内导柱的规格及使用
A03塑胶模具导柱的选用

2、带行位简化型细水口模具:
L=(H3+H4+25mm、H1+25mm与H2+25mm三者之数值大者)
附注:
1.当导套为自润式时,为了减少导柱易刮石墨,导柱选用不带油槽,其它的一律要采用有油槽。
2.当导柱选用HASCO标准时,要选用三大一小,注意:导柱要选用同一组的规格。
目的:
合理的导柱长度可以使装拆和Fit模时保护模腔,不致被撞坏。
大水口模具导柱长度的合理取值:
参数:L=导柱突出B板(或A板)长度;
H1=后模仁凸出高度;
H2=斜导柱插入滑块的长度(沿开摸方向);
长度标准:(大水口模具导柱突出B板或A板长度)
<一>、普通大水口模具:
L=H1+25mm
<二>、带行位大水口模具:
3.當模胚的厚度超過標準的厚度時,導柱的直徑要大一級。
L=(H1+25mm与H2+25mm两者之数值大者)
细Байду номын сангаас口模具水口边及导柱长度合理取值:
参数:L=水口边突出B板(或A板)长度;
L1=导柱突出B板(或A板)长度;
H1=后模仁凸出高度;
H2=斜导柱插入行位长度(沿开摸方向);
H3=山打螺丝限位行程(面板处);
H4=山打螺丝限位行程(A板处);
长度标准:(水口边突出B板或A板长度L及导柱突出B板或A板长度L1)
<一>、细水口模具:
1、普通细水口模具:
L=(H3+H4+25mm与H1+25mm两者之数值大者)
L1=H1+25mm
导柱安装规范标准
导柱安装规文件编号:07-NB-JS-19E-2006版本:E 受控印章:1围:本规那么适用于生产部门。
2职责:无3容:模具结构中经常采用导柱导套导向的导向形式。
目前,我公司导柱与底板孔之间的配合形式主要有过盈配合和间隙配合两种配合形式。
3.1过盈配合VW标准39D974,VW标准39D969,VW标准39D862,SANKYO标准SNG51,配合公差均为r6/H7。
SANKYO标准的SGP系列,配合公差p6/H7。
要保证顶部起重孔为M12、深25mm 的螺纹孔。
安装形式:冷拔嵌入、强压入。
冷冻形式:1〕冷嵌:放入液态氮中,保温时间为10分钟,要求所用容器密封性好,氮液深度大于导柱有效配合长度。
如果所用容器密封性差,那么造成氮液挥发,且保温时间长。
2〕强压入时采用工业冰箱零下40°冷冻24小时,强压入。
3.2间隙配合SMS的GPO系列,标准中起重为M12、深25mm的螺纹孔。
安装形式:打入。
3.3安装前的准备工作加工导柱底孔时,以接近公差上限为好,要求将加差值用记号笔标在相应的孔边,例如:+28为+0.028mm。
加工导柱时,以接近公差下限制为好,提供配套件的导柱固定局部应用记号笔或标签标注上实际公差值。
以上两项质保部检查员应作为阶段检查重点项目,以保证导柱的经济装配。
钳工装配前应根据导柱、底孔公差挑选导柱,作对应装配标识,保证预压量合理。
