复合膜白斑点现象分析及解决_PPT课件
复合镀铝膜印刷
复合镀铝膜印刷镀铝复合膜是将镀铝薄膜(一般为VMPET、VMBOPP、VMCPP或VMPE,其中VMPET、VMCPP最为常用)与透明塑料薄膜复合而形成的一种带有“铝光泽”的具有好的阻隔性的软包装材料,已广泛应用于食品、保健品、医药、化妆品的外包装,尤其在干燥、膨化食品上,因其具有非常好的金属光泽、方便、价廉及较好的阻隔性能(比未镀铝前)而获得了更广泛的应用。
但在我们的调查中发现,目前市场上的镀铝复合膜的复合状况令人堪忧,普遍存在二个问题:白点现象严重、剥离强度低。
尤其在PET/VMCPP和PET/VMPET/PE结构的复合膜产品中体现更为明显。
在此我们分析干式复合产生以上问题的原因及对策,也希望能与朋友们交流。
一、首先我们谈谈白点现象产生的原因及解决方法:镀铝复合膜白点现象可以这样描述,复合后的产品表观上看有明显的白色斑点,这种白色斑点可随机分布,大小不均。
分两种情况,一种是:下机时有,但熟化后基本消失;另一种是:下机时有,熟化后并不消失。
后一种是影响表观的最大问题。
这类斑点最容易出现在满白底或浅底色的印刷的效果上。
其实应该说只要出现此类白点,一般是满版的(设备原因除外)。
只不过白色和淡底色遮盖力差容易看出来而已。
产生白点的现象的原因较多,主要有三方面的原因:1.油墨粒度大或粒度分布太宽,一般白墨的粒度影响较大。
粘合剂中乙酯是油墨的良溶剂,对不同粒度的油墨颗粒浸润结果不同,通过烘箱烘干后的色度变化会产生差异,看起来就产生“白点”了。
一般此种情况下,下机时明显,熟化后白点现象会减轻,也许会消失。
2.粘合剂表面张力高,在镀铝膜上浸润铺展效果差。
这是目前镀铝膜“白点现象”的一个主要原因。
粘合剂的涂布效果不好,印刷层覆盖以后,会使不同部位上色泽发生变化,产生前面同样的效果,有时会产生很大的斑点。
3.设备工艺原因。
这种原因一方面是工人没有意识到镀铝膜复合的特殊性,镀铝膜复合有它独特的地方;另一方面设备烘干、涂布、系统本身的问题无法保证粘合剂的充分均匀涂布或无法保证乙酯的充分挥发。
白点问题分析
复合常见故障白点和气泡的剖析所谓气泡是指两层薄膜未完全贴合,两层复合薄膜之间有空档、有气体存在。
所谓白点也是指两层薄膜未完全贴合,复合成品内有空档,但没有气体存在。
复合产品中常见的白点和气泡形状各异且不易区分,产生白点和气泡的原因也往往不容易判断。
复合产品的白点和气泡给许多软包装企业带来了极大的损失。
对白点和气泡产生的原因以及解决的方法,至今许多软包装企业还常处在困惑、头痛、甚至无奈之中。
复合薄膜常见的的气泡或白点有三种不完全相同的表现:第一种:下机时有,但熟化后消失或基本消失;第二种:下机时有,熟化后并不消失。
这类斑点最容易出现在满版白或大面积浅黄色的颜色中。
第三种,下机时没有,熟化后出现。
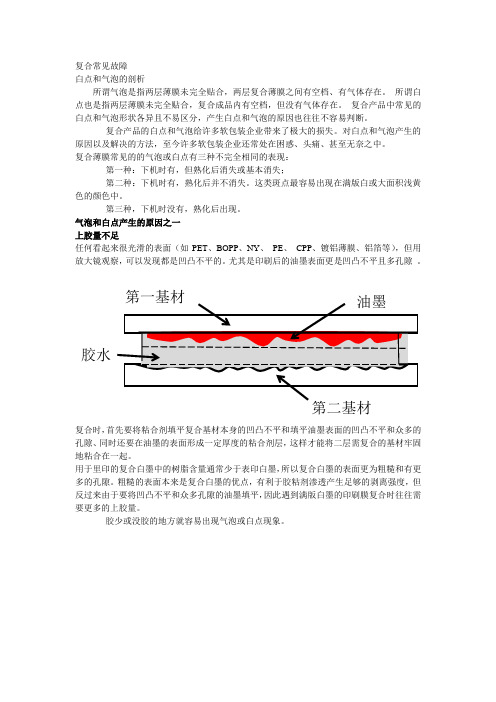
气泡和白点产生的原因之一上胶量不足任何看起来很光滑的表面(如PET、BOPP、NY、PE、CPP、镀铝薄膜、铝箔等),但用放大镜观察,可以发现都是凹凸不平的。
尤其是印刷后的油墨表面更是凹凸不平且多孔隙。
第一基材油墨胶水第二基材复合时,首先要将粘合剂填平复合基材本身的凹凸不平和填平油墨表面的凹凸不平和众多的孔隙、同时还要在油墨的表面形成一定厚度的粘合剂层,这样才能将二层需复合的基材牢固地粘合在一起。
用于里印的复合白墨中的树脂含量通常少于表印白墨,所以复合白墨的表面更为粗糙和有更多的孔隙。
粗糙的表面本来是复合白墨的优点,有利于胶粘剂渗透产生足够的剥离强度,但反过来由于要将凹凸不平和众多孔隙的油墨填平,因此遇到满版白墨的印刷膜复合时往往需要更多的上胶量。
胶少或没胶的地方就容易出现气泡或白点现象。
选择涂布量,既要考虑到产品对剥离强度的要求,同时也要考虑到产品的表观。
不同的产品、不同的油墨甚至不同的复合基材对上胶量都有不同的要求。
如果我们对此缺乏起码的认识,常常就会对产生气泡或白点的现象疑惑不解。
复合膜上胶量的常规要求 结 构 上胶量(g/m2) 塑/塑(无印刷) 2.0g/m2左右 塑/塑(油墨少) 2.5g/m2左右 塑/塑(油墨多) 3.0g/m2左右 塑/铝(无印刷) 3.0g/m2左右 塑/铝(油墨少) 3.3g/m2左右 塑/铝(油墨多)3.5g/m2左右油墨复合薄膜粘合剂印刷薄膜 上胶量不足示意图油墨复合薄膜粘合剂印刷薄膜塑/铝(抗酸辣) 3.8g/m2左右塑/铝(耐蒸煮) 4.5g/m2左右塑/纸 5.0g/m2左右判断涂布量不足的简易方法因刚复合完的复合薄膜,尚未固化的双组分聚氨酯胶像热熔胶,在熟化室内会再次被融熔而流动,熟化温度越高流动性越大,我们称为“二次流平”。
如何解决和预防塑料材料出现白斑的情况
