常见银基钎料的适用特性
常见银基钎料的适用特性
常见银基钎料的适用特性
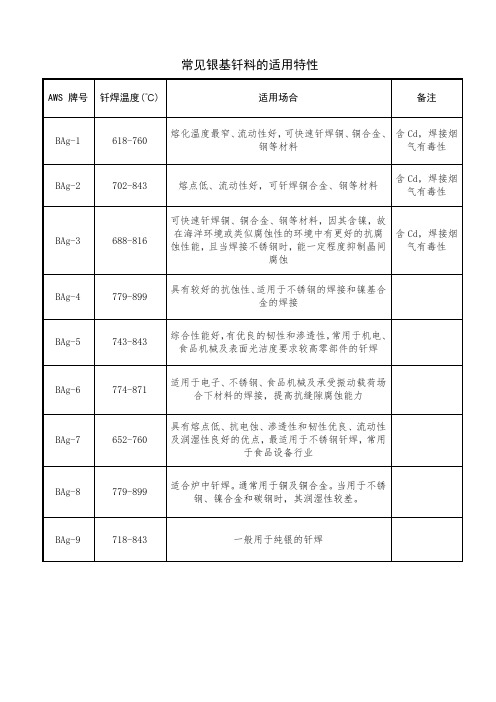
AWS 牌号钎焊温度(℃) 适用场合备注
BAg-1 618-760 熔化温度最窄、流动性好,可快速钎焊铜、铜合金、
钢等材料
含Cd,焊接烟
气有毒性
BAg-2 702-843 熔点低、流动性好,可钎焊铜合金、钢等材料含Cd,焊接烟气有毒性
BAg-3 688-816 可快速钎焊铜、铜合金、钢等材料,因其含镍,故
在海洋环境或类似腐蚀性的环境中有更好的抗腐
蚀性能,且当焊接不锈钢时,能一定程度抑制晶间
腐蚀
含Cd,焊接烟
气有毒性
BAg-4 779-899 具有较好的抗蚀性、适用于不锈钢的焊接和镍基合
金的焊接
BAg-5 743-843 综合性能好,有优良的韧性和渗透性,常用于机电、食品机械及表面光洁度要求较高零部件的钎焊
BAg-6 774-871 适用于电子、不锈钢、食品机械及承受振动载荷场合下材料的焊接,提高抗缝隙腐蚀能力
BAg-7 652-760 具有熔点低、抗电蚀、渗透性和韧性优良、流动性及润湿性良好的优点,最适用于不锈钢钎焊,常用
于食品设备行业
BAg-8 779-899 适合炉中钎焊。
通常用于铜及铜合金。
当用于不锈钢、镍合金和碳钢时,其润湿性较差。
BAg-9 718-843 一般用于纯银的钎焊。
银基钎料基本知识
银基钎料基本知识银基钎料基本知识银基钎料通常是以银或银基固溶体为主的合金。
这类钎料具有优异的工艺性能,熔点不高,润湿性能及填缝性能良好,强度、塑性、导电、耐蚀等性能优异,可用来钎焊除铝、镁及其它低熔点金属外的几乎所有黑色金属和有色金属,因而得到广泛的应用。
银基钎料的种类繁多,但常用的银基钎料几乎都含有铜。
为降低熔点和减少银含量,通常加入锌、镍、镉等合金元素,构成三元或多元合金。
B-Ag72Cu是在电真空器件中应用最广泛的共晶型钎料,其熔点低,结晶时没有温度间隔,钎焊工艺性能好,在铜及镍上具有良好的润湿性和流动性,导电性也很好。
但此钎料的脆性大,强度低,对不锈钢、合金钢、高温合金等润湿性极差。
因此,钎焊这类工件时应预先在被钎表面上镀铜或镀镍,以改善钎料的润湿铺展性能。
此钎料还可用于钛及钛合金的前级钎焊。
B-Ag50Cu性能与B-Ag72Cu接近,但银含量较低,使塑性改善。
但熔化温度范围增大,适宜于钎焊宽间隙接头,可用于多级钎焊时的前级钎焊。
B-Ag92Cu流动性好,强度及耐腐蚀性能比前两种有提高。
多用于钎焊钛及钛合金,钛及不锈钢等。
由于熔点较高,可用于分级钎焊的第一级钎焊。
B-AgMn熔点高,高温强度好,可用于钎焊400℃以下工作的不锈钢及钛合金。
B-Ag80Au是一种性能优异的耐热钎料,但由于成本太高而很少使用。
B-Ag90Pd的中温强度高,耐腐蚀性、抗氧化性、润湿性等优异,接头塑性好。
B-Ag80Pd 在强度方面及对低合金钢、不锈钢及高温合金的润湿性能上得到进一步改善。
但由于Pd的价格比Ag还要昂贵,因而在可以满足使用要求的前提下,应尽可能降低Pd的含量,B-Ag95Pd 就是为这一目的研制的。
由于Pd的蒸气压极低,所以银钯钎料特别适合于电真空重要部件或非金属的钎焊。
B-Ag95Al是银基钎料中强度高、抗腐蚀性能及耐热性能均相当优异的钎料。
主要用于钎焊400℃以下使用的受力构件。
当钎焊Ti-11Cr-13V-3Al合金时,室温抗剪强度τ≥150MPa,在400℃时的抗剪强度为τ≥100MPa。
用于汽车空调铝管焊接的钎料

用于汽车空调铝管焊接的钎料第一部分:引言汽车空调系统的发展和普及使得车辆内的舒适度大幅提升,尤其是在炎炎夏日。
这一系统的核心部分之一是铝管,用于输送制冷剂。
为了确保这些管道的可靠性和密封性,必须采用高质量的焊接材料。
本文将深入探讨用于汽车空调铝管焊接的钎料,包括其类型、特性、适用性和未来发展趋势。
第二部分:钎料的类型在汽车空调系统中,常用的钎料主要有两种:铝基钎料和银基钎料。
铝基钎料铝基钎料主要由铝及其合金组成,通常用于焊接铝管。
这种钎料的优点包括高强度、耐腐蚀性以及与铝管的良好相容性。
铝基钎料适用于大多数汽车空调系统,尤其是对于铝制冷器和导管的连接。