允许预压量值见下表。
钳工要对底孔、导柱固定局部尺寸确认,对超过最大预压量值的导柱要二次加工或改为液氮冷冻。
导柱固定局部表一 导柱底孔表二说明:冰箱冷冻预压量最大值是-40°冰箱充分冷冻后导柱可收缩量,以φ80r6/H7导柱为例:r6导柱最大值为80.062mm,最小值为80.043mm,H7 底孔最小值为80mm,最大值为80.03mm,因此,实际预压量为0.013-0.062mm,当实际加工后预压量在0.013-0.032mm之间时,可采用-40°冰箱冷冻,到达负预压量或零预压量安装,当在0.032-0.062mm时,采用-40°冰箱冷冻后仍有0-0.03mm预压量,此时需采用二次加工方式磨导柱,保证预压量值在冰箱冷冻值围,才能保证功能使用和顺利安装。
冲压模具内外导柱选用标准
模具内外导柱设计标准
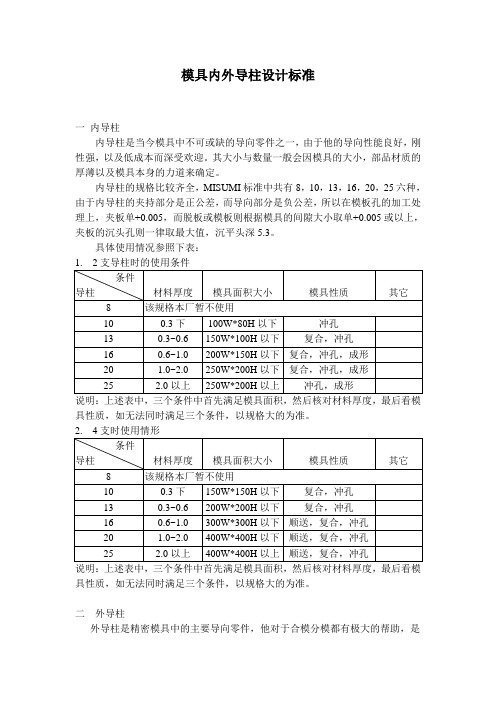
一内导柱
内导柱是当今模具中不可或缺的导向零件之一,由于他的导向性能良好,刚性强,以及低成本而深受欢迎。
其大小与数量一般会因模具的大小,部品材质的厚薄以及模具本身的力道来确定。
内导柱的规格比较齐全,MISUMI标准中共有8,10,13,16,20,25六种,由于内导柱的夹持部分是正公差,而导向部分是负公差,所以在模板孔的加工处理上,夹板单+0.005,而脱板或模板则根据模具的间隙大小取单+0.005或以上,夹板的沉头孔则一律取最大值,沉平头深5.3。
具体使用情况参照下表:
说明:上述表中,三个条件中首先满足模具面积,然后核对材料厚度,最后看模具性质,如无法同时满足三个条件,以规格大的为准。
说明:上述表中,三个条件中首先满足模具面积,然后核对材料厚度,最后看模具性质,如无法同时满足三个条件,以规格大的为准。
二外导柱
外导柱是精密模具中的主要导向零件,他对于合模分模都有极大的帮助,是
高档型模具不可或缺的零件。
实施运用参考下表:
另外,在外导柱的选择过程中,还要考虑客户的使用习惯,因为外导柱有独立型和普通型等几种不同的类型,第一种类型在使用习惯上也有大同小异之处。
所有使用时要区分对待。
导套导柱标准尺寸
导套导柱标准尺寸导套和导柱作为机械传动装置中的重要零部件,其标准尺寸的选择对于整个机械系统的性能和精度有着至关重要的影响。
因此,合理选择导套导柱的标准尺寸,对于提高机械传动装置的精度和可靠性具有重要意义。
1. 导套导柱的基本概念。
导套是一种圆柱形零件,通常用于支撑和引导导柱的运动。
导柱则是一种圆柱形零件,通常用于支撑和引导模具或机械零件的运动。
导套和导柱通常配合使用,以实现机械装置的精确定位和运动。
2. 导套导柱的标准尺寸选择原则。
(1)载荷和速度,根据机械传动装置的实际工作条件,合理选择导套导柱的标准尺寸,以满足其承载载荷和运动速度的要求。