如何解决和预防塑料材料出现白斑的情况除原料中携带的杂质和生产操作不当而外,经华南理工大学测试,凹陷于型材表面的微小白色斑点下部有更大的斑点物质,大多是碳酸钙原生粒子。
碳酸钙颗粒过大或添加量过多,在混料或挤出中难以被树脂完全包腹或出现空穴,个别粒子裸露在树脂表面,致使型材表面出现斑点。
碳酸钙颗粒虽然很细,但如果活化处理不当,与PVC树脂界面结合不好,容易形成团聚,分散性较差。
由于碳酸钙粉体表面多亲水性,其表面能高,在粉体颗粒粒径小到一定尺寸后,颗粒之间越易相互吸引产生凝聚倾向。
其结果类似与于碳酸钙颗粒过大。
所以塑料异型材生产要选用经偶联剂处理的碳酸钙,主要是经偶联剂覆盖,碳酸钙颗粒之间的空隙会减少。
理前颗粒更为细化的体系。
值得注意的是,尽管碳酸钙颗粒符合挤出质量要求,添加量也不大,碳酸钙活化处理也不存在问题,但一些厂家提供的其它原料,如PVC树脂、热稳定剂、加工助剂、钛白粉、抗冲击改性剂中添加了劣质碳酸钙,也自然导致型材外观表面出现斑点。
但往往被人所忽视。
1.3助剂熔点过低有关助剂熔点过低,如抗氧剂等,在120度时即融化,在和其它原料助剂混合过程中不能充分分散,形成抱团现象。
1.4工助剂使用不当或工艺不当加工助剂使用不当或挤出工艺温度偏低或挤出速度过低,熔体塑化不均衡,碳酸钙未得到充分分散,局部存在未塑化微粒。
2白色斑点的预防措施2.1注重原材料质量,不片面追求价格原材料质量是生产优质塑料异型材的前提。
一定要选用信誉好,质量稳定、有一定规模厂家提供的原材料。
不要片面追求价格,而忽视原材料质量。
一般条件下价格和质量呈反比例关系。
过低的原材料价格往往是以质量低劣为代价的。
2.2加强质量检验严格原材料进厂质量检验。
国家标准对PVC树脂、热稳定剂、抗冲击改性剂、加工助剂、钛白粉、碳酸钙等原料的挥发物或含水量、筛余物、白度、粒度等质量具有明确指标要求。
特别是对于首次使用或质量不稳定的原材料一定加强质量检验,质量不合格的原材料禁止使用。
《复合表面处理》PPT课件

化学热处理与气相沉积复合等,已经取得良效
果,有的还收到意想不到的效果。如对渗硼进
行激光微熔处理,不仅能细化硼化物,获得小
的共晶,而且使表层组织致密,较大幅度提韧
性和耐磨性。
编辑ppt
3
第八章 材料复合表面处理技术
复合表面处理技术的主要作用是: 改善摩擦学性能 使极小磨损率与较厚耐磨 层并存,增强复杂应力条件下的摩擦学性 能,从而提高材料的使用性能。 提高防腐蚀性能 提高材料表面的正电位, 减少疏松或孔隙,覆盖住材料表面的微观粗 糙度,避免表面与基体之间产生类柱状晶组 织,使膜层厚度与耐蚀性之间达到最佳组 成,从而大幅度提高耐蚀性。
编辑ppt
14
第八章 材料复合表面处理技术
实验结果则说明,在比较低的载荷下(< 400N)氮碳共渗及复合氮碳共渗的耐磨性不 如调质处理的45钢,其原因在于载荷比较低 时,摩擦界面温升很小,润滑状态良好,因 而,氮碳共渗及复合氮碳共渗均未显示出它 们所固有的良好的减摩及耐磨特性。这一结 果对正确选择氮碳共渗处理工艺具有一定的 指导价值。
氮碳共渗+氧化/氧化/抛光复合工艺的处理 过程包括五个步骤:
(1)工件在350℃左右预热,保温时间视 工件而定。
(2)在570℃进行氮碳共渗,保温时间一 般在30~120分钟。
编辑ppt
12
第八章 材料复合表面处理技术
化学热处理+薄膜复合工艺 3. 氮碳共渗+氧化/氧化抛光/复合工艺 (3)氮碳共渗后将工件立即移至380℃左右 的氧化性盐浴中直接保温20分钟左右。 (4)工件轻度机械抛光获得要求的表面粗糙 度。 (5)再次在氧化性盐浴中浸渍20分钟左右。 氮碳共渗可使钢制零件表面形成一层15~ 20μm的ε相化合物层;
化学热处理+薄膜复合工艺 2. 离子氮化+激光相变硬化
水性胶黏剂干式复合过程中产生白点胶斑的原因分析
咧咧,我发现我的耳朵只能听到一点点声音,而当她粗暴的掀开我的被子我只能
比溶剂型胶黏剂要高,因此要求涂布薄膜上油墨 的表面张力不低于 38mN/m,否则水性胶黏剂在涂 布后就会自动收缩,不能连续成膜。所以,操作 人员应重视涂布薄膜表面张力的检测。
在使用水性胶黏剂进行干式复合时,为防止 涂胶辊网穴堵塞,在停机时要将刮刀松开,并使 涂胶辊浸润在胶黏剂中保持转动。如果涂胶辊网 穴发生堵塞,必须使用丁酮等有机溶剂清洗。
咧咧,我发现我的耳朵只能听到一点点声音,而当她粗暴的掀开我的被子我只能
如果涂胶辊的网穴形状不合适也容易造成 网穴堵塞,但这种堵塞是渐进式发生的。水性胶 黏剂干式复合使用的涂胶辊的网穴浅,开口大, 这样才能使水性胶黏剂和薄膜基材之间有尽可 能大的接触面积,有利于提高涂布效果和干燥效 率。我们一般使用 180 线/英寸的四角平底型压 纹辊或 200 线/英寸的四角平底连通型压纹辊, 或是内角较小、通沟较大的电雕辊,不建议使用 四角棱锥形的压纹辊,因为后者的网穴内角较 大,对胶液的释放性差,容易堵塞网穴,表现为 刚复合生产时的薄膜的外观都很好,但生产数千
