生产工艺流程及生产管理培训共33页
露天煤矿采矿工艺流程共33页
电机制造工艺学(ppt33页).ppt

④ 对带有绝缘材料的部件,如定子、转子,换向 器和集电环等,机械加工时,使用切削掖,又要防 止切屑损伤绝缘材料。 ⑤ 对于导磁零部件,切削应力不应过大,以免降 低导磁性能和增大铁耗。 ⑥ 对于叠片铁心,机械加工时应防止倒齿。根据 电机的电磁性能要求,定子铁心内圆应尽量避免机 械加工。
光止口方案——定于铁心内、外圆不进行机械加工,压入 机座后,以铁心内圆定位精车机座止口。其特点是以精车 止口消防机座加工、铁心制造和装配所产生的误差,从而 达到所要求的同轴度。因此,定子的同轴度主要取决于精 车止口时所用胀胎工具的精度和定位误差。在机座零件加 工时,对止口与内圆的同轴度和精度可放低些,有利于采 用组合机床或自动线加工;但多一道光止口工序,以致多 占用一次机床。
单件工艺费用为:
全年工艺费用为:
第一章 电机零部件的机械加工
第一节 电机零部件机械加工的一般问题
一、电机零部件的互换性 在成批生产和大量生产的零部件中,不经过选择和 修配,任意取出一个同样规格的零件或部件,就能顺 利地装配到产品上去,并能保证产品的质量。这种同 样规格的零件或部件可以相互替换使用的性质,称为 零件或部件的互换性。
三、工艺尺寸链 一个零件或一个装配体,都有由若干彼此连接的尺寸组
成一个封闭的尺寸组,这种封闭的尺寸组称为尺寸链,在 零件加工过程中所遇到的尺寸链,称为工艺尺寸链。
在尺寸链中,每个尺寸都称为环,其中必有一个尺寸依 附于其他尺寸而最后形成
四、电机零部件机械加工的特点 电机零部件机械加工时所采用的机床和切削刀具与一般
造纸工艺流程培训ppt课件

平板常见纸病
• 3、缺材
• 纸芯窜出——复卷不良 • 纸芯窜出,走纸跑偏,导致一边露瓦缺材; • 水分过高——压榨部、干燥部 • 水分过高,经过预热缸、热板后,原纸纸幅收缩 • 严重,导致一边露瓦缺材;
42
平板常见纸病
4、起皱
• 松紧边 • 原纸松紧边,一定速度下,原纸两边的走纸长度 • 不一致,松边走纸长度较长,多出来的部分在张 • 力、压力的作用下,与其他部分重叠,造成起皱
1、降低运行费用,减少工艺环节,可直接制浆造 纸; 2、节约能源(如:水、电、煤)和劳力资源 ; 3、降低原料成本和产品成本,增强了商品的市场 竞争力和占有率,提高了企业效益 ; 4、在国外有人把废纸称为“城市中的森林”,废 纸的利用本身对减轻我们的生存环境和固体垃圾污 染起着积极作用; 5、绿色产业,可持续性发展,国家大力支持 ;
调色 在漂白纸浆中加入少量的蓝色、紫蓝色或紫红色, 使与漂白纸浆中相应呈现的淡橙、浅黄或呈黄色其 互补的作用而显出白色。 染色目的是生产色纸,调色目的是提高纸张白度。
37
化学品作用 干强剂 具有极性羟基,与纤维之间能形成氢键结合 提高纸的裂断长、耐破度
38
五.常见纸病及其原因分析
39
平板常见纸病
43
平板常见纸病
• 5、压线开裂
• 原纸水分低(压榨、干燥)、原纸薄、原材料差 • 原纸水分降低,韧性减弱,脆性增加,易折裂; • 原纸克重低、厚度薄,耐折性能差; • 原纸材料纤维短,纤维间结合力差,耐折性能差
44
平板常见纸病
6、表面黑斑 • 胶粘物(热分散、除渣) • 再生纸用废纸抄纸,夹带有热熔性的胶粘物,再 • 生纸经过预热缸、热板,胶粘物熔化、展开,出 • 现黑斑。
电子产品设计生产工艺流程

5.2 电子产品整机生产工艺流程
5.2.4 电子产品调试工艺
⑷ 元器件失效。如集成电路损坏、三极 管击穿或元器件参数达不到要求等。
⑸ 连接导线的故障。如导线错焊、漏焊, 导线烫伤,多股芯线部分折断等。
⑹ 样机特有的故障。电路设计不当或元器 件参数不合理造成电路达不到设计要求的故 障。