(2)精度和刚度,导套导柱的标准尺寸选择应考虑其精度和刚度,以确保机械传动装置的定位精度和运动稳定性。
(3)耐磨性和寿命,合理选择导套导柱的标准尺寸,以提高其耐磨性和使用寿命,减少维护成本和停机时间。
3. 导套导柱的标准尺寸选择方法。
(1)根据载荷和速度计算,根据机械传动装置的载荷和速度要求,选择合适的导套导柱标准尺寸,以确保其承载能力和运动稳定性。
(2)根据精度和刚度要求选择,根据机械传动装置的精度和刚度要求,选择合适的导套导柱标准尺寸,以确保其定位精度和运动稳定性。
(3)根据耐磨性和寿命要求选择,根据机械传动装置的耐磨性和寿命要求,选择合适的导套导柱标准尺寸,以提高其使用寿命和减少维护成本。
4. 导套导柱的标准尺寸选择注意事项。
(1)尺寸匹配,导套和导柱的尺寸应匹配合理,以确保其配合间隙和运动精度。
(2)材料选择,导套和导柱的材料应符合工作环境的要求,以提高其耐磨性和使用寿命。
(3)润滑和保养,导套和导柱的润滑和保养工作应按照要求进行,以确保其正常运转和使用寿命。
5. 结语。
合理选择导套导柱的标准尺寸对于提高机械传动装置的精度和可靠性具有重要意义。
在实际应用中,应根据实际工作条件和要求,选择合适的导套导柱标准尺寸,并注意尺寸匹配、材料选择、润滑和保养等方面的注意事项,以确保机械传动装置的正常运转和使用寿命。
十字滚珠导柱导套规格尺寸表
十字滚珠导柱导套规格尺寸表摘要:1.十字滚珠导柱导套的概述与作用2.十字滚珠导柱导套的规格分类及选择方法3.十字滚珠导柱导套的尺寸表解读与应用4.购买与使用十字滚珠导柱导套的注意事项正文:十字滚珠导柱导套是一种广泛应用于机械设备的部件,具有优秀的承载能力和良好的运动平稳性。
了解其规格尺寸和选用方法,对于保证设备运行性能至关重要。
一、十字滚珠导柱导套的概述与作用十字滚珠导柱导套主要由内套、外套、滚动珠组成,通过滚动珠在内套和外套之间的运动,实现导向和承载。
它具有摩擦力小、磨损低、寿命长等优点,适用于各类高速、高精度、高载荷的机械设备。
二、十字滚珠导柱导套的规格分类及选择方法1.规格分类:根据内套和外套的直径、长度、间距等参数,十字滚珠导柱导套有多种规格。
此外,根据承载能力和使用环境,可分为轻型、中型和重型等不同级别。
2.选择方法:选用十字滚珠导柱导套时,应根据设备的需求,考虑以下因素:(1)承载能力:根据设备的负荷和运行速度,选择合适承载能力的导柱导套。
(2)尺寸匹配:结合设备的安装空间和轴径,选择合适尺寸的导柱导套。
(3)运动平稳性:选用具有良好运动平稳性的导柱导套,可提高设备运行性能。
三、十字滚珠导柱导套的尺寸表解读与应用尺寸表中主要包括内套直径、外套直径、滚动珠直径、间距等参数。
用户可根据设备需求,查阅尺寸表,选取合适的规格。
例如,某设备需要使用承载能力较强的导柱导套,可通过对比尺寸表中的参数,选择满足需求的产品。