另外,如果涂布薄膜表面不清洁,粘附了低 表面张力的物质等,就会降低胶液的流平性能, 也会产生类似于印刷缩孔的故障,表现为在复合 膜上出现麻点。
涂胶辊网穴堵塞
在溶剂型胶黏剂干式复合中,涂胶辊网穴堵
塞情况一般有两种,一是双组分胶黏剂沉积于涂 胶辊网穴的边角处,无法转移出来,随时间推移 发生交联固化而使网穴变浅;二是在高温环境使 用高线数涂胶辊涂布高浓度胶黏剂时,由于乙酸 乙酯挥发过快,胶液转移不良从而堵塞网穴,这 有点儿类似于印刷过程中由于有机溶剂挥发太 快而产生的干版现象。
无溶剂复合外观问题解决办法,气泡、白点、隧道、褶皱、异物
无溶剂复合外观问题解决办法,气泡、白点、隧道、褶皱、异物无溶剂复合包括无溶剂复合设备、无溶剂复合粘合剂、无溶剂复合工艺均与传统的干式复合有较大区别。
无溶剂复合常见外观问题如:气泡、白点、白斑、涂布效果差、隧道、褶皱、异物等。
以上外观问题在溶剂胶干式复合中也有出现,但无溶剂复合表现得更为明显。
(1)无溶剂复合比干式复合更容易出现白点、白斑或者气泡问题。
这是因为无溶剂复合上胶量低于干式复合,更容易出现涂胶不足的情况,此时没有足够的粘合剂渗透到油墨中,导致白点或气泡。
特别是在白墨的地方,由于白墨与色墨相比,相同的遮盖力下需要添加更多的填料,这导致白墨处更容易出现白点、白斑和气泡。
(2)无溶剂复合比干式复合更容易出现隧道和褶皱问题。
由于无溶剂复合初粘力很低,需要精确控制好设备张力、压力、上胶量等才能达到良好的复合效果。
以下将外观问题分门别类进行分析:1、气泡(1)气泡与复合用薄膜材料相关薄膜表面电晕处理不好或储存时间过长,造成表面润湿性差,复合膜易出现气泡。
应提高基材薄膜的表面张力,并在复合前应对基材进行检测,PE和PP 薄膜的表面张力应不小于40mN/m,PA和PET薄膜的表面张力均应不小于50mN/m,镀铝薄膜镀铝面的表面张力均应不小于40 mN/m。
薄膜中的添加剂析出,也会造成表面润湿性差,复合膜易出现气泡。
薄膜不平滑,使粘合剂涂布不均匀或不足,应选用优质薄膜或适当增加涂布量。
薄膜本身温度低,粘合剂涂布后流动不良造成阻塞而润湿性差。
粘合剂在熟化过程中与油墨或基材薄膜中的水分发生反应产生气泡。
在夏季,加工尼龙复合膜时易出现该问题,大面积白墨以及专色墨印刷时易出现该问题。
(2)气泡与印刷油墨相关油墨颗粒粗,使粘合剂涂布不均匀或不足。
对此应选用优质油墨或适当增加涂布量。
(3)气泡与粘合剂相关粘合剂涂布量不足,易造成气泡。
粘合剂流动性差、粘度大导致涂布效果不佳。
可适当提高固定辊和上胶辊温度以增加粘合剂的流动性。
复合膜白点、气泡现象

寻根究底:从复合膜白点、气泡现象说起泉州印刷网 2008-7-2 10:14:00 来源:锦成印刷笔者一次到一厂家,见到一个样品,样品是复合镀铝膜出现白点现象。
产品的结构是:PET12μ/VMPET12μ/PE60μ,在复合膜的表面出现满版的白点现象。
在放大镜下观看,该复合膜的上胶量充足。
到车间看生产现场情况如下:1.PET12μ、VMPET12μ表面状况良好;2.复合机的烘道为3段式,烘道喷气口的温度为60℃、70℃、75℃(温度为实测温度);3.烘道的给风和排风正常;4.上胶网纹辊为120线、工作浓度为30%;5.速度在70m/min。
PET12μ涂胶后的湿胶面均匀,经烘道出来后,粘合剂干燥良好,经复合辊将PET12μ与VMPET12μ复合,此时的复合膜表面出现大小不一的、均匀分布的满版白点现象。
将该复合膜快速熟化,气泡有轻微改善。
此时停机查找产生白点现象的原因,在查找该复合机时,发现该复合机的复合辊的表面光洁度不良,用手指甲在复合辊的表面横向刮动,有不连续的、不稳定的感觉。
复合辊表面有纵向条痕、凹纹。
由于复合辊表面的纵向条痕、凹纹,造成PET12μ与VMPET12μ复合时,二层薄膜无法完全压实、贴合。
形成经复合辊出来后的复合膜有白点现象。
问题的原因已找到,由于复合辊无法马上更换,我们又作了以下试验:1.更换粘合剂,选用一种更低粘度的复合镀铝专用粘合剂。
该粘合剂的粘度低,可以提高粘合剂的工作浓度,加大上胶量。
过量的粘合剂在复合辊的挤压时,依靠粘合剂的蠕变性,来提高二层薄膜间的贴合。
我们选用的高盟的YH501SA/YH501SB将工作浓度提高到35%~40%,白点现象有了明显改善。
2.复合机的速度对于白点问题的影响。
我们将复合机的速度从20m/min向上提,每提高10m/min取一个标样。
然后将样品进行快速熟化。
结果为速度30m/min以下时,白点现象基本上没有。
从以上情况分析,复合机的速度越低,复合部对于二层薄膜的压合时间越长,达到二层薄膜间的贴合效果越好。