5.2.4 电子产品调试工艺
⑴ 观察法 观察法是通过人体感觉发现电子线路故障 的方法。这是一种最简单最安全的方法,也 是各种电子设备通用的检测过程的第一步。
观察法可分为静态观察法(不通电观察法) 和动态观察法(通电观察法)两种。
共 75 页 第 36 页
5.2 电子产品整机生产工艺流程
5.2.4 电子产品调试工艺
输出-10V电压
输入
+12V 电压
负电源 变换电路
门控电路
红外线心率计原理框图
共 75 页 第 28 页
5.2 电子产品整机生产工艺流程
5.2.4 电子产品调试工艺
5) 参数调整 在进行上述调试时,可能需要对某些元器件 的参数加以调整。
6) 整机性能测试和调试 由于使用分块调试方法,有较多调试内容 已在分块调试中完成,整机调试只须测试整机 性能技术指标是否与设计指标相符,若不符合 再做出适当的调整。
共 75 页 第 24 页
5.2 电子产品整机生产工艺流程
5.2.4 电子产品调试工艺
⑶ 严格按照调试工艺指导卡,对单元电 路板或整机进行调试和测试。调试完毕,用 封蜡、点漆的方法固定元器件的调整部位。
⑷ 运用电路和元器件的基础理论知识分 析和排除调试中出现的故障,对调试数据进 行正确处理和分析。
共 75 页 第 10 页
卷包车间工艺控制流程图和规范(doc 47页)

卷包车间工艺控制流程图和规范(doc 47页)目录第一章卷包车间工艺控制流程图 (5)第二章前言 (6)1目的 (6)2适用范围 (6)3职责 (6)第三章工序产品首检及自检过程规范 (8)1卷接工序 (8)1.1 首检 (8)1.2 自检 (9)1.3 卷接工序首检、自检的项目及顺序 (10)2包装工序 (13)2.1 首检 (13)2.2 自检 (16)2.3 包装工序首检、自检项目及顺序 (17)3装封箱工序 (22)3.1 首检 (22)3.2 自检 (23)3.3 装封箱工序首检、自检的项目及顺序 (24)4滤棒成型工序 (27)4.1 首检 (27)4.2自检 (28)4.3 成型工序首检、自检项目及顺序 (29)5工序产品首检、自检的补充说明 (31)第四章工序换牌操作规范 (35)1换牌主要工作流程 (35)2贮丝工序换牌、换管操作规范 (38)2.1 烟丝柜烟丝生产完毕换牌规范 (38)2.2 烟丝柜烟丝未生产完换牌规范 (40)2.3 烟丝柜烟丝生产完时不换牌只换柜 (42)3卷接工序换牌操作规范 (44)4包装工序换牌操作规范 (47)5装封箱工序换牌操作规范 (49)6成型工序换牌操作规范 (52)6.1 成型机滤棒生产换牌操作规范 (52)6.2 滤棒发射机换牌的操作规范 (54)6.3 送棒换牌的管理规定及过程的说明 (56)6.4 FLC滤棒交换站换管换牌操作规范 (57)第五章贴标作业操作规范 (61)1贴标机更换班次作业操作规范 (61)2贴标机更换辅料作业操作规范 (62)3人工贴标作业操作规范 (64)第六章产品标识和可追溯性控制规定 (68)1辅助材料相关标识 (68)3其它要求 (70)4成型滤棒区域 (71)5其它产品的标识 (73)第七章次品回收管理规范 (77)第八章产品工艺质量异常情况处理规范 (82)1在制不合格产品产生的处理规范过程: (82)2卷接包工序 (84)2.1 产品工艺质量异常情况分类 (84)2.2 产品工艺要求项目 (85)2.3 产品工艺质量异常情况报告程序及处理规范 86 3滤棒成型工序 (95)3.1 滤棒成型不合格品的处理规范 (95)3.2 滤棒成型过程质量不稳时的处理规范 (96)4烟丝杂物处理规范 (97)第九章产品工艺质量异常情况分析与改进处置规范 (100)1采取整改和预防措施的时机 (100)2纠正、预防措施的提出与制定 (101)第十章其它 (106)1相关/支持性文件 (106)2质量记录 (106)附件1:卷包车间有奖促销类产品(奖卡)生产环节内部管理规定 (109)附件2:卷包车间工艺质量控制规范之文件拆分分配登记表 (115)第一章卷包车间工艺控制流程图第二章前言1 目的规范卷包车间产品工艺及质量的过程控制方法,为最终产品质量符合制造标准提供保障。