其耐高温性质也使其在高温环境下保持稳定。
银基钎料银基钎料由银和其他合金组成,广泛用于铜管和铜铝复合管的焊接。
银基钎料的特点是其导热性和电导率较高,因此适用于需要快速散热的应用。
这使其在汽车空调系统中的应用非常重要,尤其是在冷凝器和蒸发器的制造中。
第三部分:钎料的特性密封性钎料的密封性是决定汽车空调系统性能的关键因素之一。
高质量的钎料能够确保管道的密封,防止制冷剂泄漏。
铝基钎料和银基钎料都具有出色的密封性,能够在高温和高压环境下保持其性能。
强度汽车空调系统中的管道需要承受各种力,包括振动和压力。
钎料的强度至关重要。
铝基钎料和银基钎料都具有出色的强度,可以确保管道在各种条件下保持稳定。
耐腐蚀性汽车空调系统中存在湿度和各种化学物质,这可能导致钎料腐蚀。
铝基钎料和银基钎料都具有出色的耐腐蚀性,能够抵抗湿度和化学物质的侵蚀,从而延长系统的使用寿命。
第四部分:适用性不同类型的钎料适用于不同的汽车空调系统部件。
铝基钎料主要用于与铝管相关的焊接,如铝制冷器和导管的连接。
而银基钎料则更适用于与铜管和铜铝复合管相关的焊接,如冷凝器和蒸发器。
钎料的选择还受到材料成本、可用性和性能需求的影响。
在选择钎料时,制造商需要权衡各种因素,以确保系统的可靠性和经济性。
第五部分:未来发展趋势随着汽车工业的不断发展,汽车空调系统也在不断演进。
常用钎焊料物理性能

常用钎焊料物理性能
一、钎焊料的物理性能
1、熔点
钎焊料的熔点是指在一定压力和温度下,它可以从固态转变为液态的温度。
钎焊料熔点的高低不同,取决于填充料的成分和复合物的组成。
它一般介于1050°C-1300°C左右,有些可用于低温焊接,比如铜、铝和镍等金属可用低温焊接,熔点最低可以达到900°C。
2、温度稳定
钎焊料的温度稳定性是指钎焊料必须具有良好的耐热性,可以承受高温长时间的作用。
不管是低温熔断焊接还是高温熔断焊接,钎焊料必须具有良好的耐热性,在比较高的温度下依然保持熔断焊接的稳定性,以避免焊接的失败。
3、流动性
钎焊料的流动性是指该材料在一定温度下,在固定的压力下的能力。
流动性越高,说明钎料在温度范围内更容易流动,熔点也更容易控制,但是当温度过高或过低时,可能会影响焊接质量。
因此,流动性是钎焊料最基本的性能指标之一,对于保证钎焊质量是十分重要的。
4、热熔速率。
银基合金电接触材料

银基合金电接触材料
银基合金电接触材料是一种高性能的电接触材料,由银、铜、镍、锡等多种金属元素组成。
它具有优异的导电性、导热性、耐磨性、耐腐蚀性和高温稳定性等特点,广泛应用于电力、电子、通讯、交通等领域。
银基合金电接触材料的主要成分是银,其导电性能优异,是一种优良的导电材料。
同时,银还具有良好的耐腐蚀性和高温稳定性,能够在高温、高湿、强腐蚀环境下长期稳定工作。
铜、镍、锡等元素的加入可以改善银的机械性能和耐磨性,使银基合金电接触材料具有更好的耐磨性和机械强度。
银基合金电接触材料的应用范围非常广泛。
在电力行业中,它被广泛应用于断路器、接触器、继电器、变压器等电器设备中,能够保证设备的稳定运行。
在电子行业中,它被用于制造电子元器件、半导体器件、集成电路等高精度电子产品中,能够保证产品的高可靠性和长寿命。
在通讯行业中,它被用于制造通讯设备、卫星设备、雷达设备等高端通讯产品中,能够保证设备的高性能和长寿命。
在交通行业中,它被用于制造高速列车、地铁、电动汽车等交通设备中,能够保证设备的高效运行和安全性能。
银基合金电接触材料是一种高性能的电接触材料,具有优异的导电性、导热性、耐磨性、耐腐蚀性和高温稳定性等特点,广泛应用于电力、电子、通讯、交通等领域。
随着科技的不断发展,银基合金
电接触材料的应用前景将会更加广阔。
银焊条产品详细参数

银焊料产品介绍:牌号 国家牌号化学成分熔化温度℃特性/用途Ag CuZn Ag10 9.0~11.0 52.0~54.0 余量815~850 价格便宜,但钎焊温度较高,接头塑性较差,适宜于钎焊要求较低的铜合金、钢等Ag25 B- Ag25CuZn 24.0~26.0 40.0~42.0 余量 700~800钎焊温度稍高,润湿性及填缝能力好,适宜钎焊制合金、钢等 Ag45 B- Ag45CuZn 44.0~46.0 29.0~31.0 余量 665~745适用于大间隙,接头的钎焊,常用于镀锌钢材的钎焊。