一种热风整平后基材白点异常的改善方法

一种热风整平后基材白点异常的改善方法庄亚东;赵勇【期刊名称】《印制电路信息》【年(卷),期】2018(026)004【总页数】3页(P63-65)【作者】庄亚东;赵勇【作者单位】重庆航凌电路有限公司,重庆永川 402160;重庆航凌电路有限公司,重庆永川 402160【正文语种】中文【中图分类】TN41PCB基材中玻织布交织点处,其经纱束与纬纱束出现上下分离情形时,会产生不同程度的反光与折光,与周围结构实在的区域相比较之下,会呈现色泽较淡或白色点状者,称为“白点”是一种“次表面”的缺陷。
玻织布外表与树脂之间的结合力非常紧密强固,反倒是纵横纱束之间的搭贴织点处,因矽烷处理剂不易进入,其介面反显得附著力不够牢靠。
一旦板材吸入较多水气及受到较大的热应力时,即常出现分离而呈现白点。
1 不良现象(1)我公司某型号板,在热风整平时发现约20%~30%比例的固定位置基材白点缺陷。
此缺陷90%以上固定于图形的两处位置,白点数量由1个至50个不等;(2)对基材白点处取样进行切片分析,在显微镜下无法看到明显的树脂起泡或空洞。
2 原因分析基材白点不良产生原因分析如下,见图1。
(1)人员:通过点检设备参数确认,未出现热风整平及预热段参数设定错误现象,排除人为因素;(2)机器:使用温度测试仪,实际测试机台温度,机台显示温度与实际测试温度误差在2℃以内,因此,可排除机台因素;(3)物料:通过对来料检验未发现异常,排除板子自前工序带入此问题;且同时生产多个型号,仅该型号出现固定位置白点现象,因此,板料不良不耐高温及结构设计的特殊性为可能因素;需要实验排除;(4)方法:待热风整平时间过长可能因板料吸潮,导致热风整平后水汽爆开基材,因我司未对待热风整平时间进行规范要求,因此,此因素可能存在,需要后面排除;(5)环境:生产该型号前后,环境未做任何改变,可直接排除环境影响因素。
图1 基材白点不良产生原因3 原因排查(1)对不良板取样做Tg分析,其ΔTg=142.12℃-140.35℃=1.77℃,公司关于ΔTg的接受标准为ΔTg≤3℃,板料Tg符合要求。
复合白点问题解决及分析

白点问题分析及解决软包装干式复合膜出现气泡的故障很常见,导致其产生的原因也有多种,下面将逐一讨论.一、薄膜方面的因素1.薄膜表面的张力复合用薄膜的表面张力必须达到一定的数值(如聚乙烯薄膜的表面张力必须大于3.8×10—2N/m),如果薄膜的表面张力太小,则胶少或没胶的地方就会产生气泡。
此外,薄膜的表面张力应当是均匀一致的,如果表面张力不均匀,则涂胶也就不均匀,容易产生空洞和气泡。
因此,塑料薄膜在复合前一般都要进行表面处理,以提高其表面张力值,保证复合工艺的顺利进行。
在生产之前,一定要对薄膜的表面张力进行认真仔细的检查,一旦发现其表面张力达不到要求,就必须重新进行表面处理。
2.薄膜平均厚度误差及误差分布复合用薄膜的厚度应当尽可能均匀一致,平均厚度误差应控制在误差范围之内,越小越好。
而且平均误差的分布也应当均匀,如果分布不均,厚度太大的地方就会出现凸筋,造成复合压力的不均衡,压力小的地方就会出现空档,从而形成气泡。
3.薄膜的表面清洁度在干式复合工艺中,要进行复合的薄膜表面必须干燥、清洁。
如果塑料薄膜表面不太清洁,黍附了灰尘、油脂等污物,就会使复合膜的两层基材之间无法紧密贴合。
中间夹的这些异物,也会导致空档和气泡的形成.薄膜表面不清洁,除了用干净的棉布进行清洁外,还可以对薄膜重新进行电晕处理.电晕处理既可以去除薄膜表面吸附的灰尘、水分及其他油垢,提高薄膜的表面张力,还可使薄膜表面有良好的粗糙度,从而能够减少气泡等故障的发生率,并进一步提高复合牢度. 4.薄膜的含水量对于一些吸湿性较强的薄膜:如PT、NY等,如果保管不当致使其吸收了大量的水分而又未加处理就直接使用,在复合或熟化过程中水分就会逐步向外蒸发,也可能使复合膜产生气泡。
因此,对于吸湿性强的薄膜一定要注意防潮,如果发现薄膜已经吸潮,可以先预热烘干,然后再进行复合。
二、油墨及印刷工艺方面的因素1.油墨的类型和质量正确选用油墨也可以从一定程度上控制和减少复合膜气泡的产生。
背光白点原因分析及改善报告

3.临时措施 Interdiction Measures
图1 图2 压膜点亮发现
背光有明显白点现象
拆解上BEF 后发现下BEF 里面有不明异物
图3 图4
图5 图6
2.工程PE 做压板治具,产品在测试时要求检测人员增加按压动作,OQC 加严至500抽检125 1收2退),IPQC 将此作业手法做重点巡线项目并记录在《IPQC
拆解下BEF 发
现扩散内部有白色异物
拆解扩散发现扩散与LG 间有呈白色胶状物体
用酒精将白色物体擦掉,扩散与LG 间无异物
重新将膜材粘贴后以45度斜角点亮观察白点消失
