒砂轮的结合剂电火花去除机理进行了理论建模和分析㊂X u等[28]根据修整参数变量建立了电极补偿模型公式,分析了砂轮形貌与轮廓,并用实验方法测量了磨削力和表面粗糙度,以评估修整后的砂轮㊂E D D作为一种热去除工艺,在修整超硬砂轮时,必须防止超硬磨粒发生碳化或石墨化㊂W e-i n g a r t n e r等[29]建立了一个热电模型,用于计算金刚石内部温度分布情况,结果显示,E D D过程金刚石石墨化不容易发生,只有当磨粒周边被集中放电时金刚石才会被损伤㊂W a n g等[30]在进行气中电火花修整金刚石砂轮时,为了在特定条件(如电压㊁温度㊁热对流一定等)下选择最优参数,利用A N S Y S对温度分布作有限元分析,当切削深度和火花放电点与金刚石修整器之间的距离都在热影响区内时,修整器可以去除软化的金属结合剂㊂3 E D D技术应用不同超硬磨料的砂轮其应用范围也不同, C B N砂轮主要用于黑色金属材料磨削,而金刚石砂轮主要用于脆硬材料磨削㊂传统的金刚石笔修整法[31]或滚轮(C杯形砂轮㊁D C杯形砂轮)修整法[32]都会产生修整器的高磨损率,从而引起砂轮尺寸精度和轮廓精度的降低[33],使得整形㊁修锐工艺成为一个难题[34],限制了金属结合剂超硬磨粒砂轮的使用㊂E D D技术改变了传统修整方法并得到应用㊂3.1 C B N砂轮的修整实际生产中,一般有超过60%的结构零部件为圆柱形零部件,其中不乏一些精密部件,如滚轴㊁推杆和纤维套管等,这些零部件外表面要求精密高效处理㊂针对这一问题,O h m o r i等[35]利用电火花整形技术进行加工使得磨粒明显突出砂轮表面,该技术在无心磨床上进行了测试㊂经过电火花整形,得到了800号青铜铸铁混合结合剂C B N砂轮高精度轮廓,其直线度误差为6μm/ W50mm,圆度误差为2μm/ϕ150mm㊂为得到更高的修整精度,E D D技术很少应用于大粒度C B N砂轮,这是由于砂轮和电极之间的放电间隙小于磨粒突出高度,在修整过程中,很容易引起非导电磨粒与电极的接触㊂O r t e g a等[36]提出了一套修整大粒度磨粒的专有技术,并将E D D修整完的砂轮与机械修整砂轮的方法作比较,前者可将磨削力降低50%,同时磨粒的较高突出使得进给切削深度加大㊂3.2 金刚石砂轮的修整脆硬材料的磨削首先考虑使用金刚石砂轮,但是金属结合剂砂轮用S i C滚轮法修整,效率极低,精度又差㊂王先逵等[37]用E D D技术对ϕ200 mm青铜结合剂金刚石微粉砂轮进行修整,部分磨粒在电火花爆炸力作用下或在周围金属熔化状态下脱落,修锐过程不氧化表面磨粒,修锐后仍能获得较好的磨削工件表面㊂在研究超细磨粒金刚石砂轮中,Z h a n g等[38]采用烧结方式制作500号铸铁基金刚石砂轮并进行E D D整形,能达到较高的修整效率和相对高的修整精度,用修整后的砂轮对氧化铝陶瓷进行孔加工,磨削过程稳定㊂L e e[39]利用E D D技术对4000号铸铁基金刚石砂轮修整进行了研究,并在修整的同时加工锰锌铁磁体,可以降低砂轮表面粗糙度和磨削力㊂C h e n 等[40]采用E D D方法将ϕ4mm圆柱形金刚石砂轮制成半球头形砂轮来磨削石英玻璃,并用该方法来保证磨削后砂轮的半球形几何精度㊂近几年也有学者开始研究大粒度金刚石砂轮的E D D修整㊂W a n g等[30]选用120号~140号金属结合剂金刚石砂轮进行E D D修整,修整效率是机械修整效率的两倍,且修整质量较高㊂3.3 E D D技术的衍生应用E D M作为非传统材料去除的典型方式,被不断深入研究,发展至今日趋成熟,已被应用于非导电超硬材料领域㊂K o n i g等[41]利用在非导电工程陶瓷上涂覆的方法使其导电值达到约100Ω㊃c m㊂类似地,许明明等[42‐43]在非金属基金刚石砂轮表面涂覆导电介质,达到了满意的修整效果㊂I w a i等[44]则在实验中将超细铜粉混入陶瓷结合剂,同时与金刚石颗粒一起制成砂轮毛坯,并㊃7522㊃电火花修整超硬磨料砂轮技术发展现状 余剑武 何利华 黄 帅等Copyright©博看网. All Rights Reserved.成功利用E D D技术将其修整成精密陶瓷结合剂砂轮㊂一些基于电火花原理的新的加工方式也不断出现,其中,线切割电火花(w i r e‐c u t E D M, W E D M)技术是E D M技术应用拓展最为成功的一种技术[45],这种技术同样也符合一种工具电极对金属结合剂砂轮放电的形式,所以也被称为丝电极放电修整技术(w i r ee l e c t r i c a ld i s c h a r g e d r e s s i n g,W E D D)[46]㊂R h o n e y等[47]利用W E D D 技术修整砂轮并同时加工陶瓷材料,修整后砂轮中的金刚石保持性好,磨削力减小20%~40%㊂K o n r a d等[48]提出应用W E D D技术的主要优点是修整切削深度小,金属结合剂去除率高,电极丝和砂轮的相对运行速度大并使热损伤尽量降低㊂T a m a k i等[49]提出了基于电火花原理的新的修整方式 接触式放电修整(e l e c t r o c o n t a c t d i s c h a r g ed r e s s i n g,E C D D)技术,舍去了脉冲电源和自动控制放电间隙装置㊂X i e等[50]利用E C-D D技术实现了脆硬材料的有效磨削,并指出砂轮磨粒的突出受放电电流和放电脉冲的影响很大㊂L u等[51]采用实验验证了E C D D的修整效率在很大程度上依赖于修整参数和放电效率㊂4 E D D存在的问题及发展趋势磨削技术正朝着高效率㊁高精度以及超高精度方向深入,因此对磨床㊁砂轮㊁磨削工艺提出了高要求㊂超硬磨料的出现一方面为高精度磨削提供了一种思路,推动了磨削行业的发展,另一方面也带来了不可忽视的问题 超硬磨料砂轮修整㊂利用E D D技术修整砂轮在应用方面取得的成果在一定程度上得到了认可,其研究的主要领域如图4所示㊂目前的E D D技术还有很多的局限性㊂例如:以电火花腐蚀砂轮金属结合剂,在保证高修整精度的同时修整效率不高;基于热能的作用来蚀除金属结合剂,那么热能同样会作用到电极和磨粒,因此如何保证电极损耗小㊁磨粒无损伤以及金属结合剂的高去除率是需解决的问题;修整过程是一个动态随机过程,电极和砂轮之间存在电场㊁流场,且放电间隙不均匀,因而对修整过程实时监测的辅助性要求高;该技术需要专门的修整装置,在现有的数控磨床上加装电火花放电装置,虽然避免了偏心和砂轮不平衡问题,但是还不能达到工业生产的要求,失去了其实现企业需求的意义㊂因此,为使E D D技术适应现代机床发展的要求(高效㊁高精㊁自动化),可从以下几个方面作为问图4 E D D主要研究领域(括号内数字对应本文章节号)题解决的突破口㊂4.1 砂轮组织研究砂轮是由多种材料经烧结而成的复合体,其中最重要的部分就是结合剂和磨粒㊂E