装配车间区域规划平面图
新车间平面规划图及说明
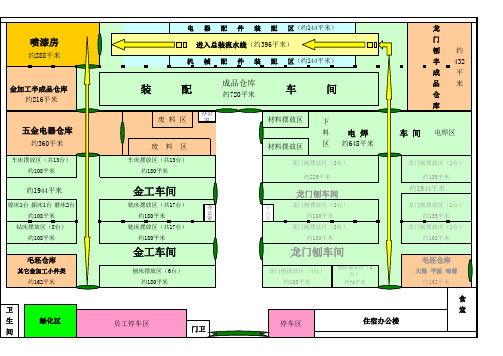
新厂区平面规划图详细说明(个人意见仅供参考)新厂区如何合理利用?不是随意的给他一个地盘,就有他来分配调整!要有统筹安排意识,新厂区的利用不能马虎,要有多个方案的比对研究,确定合理性方案的实施!新厂区的规划要注意以下几个问题:生产布局规划第一、整体决策性:要考虑的是总部如何设立部门!这个方案决定了整个企业的管理程序化问题,能不能改变以往老式的管理观念,就要从这次的整体规划中体现!如:总部要以销售、采购、技术为核心,以此严律销售、管制物资、技术革新、品质监控、售后服务、奠定生产!(属于六加一产业链管理模式),这就决定了新厂区的利用为生产!那就要把成熟的产品、批量生产的产品搬入新厂区!以大产量主导生产;相应的金加工及龙门刨也要搬入!确定新厂区的生产完整性!第二、现场规划性:要考虑的是新厂区的规划长期性、稳定性;这个也尤为重要,一但确定就不要再做轻易的改变!如:当新厂区规划好以后,是否做为长期生产部属,稳定生产产量,再按照现场的实际区域设定厂区布局,必须考虑全面。
上图《新厂区平面规划图》中所显示的分布区域为:金工车间、龙门刨车间、电焊车间、装配车间及金加工半成品仓库、龙门刨半成品仓库、小件类毛坯仓库、大件类毛坯仓库、五金电器仓库、成品仓库和喷漆房等。
第三、设备流程性:厂区布局要根据产品的配套生产性能,生产设备的流程性进行设定摆放,才能够发挥作用,体现出设备流程管理的最大优势。
金工车间生产区主要以生产小件类为主,根据设备流程性能及产能,配相应产量(生产计划)进行小件类量化管理;龙门刨车间生产区主要以生产大件类为主,也可以根据设备流程性能及产能,配相应产量(生产计划)进行大件类量化管理;这些生产都服务于装配流水线!电焊车间也一样控制相应产量,服务整体流水线的合理生产!新厂区、新开端、新流程、新观念,为了改变现在混乱的局面,这个才是我们公司崭新的要点!第四、管理程序性:以上图《新厂区平面规划图》中所显示:龙门刨车间的大件类可从南丰铸件车间直接推过来,进入计划生产;施行生产领料制,金工车间的小件类由外协直接运至小件毛坯仓库进行计划领料生产,大件类以相同的方式进行合理生产;当金工、龙门刨车间按计划生产好的配件成品进入相应的半成品仓库后,再由装配按计划控制半成品出库量;整体以生产目标制按计划进行相应配件产品的生产,按计划领料生产控制所有设备进行量化管理,以此达到生产管理目标制!第五、生产流水线性:首先由毛坯件作为流水线的开始,大件类进入龙门刨车间进行量化生产(计划生产量、设备定值量(生产领料量)、最大产能量、目标控制量等),电焊车间将焊好的脚架同样在龙门刨车间刨好后进入总装流水线,作为总装流水线的第一道工序;金工车间小件类与龙门刨车间生产同步进行生产,同样进行量化生产,当金工车间产品配件生产一批结束后,进入机械配件装配区进行配件装配,当机械配件装配结束,总装流水线的第一道工序也已完成,然后进入第二道机械装配,第二道工序结束后进入第三道电机装配,第四道电器装配,第五、第六道等,最后进入道喷漆工序,喷漆批灰可以在第一道完成后进行!注:整道工序还待确定!总装流水线适用于除圆弧机(超大型)以外的任何机型!它可以减少人员、质量稳定、快速生产、提高产能。
厂区平面规划图详细说明

新厂区平面规划图详细说明(个人意见仅供参考)新厂区如何合理利用?不是随意的给他一个地盘,就有他来分配调整!要有统筹安排意识,新厂区的利用不能马虎,要有多个方案的比对研究,确定合理性方案的实施!新厂区的规划要注意以下几个问题:生产布局规划第一、整体决策性:要考虑的是总部如何设立部门!这个方案决定了整个企业的管理程序化问题,能不能改变以往老式的管理观念,就要从这次的整体规划中体现!如:总部要以销售、采购、技术为核心,以此严律销售、管制物资、技术革新、品质监控、售后服务、奠定生产!(属于六加一产业链管理模式),这就决定了新厂区的利用为生产!那就要把成熟的产品、批量生产的产品搬入新厂区!以大产量主导生产;相应的金加工及龙门刨也要搬入!确定新厂区的生产完整性!第二、现场规划性:要考虑的是新厂区的规划长期性、稳定性;这个也尤为重要,一但确定就不要再做轻易的改变!如:当新厂区规划好以后,是否做为长期生产部属,稳定生产产量,再按照现场的实际区域设定厂区布局,必须考虑全面。