FSC管理手册D
浙江华人数码印刷有限公司ZhejiangCCAVDigitalPrintingCo.,Ltd.C C A V P-F S C-01F S C管理手册C h a i n o f C u s t o d y(C O C)产销监管链要求第D版编制人:李红容审核人:魏兵批准人:使用部门:分发号:受控状态:2013年08月13日发布2013年08月13日实施浙江华人数码印刷有限公司发布管理手册修改记录次序修改页次修改条款内容修改日期修改人备注1 2 3 4 整体整体第十四章第零章第一章标准换版整体修改整体增加材料类别:FSC再生x%材料不合格品控制程序任命书公司组织机构图2012-4-42013-3-42013-3-42013-8-13徐亦萍徐亦萍高惠宗魏兵管理手册目录第零章:(0.0)颁布令和任命书第4页(0.1)手册管理第5页(0.2)公司管理方针第6-7页第一章:(1.0)公司简介第8页(1.1)公司组织机构图第9页(1.2)认证体系的范围第9—10页第二章:引用标准第10页第三章:COC管理体系职责第11—12页第四章:文件控制程序第13—14页第五章:记录控制程序第15—16页第六章:培训控制程序第17—18页第七章:材料来源控制程序第19页第八章:采购控制程序第21—22页第九章:仓库控制程序第23—24页第十章:产品标识和可追溯性控制程序第25—26页第十一章:生产过程控制程序第26—27页第十二章:销售控制程序第28—29页第十三章:FSC标签使用控制程序第30—31页第十四章:不合格品控制程序第32页附件1:生产工艺流程图第33页附件2:FSC关键控制点CCP S第34页附件3:FSC部分术语解释第35页附件4:声明第36页第0章:管理准则0.0颁布令和任命书(一)颁布令本公司依据COC管理体系要求编制成管理手册,现予批准,颁布实施。
本管理手册是公司COC管理体系的法规性文件,是指导公司建立并实施管理体系的纲领和行动准则。
传统光学加工第一章粗磨演示文稿

第28页,共33页。
(二)擦贴环带脱空 用擦贴法检查工件时,还会出现擦贴环带
脱空现象,即工件边缘及顶部与精磨磨具 擦贴,而其余部分不擦贴。 (三)球面偏心
过大的偏心量将增大磨边的磨削量,甚至造成零件的报 废。造成球面偏心的重要原因是夹具定位面的偏心。因 此在夹具制造中,要特别注意夹具定位面d与口径D对工 件回转袖线的同心度。
第10页,共33页。
§1-3 磨料和磨具
一、磨料
(一)种类
研磨光学玻璃所用的磨料有天然磨料和人造 磨料两大类。主要的天然磨料有金刚石(C)
、刚玉(A12O3)和金刚砂(主要成分也是氧 化铝,但含量低于60%)等。常用的人造磨
料有人造金刚石,人造刚玉,人造碳化硅(
SiC)和碳化硼(B4C)等。
(二)粒度磨料的粒度是以颗粒的大小分类的
真空装夹是利用真空吸附的作用力,将工件固定在夹具 上。
真空吸附装夹的优点是:操作方便,易于实现自动化 ,不仅能单件加工,而且也适用于立式铣磨机上成盘 加工,生产效率高。其缺点是:对工件的直径公差要 求严格,一般要求直径公差在(-0.02)~(0.05)mm。
第33页,共33页。
而不参与它们之间的互相磨碎。 3.磨具的工作压力,仅仅作用于突出的为数不多