D D技术适用于导电金属结合剂砂轮,但受限于弱导电甚至非导电结合剂砂轮,如树脂结合剂砂轮㊁陶瓷结合剂砂轮等㊂在实际应用中,一般通过检测砂轮表面磨粒的有效出刃高度来评价E D D技术㊂因此,不同于电火花直接加工工件,E D D技术更需要分析并认识砂轮修整后磨粒有效出刃高度及其分布与金属结合剂类型之间的内在关系,以及两者在电参数作用下的热影响,开展并深入对现有砂轮材料的特性研究,包括导电㊁导热等问题,寻找并确定砂轮旋转运动下合理的材料去除机理,为探索高效㊁高精㊁低成本㊁工业应用性强的放电修整技术做好理论准备㊂4.2 新型智能电源研究电源是实现E D D技术的重要硬件之一,而目前在E D D技术的实际应用中仍然沿用非常简单的E D M电源㊂与E D M加工工件不同,E D D加工中砂轮作为被加工对象,在蚀除金属结合剂的同时应使磨粒不受损伤㊂为此,探索砂轮在不同的组织结构㊁不同的金属结合剂类型等情况下的修整电参数设置,根据修整精度和修整效率设计和细分放电回路,修整中在线检测修整过程,自动反馈并调整电参数设置,进一步提高砂轮修整的质量与效率,实现操作简易方便与自动化,是目前E D D技术电源研究的重要方向㊂㊃8522㊃中国机械工程第26卷第16期2015年8月下半月Copyright©博看网. All Rights Reserved.4.3 E D D工艺数据库研究超硬磨料价格昂贵,砂轮修整时间长,这些因素都会使砂轮修整过程投入大量人力㊁物力㊁财力㊂合理选择和优化修整工艺参数是提高修整精度和效率的关键㊂计算机所提供的虚拟环境和数据存储功能为砂轮修整研究提供了便利㊂针对电火花修整砂轮技术,首先需要对已经积累的数据工艺参数进行分析,通过机器学习方法对修整工艺建模并优化工艺参数,以此为基础建立电火花修整工艺数据库㊂在数据库的支撑下,修整系统能推理出合适的放电参数,指导电火花修整超硬砂轮㊂随着计算机的发展,自适应控制功能以及图形化的人机交互系统越来越被重视,数据存储㊁提取和管理等操作变得更容易㊂因此,E D D工艺数据库的研究为实现超硬砂轮电火花修整自动控制软件开发打下了基础㊂虚拟计算环境建立不同于实际问题,它是通过经验积累来自动提高工作性能的,因此参数设置应尽可能符合实际情况,以确保修整过程的可靠性,提高具体实验结论的参考价值㊂4.4 小型智能化修整装置研究砂轮修整的目的是使被磨损的磨粒重新突出,恢复或保持砂轮原来较好的形貌㊂大多数研究人员将砂轮安装到磨床主轴上再进行结合剂去除,这样可以实现高精度,避免了离线修整后砂轮二次安装出现偏心与不平衡㊂然而实验室装置大多为研究人员自主配置加装,还未达到工业生产所要求的自动化水平,因此,需要开发电火花修整在线或在机修整装置㊁检测装置,实现砂轮边磨削边修整或磨削与修整都基于同一次砂轮安装,提高修整效率㊁修整精度,同时实时监测砂轮形貌㊁火花放电间隙㊁磨削力等参数,保证修整质量并对修整质量实时评价,及时修正㊂装置应小型化㊁集成化㊁智能化,通用性强,安装与卸载方便㊂5 结语超硬磨料砂轮传统修整方法已经很难适应现代高效㊁高精以及超高精磨削技术的发展,产品精度要求的提高迫使研究人员实现技术革新㊂E D M技术的发展带动了E D D技术的发展㊂然而超硬磨料砂轮作为被加工对象,以及E D D技术作为辅助装置作用于砂轮,需要进行新的探索㊂砂轮作为复合材料,其物理化学特性受到高温㊁挤压等多种因素的影响,研究适用于旋转砂轮的新的电气或非电气工艺参数,通过仿真预测和实验验证相结合手段分析砂轮结合剂的放电通道㊁去除机理,优化不同的工艺参数使得修整效率和修整精度得到改善是十分必要的㊂现代数控技术的发展给E D D技术自动化发展增加了可行性,大大提高了E D D技术的可控性㊂但是超硬磨料砂轮的电火花加工修整技术还需要更加深入细致的研究,实现高效㊁高精㊁智能㊁工业性强的修整装置是今后超硬磨料砂轮电火花修整技术发展的方向㊂参考文献:[1] 郭东明,刘战强,蔡光起,等.中国先进加工制造工艺与装备技术中的关键科学问题[J].数字制造科学,2005,3(4):1‐36.G u oD o n g m i n g,L i uZ h a n q i a n g,C a iG u a n g q i,e t a l.C r u c i a lT e c h n i c a lP r o b l e m si n C h i n a’s A d v a n c e dm a c h i n i n g,M a n u f a c t u r i n g a n dR e l e v a n tE q u i p m e n tT e c h n o l o g i e s[J].M a n u f a c t u r e S c i e n c e,2005,3(4):1‐36.[2] 雷源忠,黎明.关于发展先进制造技术基础性研究的策略构想[J].中国科学基金,1996(1):27‐30.L e iY u a n z h o n g,L iM i n g.S t r a t e g y f o r t h eB a s i cR e-s e a r c h o n D e v e l o p i n g A d c a n c e d M a n u f a c t u r i n gT e c h n o l o g y[J].B u l l e t i no fN a t i o n a lS c i e n c eF o u n-d a t i o no fC h i n a,1996(1):27‐30.[3] S a l e hT,R a h m a n M S,L i m H S,e t a l.D e v e l o p-m e n t a n dP e r f o r m a n c eE v a l u a t i o no f a n U l t r a p r e c i-s i o n E L I D G r i n d i n g M a c h i n e[J].M a t e r i a l s P r o-c e s s i n g T e c h n o l o g y,2007,192‐193:287‐291.[4] 胡德金,蔡兰蓉,贾妍.超硬磨料砂轮电加工修整技术及其最新进展[C]//2007年中国机械工程学会年会之第12届全国特种加工学术会议论文集.长沙:中国机械工程学会特种加工分会,2007:142‐146.[5] T o n s h o f fH K,K a r p u s c h e w s k i B,M a n d r y s cT,e ta l.G r i n d i n g P r o c e s sA c h i e v e m e n t sa n dT h e i rC o n-s e q u e n c e s o n M a c h i n eT o o l sC h a l l e n g e s a n dO p p o r-t u n i t i e s[J].C I R PA n n a l s‐M a n u f a c t u r i n g T e c h n o l o-g y,1998,47(2):651‐668.