Ag50 B- Ag50CuZn 49.0~51.0 33.0~35.0 余量690~775 具有良好的温流性和填满间隔能力,钎焊接头强度高,塑性好,适用于钎焊铜及铜合金,钢及不锈钢Ag65 64.0~66.0 19.0~21.0 余量 685~720熔点低,漫流性良好,钎缝表面光洁,钎焊接头有良好的强度塑性,适用于钎焊性能要求较高的铜及铜合金、钢及不锈钢 银铜锌镉钎料Ag Cu Zn Cd Ni 度℃Ag20Cd 19.0~21.0 39.0~41.0 余量 14.0~16.0 620~730熔点较低,漫流性好,适宜十钎焊铜合金、钢及不锈钢等Ag30Cd 29.0~31.0 26.0~28.0 余量19.0~21.0 607~710 熔点较低,润湿及填缝性能好,适宜于钎焊铜合金、钢等 Ag35Cd B-Ag35CuZnCd 34.0~36.0 25.0~29.0 余量17.0~19.0 605~700 适宜于用火焰、电阻、高频等钎焊方法进行不均匀间隙的钎焊Ag40Cd B-Ag40CuZnCdNi 39.0~41.0 15.0~16.5 余量25.1~26.5 0.1~0.3 595~605 熔点低,工艺优良,适用淬火钢和小簿件零件的钎焊。
Ag50Cd B-Ag50CuZnCd 49.0~51.0 14.5~16.5 余量17.0~19.0 625~635 高强度,高延性,高流动性,钎焊料能渗入极狭窄缝隙。
银焊条
银焊条、银焊丝、银焊片,银焊环银钎料具有优良的工艺性能,不高的溶点、流动性好、良好的润湿性和填满间隙的能力,并且强度高、塑性好,导电性和耐蚀性优良,配合102焊粉可以用来钎焊除铝、镁及其他低熔点金属以外的所有黑色和有色金属,广泛应用于制冷、灯饰、五金电器、仪器仪表、化工、航空航天等工业制造领域。
银钎料可用多种方法进行钎焊,推荐接头间隙0.05~0.13m/m,钎焊紫铜,其接头强度160~200 Mpa,钎焊黄铜、不锈钢等材料300~400Mpa,并能在200°C条件下连续工作,是高要求钎焊的理想焊料。
常用银钎料对照表:HZAg-50B,熔化温度:690-775 用于电子、食品及承受振动载荷场合下材料的焊接。
HZAg-47B 熔化温度:663-730 综合性能好,有优良的韧性和渗透性,抗拉强度好。
常用于机电、食品及表面光洁要求较高另件的钎焊。
HZAg-45B 熔化温度:645-680 工艺性能佳,接头可承受震动负荷,是应用最广的银材料HZAg-40B 熔化温度:600-630 熔点低,工艺优良,适用淬火钢和小薄件另件的钎焊。
HZAg-35B 熔化温度:607-702 适用于换热器焊接。
HZAg-30B 熔化温度:677-766 熔点稍高,接头有较好韧性,可钎焊铜、铜合金、钢等材料。
HZAg-25B 熔化温度:700-800 低廉的无镉钎料,较好的润湿性和填充能力,但熔点提起高,可钎焊铜、铜合金、钢等材料。
HZAg-20B 熔化温度:620-760 熔化范围适中,润湿性和填充好,经济衫。
可焊铜、铜合金、钢等大都份材料。
牌号用途特长BAg-1 普通焊料,除轻合金,适用所有母材低熔点焊料BAg-1A ” 流动性好,适合小的接合部Bag-2 ” 熔化范围大,适合大间隙的接合Bag-3 不锈钢,钨,钼,碳化物,铸铁用适合角部焊接用Bag-4 熔点高于BAg-3,工具钢,不锈钢,铸铁,一般车刀,刨刀等刀类适合高温焊接,特别适合含碳量高的材料,接着部的耐高温性强Bag-5 不锈钢,电器,船用管道,医疗器械,化学仪器适合高温焊接,用于大间隙的接合Bag-6 食品器器具,黄铜,镍,电器,镀锌铁板,镀锡铁板高温焊接用,导电性能是CU的24%Bag-7 与不锈钢用同色,适合无CD食品类器具的低温焊接可减轻应力腐蚀引起的破裂Bag-8 用于真空焊接导电性能是CU的77.1%,不能涂于铁系金属.1 概念钎焊:利用熔点比母材低的填充金属(称为钎料),经加热熔化后,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散,实现连接的焊接方法。