6.预防措施 Defend Measure
6.1将客户投诉的不良现象记录在品质履历表当中;以便后续品管相关人员管控
责任人:杨秀英 持续
7.效果验证 Effect Verification
以下批新订单的出货产品作其效果验证,也恳请贵司协助跟进; -----汇晨 矽谷
8.处理团队成员 Treatment Team Members
开始日期 2015-1-10 研发部: /
客服部: 赵欢 生产部: 张贵银
品保部: 卢家仁 业务部: 童卫东
工程部: 王少波,李玉帅. 模切部: /
报 告:赵欢 核 准: 卢家仁
(Save deadline: two years)。
涂膜泛白的内外因分析及防治
现 涂 膜泛 广 1 火 光 、产 生 无 光斑 点 或呈 现 白雾 状 的 弊
着 时 间和 温度 、 相对 湿 度 等外 界环 境 的 变化 , 这 种 平
痫 涂 膜颜色 比原来淡 自 , 这种 现象称 为涂膜泛 f , = { , 也
叫变 r l 、 白化等【 : I 。泛 白影 响涂膜 表面装 饰效 果及耐擦
Ch e n g J i a n q i a n g , Z h a n g Yo n g , C h e t r Co n g z o n g , Z u o J u a , O u a n
( Ma i r t 】 e Ch e n 1 i c a l Re s e a r c h I n s t i t u t e ,S t a t e Ke y L a b o f Ma r i n e Co a t i n g s ,Qi n g d a o ,S h m ̄ d o n g 2 6 6 0 7 1
摘要 : 埘 涂料 在 于 燥 过 程 中或 化 成膜 后 …现 的泛 『 ] 现象 , 从组 成 涂 料 组 分 的
两方 面 进行 J ’ 阐述 卜 j 分析 , 并提 I I : _ r预 防 与 解 决 的方 法 。
关键词 : 涂膜 ; 泛 r l ; 分析; 防治
及 外 部环 境 的外 【
反应后形 成 了不 相容的化 合物而 引起的 。水分不 能完 全溶于挥 发份随之 挥发 而是 与成膜 物构成 了一层 白色 的乳 状体 其后 , 水 分逐渐挥 发 , 此 时如果乳 状体 能够
殊作J { 】 1 ”I 1 l 或成 膜后 会 f I J
则儿 个月 抑或殳 长的时 『 『 I 】 , 都存 } } { 现泛f 现 象 的
复合膜内层的白色粉末

复合膜内层的白色粉末英文回答:The white powder inside the composite film is a crucial component that serves multiple purposes. It is commonly known as a filler or a pigment. This white powder is added to the inner layer of the film to enhance its properties and improve its performance.One of the main functions of this white powder is to provide opacity or whiteness to the film. It helps to block the transmission of light, making the film appear white. This is particularly important in applications where the film is used for packaging or labeling purposes. For example, when the film is used as a packaging material for food products, the white color helps to create an appealing visual appearance and also provides a surface for printing information such as product details or branding.Moreover, the white powder also acts as a reinforcingagent, improving the mechanical strength and durability of the film. It helps to prevent the film from tearing or breaking easily. This is especially