[6] 陈根余,谢小柱,李力钧,等.超硬磨料砂轮修整与激光修整新进展[J].金刚石与磨料磨具工程, 2002(2):8‐12.C h e nG e n y u,X i eX i a o z h u,L iL i j u n,e t a l.S u p e r a-b r a‐s i v eG r i n d i n g W h e e l D r e s s i n g a n dL a s e rT r u i n gP r o g r e s s[J].D i a m o n d&A b r a s i v e s E n g i n e e r i n g, 2002(2):8‐12.[7] 今井祥人.电火花加工 学以致用[M].郭常宁,译.北京:机械工业出版社,2012.[8] 刘志东.特种加工[M].北京:北京大学出版社,2013.[9] T s a iH C,Y a nB H,H u a n g F Y.E D M P e r f o r m-a n c e o fC r/C u‐b a s e dC o m p o s i t eE l ec t r ode s[J].I n t.㊃9522㊃电火花修整超硬磨料砂轮技术发展现状 余剑武 何利华 黄 帅等Copyright©博看网. All Rights Reserved.J.o f M a c h i n e T o o l sa n d M a n u f a c t u r e,2003,43(3):245‐252.[10] K a l p a j i a n sS,S c h m i d s rSR.M a n u f a c t u r i n g P r o-c e s s e df o r E n g i n e e r i n g M a t e r i a l s[M].4t h e d.N e wJ e r s e y:P r e n t i c eH a l l,2003. [11] S u z u k iK,U e m a t s u T,N a k a g a w aT.O n‐m a c h i n eT r u e i n g/D r e s s i n g o f M e t a lB o n d G r i n d i n g w h e e l sb y E l ec t r o‐d i s c h a r g eM a c h i n i n g[J].C I R PA n n a l s‐M a n u f a c t u r i n g T e c h n o l o g y,1987,36(1):115‐118.[12] C h e nD Z,T i a n Y Y.F o r m D r e s s i n g o f M e t a l‐b o n d e dD i a m o n d W h e e l[C]//P r oc e ed i n g so ft h eI n t e r n a t i o n a lS y m p o s i u m o n E l e c t r o‐m a c h i n i n g(I S E M)I X.N a g o y a:J a p a nS o c i e t y o fE l e c t r i c a l‐M a c h i n i n g E n g i n e e r s,1989:18‐21. [13] K i mJD,L e eES,L e eCY.C r a c kG e n e r a t i o n a n dt h eE f f e c t o f I n‐p r o c e s sE l e c t r o‐d i s c h a r g eD r e s s i n gi nG r i n d i n g S i n g l eC r y s t a lM g O[J].I n t e r n a t i o n a lJ o u r n a l o fM e c h a n i c a l S c i e n c e s,1995,37(6):569‐583.[14] M o h r iN,S a i t oN,H i g a s h iM,e t a l.AN e wP r o c e s so fF i n i s h M a c h i n i n g o nF r e eS u r f a c eb y E D M M e t h-o d s[J].C I R P A n n a l s‐M a n u f a c t u r i n g T e c h n o l o g y,1991,40(1):207‐210.[15] L e eES,A h nSO.P r e c i s i o nS u r f a c eG r i n d i n g o fM n‐Z nF e r r i t ew i t hI n‐p r o c e s sE l e c t r o‐d i s c h a r g eD r e s s i n g(IE D D)[J].I n t e r n a t i o n a l J o u r n a l o fM a-c h i n eT o o l s&M a n u f a c t u r e,1999,39(10):1655‐1671.[16] 黄兆祥,熊天渝,王世民.电火花放电能量测量及放电过程分析[J].工程热物理学报,1982,3(4):394‐399.H u a n g Z h a o x i a n g,X i o n g T i a n y u,W a n g S h i m i n g.S p a r kE n e r g y M e a s u r i n g T e c h n o l o g y a n dP e r f o r m-a n c eA n a l y s i s o f S p a r kD i s c h a r g eP r o c e s s f o rE l e c-t r i c S p a r k I g n i t i o n[J].J o u r n a lo f E n g i n e e r i n gT h e r m o p h y s i c s,1982,3(4):394‐399.