采用两种银基活性钎料钎焊AlN陶瓷与可伐合金的接头组织与性能

采用两种银基活性钎料钎焊AlN陶瓷与可伐合金的接头组织与性能0 序言氮化铝(AlN)陶瓷具有高的热导率、较低的介电常数、与硅匹配的热膨胀系数、高电阻、无毒性等一系列优点,是新一代的高密度、大功率电子封装中理想的陶瓷基板材料[1].将陶瓷与金属封接,是将陶瓷应用到电子器件中的重要环节.钎焊是实现陶瓷与金属封接的有效方法之一,由于陶瓷很难被传统钎料润湿,一种方法是将陶瓷被焊面进行金属化处理,目前常用的是Mo-Mn法[2]、活性钎料钎涂法[3]、气相沉积法[4]等,之后再选用常规钎料钎焊封接;另一种方法是采用活性钎料直接钎焊陶瓷与金属[5-7],实现高气密性封接,该方法工艺简单且成本低,适合于多种类陶瓷.为了实现陶瓷与金属间的活性连接,需要采用高温下能够与陶瓷发生界面反应的活性钎料. 目前,Ag-Cu-Ti系钎料应用最广泛,可用于多种陶瓷的钎焊[5-6],在该钎料成分基础上发展出的Ag-Cu-In-Ti 钎料可进一步降低钎焊温度[7],更适合于大面积的连接.文中尝试采用Ag-Cu-Ti和Ag-Cu-In-Ti两种体系钎料钎焊AlN陶瓷与具有较低热膨胀系数的可伐合金,使得未来能够实现AlN与金属组合的大尺寸零件的钎焊制备.1 试验方法选用尺寸为4 mm×4 mm×10 mm的AlN陶瓷和可伐合金(4J29)矩形条,分别用于金相试样和抗剪强度试样的钎焊制备,试样任选一个4 mm×10 mm面相连形成对接接头. 选用两种轧制的50 μm厚银基钎料箔带对AlN陶瓷与4J29进行钎焊,两种钎料名义成分为Ag-27.1Cu-3.3Ti和Ag-22.7Cu-14.5In-3.3Ti(质量分数,%),对应的钎焊工艺分别为860 ℃/10 min和760 ℃/10 min. 钎焊前将各试样待焊面抛光处理,之后将试样和钎料置于丙酮中超声清洗,冷风吹干后进行装配. 另外,将单层Ag-Cu-Ti钎料平铺于AlN上,制备成润湿试样同金相和力学性能试样一同钎焊. 钎焊试验在真空炉中进行,钎焊过程中真空炉的热态真空度维持在3.0×10–3~1.0×10–2 Pa之间,升温速度为10 ℃/min,降温时以5℃/min的速度冷却至400 ℃后随炉冷却,待常温时出炉.对被焊试样的钎焊界面进行取样,经打磨、抛光后进行表面喷碳处理,之后采用电子探针(EPMA)观察界面组织和形貌,对特征区域进行元素分析,利用能谱分析仪(EDS)测试接头元素面分布. 另外,为了检测接头中靠近AlN陶瓷侧的化合物相组成,将润湿试样钎料层在砂纸上打磨减薄,直至表面露出灰黑色扩散反应层,利用X射线衍射仪(XRD)对磨削的钎料表面物相进行分析鉴定. 试样力学性能测试在自行设计的夹具中进行,示意图见图1.图 1 剪切夹具示意图Fig. 1 Schematic of the jig used for shear strength testing2 试验结果与分析2.1 AlN/Ag-Cu-Ti/4J29 接头Ti元素加入Ag-Cu或Ag-Cu-In合金基体中可以有效提高钎料活性. 从图2给出的AlN/Ag-Cu-Ti/4J29接头微观组织可以看出,靠近AlN母材的界面处生成了一层连续的厚度为1~2 μm的灰黑色扩散反应层“A”;钎缝基体区主要由灰色块状相“D”、灰黑色块状相“B”和“C”、白色基体“E”共同组成.钎缝整体冶金质量良好,缺陷极少,说明钎料中Ti元素的活性作用得到了充分的发挥,促进了钎料的润湿与填缝.他会以“我的孩子”来开始他的“抉择”演说,就像成百上千次他称呼女学生们“我的孩子”那样。
【焊接知识】银基钎料的应用于存放
【焊接知识】银基钎料的应用与存放银基钎料:以下以河北哈特焊接材料有限公司生产的材料为说明:银基钎料是一种银或银基固溶体的钎料,具有优良的工艺性能、不高的熔点、良好的润湿性和填满间隙的能力,并且强度高、塑性好,导电性和耐蚀性优良,可以用来钎焊初铝、镁及其他低熔点金属外的所有黑色金属和有色金属,因而得到广泛应用。
常用的银钎料都含有银河铜,成为银和铜的可塑性α固溶体组织。
为了降低熔点减少银含量,加入锌、镉、镍等构成三元或多元合金。
其中锌和镉含量不能大于40%~50%,否则钎料中出现极脆的γ相,力学性能会急剧下降。