四、购买与使用十字滚珠导柱导套的注意事项1.购买时,应选择正规厂家和知名品牌,确保产品质量。
2.使用前,认真阅读产品说明书,了解安装和使用方法。
3.定期检查导柱导套的磨损情况,及时更换磨损严重的部件。
4.注意保持导柱导套的清洁,避免灰尘和污物影响其性能。
总之,了解十字滚珠导柱导套的规格尺寸和选用方法,有助于选购到合适的产品,提高设备的运行性能。
导柱导套规格尺寸图

导柱导套规格尺寸图导柱直径10 13 16 20 25 导套相同,长度的话60 70 80 90 100 110 另外导套外径=内径加5mm 。
导柱:导柱,英文Guide rod或Guide pin--〖机械模具〗--[模具术语] 导柱是用于模具中与组件组合使用确保模具以精准的定位进行活动引导模具行程的导向元件。
导柱的材质一般选用轴承钢、热作模具钢、易车铁等,而以轴承钢SUJ2的使用量较大,使导柱在导向性能上的耐用性与可换性大大加强。
导柱与组件组成外导柱组件与内导柱组件,具有美丽的金属光泽。
导柱热处理:HRC58-62;导柱表面粗糙度:Ra0.8、Ra1.6 导柱一般是带肩圆柱形,一般会有油槽,油槽的数量随着导柱的程度加长而增加,极限最多的油槽一般是8个。
是在高力黄铜的基体上。
镶嵌固体润滑剂的一种高性能固体润滑产品。
它突破了一般轴承依靠油膜润滑的局限性。
在使用过程中,通过摩擦热使固体润滑与轴摩擦,形成油、粉末并存润滑的条件,既保护轴不磨损,又使固体润滑特性永恒。
它的硬度比一般铜套高一倍,耐磨性能也高一倍。
目前该产品已运用于冶金连铸机,列车支架、轧钢设备、矿山机械、船舶、气轮机等高温、高载、低速重载等场合。
导柱28*150:是指直径28,长度150。
导套28*100*38:指导套内径28,长度100,外径38。
这两个组成一套滑动导柱。
导柱,英文Guide rod或Guide pin--〖机械模具〗--[模具术语]导柱的材质一般选用轴承钢、热作模具钢、易车铁等,而以轴承钢SUJ2的使用量较大,使导柱在导向性能上的耐用性与可换性大大加强。
导柱与组件组成外导柱组件与内导柱组件,具有美丽的金属光泽。
导柱热处理:HRC58-62;导柱表面粗糙度:Ra0.8、Ra1.6导柱一般是带肩圆柱形,一般会有油槽,油槽的数量随着导柱的程度加长而增加,极限最多的油槽一般是8个。
导柱选取规范模板
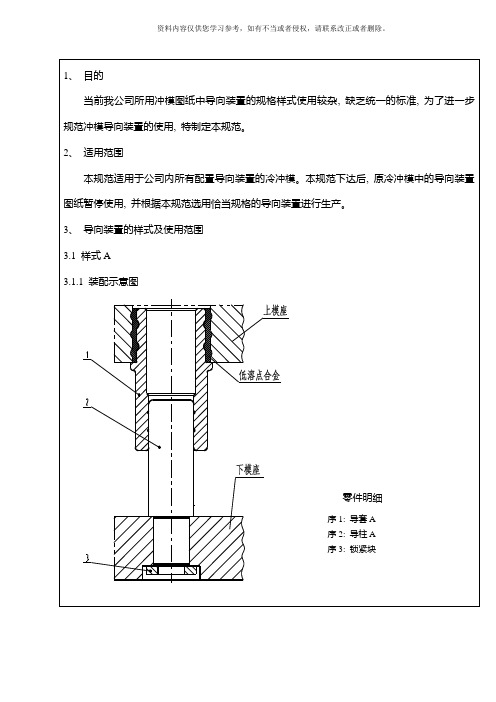
图 3 锁紧块
技术要求
1、 材料: 45
2、 外棱倒钝
表 33、 未锁注紧公差块尺规寸格偏及差使按用G范B/围T1804-m 单位: mm
d φ 55
H
使用范围
10
H63~225 定、 转子复冲模
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。
图 4 导套 B
技术要求
1、 材料: T10A, 热处理 HRC56-60; 2、 与导柱须选择配合, 保证间隙 0.005~0.015mm; 3、 与上模座采用低熔点合金固定, 上
单位: mm
h2
使用范围
H250~355 定、 转子复冲 模 35 H315 及以上通风孔复冲模 H355 及以上带导向的落料模
图 5 衬套
技术要求
1、 材料: 45, 热处理 HRC43-48; 2、 内锥面与衬套配磨; 3、 每付模具不同基本尺寸各一只 4、 未注公差尺寸偏差按 GB/T1804-m 5、 下模座装配孔按图 d3 加工, 偏差按 H6 6、 下模座与之配打 2-φ 8H7 销孔及 3-M8 深 20 螺 孔
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。
图 1 导套 A
技术ቤተ መጻሕፍቲ ባይዱ求
1、 材料: T10A, 热处理 HRC56-60; 2、 与导柱须选择配合, 保证间隙
0.005~0.015mm;
3、 与上模座采用低熔点合金固定, 上模
座固定孔按图 D+3 加工;
4、 每付模具不同基本尺寸各一只
模座固定孔按图 D+3 加工;
4、 每付模具不同基本尺寸各一只
5、 未注公差尺寸偏差按 GB/T1804-m
十字滚珠导柱导套规格尺寸表

十字滚珠导柱导套规格尺寸表
【最新版】
目录
1.十字滚珠导柱导套概述
2.十字滚珠导柱导套规格尺寸表的内容
3.十字滚珠导柱导套的应用领域
4.选择合适的十字滚珠导柱导套的建议
正文
十字滚珠导柱导套是一种用于工业机械设备的重要部件,它可以在承受高负荷的同时,提供流畅的运动。
这种导套的结构设计使其能够在使用过程中,有效地降低摩擦,提高机械设备的运行效率。
十字滚珠导柱导套规格尺寸表详细地列出了各种规格的导套的尺寸参数,包括导套的外径、内径、长度等。
这些参数是选择合适导套的重要依据,只有选择合适的导套,才能确保机械设备的正常运行。
十字滚珠导柱导套广泛应用于各种工业机械设备中,如机床、自动化设备、工程机械等。
其出色的性能,使得它在这些领域中得到了广泛的应用。
选择合适的十字滚珠导柱导套,需要根据机械设备的实际使用情况和需求来选择。
首先,需要确定导套的尺寸,这需要根据机械设备的相关参数来确定。
其次,需要考虑导套的材料,根据机械设备的工作环境和负荷情况,选择适合的材料。
最后,还需要考虑导套的制造工艺,只有良好的制造工艺,才能确保导套的性能和使用寿命。
总的来说,十字滚珠导柱导套是一种重要的工业部件,它在提高机械设备的运行效率和降低摩擦方面发挥着重要的作用。
第1页共1页。
导柱导套规格尺寸图

模具导柱和导套规格表\u标准导柱和导套尺寸
值的长度应大于模具闭合时的大小。
插入导套的导柱最小尺寸应大于10 mm。
导柱的直径随导柱的长度而变化。
导柱越长,直径越大。
导柱之间的距离不应影响模板的装配。
导柱与模具之间应有一定距离。
模具导柱、导套规格尺寸表
模具导柱和导套规格表\u标准导柱和导套尺寸
模具导柱和导套制造商
东莞市航港硅橡胶模具导套厂是专业生产、销售、设计精密模具零件的厂家之一。
专业生产:模具导套、硅胶模具导套、橡胶模具导套、硅胶模具导柱、橡胶模具导柱、硅胶导套、模具导柱。
我们的产品主要用于模具制造、光学仪器、电子、工业塑料制品等行业
慈溪市康敦天宇模具配件厂专业生产标准件和非标系列导柱、导套。
产品质量力争达到国际先进水平。
专注于模具配件标准系列的开发和生产。
目前,是国内专业生产精密模具零件的企业。
林跃精密模具配件有限公司成立于1992年,专业生产经营五金、塑胶模具配件。
深圳市恒通兴科技有限公司位于深圳市宝安区沙井新桥第二工业区4排2号楼(白沙路18号)。
专业生产经营高精度五金、塑胶、汽车、压铸等模具零件。
公司拥有先进的加工设备,并配备齐全的检测设备和一支高素质的技术队伍。
采用目前完整的物流配送中心,产品销往全国各地。
东莞市祥珍模具有限公司是一家专业生产标准模具零件和热流道零件的企业。
主要产品有高精度模具顶针、套筒、支撑销、扁顶针、冲孔销、导销和导套、浮动销、模具镶块、夹具、夹具等,以及标准和非标准配件、热流道配件。
可加工模具机械系列的所有非标产品,。
内导柱,导套
1. 目的:为完善作业标准,制订本文件。
2. 范围:适用于本公司各生产部门之作业。
3. 职责:各相关部门根据本文件要求,遵循并执行之。
4. 内容
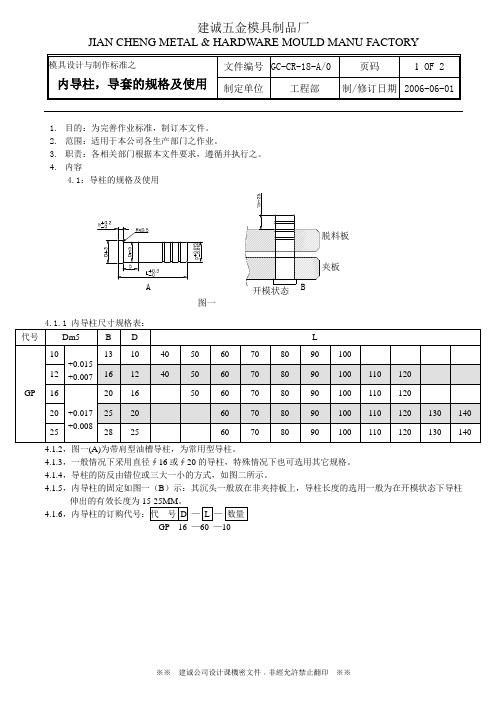
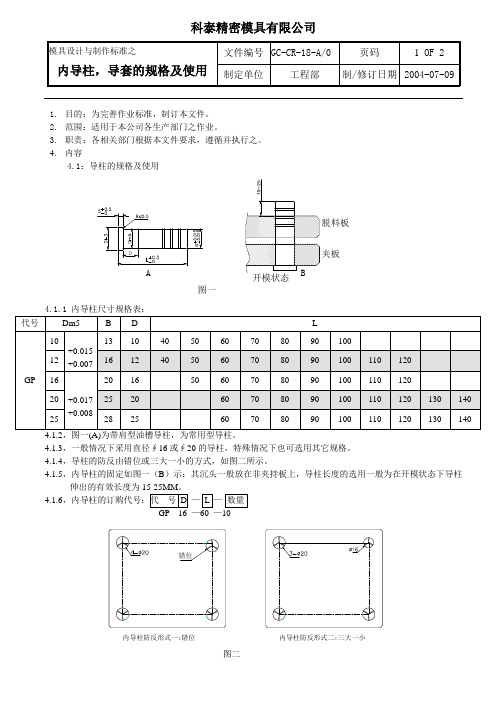
4.1:导柱的规格及使用
4.1.1 内导柱尺寸规格表:
4.1.3,一般情况下采用直径∮16或∮20的导柱,特殊情况下也可选用其它规格。
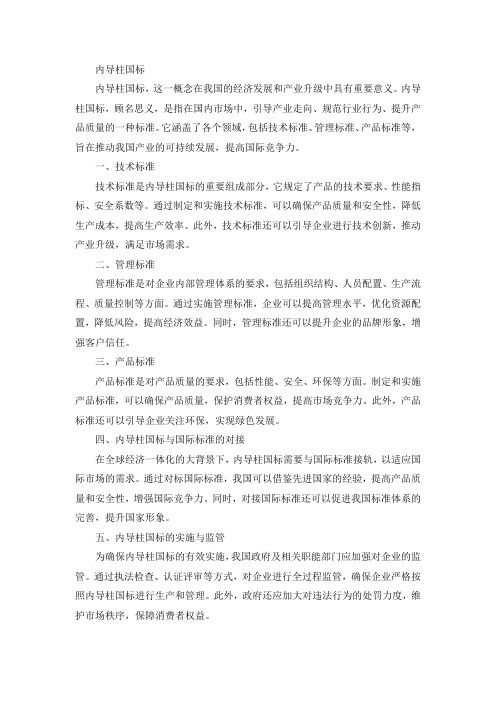
4.1.4,导柱的防反由错位或三大一小的方式,如图二所示。
4.1.5,内导柱的固定如图一(B )示:其沉头一般放在非夹持板上,导柱长度的选用一般为在开模状态下导柱伸出的有效长度为15-25MM 。
4.1.6 GP 16 —60 —10
4.1.7,内导柱沉头孔的避位参数参照表一:
表一
4.2 内导套的规格及使用
4.2.1,图三(A)为带肩型油槽导套,为常用型导套。
4.2.2,导套的选用:导套直径大小是根据相对应的导柱大小来选用的。
4.2.3,导套的长度由装配后导套低模板面1-2MM来确定,见图三(B) 4.2.4,导套沉头的避位一般在其夹板上,具体沉头避位参数见表二。
4.2.5,内导套的订购代号:代号D —L —数量
GA25 —30 —10。
115_五金模具内外设计导柱标准
模具內外導柱設計標準
一內導柱
內導柱是當今模具中不可或缺的導向零件之一,由于他的導向性能良好,剛性強,以及低成本而深受歡迎。
其大小與數量一般會因模具的大小,部品材質的厚薄以及模具本身的力道來確定。
內導柱的規格比較齊全,MISUMI標準中共有8,10,13,16,20,25六種,由于內導柱的夾持部分是正公差,而導向部分是負公差,所以在模板孔的加工處理上,夾板單+0.005,而脫板或模板則根據模具的間隙大小取單+0.005或以上,夾板的沉頭孔則一律取最大值,沉平頭深5.3。
具體使用情況參照下表:
說明:上述表中,三個條件中首先滿足模具面積,然后核對材料厚度,最后看模具性質,如無法同時滿足三個條件,以規格大的為準。
說明:上述表中,三個條件中首先滿足模具面積,然后核對材料厚度,最后看模具性質,如無法同時滿足三個條件,以規格大的為準。
二外導柱
外導柱是精密模具中的主要導向零件,他對于合模分模都有极大的幫助,是
高檔型模具不可或缺的零件。
實施運用參考下表:
獨立型和普通型等幾種不同的類型,第一種類型在使用習慣上也有大同小異之處。
所有使用時要區分對待。
汽车模具常用标准件
刀口入子常用品牌主要有:Dayton,MOELLER,Misumi,FIBRO,PUNCH 等,类型主要有如下图形式。
T冲式
压块式
8
3Dpress模具工作室
9
3Dpress模具工作室
六:氮气弹簧
氮气弹簧常用品牌主要有:KALLER,DADCO,QUIRI,Misumi,PUNCH等。
10
3Dpress模具工作室
八:误检
误检常用品牌主要有:MISUMI,TURK,BANNER,OMRON等,按误检位置可 分为:侧刃误检,尾部误检;按感应方式可分为:光电式,接触式。
11
3Dpress模具工作室
九:吊模块
吊模块常用品牌主要有:MISUMI,PUNCH,FIBRO,SP指定型号等。
内导柱长度的选取: L=L1+1.5*内导柱直径 (注:L1为上模或下模走位)
3
3Dpress模具工作室
外导柱长度的选取: L=H1+H2+1.5*导柱直径 (注:H1为上模走位,H2为下 模走位)
保持架S值的选取: S=L/2+10~15安全值 然后根据S值安下表取保持架 的长度L1.
4
3Dpress模具工作室
5
3Dpress模具工作室
三:球锁座
球锁座常用品牌主要有: Dayton,MOELLER,Misumi,FIBRO等。
6
3Dpress模具工作室
四:冲头
冲头常用品牌主要有:Dayton,MOELLER,Misumi,FIBRO,PUNCH等, 类型主要有如下图形式。球锁式ຫໍສະໝຸດ 锥度式T冲式7
3Dpress模具工作室
FIBRO
SP
MISUMI
内导柱的规格及使用
1. 目的:为完善作业标准,制订本文件。
2. 范围:适用于本公司各生产部门之作业。
3. 职责:各相关部门根据本文件要求,遵循并执行之。
4.