[17] M a r i nG,P a v e lK,M i l e n k oS,e t a l.I n f l u e n c eo fD i s c h a r g eE n e r g y o n M a c h i n i n g C h a r a c t e r i s t i c s i nE D M[J].J o u r n a l o fM e c h a n i c a l S c i e n c e a n dT e c h-n o l o g y,2012,26(1):173‐179.[18] S h a oJ,Z h a n g Y Q.S t u d y o nt h eP o s i t i v eE D MB a s e do nt h eF i e l dE m i s s i o nT h e o r y[J].A p p l i e dM e c h a n i c s a n d M a t e r i a l s,2014,494/495:424‐427.[19] W a n g X K,Y i n g B G,L i u W G.E D M D r e s s i n go fF i n eG r a i nS u p e rA b r a s i v eG r i n d i n g W h e e l[J].J o u r n a l o f M a t e r i a l s P r o c e s s i n g T e c h n o l o g y,1996,62(4):299‐302.[20] S a n c h e zJ A,O r t e g a N,L o p e z D L N,e ta l.A n a l y s i s o f t h eE l e c t r oD i s c h a r g eD r e s s i n g(E D D)P r o c e s so fL a r g e‐g r i tS i z eC B N G r i n d i n g W h e e l s[J].A d v a n c e d M a n u f a c t u r i n g T e c h n o l o g y,2006,29(7/8):688‐694.[21] L e eES.S u r f a c eC h a r a c t e r i s t i c s i nt h eP r e c i s i o nG r i n d i n g o fM n‐Z nF e r r i t ew i t h I n‐p r o c e s sE l e c t r o‐d i s c h a r g eD re s s i n g[J].J o u r n a lof M a t e r i a l sP r o-c e s s i n g T e c h n o l o g y,2000,104(3):215‐225.[22] 王先逵,应宝阁,刘为刚,等.金属结合剂金刚石砂轮的电火花整形[J].航空精密制造技术,1995(2):19‐23.W a n g X i a n k u i,Y i n g B a o g e,L i u W e i g a n g,e ta l.M i c r o s c o p i cS t u d y o fE D M D r e s s i n g f o rD i a m o n dP o w d e r G r i n d i n g W h e e l[J].A v i a t i o n P r e c i s i o nM a n u f a c t u r i n g T e c h n o l o g y,1995(2):19‐23.[23] S a n c h e z a JA,P o m b o I,C a b a n e s I,e t a l.E l e c t r i-c a lD i s c h a r g eT r u i n g o fM e t a l‐b o nde dC B N W h e e l-s u s i n g S i n g l e‐p o i n t E l e c t r o d e[J].I n t e r n a t i o n a lJ o u r n a l o f M a c h i n eT o o l s&M a n u f a c t u r e,2008,48(3/4):362‐370.[24] 王艳,邓琦林,胡德金,等.金刚石砂轮修整新技术的研究[J].电加工与模具,2003(5):1‐5.W a n g Y a n,D e n g Q i l i n,H uD e j i n,e ta l.S t u d y o nN e w T e c h n o l o g y o fD i a m o n d W h e e lD r e s s i n g[J].E l e c t r o‐m a c h i n i n g&M o u l d,2003(5):1‐5.[25] C a iL R,L i M,Y a n g H,e ta l.E l e c t r i c a lD i s-c h a r g eD r e s s i n g M e t a l‐b o nde d D i a m o n d G r i n d i n gW h e e l sw i t hV a r i o u sM e d i u m s[J].J o u r n a l o fE n-g i n e e r i n g M a n u f a c t u r e,2013,227(1):102‐108.[26] 洪建军,蔡兰蓉,胡德金.不同介质中电火花修整金属基金刚石砂轮的研究[J].电加工与模具,2008(6):27‐30.H o n g J i a n j u n,C a iL a n r o n g,H uD e j i n.A nE x p e r i-m e n t a lC o m p a r eo nD i s c h a r g e M e d i u m s U s e df o rE l e c t r i c a lD i s c h a r g e M a c h i n i n g(E D M)o f M e t a l‐b o n d e dD i a m o n d G r i n d i n g W h e e l[J].E l ec t r o m a-c h i n i n g&M o u l d,2008(6):27‐30.