镍的加入提高了银钎料的耐热性、耐蚀性和润湿能力。
通常银钎料接头的工作温度不宜超过300℃,因为超过300℃后强度急剧下降,含镍的银钎料可工作到400℃左右。
银钎料适用于各种钎焊方法。
除在真空或保护气氛中钎焊以外,一般需要配合银钎焊熔剂使用,方可获得优良的焊缝。
哈特焊接材料有限公司是集科研开发、生产、销售、服务为一体,面向全球的开放型国家高新技术企业!公司生产销售:银基钎料、钴基焊材(司太立)、自保护药芯焊丝、新型铜铝药芯焊丝、堆焊耐磨药芯焊丝、镍基镍合金焊条焊丝、不锈钢焊条焊丝、低温钢、耐热钢、高强钢、铜及铜合金、铝及铝合金、铸铁及耐磨、耐蚀、耐高温的焊条、焊丝、焊带、焊片等十几个系列几百个品种。
作为国内高端焊材的骨干企业,哈特公司拥有多种自主研发的产品,其中抗硫化氢腐蚀用钢焊材,超低硫磷高纯耐热钢焊材,军工核电用系列焊材,不锈钢及镍基带极堆焊材料,低温储罐用焊材,管线工程专用焊材,海洋工程专用焊材等系列产品的技术水平居国内领先,在军工核电、石油化工、煤化工、输油输气、电站锅炉、钢铁冶金、矿山开发、电力电气、汽车工业等行业中获得了良好的应用,并赢得盛誉。
哈特公司遵循“服务第一,实现价值最大化”的经营宗旨,贯彻“质量是根本,用户是生命”的质量方针。
坚持不懈的实施科技创新、机制创新乃至全面创新,以“铸就高端材料品牌,引领焊接科技未来”为目标,努力成为国内高端焊接技术企业的引领者!斯米克银焊条、斯米克银焊丝、哈里斯银焊条、哈里斯银焊丝、哈里斯磷铜焊料、银焊条价格、银焊条成分、银焊丝价格、银焊丝材质银焊条熔点、银焊条生产厂家、银焊丝生产厂家、银焊丝熔点、银焊丝哪里卖、银焊条多少钱一公斤、银焊条牌号HL301说明:HL301是含银10%的银钎料,价格较低,但熔点高,漫流性差,钎焊接头塑性也较差,因此应用不广。
银基钎焊的工艺要求
银基钎焊的工艺要求银基钎焊是钎焊工艺的一种。
钎焊时,焊件是依靠熔化的钎料凝固后连接起来而使两被焊件连接。
我司现用火焰钎焊法。
火焰钎焊时,将钎剂预先涂覆在接口表面或者先将钎料棒加热,沾以钎剂,然后带到经均匀加热达到钎焊温度的待焊表面。
钎料均匀地流布填充间隙,达到焊接目的。
一原材料1 母材也就是焊件,我司为铜或铜合金。
要求材质好,不能有杂质。
2钎料俗称焊丝,钎料是钎焊时使用的填充材料。
银基钎料主要是银铜和银铜锌等合金。
其中含银成分为最主要因素,按成分含量不同而分多种规格牌号,对于我司常规的铜件产品,可选用含银量30%的钎料(BAg30Cu)。
3 钎剂.俗称焊粉,即钎焊时使用的溶剂,它本是一种粉状物,使用时则需调制成溶剂。
它的作用是清除钎料和母材表面的氧化物,并保护焊件和液态钎料在钎焊过程中免于氧化,改善液态钎料对焊件的润湿性。
常用于银基钎料钎焊铜和铜合金的硬钎剂的牌号有两种,其中QJ101的钎焊温度是550~850℃,另一种是QJ102,其钎焊温度是650~850℃。
钎剂在使用时要用金属器皿盛装,它的调制很简单,只需用开水冲调成糊状即可,而且水和钎剂并不需要有很精确的比例。
但在调制时需注意一定要调成糊状,浓度不能太稀,否则会影响焊接效果。
可边冲水边搅拌,必要时可用微火加温以加快其溶解。
二焊接设备1 焊炬俗称焊枪,可用通用焊炬也可使用专用焊炬。
为使焊件均匀加热,可采用专用的多焰喷嘴或固定式多头焊嘴。
2氧气瓶、乙炔瓶氧气-乙炔火焰钎焊是最常用的钎焊方法。
要经常检查是否有漏气现象,使用时要避免回火以及发生爆炸等安全事故。
3工装夹具我司所需银基钎焊的产品多为浴室配件类,一般都是较小的产品,这就要求工装夹具在保证其定位准确的前提下更要能达到安全和高效率的目的。
这需要从几个方面去考虑:夹具的轻便性(夹具要简单实用,不需太笨重);一套夹具能同时定位多件同一产品(一般为5~6件为宜,很小且焊接简单的产品可考虑10件或以上);夹具在定位时能让产品焊接面具有一定的角度,以利于钎料能够在焊接面上更好的流布等。
常用硬钎剂的成分、特点及用途

FB103
氟硼酸钾>95,碳酸钾<5
550~750
用语银铜锌镉钎料
FB104
硼砂50,硼酸35,氟化钾15
650~850
银基钎料炉中钎焊
常用硬钎剂的成分、特点及用途