的颗粒上,因此磨粒受力很大。 4.切削速度很高,达到15~25m/s。 5.磨粒尺寸不均匀对研磨影响不大,因为参加有
效研磨的只是从结合剂中突出的颗粒棱尖部分 。
第6页,共33页。
6.冷却液充分供给,可以及时将玻璃碎屑和热量 带走。
型平面铣磨机,加工的直径范围为500mm。铣磨原理如图 4-9所示。工件绕自身轴转动,起进给作用。磨轮绕高速轴旋 转铣磨工件,同时磨轮又沿轴向进刀,达到逐渐吃刀铣磨工 件的目的。
生产工艺流程教材PPT课件
七、QC控制点:
1、贴片(机贴、手贴)
① 检查各元件是否有错件、少贴、多贴、偏位、极性错现象; ② 检查芯片的方向是否有误,芯片脚是否偏位; ③按照SOP、BOM单对各元件进行容值、阻值的核对; ④ 卡类产品检查金手指上是否有锡膏,如有则须用纯棉 净布擦拭干净,方可流入下 一工位。
2、贴补
①检查各 贴片元件是否有翘件、虚焊、连焊等现象; ② 焊点是否氧化; ③ IC脚是否与焊盘移位; ④ 金手指正、反面上是否有锡膏。
30
第30页/共52页
ⅳ.晶振与钟振
1. 晶振:用符号“Y”表示,有50MHZ、25MHZ、20MHZ等型号
2. 钟振:有100MHZ、50MHZ、75MHZ等型号。 3. 钟振的方向:钟振上的小圆点所对应的脚为第一脚,应与PCB
上的方孔相对应。 4. 晶振与钟振的区别:
31
第31页/共52页
32
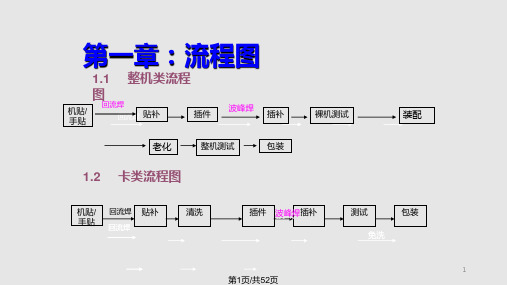
第一章:流程图
1.1 整机类流程
图
机贴/ 手贴
回流焊
回流焊 贴补
插件
波峰焊 插补
裸机测试
装配
老化
整机测试
包装
1.2 卡类流程图
机贴/ 手贴
回流焊 贴补
回流焊
清洗
插件 波峰焊插补
测试 免洗
包装
1
第1页/共52页
2.1 网卡/内置MODEM 供应商 工艺流程图
资材处
物料 IQC检验
插件 QC
入库 领备料 SMT贴片
A、前QC
1. 检查元件是否浮高,是否损伤,有无少件; 2. 若有浮高元件,将其在小锡炉上压平。
B、贴片QC:
1.检查贴片元件有无少件、连焊、漏焊及不规范的焊点; 2.对不良的 焊点进行修补;
工艺培训PPT教案

三、排水泵站
1、排水泵站的特点: 排水泵站所抽升的水是污水,一般含有大量的杂质,
而且来水流量逐日逐时都在变化。
2、排水泵站的作用及分类:
排水泵站通常是为了避免排水干管埋设太深而设置的 。污水通过泵站上游的排水管道污水渠进入泵站的集水井 ,经由格栅去除水中所含有的大块污染物后,通过水泵将 污水提升至下游的排水管道。
特点:
(1)有机污染物与无机污染的比例约为6:4。
(2)一般不含有毒物质,但含有大量的病原体。
(3)水质、水量规律变化,与人们的生活习惯相吻合。
第2页/共87页
2、工业废水:从工业生产过程中排出的水,它来自工 厂的生产车间与厂房。由于各种工业生产的工艺、原料 、使用设备的用水条件等等不同,工业废水的性质千差 万别。与生活污水相比,工业废水水质差异大,通常具 有浓度大、毒性大等性质,不易通过一种通用技术或工 艺来治理,往往要求在排出前在工厂内处理到一定程度 。 分类:
第25页/共87页
净化污水的第二承担者;
活性污泥生态系统的 首次捕食者
细菌、真菌
污水中的有 溶解性
机物
N、P
悬浮状
原生动物
活性污泥生态系统 的第二次捕食者
后生动物
食物的移动
净化污水的 第一承担者
处理水
剩余污泥
代谢产物的移动
活性污泥微生物群体的食物链
第26页/共87页
活性污泥中的细菌
活性污泥微生物中的细菌以异养型的原 核细菌为主。
第5页/共87页
二、排水系统的主要组成部分:
a、城市污水排水系统。 b、雨水排水系统。 c、工业废水排水系统。
第6页/共87页
1、排水系统的体制: 生活污水、工业废水、降雨采用不同的排除方式所形