[27] X i e J,T a m a k i J.A nE x p e r i m e n t a l S t u d y o nD i s-c h a r g e M ed i u m s U se df o r E l e c t r o‐c o n t a c t D i s-c h a r g eD r e s s i n g o fM e t a l‐b o nde dD i a m o n dG r i n d-i n g W h e e l[J].J o u r n a lo f M a t e r i a l s P r o c e s s i n gT e c h n o l o g y,2008,208(1/3):239‐244. [28] X u M M,L i DD,H uDJ,e t a l.L a m i n a t e dM a n-u f a c t u r i n g a n d M i l l i n g E l e c t r i c a lD i s c h a r g eD r e s s-i n g o f M e t a l‐b o n d e d D i a m o n d G r i n d i n g W h e e l s[J].J o u r n a lo fE n g i n e e r i n g M a n u f a c t u r e,2012,226(B1):137‐144.[29] W e i n g a r t n e rE,R o t hR,K u s t e rF,e t a l.E l e c t r i-c a lD i s c h a r g eD r e s s i n g a n dI t s I n f l u e n c eo n M e t a lB o n d e dD i a m o n d W h e e l s[J].C I R P A n n a l s‐M a n u-f a c t u r i ng T e ch n o l o g y,2012,61(1):183‐186.[30] W a n g Y,Z h o uXJ,H uDJ.A nE x p e r i m e n t a l I n-v e s t i g a t i o no fD r y‐e l e c t r i c a l D i s c h a r g eA s s i s t e d t r u-㊃0622㊃中国机械工程第26卷第16期2015年8月下半月Copyright©博看网. All Rights Reserved.。
超硬磨料砂轮的合理使用

乏
饕
I / 一耄 妻 嘉
萼
,
一
蓁
钎 焊 结 合剂
机 床 、 具 、 空 航天 和 军工 等 行业 中得到 了应 用 , 模 航
其 它
不耐热
易 老 化
耐热
耐腐蚀
耐 热
导 热 性 好
最 高速 度 可高 达 5 0 s 因此有 人认 0 m/ 。 为 ,单 层 超硬 磨料 砂 轮将 是 今后适 合
47
W M EM
5期 2 0 0 2年 1 0月
维普资讯
★ 产 品 与 技 术 Po ut T c n l y ★ rd c s& e h oo g
合 剂 结构 致 密 , 本 上无 空 隙 ) 并可 用 金 刚石 滚轮 修 整 , 基 , 整形 和修 锐通 常 可一 次 完成 , 近 年来 应用 日益广 泛 : 故 单层 超硬 磨 料砂 轮 有 电镀 和钎 焊两 种 类型 。这种砂 轮 因基体 易 于制 成复 杂形 状 ,砂轮 廓形 可 由电镀或 钎 焊
制作工 艺
气孔
常温 电镀
高温钎焊
结 合强 度
不 高
『 司
高
不 高
高
修整
困难 , 整形 后尚需修锐
容易 ቤተ መጻሕፍቲ ባይዱ
困难 , 整形后 尚需 修锐
无需修整
无需 修整
高其 磨 削速 度 , 目前 国外钎 焊砂 轮 的
磨粒裸露高度 磨粒裸 露高度
ELID超精密磨削技术综述

.. ELID超精密磨削技术综述蔡智杰天津大学机械工程学院机械工程系2014级硕士生摘要:金属基超硬磨料砂轮在线电解修整(Electrolytic In-process Dressing, 简称ELID)磨削技术作为一种结合传统磨削、研磨、抛光为一体的复合镜面加工技术,开辟了超精密加工的新途径,具有广发的应用价值。
本文将从工作原理、磨削机理、工艺特点、影响因素及磨削机床的分类等方面系统地介绍ELID超精密磨削技术,并通过分析国外研究应用状况,阐述该技术在精密加工制造行业的应用发展前景。
关键词:在线电解修整(ELID) 超精密镜面加工金属基超硬磨料砂轮硬脆材料磨削机理0 引言随着制造行业的飞速发展,硬质合金、工程瓷、光学玻璃、玻璃瓷、淬火钢及半单晶硅等硬脆难加工材料得到广泛应用,寻求低成本、高效率的超精密加工技术的研究工作正在广泛开展。
超精密镜面磨削技术是一种借助高性能的机床、良好的工具(砂轮)、完善的辅助技术和稳定的环境条件,控制加工精度在0.1μm级以下、表面粗糙度Ra<0.04μm甚至Ra<0.01μm的磨削方法[1]。
然而,由于传统磨削工艺效率低、磨削力大、磨削温度高,且砂轮极易钝化、堵塞而丧失切削性能,从而造成加工面脆性破坏,加工质量恶化,难以满足高精度、高效率的加工要求。
随着砂轮精密修整技术的发展及超微细粒度砂轮的使用,将磨削加工的材料去除工作引入到一个新的领域。
ELID磨削技术是应用电化学反应的非传统材料去除技术来解决金属基超硬磨料砂轮的修整问题的超精密镜面加工技术,以其效率高、精度高、表面质量好、加工装置简单及适应性广等特点,已较广泛用于电子、机械、光学、仪表、汽车等领域。
1 ELID磨削的基本原理ELID(Electrolytic In-process Dressing)磨削是在磨削过程中,利用非线性电解修整作用使金属结合剂超硬磨料砂轮表层氧化层的连续修整用与钝化膜抑制电解的作用达到动态平衡。
ELID超精密磨削技术综述

先进制造技术课程大作业2014年10月ELID超精密磨削技术综述蔡智杰天津大学机械工程学院机械工程系2014级硕士生摘要:金属基超硬磨料砂轮在线电解修整(Electrolytic In-process Dressing, 简称ELID)磨削技术作为一种结合传统磨削、研磨、抛光为一体的复合镜面加工技术,开辟了超精密加工的新途径,具有广发的应用价值。
本文将从工作原理、磨削机理、工艺特点、影响因素及磨削机床的分类等方面系统地介绍ELID超精密磨削技术,并通过分析国内外研究应用状况,阐述该技术在精密加工制造行业的应用发展前景。
关键词:在线电解修整(ELID) 超精密镜面加工金属基超硬磨料砂轮硬脆材料磨削机理0 引言随着制造行业的飞速发展,硬质合金、工程陶瓷、光学玻璃、玻璃陶瓷、淬火钢及半单晶硅等硬脆难加工材料得到广泛应用,寻求低成本、高效率的超精密加工技术的研究工作正在广泛开展。
超精密镜面磨削技术是一种借助高性能的机床、良好的工具(砂轮)、完善的辅助技术和稳定的环境条件,控制加工精度在0.1μm级以下、表面粗糙度Ra<0.04μm甚至Ra<0.01μm的磨削方法[1]。
然而,由于传统磨削工艺效率低、磨削力大、磨削温度高,且砂轮极易钝化、堵塞而丧失切削性能,从而造成加工面脆性破坏,加工质量恶化,难以满足高精度、高效率的加工要求。