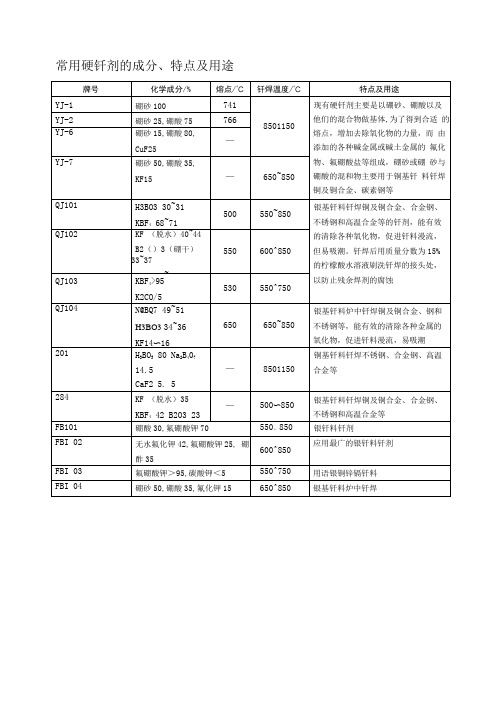
牌号
化学成分/%
熔点/oC
钎焊温度/oC
特点及用途
YJ-1
硼砂100
741
850~1150
现有硬钎剂主要是以硼砂、硼酸以及他们的混合物做基体,为了得到合适的熔点,增强去除氧化物的能力,而由添加的各种碱金属或碱土金属的氟化物、氟硼酸盐等组成,硼砂或硼砂与硼酸的混和物主要用于铜基钎料钎焊铜及铜合金、碳素钢等
YJ-2
硼砂25,硼酸75
766
YJ-6
硼砂15,硼酸80,CuF25
—
YJ-7
硼砂50,硼酸35,KF15
—
650~850
QJ101
H3BO330~31
KBF468~71
500
550~850
银基钎料钎焊铜及铜合金、合金钢、不锈钢和高温合金等的钎剂,能有效的清除各种氧化物,促进钎料漫流,但易吸潮。钎焊后用质量分数为15%的柠檬酸水溶液刷洗钎焊的接头处,以防止残余焊剂的腐蚀
QJ102
KF(脱水)40~44
B2O3(硼干)33~37
KBF421~25
550
600~850
QJ103
KBF4>95
K2CO3<5
530
550~750
QJ104
Na2B4O749~51
H3BO334~36
KF 14~16
650
650~850
银基钎料炉中钎焊铜及铜合金、钢和不锈钢等,能有效的清除各种金属的氧化物,促进钎料漫流,易吸潮
焊料厂和焊料的牌号规格

6.5-7.5
9.0-11.0
余量
5.0-7.0
-
585-647
熔点很低,钎焊工艺性能较好,适宜于电子器件中银触点和铜合金的钎焊
CuNiMn
-
-
-
余量
5.5-6.5
29.5-30.5
860-900
熔点较高,强度高,润湿性好,适宜于钢、高温合金及硬质合金的钎焊(适用于炉中钎焊)
银基(含In)钎料
牌号
镇江神州合金
银基(三元系)钎料
牌号
国家牌号
化学成分
熔化温度℃
特性/用途
Ag
Cu
Zn
Ag10
-
9.0~11.0
52.0~54.0
余量
815~850
价格便宜,但钎焊温度较高,接头塑性较差,适宜于钎焊要求较低的铜合金,钢等
Ag25
B-Ag25CuZn
24.0~26.0
40.0~42.0
余量
700~800
钎焊温度稍高,润湿性及填缝能力好,适宜于钎焊铜合金,钢等
29~31
35~37
余
1.5~2.5
/
/
665
755
BAg130(ISO)
BAg34CuZnSn
33~35
35~37
余
2.0~3.5
/
/
630
730
BAg-7b(JIS)
BAg37CuZnSnSi
36~38
30~32
余
0.8~1.5
/
/
650
740
BAg38CuZnSn
37~39
35~37
余
1.5~2.5
银基钎料研究现状与发展趋势
银基钎料研究现状与发展趋势综述了了银基钎料的分类、合金元素的影响、基本性能以及应用现状,阐述了近年来银基钎料的主要研究方向:(1)开发低银/无银钎料,(2)无镉银钎料研究,(3)稀土银基钎料研究,(4)复合钎料研究。
并指出开发环保、低成本、高性能的银基钎料将是未来研究的重点。
标签:银基钎料;分类;合金元素;应用;Abstract The classification of silver-based solders,influences of alloy elements,basic properties and application status were introduced in this paper. The research direction of silver-based solders mainly focus on following aspects.Ⅰ. Development of low silver soldersⅡResearch of cadmium-free solders.Ⅲ. Research of rare earth silver solders.ⅣResearch of composite solders. It is pointed out that the development of environment-friendly,low cost and high performance silver base solder will be the focus in the future.Key Words silver-based solders;classification;alloy elements;application status;1.引言银基钎料的在现代工业中,如电子、家电、航天航空、能源、汽车制造等领域广泛应用,尤其是钎焊温度要求在650-800℃范围的钎料,很难找到其他贱金属钎料来代替。