内容
4.1:导柱的规格及使用
4.1.1 内导柱尺寸规格表:
4.1.2,图一(A)为带肩型油槽导柱,为常用型导柱。
4.1.3,一般情况下采用直径∮16或∮20的导柱,特殊情况下也可选用其它规格。
4.1.4,导柱的防反由错位或三大一小的方式,如图二所示。
4.1.5,内导柱的固定如图一(B )示:其沉头一般放在非夹持板上,导柱长度的选用一般为在开模状态下导柱
伸出的有效长度为4.1.6— GP 16 —60 —10
4.1.7,内导柱沉头孔的避位参数参照表一:
表一
4.2 内导套的规格及使用
4.2.1,图三(A)为带肩型油槽导套,为常用型导套。
4.2.2,导套的选用:导套直径大小是根据相对应的导柱大小来选用的。
4.2.3,导套的长度由装配后导套低模板面1-2MM来确定,见图三(B) 4.2.4,导套沉头的避位一般在其夹板上,具体沉头避位参数见表二。
4.2.5,内导套的订购代号:代号D —L —数量
GA 25 —30 —10。
内导柱国标
内导柱国标内导柱国标,这一概念在我国的经济发展和产业升级中具有重要意义。
内导柱国标,顾名思义,是指在国内市场中,引导产业走向、规范行业行为、提升产品质量的一种标准。
它涵盖了各个领域,包括技术标准、管理标准、产品标准等,旨在推动我国产业的可持续发展,提高国际竞争力。
一、技术标准技术标准是内导柱国标的重要组成部分,它规定了产品的技术要求、性能指标、安全系数等。
通过制定和实施技术标准,可以确保产品质量和安全性,降低生产成本,提高生产效率。
此外,技术标准还可以引导企业进行技术创新,推动产业升级,满足市场需求。
二、管理标准管理标准是对企业内部管理体系的要求,包括组织结构、人员配置、生产流程、质量控制等方面。
通过实施管理标准,企业可以提高管理水平,优化资源配置,降低风险,提高经济效益。
同时,管理标准还可以提升企业的品牌形象,增强客户信任。
三、产品标准产品标准是对产品质量的要求,包括性能、安全、环保等方面。
制定和实施产品标准,可以确保产品质量,保护消费者权益,提高市场竞争力。
此外,产品标准还可以引导企业关注环保,实现绿色发展。
四、内导柱国标与国际标准的对接在全球经济一体化的大背景下,内导柱国标需要与国际标准接轨,以适应国际市场的需求。
通过对标国际标准,我国可以借鉴先进国家的经验,提高产品质量和安全性,增强国际竞争力。
同时,对接国际标准还可以促进我国标准体系的完善,提升国家形象。
五、内导柱国标的实施与监管为确保内导柱国标的有效实施,我国政府及相关职能部门应加强对企业的监管。
通过执法检查、认证评审等方式,对企业进行全过程监管,确保企业严格按照内导柱国标进行生产和管理。
此外,政府还应加大对违法行为的处罚力度,维护市场秩序,保障消费者权益。
总之,内导柱国标在我国的经济发展中具有举足轻重的地位。
只有充分发挥内导柱国标的作用,才能推动我国产业的转型升级,提高国际竞争力。
为此,我们需要不断完善内导柱国标体系,加强与国际标准的对接,加大监管力度,引导企业严格按照内导柱国标进行生产和管理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. 目的:为完善作业标准,制订本文件。
2. 范围:适用于本公司各生产部门之作业。
3. 职责:各相关部门根据本文件要求,遵循并执行之。
4.
内容
4.1:导柱的规格及使用
4.1.1 内导柱尺寸规格表:
4.1.2,图一(A)为带肩型油槽导柱,为常用型导柱。
4.1.3,一般情况下采用直径∮16或∮20的导柱,特殊情况下也可选用其它规格。
4.1.4,导柱的防反由错位或三大一小的方式,如图二所示。
4.1.5,内导柱的固定如图一(B )示:其沉头一般放在非夹持板上,导柱长度的选用一般为在开模状态下导柱
伸出的有效长度为4.1.6— GP 16 —60 —10
4.1.7,内导柱沉头孔的避位参数参照表一:
表一
4.2 内导套的规格及使用
4.2.1,图三(A)为带肩型油槽导套,为常用型导套。
4.2.2,导套的选用:导套直径大小是根据相对应的导柱大小来选用的。
4.2.3,导套的长度由装配后导套低模板面1-2MM来确定,见图三(B) 4.2.4,导套沉头的避位一般在其夹板上,具体沉头避位参数见表二。
4.2.5,内导套的订购代号:代号D —L —数量
GA 25 —30 —10。