important in applications where the film is subjected to stress or pressure, such as in flexible packaging or in the production of bags.Additionally, the white powder can also provide barrier properties to the film. It helps to reduce the permeability of gases, moisture, or odors, thereby improving the shelf life and preserving the quality of the packaged products. For instance, when the film is used for packaging perishable goods like snacks or coffee, the barrier properties of the white powder help to maintain the freshness and flavor of the products.Furthermore, the white powder can contribute to the heat-sealability of the film. It helps to improve the bonding strength between the film layers during the sealing process. This is essential in applications where the filmis used for heat-sealed packaging, such as in the production of pouches or sachets. The white powder ensuresa reliable and secure seal, preventing any leakage or contamination of the packaged contents.In summary, the white powder inside the composite film serves multiple functions including providing opacity, enhancing mechanical strength, improving barrier properties, and facilitating heat-sealability. Its presence is vitalfor the overall performance and functionality of the film.中文回答:复合膜内层的白色粉末是一个至关重要的组分,具有多种作用。
复合膜白斑点现象分析及解决_PPT课件

2
3 基材内添加剂太多 4 基材电晕处理过份、表面炭化 5 生产时除油不净(铝箔) 6 使用时设备污染(导辊)
其它:
1 基材平整度 表面粗糙: 厚薄不均: 荷叶边、张力不匀:
2 铝质氧化:镀铝膜、纯铝箔
3 镀铝膜镀层不均、牢度不够、铝线不纯 4 镀铝膜上胶
3
油墨有三个方面:
油墨种类 遮盖力 墨层
机
涂胶部位:
1 涂布网纹辊 网眼深度 (μ) :
上胶量(g/㎡) ﹦(1/4~1/6)× h (μ) ×工作液浓度(%) 网眼线数(目/英寸):越大网眼可做得越深 网眼形状:菱锥、菱台 网眼加工方式:滚压、腐蚀、电雕、激光雕 网眼堵塞状况: 辊表面平整度:
1
2 涂胶压辊 材质:硬度、耐性(溶剂、摩擦、压、热) 表面状况:凹凸、裂痕、粘污 同心度:加工、装配 压力:
3 抹平辊(匀胶辊) 转动:方向、速度 加工状况:同心度、光洁度
4 供胶系统
配胶桶:材质、洁净、大小、搅拌工具及方式 循环泵:形式、洁净、 胶水盘:回流量、冲击程度、洁净 5 刮刀 硬度:560~600HV(1890~2030N/mm) 接触角:30~50° 压力: 安装“硬度”: 损伤及洁净:
复合部位:
颗粒粗、粒径分布不匀: 油墨配比不当: 3 油墨返溶造成胶槽中胶变色 4 墨层残留溶剂多 机速过快: 烘箱温度、风量设置不当: 高沸点溶剂掺入量太多:
3
溶剂:
纯度 含水量、含醇量 机械杂质
溶
其它:
环境:温度、湿度 熟化:温度太低、热风循环不良
其
油
油墨种类:
1 非复合类油墨(聚酰胺、丙烯酸酯、氯醋树 酯…)
2 酸碱性强,与铝质发生反应
PCB基材白斑案例分析