焊料厂和焊料的牌号规格

余
2.7~3.3
/
1.3~1.65
630
640
BAg50CuZnNiSn
49~51
20.5~22.5
余
0.7~1.3
/
0.3~0.65
650
670
注:上述牌号的钎料可加工成不同规格和形状的焊条、焊环、圈丝、带材等产品
55~57
26.25~28.25
/
13.5~15.5
2.0~2.5
600
710
BAg63CuSnNi
62~64
27. 5~29. 5
/
5.0~7.0
2.0~3.0
690
800
BAg-21(AWS、JIS)
注:上述牌号的钎料可加工成不同规格和形状的焊条、焊环、圈丝、带材等产品
牌号
化学成份WT%
熔化温度/℃(参考值)
645-790
钎料工艺性能好,适宜于电冰箱、空调器、电机和仪表等行业中铜和铜合金的钎焊
CuAg5
BCu89PAg
5.8-6.7
4.8-5.2
余量
645-815
钎焊接头的强度、塑性、导电性及漫流性较好,适用于铜及铜合金的钎焊
CuAg15
BCu80PAg
4.8-5.3
14.5-15.5
余量
645-800
适宜于钎焊要求比BCu89PAg高的场合
CuAg20
-
5.8-6.3
19-21
余量
645-710
适宜于钎焊要求比BCu89PAg高的场合
CuAg25
-
4.5-5.5
24.5-25.5
余量
645-710
银基钎焊材料

银基钎焊材料
银基钎焊材料是一种常用的钎焊材料,具有良好的导热、导电性能和优良的润湿性。
这种材料广泛应用于电子、电器、制冷等领域,尤其在需要高导热、导电性能的场合,如CPU散热器、集成电路封装等领域。
银基钎焊材料的优点包括:
1. 高导热、导电性能:银是所有金属中导热、导电性能最好的金属之一,因此银基钎焊材料也具有高导热、导电性能,可以满足各种高要求的应用场景。
2. 优良的润湿性:银基钎焊材料能够很好地润湿被钎焊材料表面,从而实现良好的钎焊效果。
3. 耐腐蚀、抗氧化性能好:银不容易被氧化,因此银基钎焊材料具有较好的耐腐蚀、抗氧化性能,能够保证长期稳定的使用效果。
然而,银基钎焊材料也存在一些缺点,如成本较高,特别是在一些需要大量使用钎焊材料的行业中,银基钎焊材料的高成本可能会增加生产成本。
此外,银的资源有限,过度开采和使用可能会对环境造成负面影响。
总的来说,银基钎焊材料是一种高性能的钎焊材料,适用于各种高要求的应用场景。
在使用过程中,需要根据实际情况选择合适的银基钎焊材料,以达到最佳的钎焊效果。
银基钎料标准
银基钎料标准
银基钎料标准通常是指用于电子焊接和封装工艺中的银基钎料的相关标准。
以下是一些国际上常见的银基钎料标准:
1. J-STD-004:该标准由美国电子工业联合会(IPC)制定,涵盖了银基钎料的要求和测试方法。
它包括了银基钎料的成分、性能、润湿性等方面的规范。
2. ISO 9453:该标准由国际标准化组织(ISO)制定,规定了银基钎料的命名、分类、成分、性能、测试方法等方面的要求。
3. MIL-B-81705C:这是美国国防标准,主要适用于电子组件和设备的保护性包装。
其中也包括了对银基钎料的规定,包括其使用、性能要求等。
4. DIN EN 29454-1:这是德国工业标准,规定了钎焊材料的分类、试验方法和技术要求。
其中也包括了银基钎料的相关规定。
需要注意的是,不同国家和行业可能会有不同的银基钎料标准和规范。
在具体的应用中,应根据所在地区的相关标准和要求进行选择和使用合适的银基钎料。
此外,制造商和供应商也通常会提供产品规格和技术数据表,以指导用户正确选择和使用银基钎料。
常用硬钎剂的成分、特点及用途
H3BO380Na2B40714.5
CaF2 5.5
—
8501150
铜基钎料钎焊不锈钢、合金钢、高温 合金等
284
KF(脱水)35
KBF442B2O323
—
500〜850
银基钎料钎焊铜及铜合金、合金钢、 不锈钢和高温合金等
FB101
硼酸30,氟硼酸钾70
550、850
银钎料钎剂
2
无水氟化钾42,氟硼酸钾25,硼酢35
常用硬钎剂的成分、特点及用途
牌号
化学成分/%
熔点/℃
钎焊温度/℃
特点及用途
YJ-1
硼砂100
741
8501150
现有硬钎剂主要是以硼砂、硼酸以及 他们的混合物做基体,为了得到合适 的熔点,增加去除氧化物的力量,而 由添加的各种碱金属或碱土金属的 氟化物、氟硼酸盐等组成,硼砂或硼 砂与硼酸的混和物主要用于铜基钎 料钎焊铜及铜合金、碳素钢等
YJ-2
硼砂25,硼酸75
766
YJ-6
硼砂15,硼酸80,
CuF25
—
YJ-7
硼砂50,硼酸35,
KF15
—
650~850
QJ101
H3BO330~31
KBF468~71
500
550~850
银基钎料钎焊铜及铜合金、合金钢、 不锈钢和高温合金等的钎剂,能有效 的清除各种氧化物,促进钎料漫流, 但易吸潮。钎焊后用质量分数为15%的柠檬酸水溶液刷洗钎焊的接头处, 以防止残余焊剂的腐蚀
QJ102
KF(脱水)40~44
B2()3(硼干)33~37
KBF421~25
550
600^850
QJ103
bni2钎料熔点
bni2钎料熔点
(原创版)
目录
1.钎料概述
2.钎料的熔点特性
3.BNi2 钎料的熔点
4.BNi2 钎料在实际应用中的优势
正文
一、钎料概述
钎料是一种用于连接或修复金属材料的特殊材料,通常具有低熔点、高导热性和良好的润湿性等特点。
在众多钎料种类中,BNi2 钎料由于其优异的性能,被广泛应用于各类金属焊接、修复等领域。
二、钎料的熔点特性
钎料的熔点是指钎料从固态转变为液态所需要的温度。
熔点对于钎料的使用至关重要,如果熔点过高,会导致钎料难以熔化,从而影响焊接效果;如果熔点过低,钎料容易流失,对焊接部位的强度和密封性产生负面影响。
因此,钎料的熔点特性是衡量其性能的重要指标。
三、BNi2 钎料的熔点
BNi2 钎料,即由镍和铋组成的钎料,其熔点约为 640 摄氏度左右。
这个适中的熔点使得 BNi2 钎料在焊接过程中能够快速熔化,并在焊接部位形成良好的连接,提高焊接效率。
四、BNi2 钎料在实际应用中的优势
BNi2 钎料因其适中的熔点、良好的导热性和润湿性等特性,在实际应用中具有明显优势。
首先,BNi2 钎料可以与多种金属材料良好地焊接,
如铁、铜、铝等。
其次,BNi2 钎料在焊接过程中流动性好,能够快速填充焊接缝隙,提高焊接质量。
最后,BNi2 钎料焊接后的强度和密封性均较好,能够满足各类应用场景的需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常见银基钎料的适用特性
AWS 牌号钎焊温度(℃) 适用场合备注
BAg-1 618-760 熔化温度最窄、流动性好,可快速钎焊铜、铜合金、
钢等材料
含Cd,焊接烟
气有毒性
BAg-2 702-843 熔点低、流动性好,可钎焊铜合金、钢等材料含Cd,焊接烟气有毒性
BAg-3 688-816 可快速钎焊铜、铜合金、钢等材料,因其含镍,故
在海洋环境或类似腐蚀性的环境中有更好的抗腐
蚀性能,且当焊接不锈钢时,能一定程度抑制晶间
腐蚀
含Cd,焊接烟
气有毒性
BAg-4 779-899 具有较好的抗蚀性、适用于不锈钢的焊接和镍基合
金的焊接
BAg-5 743-843 综合性能好,有优良的韧性和渗透性,常用于机电、食品机械及表面光洁度要求较高零部件的钎焊
BAg-6 774-871 适用于电子、不锈钢、食品机械及承受振动载荷场合下材料的焊接,提高抗缝隙腐蚀能力
BAg-7 652-760 具有熔点低、抗电蚀、渗透性和韧性优良、流动性及润湿性良好的优点,最适用于不锈钢钎焊,常用
于食品设备行业
BAg-8 779-899 适合炉中钎焊。
通常用于铜及铜合金。
当用于不锈钢、镍合金和碳钢时,其润湿性较差。
BAg-9 718-843 一般用于纯银的钎焊。