随着砂轮精密修整技术的发展及超微细粒度砂轮的使用,将磨削加工的材料去除工作引入到一个新的领域。
ELID磨削技术是应用电化学反应的非传统材料去除技术来解决金属基超硬磨料砂轮的修整问题的超精密镜面加工技术,以其效率高、精度高、表面质量好、加工装置简单及适应性广等特点,已较广泛用于电子、机械、光学、仪表、汽车等领域。
1 ELID磨削的基本原理ELID(Electrolytic In-process Dressing)磨削是在磨削过程中,利用非线性电解修整作用使金属结合剂超硬磨料砂轮表层氧化层的连续修整用与钝化膜抑制电解的作用达到动态平衡。
2023年超硬磨料行业市场发展现状

2023年超硬磨料行业市场发展现状超硬磨料是一种应用广泛的高阶磨料,其硬度特点超过金刚石,传统磨料无法与之相比。
由于其极高的破碎强度,超硬磨料不仅适用于磨削各种材料,还能够代替钻石切割。
超硬磨料行业发展前景广阔,成为了磨料行业中一股不容忽视的力量。
1. 行业发展壮大,市场规模逐年扩大超硬磨料行业发展速度快,成为了磨料行业中的一股不可忽视的力量。
根据有关统计资料显示,2025年全球超硬磨料市场需求预计将超过250亿美元,增长率为10%左右,市场规模逐年扩大。
而中国是全球最大的超硬磨料市场之一,其中广东、江苏、山东、上海等地区是中国超硬磨料产业的主要集聚地。
2. 磨削加工需求增加,促进了超硬磨料产业发展随着工业技术的不断进步,精密零件的加工越来越精细化,需要使用更加高效、高性能的磨料进行加工。
因此,超硬磨料的产业需求量也随之逐年增加。
同时,汽车工业、航空航天工业等高端制造业的迅速发展,也给超硬磨料行业带来了更广阔的发展空间。
3. 技术研发不断推进,产品质量不断提高作为磨料行业中的领头羊之一,超硬磨料企业对技术研发的投入非常重要。
国内外的超硬磨料产业在技术研究方面均取得了不俗的成果,产品质量不断提高。
目前,国际上已经开发出终于超硬磨料品种,其中单晶金刚石、聚晶金刚石、立方氮化硼和氧化锆等超硬磨料正越来越受到市场的青睐。
4. 竞争激烈,企业互相竞争超硬磨料行业的发展壮大带来了企业之间的激烈竞争,大量的中小企业进入市场,企业在产品品质和价格上展开了激烈的竞争。
在这种竞争中,企业不断提高自身产品和技术的水平,以更好地满足市场的需求。
总之,超硬磨料行业市场规模不断扩大,技术研发不断推进,产品质量不断提高,行业竞争激烈。
虽然市场前景广阔,但也需要企业在不断发展的过程中,更好的满足市场需求,以更加高效、高质的产品和服务来赢得市场份额。
ELID磨削_硬脆材料精密和超精密加工的新技术

EL ID磨削硬脆材料精密和超精密加工的新技术张飞虎 朱 波 栾殿荣 袁哲俊( 哈尔滨工业大学机械工程系 哈尔滨 150001 )文 摘 金属基超硬磨料砂轮在线电解修整(E lectrolytic In2process Dressing,简称E L ID)磨削技术是国外近年发展起来的一种硬脆材料精密和超精密加工新技术。
本文介绍了E L ID磨削技术的基本原理、工艺特点和国内外研究应用情况。
应用E L ID磨削技术,可对工程陶瓷等硬脆材料实现高效率磨削和精密镜面磨削。
关键词 精密和超精密加工,磨削,砂轮,修整EL ID Grinding A New Technology for Precision andUltraprecision Machining of Hard and Brittle MaterialsZhang Feihu Zhu Bo Luan Dianrong Yuan Zhejun( Department of Mechanical Engineering,Harbin Institute of Technology Harbin 150001 )Abstract EL ID grinding which applies metal bonded grinding wheel with superhard abrasives and electrolytic in2process dressing is a newly developed technology for precision and ultraprecision machining of hard and brittle ma2 terials.In this paper the basic principle,characteristics,research and application of EL ID grinding are introduced.By EL ID,efficient grinding and mirror surface grinding of ceramics and other hard and brittle materials can be realized.K ey w ords Precision and ultraprecision machining,Grinding,Grinding wheel,Dressing1 引言金刚石、CBN超硬磨料具有硬度高、耐磨性好等优良的切削性能,自美国GE公司1957年和1969年批量生产人造金刚石、CBN磨料以来,除少数做成刀具外,大部分都用于制造磨具。
CBN及CBN砂轮磨削技术参数优化

CBN及CBN砂轮磨削技术参数优化CBN(Cubic Boron Nitride)是继人造金刚石问世之后,于1957年,由美国GE公司首先合成出的又一种超硬材料。
我国在1966年试制成功CBN,至今已有四十余年的历史了。
CBN的硬度仅低于金刚石,除了高硬度、高耐磨性、低摩擦系数等性质外,还具有比金刚石优越的耐热性和对铁族金属材料的化学惰性。
利用它这些优异的性能作研磨材料所制成的CBN磨具,特别适合于各类铁族金属材料的磨加工。
它和金刚石用于加工硬而脆的非铁系材料相互补充,使超硬材料的应用范围大大拓宽。
和普通磨料的磨具相比,CBN磨具具有高速、高效、高加工质量、长寿命、低成本的特点,可作为高速数控磨床高效、高精度磨削的首选工具。
在汽车、压缩机、机床、工具、轴承等工业领域有着广泛的应用。
1 CBN的性质1-1 CBN的晶体结构六方氮化硼(hBN)经高温高压合成,晶体结构由层状转变为立方结构,密度由2.25g/cm3增加到3.48g/cm3,各种性质都发生了突变。
1-2 CBN的主要特性在将CBN作研磨材料使用时,我们主要关注CBN的硬度、耐磨性、强度和导热性等性质。
1-2-1 硬度CBN的硬度仅次于金刚石,而远高于其它普通磨料。
高的硬度意味着切削能力更强、更锋利。
1-2-2 耐磨性CBN有高的耐磨性,意味着它比普通磨料更难磨损,保持磨粒形状的能力是CBN作为高性能磨料的主要特性之一。
1-2-3 抗压强度CBN的抗压强度很高,这意味着在高强度、大去除量磨削等恶劣条件下使用时,它能保持颗粒完整而不易破碎,因而使CBN磨具寿命更长。
1-2-4 导热性CBN有良好的导热性,在磨削时可实现冷切削。
从而大大减少被磨工件烧伤的可能性。
另外,CBN还有高的热稳定性和较低的热膨胀系数。
特别是CBN与铁、碳没有明显的化学亲和力,决定着它在磨削铁族金属时的价值。
而金刚石在一定温度下与铁发生化学反应而使其结构破坏,这就是金刚石不能加工铁族金属材料的原因。
CBN及CBN砂轮磨削技术参数优化
CBN及CBN砂轮磨削技术参数优化CBN(Cubic Boron Nitride)是继人造金刚石问世之后,于1957年,由美国GE公司首先合成出的又一种超硬材料。
我国在1966年试制成功CBN,至今已有四十余年的历史了。
CBN的硬度仅低于金刚石,除了高硬度、高耐磨性、低摩擦系数等性质外,还具有比金刚石优越的耐热性和对铁族金属材料的化学惰性。
利用它这些优异的性能作研磨材料所制成的CBN磨具,特别适合于各类铁族金属材料的磨加工。
它和金刚石用于加工硬而脆的非铁系材料相互补充,使超硬材料的应用范围大大拓宽。
和普通磨料的磨具相比,CBN磨具具有高速、高效、高加工质量、长寿命、低成本的特点,可作为高速数控磨床高效、高精度磨削的首选工具。
在汽车、压缩机、机床、工具、轴承等工业领域有着广泛的应用。
1 CBN的性质1-1 CBN的晶体结构六方氮化硼(hBN)经高温高压合成,晶体结构由层状转变为立方结构,密度由2.25g/cm3增加到3.48g/cm3,各种性质都发生了突变。
1-2 CBN的主要特性在将CBN作研磨材料使用时,我们主要关注CBN的硬度、耐磨性、强度和导热性等性质。
1-2-1 硬度CBN的硬度仅次于金刚石,而远高于其它普通磨料。
高的硬度意味着切削能力更强、更锋利。
1-2-2 耐磨性CBN有高的耐磨性,意味着它比普通磨料更难磨损,保持磨粒形状的能力是CBN作为高性能磨料的主要特性之一。
1-2-3 抗压强度CBN的抗压强度很高,这意味着在高强度、大去除量磨削等恶劣条件下使用时,它能保持颗粒完整而不易破碎,因而使CBN磨具寿命更长。
1-2-4 导热性CBN有良好的导热性,在磨削时可实现冷切削。
从而大大减少被磨工件烧伤的可能性。
另外,CBN还有高的热稳定性和较低的热膨胀系数。
特别是CBN与铁、碳没有明显的化学亲和力,决定着它在磨削铁族金属时的价值。
而金刚石在一定温度下与铁发生化学反应而使其结构破坏,这就是金刚石不能加工铁族金属材料的原因。
精密金刚石砂轮的制造_修整及其磨削机理研究进展
图 4 在线电解修整工作原理示意图[17] F ig. 4 Sketch of EL ID op era ting p rincip le
32
候, 产生电解, 把多余的金属腐蚀掉, 从而达到金刚石 磨粒出刃的目的。学者们在EL ID 过程中主要研究砂 轮表面氧化层的形成、氧化层结构与砂轮表面状况以 及砂轮磨削性能和工件加工质量之间的关系。
第 20 卷 第 4 期 超 硬 材 料 工 程
2008 年 8 月
SU PERHA RD M A T ER IAL EN G IN EER IN G
V o l. 20 A ug. 2008
精密金刚石砂轮的制造、修整及其磨削机理研究进展①
《基于WEDD的超硬磨料砂轮修整加工系统及实验研究》

《基于WEDD的超硬磨料砂轮修整加工系统及实验研究》篇一一、引言随着现代工业的快速发展,超硬磨料砂轮因其高硬度、高效率等优点,在机械加工领域得到了广泛应用。
然而,超硬磨料砂轮的修整加工一直是制约其性能发挥的关键问题。
为此,本文提出了一种基于WEDD(Wire Electrode Dressing Device)的超硬磨料砂轮修整加工系统,并对其进行了实验研究。
二、WEDD超硬磨料砂轮修整加工系统(一)系统构成本系统主要由WEDD修整设备、超硬磨料砂轮、工件夹具及控制系统等部分组成。
其中,WEDD修整设备采用电化学腐蚀原理,通过高速往复的线电极对砂轮表面进行修整,以达到提高砂轮性能的目的。
(二)工作原理本系统通过控制系统精确控制WEDD修整设备的运动轨迹和修整力度,实现对超硬磨料砂轮的精确修整。
在修整过程中,线电极与砂轮表面接触,通过电化学腐蚀作用,去除砂轮表面的磨损颗粒,使砂轮表面恢复原有的锋利度。
三、实验研究(一)实验材料与方法本实验选用不同粒度的超硬磨料砂轮作为研究对象,采用WEDD修整设备对其进行修整加工。
在实验过程中,我们控制了修整时间、修整力度、线电极材料等参数,以探究其对砂轮性能的影响。
(二)实验结果与分析1. 修整后砂轮的表面形貌:通过扫描电子显微镜(SEM)观察修整后的砂轮表面形貌,发现经过WEDD修整后,砂轮表面的磨损颗粒得到了有效去除,砂轮表面变得更加光滑,有利于提高加工精度和加工效率。
2. 修整后砂轮的硬度与耐磨性:通过硬度计和耐磨性试验机对修整后的砂轮进行硬度与耐磨性测试,发现经过WEDD修整后,砂轮的硬度和耐磨性得到了显著提高。
此外,不同粒度的砂轮在经过WEDD修整后,其性能提升程度有所不同。
3. 修整参数对砂轮性能的影响:通过改变修整时间、修整力度、线电极材料等参数,我们发现这些参数对砂轮的性能有着显著影响。
适当的修整时间和力度可以有效地去除砂轮表面的磨损颗粒,提高砂轮的硬度和耐磨性;而线电极材料的选用也会影响修整效果,应根据实际需求进行选择。
超硬磨料磨具修整技术研究

超硬磨料磨具修整技术研究崔仲鸣;赫青山;冯创举;王星【摘要】超硬磨料砂轮以其优越的磨削性能极大地推进了磨削技术的发展,在加工难加工材料、高效磨削和精密磨削等方面取得了显著成果.但由于超硬磨料磨削技术尚处于发展初期,还存在许多未解决的难题,其中超硬砂轮修整困难就是问题之一,该问题严重制约了超硬磨料砂轮的推广应用.本文针对超硬磨料砂轮的修整问题,归纳论述了各种超硬磨料砂轮修整的原理、特点,并对超硬磨料砂轮修整的发展方向做了展望.【期刊名称】《金刚石与磨料磨具工程》【年(卷),期】2016(036)001【总页数】7页(P43-49)【关键词】超硬磨料砂轮;修整;修整工具【作者】崔仲鸣;赫青山;冯创举;王星【作者单位】河南工业大学机电工程学院,郑州450007;河南工业大学机电工程学院,郑州450007;河南工业大学机电工程学院,郑州450007;河南工业大学机电工程学院,郑州450007【正文语种】中文【中图分类】TG74超硬磨料以其优越的物理化学性能在磨削方面表现出超凡的能力,超硬磨料砂轮磨削技术的应用使得磨削技术得到了飞跃式的发展。
目前,以超硬磨料砂轮磨削技术为基础形成了高速磨削、高速深切缓进磨削、金刚石微粉砂轮的超精密磨削技术等先进磨削技术。
这些技术在高效磨削、难加工材料磨削、精密超精密磨削和自动化磨削中取得了显著成果,并且使汽车工业、航空航天工业领域难加工材料零件的精密加工和IT领域集成芯片、硅片加工技术水平大大提高,极大地促进了汽车、航空航天和电子行业的发展。
可以预测,随着超硬磨料磨削技术的发展,超硬磨料磨削将给传统的磨削技术带来划时代的飞跃[1]。
磨削过程中,砂轮工作表面的地形地貌和形状尺寸精度是影响磨削性能和效果的重要因素之一,砂轮必须经过修整才能保持良好的磨削状态。
超硬磨料具有的超高硬度和耐磨性使其具有了优异的磨削性能,但同时也给超硬砂轮的修整带来了极大困难,其修整难度比普通砂轮大得多。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三、砂轮修锐技术
固结修锐工具修锐法
碳化硅或刚玉块切入修锐
当 砂轮磨粒与修锐 块磨粒相遇时 ,由于 砂 轮磨粒硬度更高 ,修锐 块磨粒将发生破碎。修 锐块磨粒间隙中填满碎 磨粒有助于对结合剂进 行切削 ,从而使 砂轮上 较浅的磨粒脱落。
三、砂轮修锐技术
固结修锐工具修锐法
普通砂轮磨削修锐
修整轮速度 vr 与 超硬磨料砂轮速 度 vs的关系应为: vr ≈ vs - 1 (m/ s)
三、砂轮修锐技术
自由磨粒修锐法
利用高压液体和磨 以碳化硅、 刚玉 粒的运动达到去除砂轮 或玻璃珠等游离磨粒作 表面结合剂的目的。 为修锐介质 ,用压缩空 是一种高效修锐方 气将修锐介质高速喷射 法 ,可在短时间内获得 到转动的砂轮表面 ,以 满意的修锐效果。 去除部分结合剂 ,形成 配合金刚石滚轮整 切削刃 ,达到修锐砂轮 形可减少金刚石滚轮的 的目的。 磨损。 游离磨料喷射修锐
固结修锐工具修锐法
三、砂轮修锐技术
自由磨粒修锐法
游离磨料挤压修锐
用碳化硅、刚玉、硬质合金或钢铁等制成修整轮, 与超硬磨料砂轮在一定压力下进行自由对滚,使结合剂 特点用该法修锐树脂结合剂 砂轮时 ,初始磨损 破裂形成容屑空间,并使超硬磨粒表面崩碎形成微刃。 较大 ,磨削比较低。 加入碳化硅、刚玉等游离磨料,依靠游离磨料挤轧作用 进行修锐。
Vs
Vr
三、砂轮修锐技术
固结修锐工具修锐法
油石修锐
油石修锐是应用较广泛的修锐方法,它主要通过 接触区破碎磨粒的挤研作用去除超硬磨料砂轮的结合 剂。 但油石修锐无法获得较大的磨粒凸出高度,因此 不能用于大切削用量磨削用超硬磨料砂轮的修锐。
三、砂轮修锐技术
固结修锐工具修锐法
除上述修锐方法外 ,还有修锐棒、 修锐膏、 金属 丝刷、 硬质合金块、 低碳钢磨削修锐法、 磁性磨料 修锐法等。
二、砂轮整形技术
砂轮整形的方法较多:
磨 削 法
常用砂轮整形方法
滚 压 法
车削法
二、砂轮整形技术
车削法
用单点、聚晶金刚石笔,修整片等车削金刚石 砂轮达到修整目的。
二、砂轮整形技术
磨削法
用普通磨料砂轮或砂块与超硬磨料砂轮对磨 进行修整,普通磨料磨粒被破碎,切削超硬磨料 砂轮上的树脂、陶瓷、金属结合剂,致使超硬磨 粒就会脱落。目前最为广泛采用的修整法。
二、砂轮整形技术
滚压法
滚压整形法是 利用旋转的砂轮 主要特点是: 和滚压轮之间的相 修整压力大、修整效率及修整精度较低、修 对滚动,压裂砂轮 整后砂轮表面损伤层较深、切削刃密度较低、磨 的结合剂桥,使磨 粒较尖锐、易磨损。 粒表面崩碎出现微 为了降低滚压力,往往在滚压轮表面开出斜 刃。用硬质合金或 槽或螺旋槽。为避免砂轮表面产生周期性波纹, 淬硬钢制成滚压 必须控制砂轮轴与滚轮轴的同轴度。 轮,制造工艺简 单,价格便宜。
和组织变化Leabharlann 4、磨削效率高 5、综合成本低
一、概述
超硬磨料磨削的应用
在超硬磨料砂轮的应用技术中, 超硬磨料砂 轮的修整技术占有非常重要的地位。 砂轮修整的关键在于得到较高的整形精度, 良好的形貌。 整形精度的高低决定磨削工件尺寸精度和表 面质量, 良好的形貌使磨粒有较强的把持力, 磨 削时有足够的容屑空间, 有利于磨削液进入, 防 止烧伤与堵塞。 以下就近年来砂轮修整的一些新技术作简要 介绍。
超硬磨料砂轮修整技术发展
一、概述 二、砂轮整形技术 三、砂轮修锐技术
一、概述
首先认识一下超硬磨料磨削技术
超硬磨料砂轮磨削的特点:
1、可用来加工各种高硬度、高脆性金属材料和非金属材料
2、磨削能力强、耐磨能力好、耐用度高,易于控制加工尺寸 用高硬磨料如金刚石和立方氮化硼制成的磨具进行
及实现自动化 磨削的加工技术。 3、磨削力小、磨削温度低,加工表面质量好,无烧伤、裂纹
三、砂轮修锐技术
电加工修锐法
电火花修整
电火花修整特点: 被修整砂轮 电火花修整过程中,砂轮高速旋转,被修整砂 ①可进行在位、在线修整,易保证磨削精度; 轮接脉冲电源的正极,工具电极接脉冲电源的负极, ②操作方便;③适用于任何以导电材料作为结合剂 以磨削乳化液为工作液,且工作液由磨床的冷却液 的砂轮;④修整力小,适合小直径和极薄砂轮的修 喷嘴直接注入到被修整砂轮和工具电极之间,然后 工作液喷嘴 整;⑤可方便地实脱对成型砂轮的快速、高精度修 脉 利用砂轮和工具电极之间产生脉冲火花放电的电腐 冲 整。 蚀现象来蚀除金属结台剂,使超硬磨粒有效地暴露 电 此外,相对其他砂轮修整方法电火花修整还具 源 出来,从而达到整形和修锐的目的。 电极工具 有成本低、易实现、工艺参数少、便于调节等优点。
三、砂轮修锐技术
自由磨粒修锐法
超声振动修锐
由超声波发生器发 超声振动修锐的特点: 出的超声频的电信号传 一方面, 由于超声波具有能量激波特性, 可 给换能器,由变幅杆放 使磨料破碎并增强磨料对砂轮结合剂的切削和研 大后变成带动修整器超 蚀作用; 另一方面, 超声波经过液体时会产生所 声频的机械振动。在砂 谓 “空压” 作用, 促使悬浮液渗入被修砂轮表面的 轮和修整器间放入游离 细微裂纹中, 进一步加剧结合剂的破除, 起到修 磨料撞击砂轮的结合 锐砂轮的作用。 剂,使超硬磨粒突出结 合剂,对砂轮进行修整。
二、砂轮整形技术
其他整形方法
电加工整形法
电加工整形法适用于任何以导电材料作为结合剂 的砂轮,主要有电解法、 电火花法等。 激光整形法
通过控制激光放射参数和砂轮相对于激光束的运 动, 可以获得期望的几何形状和精度。
三、砂轮修锐技术
自由磨粒修锐法 电 加 工 修 锐 法 激 光 加 工 修 锐 法
常用砂轮修锐方法
二、砂轮整形技术
磨削法
杯形砂轮整形
杯形砂轮修整原理 杯形砂轮对砂 如右图所示: 轮的整形效果优于 利用直线包络 采用金刚石砂轮的 原理,可将砂轮修 整形效果。 整成任意凸形轮廓。
二、砂轮整形技术
磨削法
低碳钢磨削整形
低碳钢磨削整形的特点是修整效率及修整精度 较低、 磨粒脱落较多、 整形质量不稳定。
单滚轮法
双滚轮法
二、砂轮整形技术
磨削法
金刚石滚轮整形
金刚石滚轮整形法的主要优点是:结构简单、 其修整机理是通 滚轮耐用度高、 能同时在砂轮全宽度上进行修整、 过金刚石滚轮与砂轮 修整时间短、 修整力小、 能复制特定的砂轮轮廓 的旋转运动之间产生 (尤其对复杂型面砂轮具有准确的复形能力) 、 适 的相对运动来实现砂 用于自动化生产。该方法在有载或无载情况下均可 轮整形。 使用 ,可使修整时间与其它加工辅助时间交叉重合。