PCB基材白斑成因案例分析一、刖百:白斑是发生在编织纤维增强型层压基板内的一种内在现象,基材内的纤维纱束在交叉处的粘合发生分离。
行业内通常认为白斑现象的主要成因是能快速扩散到环氧玻璃中的湿气和元器件焊接时的温度共同作用的结果。
此外,还包括树脂的成分、层压方法、耦合剂、Tg等。
二、不良板信息描述PCB样品采用真空包装,并于(16~30)°C、( 30-70 ) %RH下存储了半年。
取出样品进行波峰焊接后发现了白斑现象,位置均在波峰焊接孔周围的铜皮开窗的基材部位,发生率为100%。
失效样品外观和不良位置放大图如图1所示:共效PCB夕卜轉團一一CS面失效PCB外规圉一一SS面不良位置1啟大图3 不良位置2議犬圉2圉1失效祥品外规和不頁位盏敲决Bid保主中心该失效样品为2层无铅喷锡刚性板,两面均为大铜皮设计。
三、失效位置确认3.1失效位置水平切片分析因失效样品CS面有电容器的阻挡,因此对失效位置的SS面进行了水平切片研磨分析,如图2所示:Ml水平切片整体圉a位置1水平切片啟大圉检置2水平切片整体圉a位置2水平切片啟大图-2 位置2水平切片啟大图-2亠图2不良检置水平切片点3釘沉a 烘宓盹由图2的水平切片可以看到,白斑主要集中在波峰焊接孔的两侧,与电容器插件脚方向一致;此外,在该波峰焊接孔周围也存在一些较小的白斑,而远离孔区域未发现白斑现象。
由此说明,电容器插件的机械应力会加剧白斑现象。
3.2其他位置水平切片分析为了确认失效样品CS面是否也有类似的白斑现象,将失效样品的部分器件进行了移除,移除器件之后的失效样品外观和不良位置放大图如下:曙除器件后csii不良僵置敢大就险㈱件疳阴血不良便籃放大黏囹3器件移除后不良位置ia火樹引砺验中心移除器件后,发现失效样品在SS面的波峰焊接孔周围,白斑明显增多。
而在CS面的波峰焊接孔周围也可见明显的白斑现象。
说明退器件时的热应力会加剧白斑现象。
分别对失效样品边缘基材区域(无PTH孔区域)和密集孔区域进行水平切片分析,如图4所示:H4矢敦样品边缘基材区域和密集耳盘域泵平筍再卸 由失效样品边缘基材区域(无PTH 孔)的水平切片可以看到,该区域两面 均无白斑现象;由密集孔区域的水平切片可以看到,此处并未经过退器件 的高温,但是在波峰焊接孔和其他非波峰焊接孔周围均存在明显的白斑现 象。
背面镀膜外观白点改善
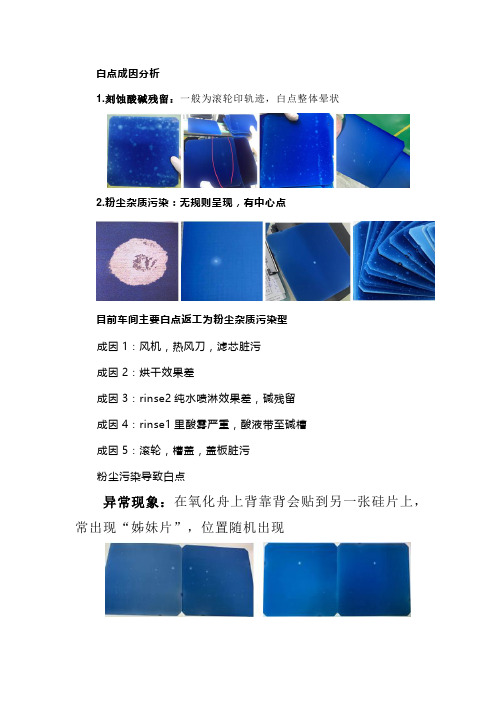
白点成因分析1.刻蚀酸碱残留:一般为滚轮印轨迹,白点整体晕状2.粉尘杂质污染:无规则呈现,有中心点目前车间主要白点返工为粉尘杂质污染型成因1:风机,热风刀,滤芯脏污成因2:烘干效果差成因3:rinse2纯水喷淋效果差,碱残留成因4:rinse1里酸雾严重,酸液带至碱槽成因5:滚轮,槽盖,盖板脏污粉尘污染导致白点异常现象:在氧化舟上背靠背会贴到另一张硅片上,常出现“姊妹片”,位置随机出现分析:空气中悬浮的粉尘微粒落到硅片上,经过退火高温氧化后生成的氧化物花篮底杆处(小车未关门)氧化顶齿脏污成因1:风机,热风刀,滤芯脏污刻蚀下料滚轮脏污手指接触型边缘发白异常现象:1. 刻蚀槽盖板水滴聚集较多;2. 碱槽与水洗1挡板间易出现结晶;成因分析:1.刻蚀槽抽风偏小(外围刻蚀塔堵塞)2.水洗1内酸雾严重,酸雾与碱蒸汽反应生成白色粉末;调整措施:1.增大刻蚀槽1#2#抽风手阀开度,同时外围调大刻蚀槽酸排风机频率(38到40);2.水洗1抽风由原来半开改为全部关闭;3.调整碱槽为开孔盖板;调整效果:1.刻蚀槽酸雾飘向水槽有所减少;2.结晶状况较之前有明显好转;员工操作规范➢交接班维护下料机、吸尘器清理碎片时,要求全部清料,小车关门,防止扬尘污染;➢➢氧化交接班维护台面、顶齿时,需将料放入小车并关门,小车顶上不能放置花篮;➢➢随手关门:刻蚀4/5线之间的门(刻蚀6.7.8线料至氧化运输通道),刻蚀和激光工序的门(刻蚀6线下料)➢➢氧化自动化上下料区,只允许同时打开两辆小车门,上下料各一个,其他小车保持密封状态,防止粉尘污染。
表面处理OSP常见问题处理ppt课件
产生原因
解决措施
1)前处理包括预浸槽的滚轮 被 1)清洗前处理包括预浸槽的滚轮 污染
异常现象
产生原因
解决措施
膜上脏点(可以擦 1)OSP后水洗段或烘干段滚轮上 1)清洗OSP后水洗段和烘干段的滚轮
去)
ห้องสมุดไป่ตู้
有异物
8
8
解决措施
1)经PUMICE处理再生产 2)提高微蚀槽温度和微蚀剂浓度以提 高微蚀量
异常现象 OSP膜面呈彩色
产生原因 1)前处理微蚀量不足 2)OSP主槽pH过低
解决措施 1)适当增大前处理微蚀量 2)加氨水调整OSP主槽pH至3.0-3.1
3
3
异常现象
OSP膜下发花 (“花脸”)
常见问题及解决方法