上图《新厂区平面规划图》中所显示的分布区域为:金工车间、龙门刨车间、电焊车间、装配车间及金加工半成品仓库、龙门刨半成品仓库、小件类毛坯仓库、大件类毛坯仓库、五金电器仓库、成品仓库和喷漆房等。
第三、设备流程性:厂区布局要根据产品的配套生产性能,生产设备的流程性进行设定摆放,才能够发挥作用,体现出设备流程管理的最大优势。
金工车间生产区主要以生产小件类为主,根据设备流程性能及产能,配相应产量(生产计划)进行小件类量化管理;龙门刨车间生产区主要以生产大件类为主,也可以根据设备流程性能及产能,配相应产量(生产计划)进行大件类量化管理;这些生产都服务于装配流水线!电焊车间也一样控制相应产量,服务整体流水线的合理生产!新厂区、新开端、新流程、新观念,为了改变现在混乱的局面,这个才是我们公司崭新的要点!第四、管理程序性:以上图《新厂区平面规划图》中所显示:龙门刨车间的大件类可从南丰铸件车间直接推过来,进入计划生产;施行生产领料制,金工车间的小件类由外协直接运至小件毛坯仓库进行计划领料生产,大件类以相同的方式进行合理生产;当金工、龙门刨车间按计划生产好的配件成品进入相应的半成品仓库后,再由装配按计划控制半成品出库量;整体以生产目标制按计划进行相应配件产品的生产,按计划领料生产控制所有设备进行量化管理,以此达到生产管理目标制!第五、生产流水线性:首先由毛坯件作为流水线的开始,大件类进入龙门刨车间进行量化生产(计划生产量、设备定值量(生产领料量)、最大产能量、目标控制量等),电焊车间将焊好的脚架同样在龙门刨车间刨好后进入总装流水线,作为总装流水线的第一道工序;金工车间小件类与龙门刨车间生产同步进行生产,同样进行量化生产,当金工车间产品配件生产一批结束后,进入机械配件装配区进行配件装配,当机械配件装配结束,总装流水线的第一道工序也已完成,然后进入第二道机械装配,第二道工序结束后进入第三道电机装配,第四道电器装配,第五、第六道等,最后进入道喷漆工序,喷漆批灰可以在第一道完成后进行!注:整道工序还待确定!总装流水线适用于除圆弧机(超大型)以外的任何机型!它可以减少人员、质量稳定、快速生产、提高产能。
制造车间布局详解课件

设备设施布局
系统布置设计(Systematic Layout Planning )
P产品构成分析:
例:叉车产品分析
设备设施布局
系统布置设计(Systematic Layout Planning )
例:P—Q分析
设备设施布局
系统布置设计(Systematic Layout Planning )
在工业安全用色中,橙色表示危险,是警戒色。橙色非常明亮刺眼,如火车头,登山服装,背包,救生衣等。车间现场,橙色可用于安全警示标识,如安全帽、危险作业场所的工作服。
在工业安全用色中,黄色表示提醒注意。如交通号志上的黄灯,工程用的大型机器,学生用雨衣,雨鞋等,危险、保安设施。车间现场,黄色常被用作安全色,因为这极易被人发现,如室外作业的工作服,常用于警示标识,用于通道线、定置线。
图1 产品原则布置示意图
设备设施布局
(2)工艺布置原则(机群式)把同类型的设备和人员集中布置在一个地方。
图4 工艺原则布置示意图
设备设施布局
(3)固定式布置原则(项目布置)主要是工程项目和大型产品生产采用的一种布置形式。 它的加工对象位置,生产工人和设备都随加工产品所在的某一位置而转移。如工程建设、飞机厂、造船厂、重型机器厂等。
车间整体颜色选择
色彩的前后感
处在同一平面上的颜色,有的颜色使人感觉突出,有的颜色给人以退向后方的感觉。前者称前进色,后者称为后退色。由各种不同波长的色彩在人眼视网膜上的成像有前后,红、橙等光波长的色在内侧成像,感觉比较迫近;蓝、紫等光波短的色则在外侧成像,在同样距离内感觉就比较后退。实际上这是视错觉的一种现象,一般暖色、纯色、高明度色、强烈对比色、大面积色、集中色等有前进感觉,相反,冷色、浊色、低明度色、弱对比色、小面积色、分散色等有后退感觉。
车间规划平面图

0.7*0 .6
1
.
0.7*0.6
1.2*0.6
打 带
车
机
1.2
1.2*1.0
盘头 机 1.2* 0.6
0.6* 0.61
打带 机
车
1.2*
0.61
1.2*1.0
盘头 机 1.2* 0.6
0.6 *0.
整理伞面4*1.221
看板
0.9*0. 6
1 1 1 1 1 车
验针机房 3.5*1.5
1 1 1.2*1.2
参访通道 物流 通道
线上物料架
打点
压 上 巢
打点
成品中棒 暂存
线上物料架 内条机台
线上物料架
所有机台设备
中棒4层架
1.5M通道
线上物料 架
线上物料架
新组装1 新组装2 中棒配件
物流参访通道
北
西
东
南
东
2.5* 1.0 货架
2.5* 1.0 货架
1
.
1 . 桌面1
1 . 桌面1
1.2*0.6
1.2*0.6
物 流 通 道 1.2*0.6
1.68*0.61 桌面
看 板
参访通道
1
.
1.2*0.6
物流通道
看板
车 边 机 车 边 机 车 边 机
移动车
验布机 2*1.5
1
1
1
1
车
0.9*0.6
1.2*0.6
1 . 桌面1
1 车
1
1
1
1
1
0.9*0.6
车
切线须
1 1.2*0.6
0.9*0.6
生产车间平面图布置图
临 时 堆 放 区
通
冲床作业区
物料堆放区
折弯作业
物料堆放区
通
道
通道Βιβλιοθήκη 办 公 区激光作业区
物 料 堆 放 区
钣 金 作 业 区
临 时 堆 放 区
物料 堆放区
物料 堆 放区
道
北 西 南 东
激光 室 螺柱 焊接 室 水切割室
临 时 堆 放 区
钻 攻 作 业 区
剪 切 作 业 区
折 弯 作 业 区
物料 堆 放区
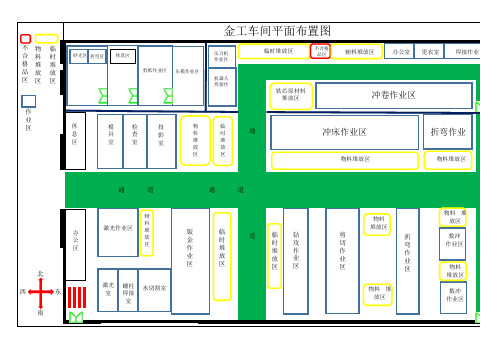
金工车间平面布置图
不 合 格 品 区 物 料 堆 放 区 临 时 堆 放 区
砂光区 折弯区 休息区 剪纸作业区 压模作业区 机器人 焊接作 压力机 作业区
临时堆放区
不合格 品区
辅料堆放区
办公室
更衣室
焊接作业区
铁芯原材料 堆放区
冲卷作业区
作 业 区
休 息 区
模 具 室
检 查 室
投 影 室
物 料 堆 放 区
数冲 作业区
物料 堆放区 数冲 作业区
接作业区
车间平面布置图
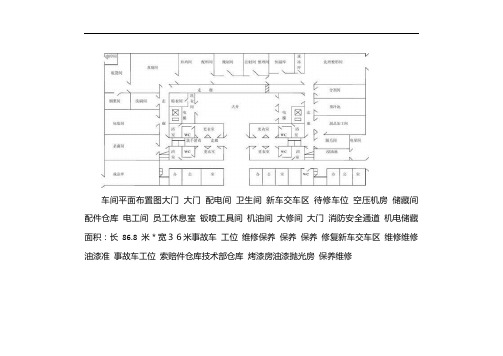
车间平面布置图大门大门配电间卫生间新车交车区待修车位空压机房储藏间配件仓库电工间员工休息室钣喷工具间机油间大修间大门消防安全通道机电储藏面积:长86.8米*宽36米事故车工位维修保养保养保养修复新车交车区维修维修油漆准事故车工位索赔件仓库技术部仓库烤漆房油漆抛光房保养维修布置图是建筑布置图的简明图形形式,用于显示建筑物,结构,设施,设备等的相对平面位置。
绘制布置图的常用方法是平面模型布置法。
根据布置对象的范围,布置图可分为工厂总体布置图,工厂布置图,车间布置图,设备布置图和地下网络布置图。
布局图一般是指平面的空间布局和布置,分为公共空间布局,室内平面布局,绿化平面布局等。
在工程中,布局图通常是指建筑布局的简洁图形形式方案,用于显示建筑物,构筑物,设施,设备等的相对平面位置。
画图方法通常,使用手工图或二维工程图软件来绘制平面图。
常用的CAD版本是cad2007,cad2010和cad2014。
在这里,2007是较早的CAD起草器最主要和最常用的版本。
2010是所有版本中最稳定的版本。
在现有CAD的基础上,CAD 2014与3DMAX更加兼容。
(常用:CAXA,众望CAD,天正CAD,AutoCAD)图纸布局计划的常用方法是平面模型布局方法和空间原理。
分类根据对象的范围,布局计划可以分为总体布局计划,总体布局计划,总体布局计划,总体布局计划,总体布局计划,总体布局计划,总体布局计划,总体布局计划,总体布局计划。
,总体布局计划,总体布局计划,总体布局计划,总体布局计划,总体布局计划单一建筑物布局图,设备布局图和地下网络布局图等国内建筑法目前,国内建筑法对平面布置图的要求是通过增加四个外墙和颜色图来构成建筑物的布置图。
三要素1个比例2方向3图例和笔记参考计划的方向,比例和图例。
确定方向:通常,面对平面图,图的顶部是北,底部是南,左侧是西,右侧是东。
在带有指针的平面中,指向箭头的方向是北。
比例尺:地图上的距离小于地面上的距离的程度。
奥迪汽车-新元素维修车间平面布置图
Design 4: Block vs. Open space 方案四:“盒子”与 开放区
20/20
20
Chengdu AUDI World WORKSHOP -
Customer service area & car handover area
成都奥迪新元素 维修车间
客户接待区、完工交车区
2012.6.6
1/20
Siteplan 总平面图
2/20
2
Ground floor – Customer service area 一层 – 客户接待区
11
Design 3: Focus on one block 方案三:聚集成一个大“盒子”
Work area 接待区 Service block 服务“盒子” Focus area “盒子”的环绕区
Functional floorplan 1F 功能平面图1F
12/20
12
Floorplan 1F 平面图1F
Axis 1 - work area 轴线1 - 接待区 Axis 2 - AUDI shop / rest area 轴线2 - 精品区、休息区 Service Islands 服务岛
4/20
4
Floorplan 1F 平面图1F
5/20
5
6/20
6
7/20
7
Design 2: Boxes & Work Islands 方案二:“盒子”与 服务岛
13/20
13
14/2014ຫໍສະໝຸດ 15/2015Design 4: Block vs. Open space 方案四:“盒子”与 开放区
Work area 接待区 Negotiation block 洽谈“盒子” Open public spaces 公共区域
装配车间建筑设计图纸(含装修表)
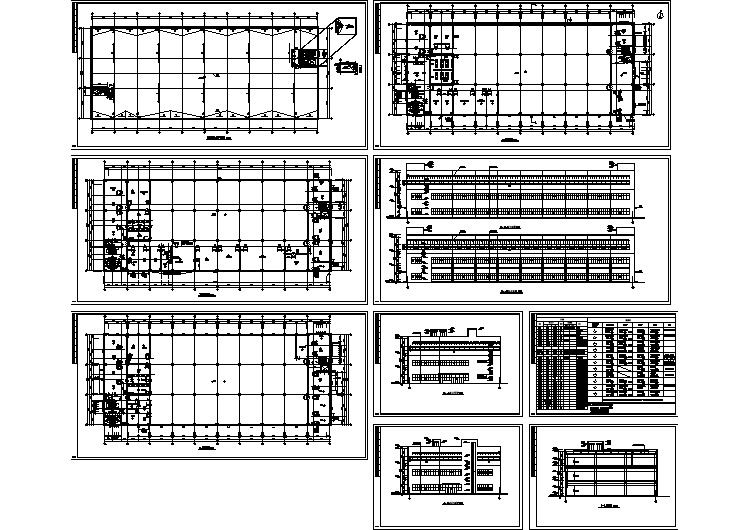
某专业锂电池制造厂生产车间平面布局图

新车间平面规划图

大梁 平板 弯臂 约162平米
员工停车区
门卫
停车区
食 堂 住宿办公楼
24M
约360平米 12M
30M 约1944平米
36M
54M
约2880平米
120M 12M
约648平米 54M 约1944平米
36M
54M
机 械 配 件 装 配 区(约144平米)
装
配
办公
废料区
室
废料区
车床摆放区(共13台) 约180平米
金工车间
铣床摆放区(共17台)
办
约180平米
公 室
铣床摆放区(共17台)
约180平米
金工车间
刨床摆放区(6台) 约180平米
材料摆放区 材料摆放区
下
料 电焊
区 约648平米
龙门刨摆放区(2台) 约225平米
喷漆房
约288平米
金加工半成品仓库 约216平米
五金电器仓库
约360平米
车床摆放区(共13台) 约108平米
约1944平米
镗床1台 插床1台 磨床2台 约108平米
钻床摆放区(8台) 约108平米
毛坯仓库
其它金加工小件类 约162平米
卫
生
绿化区
间
电 器 配 件 装 配 区(约144平米) 进入总装流水线(约396平米)
龙门刨车间
办
龙门刨摆放区(2台)
公 室
约180平米
龙门刨摆放区(2台)
约180平米
龙门刨车间
龙门刨摆放区(4台) 约108平米
刨床摆放区(2 台)
约72平米
龙 门 刨约 半 432 成平 品米 仓 库
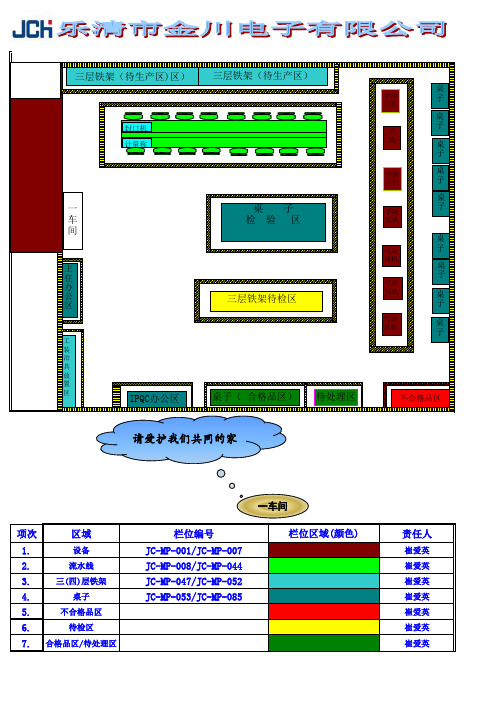
装配车间区域规划平面图
部門:
道过
区域规划平面图
平面图
區域:
三层铁架(待生产区)区) 三层铁架(待生产区)
封口机 计量称
一
桌子
车
检验 区
间
主
任
办
公
三层铁架待检区
区
工
装
治
具
放
置
区
IPQC办公区
桌子( 合格品区) 待处理区
桌
手动
子压机桌源自子手动桌
子
手动 压机
桌 子
桌
手动
子
压机
桌
气动
子
压机
桌
子
气动
压机
桌
子
气动 压机
桌 子
不合格品区
请爱护我们共同的家
项次
区域
1.
设备
2.
流水线
3.
三(四)层铁架
4.
桌子
5.
不合格品区
6.
待检区
7. 合格品区/待处理区
一车间
栏位编号 JC-MP-001/JC-MP-007 JC-MP-008/JC-MP-044 JC-MP-047/JC-MP-052 JC-MP-053/JC-MP-085
栏位区域(颜色)
责任人
崔爱英 崔爱英 崔爱英 崔爱英 崔爱英 崔爱英 崔爱英
核准: 日期: 制定: 日期:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
责任人
崔爱英 崔爱英 崔爱英 崔爱英 崔爱英 崔爱英 崔爱英
核准: 日期: 制定: 日期:
请爱护我们共同的家
项次
区域
1.
设备
2.
流水线
3.
三(四)层铁架
4.
桌子
5.
不合格品区
6.
待检区
7. 合格品区/待处理区
一车间
栏位编号 JC-MP-001/JC-MP-007 JC-MP-008/JC-MP-044 JC-MP-047/JC-MP-052 JC-MP-053/JC-MP-085
栏位区域(颜色)
部門:
道过
区域规划平面图
平面图
區域:
三层铁架(待生产区)区) 三层铁架(待生产区)
封口机 计量称
一
桌子
车
检验 区
间
主
任办公来自三层铁架待检区区
工
装
治
具
放
置
区
IPQC办公区
桌子( 合格品区) 待处理区
桌
手动
子
压机
桌
子
手
动
桌
子
手动 压机
桌 子
桌
手动
子
压机
桌
气动
子
压机
桌
子
气动
压机
桌
子
气动 压机
桌 子
不合格品区