一、定义: 有机可焊性保护膜(organic solderability preservative)是以化学的方法, 在裸铜表面形成一层0.2-0.6um薄膜。这层膜具有防氧化、耐热冲击、耐湿性。 优点: ➢表面平坦,膜厚0.2-0.6 um,适合SMT和线导线细
间距的PCB; ➢膜脆易焊,能承受多次以上热冲击,并与任意焊料
异常现象
产生原因
解决措施
“水渍印”(膜 面粗糙,呈水纹 或条状)
1)预浸槽内的药液溅到前后的滚 1)对预浸前后的滚轮进行每班清洗 轮上形成红色的“污垢”
6
6
常见问题及解决方法
异常现象
产生原因
1)烘干段或OSP后水洗段滚轮不 洁
OSP膜面有滚轮印 2)滚轮有跳动,传动不好
解决措施 1)检查滚轮,若有不洁,则清洁滚轮。
2)清洁主槽前后药液没有浸泡的滚 轮(包括海绵滚轮)
3)加药液严格按照少量多次原则均 匀添加
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
搅拌不均匀:
称量不准确:
直接向胶槽加溶剂:
3
其它:
油墨返溶:胶水变色、变质,醇类墨更甚 混入杂质: 灰尘、水份、高沸点溶剂 干燥不够:胶水、油墨中残留溶剂太多 涂胶不均:刮刀、压辊、网辊
4
基材有三个方面:
表面张力低 表面污染 其它
机
涂胶部位:
1 涂布网纹辊 网眼深度 (μ) :
上胶量(g/㎡) ﹦(1/4~1/6)× h (μ) ×工作液浓度(%) 网眼线数(目/英寸):越大网眼可做得越深 网眼形状:菱锥、菱台 网眼加工方式:滚压、腐蚀、电雕、激光雕 网眼堵塞状况: 辊表面平整度:
1
2 涂胶压辊 材质:硬度、耐性(溶剂、摩擦、压、热) 表面状况:凹凸、裂痕、粘污 同心度:加工、装配 压力:
1
2 涂布网纹辊 网眼浅:原始、堵塞 网眼形状、深浅不统一: 压辊:压力太大、不平衡,表面不好
3 刮刀
压力太大: 接触角太大: 太硬:本质、安装
润湿性差:
1 胶水本质
流动性差:
对铝亲合性不好:
对油墨亲合性不好:
分子量分布不均匀:
杂质多:灰尘、水份、高沸点溶剂
2
2 工作液粘度大 胶水本质: 浓度过高:溶剂加入太少、挥发 室温太低: 发生化学反应: 加入太多剩胶: 混入水份、湿度太大:
颗粒粗、粒径分布不匀: 油墨配比不当: 3 油墨返溶造成胶槽中胶变色 4 墨层残留溶剂多 机速过快: 烘箱温度、风量设置不当: 高沸点溶剂掺入量太多:
3
溶剂:
纯度 含水量、含醇量 机械杂质
溶
其它:
环境:温度、湿度 熟化:温度太低、热风循环不良
其
3 抹平辊(匀胶辊) 转动:方向、速度 加工状况:同心度、光洁度
4 供胶系统
配胶桶:材质、洁净、大小、搅拌工具及方式 循环泵:形式、洁净、 胶水盘:回流量、冲击程度、洁净 5 刮刀 硬度:560~600HV(1890~2030N/mm) 接触角:30~50° 压力: 安装“硬度”: 损伤及洁净:
复合部位:
基
表面张力低:
1 基材没经电晕处理
2 下机基材表面张力低 处理机车速太快: 处理机电压、频率太低: 处理机火花咀与基材距离太大:
1
3 使用时表面张力不够 存放时间过长: 存放环境恶劣:温度高、湿度大 基材内添加剂太多:
表面污染:
1 受潮
存放环境湿度大: 包装不严密:封不好、包材阻湿差 基材吸水性强:PA、PT 2 吸附灰尘 存放环境灰尘多: 包装不严密:
复合膜白斑点现象 分析及解决
复合膜的白斑点通常出现在
浅色油墨(白、黄、灰等)印刷的塑/ 铝箔、塑/镀铝膜复合膜
深色油墨(兰、绿等)印刷的塑/乳白膜 等复合膜(反面看较明显)
产生这种现象的原因很复杂,下面从 设备、基材、胶水、油墨、溶剂等方面进 行分析
机械设备有四个方面:
涂胶部位 干燥部位 复合部位 导辊部位
油
油墨种类:
1 非复合类油墨(聚酰胺、丙烯酸酯、氯醋树 酯…)
2 酸碱性强,与铝质发生反应
1
油墨遮盖力:
1 墨质本身 颜料种类及色相: 颗粒大小及分布:
2 制版 网眼深浅、角度: 网眼均匀、网墙光洁: 网眼与颜色配合:
2
油墨膜层:
1 墨层薄---上墨量少 、返溶
2 墨层表面粗糙 油墨流动性差:
基材静电大:
2
3 基材内添加剂太多 4 基材电晕处理过份、表面炭化 5 生产时除油不净(铝箔) 6 使用时设备污染(导辊)
其它:
1 基材平整度 表面粗糙: 厚薄不均: 荷叶边、张力不匀:
2 铝质氧化:镀铝膜、纯铝箔
3 镀铝膜镀层不均、牢度不够、铝线不纯 4 镀铝膜上胶
3
油墨有三个方面:
油墨种类 遮盖力 墨层
1 复合热辊 表面温度:
表面状况:原始加工、后天污染
2 复合压辊 材质:硬度、耐性
表面状况:
同心度:
压力:
3
3 包角 基材与复合辊: 基材之间:
导辊:
转动不灵: 表面缺陷:
4
胶水包括四方面:
涂胶量少或不均
润湿性差 配胶操作不当 其它
胶
涂胶量少或不均:
1 工作液 浓度太低: 泡沫多:胶水本质、溶剂、消泡剂 浓度与涂布网纹辊参数不匹配: