9 自制感应加热教程 8页
感应加热电源操作规程
感应加热电源操作规程中频电源设备操作步骤及保养一、操作步骤.1、先通水,待各水路都有水流出,且水压稳定后观察设备内无漏水现象,方可送电。
2、调整感应器,放入工件。
3、以上操作完成后,将设备后部空气开关闭合,然后按下直流送电按钮,再打开面板电源开关,将加热功率调节旋钮调至最小,再按“启动”按钮,若设备正常工作后,蜂鸣器发出约1秒1次的蜂鸣声,工作指示灯相应闪亮,即表示机器已工作正常,可按工件加热需要将“功率调节”旋钮调节到所需功率。
4、按“停止”按钮,设备应停止工作。
5、关机顺序:按“停止”按钮——将“功率调节”旋钮旋到最小——取出工件——关断面板电源开关——拉下客户加装的供电空气开关——继续通水10分钟后,关断冷却水水泵电源。
(本设备自带的空气开关是按限流保护而设计的容量,为了延长使用寿命,应尽量减少开关次数。
请用户配合)。
二、设备维护注意事项1、水质要保持长期清洁,水温不得超过40℃,冷却水压≥0.15Mpa,否则会导致机器容易损坏。
最好加设挡尘设施,定期清理水箱(水池)。
为防止长期使用造成机器内水管结垢堵塞,应定期(一般一个月)用除垢剂清洗一次设备水路。
2、先通水,水路无故障后再通电,不允许不通水使用设备。
3、冬天为防止不使用时设备内水管冻坏或堵塞,应在停止工作后,立即将设备内循环水排空,可以使用空压机用空气压力将设备内水管中存水排出。
4、为防止触电,应经常检查接地线是否可靠,更换感应器时应停水、停电后方可拆换。
5、设备工作现场环境一般比较恶劣,工作中防止粉尘、水汽、油烟等进入设备内部,一般工作一周应打开设备侧门将设备内粉尘等杂物用空气压缩机清理干净,清理后应在不工作的前提下打开设备风机吹干一段时间,一般十几分钟即可。
若工作环境特别恶劣,建议每天工作前进行清理,并且先预开风机十分钟后,再开始操作。
操作时注意不要接触到设备内的连线。
6、设备出现故障应由专业人员检修,如有疑问,请及时与我公司客服中心或就近办事处联系。
高频加热制作方法

高频加热制作方法
嘿,朋友们!今天咱就来讲讲高频加热制作方法,这可是个超有趣的玩意儿!
你想想啊,就像变魔术一样,能把一些材料变得热乎乎的,然后创造出各种神奇的东西来!比如说,你要打造一个精致的金属小物件,那高频加热就能派上大用场啦!
咱先来说说准备工作。
哎呀,这就好比要去打仗,得先把武器弹药准备好呀!你得有一台靠谱的高频加热设备,这可是关键的家伙。
然后呢,把你要加热的材料整整齐齐地摆好。
接着就是激动人心的加热过程啦!你开启设备,哇塞,就看着那能量在材料上奔走,就像一群小精灵在欢快地跳舞!这时候你就一边观察着,一边心里想着:“哇,这也太神奇了吧!”这不就跟你看着面包在烤箱里慢慢膨胀一样兴奋嘛!
“哎呀,会不会温度太高啦?” “放心啦,咱能控制好的嘛!”这时
候你可能会和旁边的小伙伴有这样的对话。
然后小心翼翼地调整着各种参数,确保一切都刚刚好。
等加热到合适的时候,嘿,奇迹就出现啦!材料变得软软的,或者达到了你想要的状态。
这感觉,真的太棒啦!就好像你努力了好久,终于达成了目标一样,那成就感,杠杠的!
高频加热制作方法,真的是既有趣又实用啊!它能让我们创造出好多好玩的、有用的东西。
还等什么呢?赶紧去试试吧!让我们都成为高频加热的小能手!。
感应加热的原理
感应加热的原理感应加热是一种利用磁场感应现象将电能转化为热能的加热方法。
它通过将交流电流通过盘形线圈,产生变化的磁场,从而在加热物体内部产生涡流,使物体发热。
感应加热广泛应用于许多领域,包括炉前加热、旅馆房间加热、食品加热等。
本文将介绍感应加热的原理及其应用。
一、感应加热的基本原理感应加热的原理是基于法拉第电磁感应定律,即当磁通量发生变化时,经过一个导体的闭合回路中会产生感应电动势。
在感应加热中,交流电作为能量源输入线圈中,通过线圈产生的磁场作用下,使得物体内部产生涡流。
涡流在物体中产生的能量损失将转化为热能,使物体温度升高。
二、感应加热的工作原理感应加热设备一般由交流电源、工作线圈及物体构成。
交流电通过线圈产生变化的磁场,磁场的变化进而导致物体内部涡流的产生。
涡流在物体内部流动时,因为存在电阻,会产生焦耳热,使物体加热。
感应加热的工作原理可以总结为以下几个步骤:1. 交流电源输出电流,通过线圈产生变化的磁场;2. 变化的磁场作用于物体,使物体内部产生涡流;3. 涡流在物体内部流动,导致电能转化为热能,物体温度升高;4. 物体温度升高,完成加热。
感应加热的原理可以简述为通过改变磁场来产生涡流,涡流内部产生能量损耗从而转化为热能。
三、感应加热的应用1. 冶金行业:感应加热广泛应用于冶金行业,如金属熔炼、钢铁加热等。
感应加热可以通过调节线圈电流和频率来实现对金属的精确加热,提高熔炼效率,提高产品质量,减少能源消耗。
2. 工业加热:感应加热设备也被广泛应用于工业加热中,如热处理、钎焊、热斑检测等。
感应加热设备具有快速、高效、节能等特点,可以提高工业生产效率。
3. 食品加热:感应加热在食品加热领域也有广泛应用。
感应加热设备可以快速均匀地加热食品,提高食品生产效率,同时避免了传统加热方法中可能引入的烟雾、异味等问题。
4. 医疗器械:感应加热技术也应用于医疗器械领域,如超声波输送器、生物材料加热器等。
感应加热可以精确控制温度,避免对生物材料的损伤,提高手术质量和安全性。
感应加热操作规程
感应加热设备操作规范一、开机及使用操作1.根据加热工件选择安装合适的感应圈。
2.接通冷却水,检查水的流量和压力,确保水的流量和压力达到要求的范围。
3.接通电源,16KW机型为单相220V 50-60Hz,其余机型均为三相380V 50-60Hz。
4.打开设备前面板控制电源开关,接通控制电源。
5.将工件放入感应圈内,踩下脚踏开关,加热工件。
6.调节功率调节旋钮,使加热速度达到工艺要求。
7.加热好后断开脚踏开关,取出工件。
8.全部完工后,停止加热操作,关闭主机“电源开关”,关闭配电盘上空气开关。
9.10分钟后再关闭冷却水。
二、使用注意事项1.为防触电,请确保机壳按电工规范接地。
2.拆卸安装感应器必须在加热停止后进行。
3先通水后通电工作,设备内部及感应器必须通水冷却,并且确保水质清洁。
以免阻塞冷却管道。
如供水采用水泵供水,请在消耗进水口安装过滤网,冷却水温度不能高于37℃,水流量10T/h(最好采用软化水),否则会导致设备报警,甚至过热损坏,气温低于0℃应注意防冻。
4.设备应避锡阳光暴晒、雨淋、潮湿、粉尘等。
需要维修或维护设备时,务必在断电一个小时后进行。
5.感应圈应保持清洁,防止匝间短跑。
6.本设备不能使用单匝感应器。
否则可能会因感抗过小而导致设备损坏。
特殊情况时,请向厂家咨询。
7.冷却水应清洁无杂质,工作时严禁缺水,应在水泵吸程口加过滤器。
8.普通用户,应4个月用除垢剂(我公司可供)清洗机器水路,当机器频繁水温报警时,或观察出水口水流明显减少时应立即清洗。
9.机内清洁法:每周用压缩空气或风机吹净。
电路板用毛刷清扫,然后吹净。
10.更换感应器时,感应器连接板应用砂纸打磨干净,保持良好的导电性。
、焦作市焦冷氨阀有限公司。
自制2000W小型感应加热器,10毫米圆钢烧红只需要两秒

自制2000W小型感应加热器,10毫米圆钢烧红只需要两秒
感应加热过程是使用电磁感应原理通过在金属内产生涡电流来加热导电金属的非接触过程。
当产生的涡电流逆着金属的电阻率流动时,通过焦耳加热的原理,在金属中产生热量。
今天就来制作一个小巧而强悍的感应加热机,机器虽小功率不小,最大可以达到2000W
老规矩开始之前需要准备各种材料,就是买买买,怎么便宜怎么
来
需要用到1.5平方和4平方的漆包线,电阻,谐振电容,快恢复二极管,mos管,两个铁氧体磁环(绕电感用的,可以买现成的电感),还有电烙铁和一些其他工具。
做就得做看得上眼的,先画原理图,原理图画好了做PCB图
原理图
原理图没问题了就画PCB图了,PCB就这样了
PCB图做好以后就需要打板了,打10块板的价格竟然和五块一样,怎么也得打10块
绿色板1.6毫米最便宜,收到板子就开始焊接了
焊接没什么技术含量,原件对着孔插进去就可以了。
mos管需要装散热片和散热风扇,不然会烧坏掉。
电感是自己绕的,24毫米的磁环,用1.5平方的漆包线绕22圈.
最后一步就是盘一个加热线圈,4平方的漆包线,在PVC管上缠几圈。
成品的样子,用12V50A的服务器拆机电源驱动,功率十足
加热钻头
加热圆钢
加热圆钢
加热钢尺。
感应加热ZVS制作图解
感应加热ZVS制作图解玩ZVS很久了,一直没有试过感应加热,是因为个人条件的问题所以。
总之现在有条件了,做一个来玩玩,同时也算是一个教程首先,你需要下列物品:1.一个活人(很明显你就是)2.一台电脑或手机(很显然你已经有了)3.一篇文章(很显然你在看了)4.一定程度的DIY能力5.充足的工具6.足够的材料开始制作以下是材料清单↓细节展示场管是从电动车控制器里拆到的↓型号:P75NF75耐压:75V最高过流值:75A18V 1W 稳压管↓电磁炉电感(铁粉芯电感)↓电阻↓洞洞板↓问答区{小白:稳压管不是应该用12V的吗,为什么要用18V的作者:普通场效应晶体管的G极耐压一般低于30V,一般高于18V,一旦G极所加的电压高于它的耐压值,G极就会击穿,所以要加稳压管来保护场效应晶体管的G极,防止击穿,所以12V到18V的稳压管都可以采用,但是我们的供电电压是12V,稳压管的稳压值应该略大于电源电压,所以采用18V的稳压管,因为我们要用于感应加热,浪涌比较大,所以采用1W的稳压管。
小白:330Ω的电阻不是应该用大功率的吗?为什么用小功率的?作者:95%以上的人都被迷惑了(就连我当初也被迷惑了),其实电阻应该用330Ω的而不是470Ω,在这里我要科普一下,电流=电压÷电流,按照这个公式,12V供电,通过330Ω电阻的电流也就36Ma,烧不了的。
小白:稳压管不是两个就够了吗?为什么要用四个?作者:因为我们要用两个稳压管组成双向稳压管,所以要用四个。
}好的问答区结束,正文继续。
注意!所有元件建议先检查一遍后再开始做,确保安全。
我们先把电感绕好,用1MM粗的漆包线绕20圈即可↓下面是电路图↓(我们要做到电路其实略有修改,这张图仅供参考)四管无抽头版本,高端玩家可以试试↓下面是布线,看不懂别怪我↓注:蓝色跳线是电感因为我们是要外置散热(把管子放到洞洞板外面散热),所以先在板子上打六个洞↓然后把10K电阻焊到指定位置↓接着把两个稳压管的负极焊在一起↓剪掉多余的部分↓焊在指定的位置↓由于已经是双向的稳压管了,可以随便焊,不分正负然后把330Ω电阻也焊上↓背面↓(比螃蟹的好多了)把UF4007也焊上↓焊另外一个的时候如果引脚不够长的话可以这样加长↓焊上↓至此所有小体积元件已经焊好了,下面开始焊背面的走线有些地方电流比较大,而然一些小白可能不知道是哪里,所以我对电路图处理了一下,红色部分是大电流部分,要加粗!↓↓↓↓↓↓↓准备好线材↓把绝缘皮去掉↓取一定长度,焊上↓这地方电流很大,这个是负极端,电流的出口,为了保险一点还是镀点锡比较好↓(烙铁不好别镀)接下来把电感焊上,注意不要碰到其他元件的引脚↓把电容也给焊上,由于我的洞洞板不够大,所以用两张合起来,先把边缘修剪一下↓这里大家可以跳过电容已经焊完了↓接下来把接线柱焊上↓加强一下↓好现在板子已经焊完了,接下来搞散热CPU散热器↓之前买了一个新的散热器,所以这个被替换下来了把支架搞成如图所示的样子↓准备一小片散热片,如果你的场效应晶体管比较大,那么就需要两片↓导热硅脂↓买CPU散热器送的,能用就是了先在管子被面涂点↓手头上没有好的绝缘垫,就用纸代替了,好孩子不要学我↓把管子放上,把线焊好,线要粗的线↓我遇到了毛刺↓我本来想割掉的,结果大力出奇迹,D极断了↓无奈之下只好直接焊到管子的散热片上↓把线全部接好↓在管子上面涂点硅脂↓在上面再垫一层纸↓小散热片上涂点硅脂↓然后把小散热片压到纸上再把支架压到小散热片上再扣好支架,然后就好了↓下面开始接线注意不要虚焊,也不要焊错↓用一根绳子把散热器和板子绑在一起↓连接好电源线↓用铜线做一个加热线圈(5+5圈)↓应该先接线圈再绑散热器的,诶↓下面开始测试供电12V蓄电池↓风扇由可调电源供电↓电池很久没有充电了,电压只有12.9V↓总面貌↓测试,锯片5秒烧红,电池满电的话可能会更快点↓加热的时候电压被拉到了11.7V↓然而那片小散热片还是蛮烫的,而CPU散热器的散热片却摸不出温度,说明导热差于是我把它拆了出来,结果看到其中一个管子的接线掉了↓这。
自制简易高频感应加热
自制简易高频感应加热感应加热简介电磁感应加热,或简称感应加热,是加热导体材料比如金属材料的一种方法。
它主要用于金属热加工、热处理、焊接和熔化。
顾名思义,感应加热是利用电磁感应的方法使被加热的材料的内部产生电流,依靠这些涡流的能量达到加热目的。
感应加热系统的基本组成包括感应线圈,交流电源和工件。
根据加热对象不同,可以把线圈制作成不同的形状。
线圈和电源相连,电源为线圈提供交变电流,流过线圈的交变电流产生一个通过工件的交变磁场,该磁场使工件产生涡流来加热。
感应加热原理感应加热表面淬火是利用电磁感应原理,在工件表面层产生密度很高的感应电流,迅速加热至奥氏体状态,随后快速冷却得到马氏体组织的淬火方法,当感应圈中通过一定频率的交流电时,在其内外将产生与电流变化频率相同的交变磁场。
金属工件放入感应圈内,在磁场作用下,工件内就会产生与感应圈频率相同而方向相反的感应电流。
由于感应电流沿工件表面形成封闭回路,通常称为涡流。
此涡流将电能变成热能,将工件的表面迅速加热。
涡流主要分布于工件表面,工件内部几乎没有电流通过,这种现象称为表面效应或集肤效应。
感应加热就是利用集肤效应,依靠电流热效应把工件表面迅速加热到淬火温度的。
感应圈用紫铜管制做,内通冷却水。
当工件表面在感应圈内加热到一定温度时,立即喷水冷却,使表面层获得马氏体组织。
感应电动势的瞬时值为:式中:e瞬时电势,V;零件上感应电流回路所包围面积的总磁通,Wb,其数值随感应器中的电流强度和零件材料的磁导率的增加而增大,并与零件和感应器之问的间隙有关。
为磁通变化率,其绝对值等于感应电势。
电流频率越高,磁通变化率越大,使感应电势P 相应也就越大。
式中的负号表示感应电势的方向与的变化方向相反。
零件中感应出来的涡流的方向,在每一瞬时和感应器中的电流方向相反,涡流强度取决于感应电势及零件内涡流回路的电抗,可表示为:式中,I涡流电流强度,A;Z自感电抗,;R零件电阻,;X阻抗,。
感应加热技术手册
感应加热技术手册感应加热技术是一种新型的非接触式加热方法,可以广泛应用于工业生产中。
本手册将介绍感应加热技术的基本原理和工作方式,以及相关应用领域和注意事项。
一、感应加热的基本原理感应加热是利用交变磁场感应物体内部的涡流电流,使物体发生加热的过程。
感应加热的基本原理是法拉第电磁感应定律,即变化磁通量会在导体中感应出涡流。
通过高频交变磁场的作用下,导体中的电子将会产生振动和摩擦,从而使原本静止的导体转化为一个加热体。
二、感应加热的工作方式感应加热的工作方式一般分为两种,即均匀加热和局部加热。
均匀加热是指将整个物体或者部分物体置于交变磁场中,使被加热的成对称加热,一般用于加热大型的金属或合金零件;局部加热是指在物体的特定位置施加交变磁场,只将被加热部分加热,一般用于加热小型零件或者区域性加热。
三、感应加热的应用领域感应加热技术在电子、机械、制造等领域都有广泛应用。
在制造领域中,感应加热被广泛应用于热处理和焊接工序中。
在电子领域中,感应加热技术被应用于电感、变压器、输电线缆等领域。
在医疗领域中,感应加热被应用于微创手术、无痛减肥等方面。
此外,感应加热还被广泛应用于食品工业、家电制造等领域。
四、注意事项使用感应加热时,需要注意以下几个方面:首先,感应加热时一定要注意安全。
高频电流可能会对人体产生危害,需要严格遵守相关安全规范。
其次,感应加热设备需要进行定期维护保养,以确保其正常运行。
最后,感应加热的加热效率较高,需要注意控制加热时间和温度,避免过度加热导致材料烧损或者变形。
五、结论感应加热技术是一种高效、非接触式的加热方式,广泛应用于工业生产中。
本手册介绍了感应加热的基本原理和工作方式,以及相关应用领域和注意事项,希望对读者了解和使用感应加热技术有所帮助。
电磁感应加热器的制作方法

电磁感应加热器的制作方法一、引言电磁感应加热器是通过电磁感应原理实现加热的设备,它可以将电能转化为热能,广泛应用于工业生产和日常生活中。
本文将介绍电磁感应加热器的制作方法。
二、材料准备制作电磁感应加热器需要准备以下材料:1. 铜线:用于制作发电线圈;2. 铁芯:用于增强磁场;3. 电容器:用于储存电能;4. 散热器:用于散热;5. 控制电路:用于控制电磁感应加热器的工作。
三、制作过程1. 制作发电线圈:将铜线绕在一个绝缘材料上,绕成线圈状。
线圈的大小和形状可以根据具体需求进行设计。
绕好线圈后,将线圈两端的铜线固定好,确保其不松动。
2. 安装铁芯:将制作好的发电线圈放入铁芯中。
铁芯可以是一个铁环,也可以是其他形状的铁块。
铁芯的作用是增强磁场,提高电磁感应加热器的效果。
3. 连接电容器:将电容器与发电线圈连接起来。
电容器可以储存电能,使电磁感应加热器在供电中断时仍能继续工作。
4. 安装散热器:将散热器安装在电磁感应加热器的发电线圈和电容器附近,用于散热。
由于电磁感应加热器在工作过程中会产生一定的热量,散热器的存在可以有效降低设备的温度,保证其正常运行。
5. 连接控制电路:将控制电路与发电线圈和电容器连接起来。
控制电路可以根据需要设计,用于控制电磁感应加热器的工作状态和加热功率。
四、工作原理电磁感应加热器的工作原理是利用电磁感应现象,即当导体在磁场中运动时,会产生感应电动势,从而产生感应电流,进而产生热能。
具体来说,当电磁感应加热器通电后,发电线圈中的电流会产生磁场,磁场会使铁芯磁化,进而产生感应电流。
感应电流在发电线圈中流动时,会产生磁场,磁场的变化又会产生感应电流,如此循环往复,最终导致发电线圈中的电能转化为热能。
五、应用领域电磁感应加热器广泛应用于工业生产和日常生活中。
在工业生产中,它可以用于金属加热、熔化、焊接等工艺;在日常生活中,它可以用于电磁炉、电热水壶等家电产品中。
六、总结通过制作电磁感应加热器,我们可以将电能有效地转化为热能,实现加热的目的。
感应加热电源操作规程
感应加热电源操作规程一、概述感应加热电源是一种常用于工业加热领域的设备,通过电磁感应原理将电能转化为热能,广泛应用于熔炼、淬火、热处理等工艺。
本文档旨在提供感应加热电源的操作规程,以确保设备正常工作和安全操作。
二、操作前准备1. 熟悉感应加热电源的基本原理和部件结构。
2. 了解本设备的电气参数,包括额定电压、额定频率和额定功率。
3. 查看设备的接地情况,确保接地良好。
三、操作步骤1. 打开电源开关a. 确保感应加热电源的电源线已正确接入电源插座。
b. 将电源开关转到“ON”位置,确认开关指示灯亮起。
2. 调节输出功率a. 根据工作需求,选择合适的输出功率。
b. 使用设备上的功率调节按钮或旋钮,将输出功率调节到所需数值。
3. 设置加热时间a. 在设备的控制面板上找到加热时间调节器。
b. 根据实际需求,将加热时间调节到适当的数值。
4. 将工件放置于感应加热线圈中a. 确保感应加热线圈干净、整洁。
b. 将待加热的工件放置于感应加热线圈中心位置。
c. 确保工件与线圈之间没有阻塞或接触不良的物质。
5. 加热过程中的注意事项a. 加热过程中应密切注意设备运行状态和工件加热情况。
b. 若发现异常情况或异常声音,应立即停机检查故障原因。
c. 不要将手或其他物体直接接触感应加热区域,以避免触电或烫伤。
6. 加热完成后的操作a. 加热完成后,将输出功率调节至最小或将电源开关转至“OFF”位置。
b. 等待一段时间,让设备自然冷却。
c. 清理感应线圈和设备周围的杂物和灰尘,保持设备清洁。
四、安全注意事项1. 操作前,必须确保设备正常接地,以避免电气隐患。
2. 操作过程中,应佩戴适合的防护手套和工作服,以防止烫伤和其他伤害。
3. 不得在设备潮湿或有导电介质存在的环境下操作设备。
4. 长时间使用设备时,应定期检查设备的绝缘性能,保持设备在良好状态。
5. 操作过程中,禁止将手或其他物体直接接触感应线圈区域。
五、设备维护保养1. 定期检查电源线、插头和电气部件的正常连接情况。
感应加热器制作方法

感应加热器制作方法
感应加热器是一种利用电磁感应原理加热物体的装置。
它可以在没有直接接触或导电接触的情况下加热物体,因此具有广泛的应用领域,如工业加热、烹饪、医疗等。
制作一个简单的感应加热器需要以下步骤:
1. 准备材料:
- 磁性铁芯
- 铜线
- 电源线
- 开关
- 散热器
2. 制作线圈:
将铜线绕在磁性铁芯上,制作一个线圈。
线圈的大小和圈数可以根据需要进行调整。
确保线圈的每一圈都紧密相连,没有空隙。
3. 连接电源线:
将电源线与线圈的两端连接起来,通过焊接或其它方法进行固定。
确保连接牢固并正确接触,以保证电流正常流动。
4. 安装开关:
在电源线上安装一个开关,用于控制电流的通断。
确保开关的质量可靠,并使其易于操作。
5. 安装散热器:
将散热器安装在磁性铁芯的周围,用于散热和保护装置。
选择合适的散热器以确保加热器的稳定工作和长寿命。
完成上述步骤后,感应加热器的制作就完成了。
当通电时,电流经过线圈会产生磁场,磁场会感应铁芯中的涡流。
涡流会产生热量,从而加热了对应的物体。
在使用感应加热器时,要注意安全,避免触摸线圈和高温物体。
总结一下,感应加热器制作的关键是制作合适的线圈和连接电源线。
正确操作和注意安全性可以确保加热器的有效工作。
随着技术的不断发展,感应加热器将会在各个领域得到更广泛的应用和进一步的改进。
感应加热设备操作规程

4
9.调功(调火)电位器归零,按下高频加热按钮,加热 挃示灯点亮,准备好被加热工件,然后全机开机作业。 10.感应加热设备正常开机过程中,时间留意高频冷却水 的水压和水温变化,如发现异常后应及时停机查看处理, 解决不了的通知技术员。严禁带病开机。 11.感应加热设备停机顺序为开机的逆序:按下高频加热 中止按钮,按下微机电源中止按钮,按下高压分闸按钮, 按下灯丝电源中止按钮,为维护电子管,延伸运用寿命, 等候15分钟。查看高频冷却回水温度是否降到正常温度, 然后按下高频冷却水泵中止按钮,关掉高频加热设备总 电源开关。关掉除尘风机电源。 感应加热设备操作规程及运用留意事项分别是什么?下
2
1.上班前,首要查看一下(感应加热设备)车间总电盘的总电源开关是不 是在断开状态下,设备周围有无反常情况,供水供电设备是不是稳当, 感应器(加热线圈)是不是正常配套,调功(调火)电位器是不是归零, 热处理准备工作是不是稳当。一切正常无误后,合上车间总电源开关。 2.查看高频冷却水池内的水位是不是正常,池内有无影响供水的异物等。 水温不得超越25℃,最高不得超越40℃。不然把冷却塔的冷却系统翻开。
战略品牌价值:
品牌性格:
执行层面品牌资产:
对品牌的独特、长期一致的视觉表达 客户在所有接触点能立即识别,并与品牌相联系
视觉识别:
包括品牌标志、服务性品牌标志
企业愿景、企业使命、核心价值观、行动纲领
对主要目标客户群的一个简短的描述,包括规模、背景,心理等信息
企业文化描述:目标客Fra bibliotek描述:14
15
5
1.首先要专人操作,操作者应具有很强的责任心;熟悉感应 加热设备的根本作业原理、构造特色;了 解保护、保养及 有关安全知识;熟练掌握使用方法。 开机次序: a.翻开体系冷却水,使水压在0.1~0.2Mpa之间,检查各 路冷却水应畅通无阻,各水管接头处应无渗漏 表象。 b.体系衔接无误后即可通电发动。先合上空气断路开关, 调查机柜面板上交流电压表指示是不是正常。 翻开“操控 电源” 开关,然后将“功率调理”旋纽逆时针方向调到最 小位置。 c.按下“工频发动”按钮,主回路得电,相应绿色指示灯 亮。 d.按下“逆变发动”按钮,顺时针渐渐旋动“功率调理” 旋纽,直到中频频率表、中频电压表及直流 电压表均出现读 数,并听到机器中宣布的中频啸叫声,阐明逆变发动成功。
老外自制的中频感应加热装置

DIY中频加热炉IntroductionInduction heating is a non-contact heating process. It uses highfrequency electricity to heat mat erials that are electricallyconductive. Since it is non-contact, the heating process does notcont aminate the material being heated. It is also very efficient sincethe heat is actually generated inside the workpiece. This can becontrasted with other heating methods where heat is generated in aflame or heating element, which is then applied to the workpiece. Forthese reasons Induction He ating lends itself to some uniqueapplications in industry.How does Induction Heating work ?A source of high frequency electricity is used to drive a largealternating current through a coil. This coil is known as the workcoil. See the picture opposite.The passage of current through this coil generates a very intenseand rapidly changing magnetic fi eld in the space within the work coil.The workpiece to be heated is placed within this intense al ternatingmagnetic field.Depending on the nature of the workpiece material, a number of things happen...The alternating magnetic field induces a current flow in theconductive workpiece. The arrangement of the work coil and theworkpiece can be thought of as an electrical transformer. The work coili s like the primary where electrical energy is fed in, and theworkpiece is like a single turn seco ndary that is short-circuited. Thiscauses tremendous currents to flow through the workpiece. Thes e areknown as eddy currents.In addition to this, the high frequency used in induction heatingapplications gives rise to a phe nomenon called skin effect. This skineffect forces the alternating current to flow in a thin laye r towardsthe surface of the workpiece. The skin effect increases the effectiveresistance of the m etal to the passage of the large current. Thereforeit greatly increases the heating effect caused by the current inducedin the workpiece.(Although the heating due to eddy currents is desirable inthis application, it is interesting to note that transformermanufacturers go to great lengths to avoid this phenomenon in theirtransform ers. Laminated transformer cores, powdered iron cores andferrites are all used to prevent eddy cu rrents from flowing insidetransformer cores. Inside a transformer the passage of eddy currents is highly undesirable because it causes heating of the magnetic core andrepresents power that is was ted.)And for Ferrous metals ?For ferrous metals like iron and some types of steel, there is anadditional heating mechanism tha t takes place at the same time as theeddy currents mentioned above. The intense alternating magne tic fieldinside the work coil repeatedly magnetises and de-magnetises the ironcrystals. This rapi d flipping of the magnetic domains causesconsiderable friction and heating inside the material. H eating due tothis mechanism is known as Hysteresis loss, and is greatest formaterials that have a large area inside their B-H curve. This can be alarge contributing factor to the heat generated during inductionheating, but only takes place inside ferrous materials. For this reasonferrous ma terials lend themselves more easily to heating by inductionthan non-ferrous materials.It is interesting to note that steel looses its magnetic materialswhen heated above approximately 700°C. This temperature is known as theCurie temperature. This means that above 700°C there ca n be no heatingof the material due to hysteresis losses. Any further heating of thematerial must be due to induced eddy currents alone. This makes heatingsteel above 700°C more of a challenge f or the induction heatingsystems. The fact that copper and Aluminium are both non-magnetic andvery good electrical conductors, can also make these materials achallenge to heat efficiently. (We wi ll see that the best course ofaction for these materials is to up the frequency to exaggerate los sesdue to the skin effect.)What is Induction Heating used for ?Induction heating can be used for any application where we want toheat an electrically conductive material in a clean, efficient andcontrolled manner.One of the most common applications is for sealing the anti-tamperseals that are stuck to the top of medicine and drinks bottles. A foilseal coated with "hot-melt glue" is inserted into the plas tic cap andscrewed onto the top of each bottle during manufacture. These foilseals are then rapid ly heated as the bottles pass under an inductionheater on the production line. The heat generated melts the glue andseals the foil onto the top of the bottle. When the cap is removed, thefoil re mains providing an airtight seal and preventing any tampering orcontamination of the bottle's con tents until the customer pierces thefoil.Another common application is "getter firing" to removecontamination from evacuated tubes such as TV picture tubes, vacuumtubes, and various gas discharge lamps. A ring of conductive materialcal led a "getter" is placed inside the evacuated glass vessel. Sinceinduction heating is a non-conta ct process it can be used to heat thegetter that is already sealed inside a vessel. An induction work coilis located close to the getter on the outside of the vacuum tube andthe AC source is tur ned on. Within seconds of starting the inductionheater, the getter is heated white hot, and chemi cals in its coatingreact with any gasses in the vacuum. The result is that the getterabsorbs any last remaining traces of gas inside the vacuum tube andincreases the purity of the vacuum.Yet another common application for induction heating is a processcalled Zone purification used in the semiconductor manufacturingindustry. This is a process in which silicon is purified by means of amoving zone of molten material. An Internet Search is sure to turn upmore details on this pr ocess that I know little about.Other applications include melting, welding and brazing or metals.Induction cooking hobs and ricecookers. Metal hardening of ammunition,gear teeth, saw blades and drive shafts, etc are also com monapplications because the induction process heats the surface of themetal very rapidly. Therefo re it can be used for surface hardening, andhardening of localised areas of metallic parts by "ou trunning" thethermal conduction of heat deeper into the part or to surroundingareas. The non cont act nature of induction heating also means that itcan be used to sterilise metal instruments by h eating them to hightemperatures whilst they are already sealed inside a known sterileenvironment in order to kill germs.What is required for Induction Heating ?In theory only 3 things are essential to implement induction heating:1. A source of High Frequency electrical power,2. A work coil to generate the alternating magnetic field,3.An electrically conductive workpiece to be heated,Having said this, practical induction heating systems are usually alittle more complex. For examp le, a matching network is often requiredbetween the High Frequency source and the work coil in or der to getgood power transfer. Water cooling systems are also common in highpower induction heate rs to remove waste heat from the work coil and itsmatching network. Finally some control electron ics is usually employedto control the intensity of the heating action, ensure consistentresults, and to protect the system from adverse operating conditions.However, the basic principle of opera tion of any induction heaterremains the same as described earlier.Practical implementationIn practice the work coil is usually incorporated into a resonanttank circuit. This has a number of advantages. Firstly, it makes eitherthe current or the voltage become sinusoidal. This minimis es losses inthe inverter by allowing it to benefit from eitherzero-voltage-switching or zero-curr ent-switching depending on the exactarrangement chosen. The sinusoidal waveform at the work coil alsorepresents a more pure signal and causes less Radio FrequencyInterference to nearby equipment. We will see that there are a numberof resonant schemes that the designer of an induction heater can choosefor the work coil:Series resonant tank circuitThe work coil is made to resonate at the intended operatingfrequency by means of a capacitor plac ed in series with it. This causesthe current through the work coil to be sinusoidal. The seriesre sonance also magnifies the voltage across the work coil, far higherthan the output voltage of the inverter alone. The inverter sees asinusoidal load current but it must carry the full current th at flowsin the work coil. For this reason the work coil often consists of manyturns of wire with only a few amps or tens of amps flowing.This arrangement is commonly used in things like rice cookers wherethe power level is low, and th e inverter is located next to the objectto be heated. The main drawbacks of the series resonant a rrangement arethat the inverter must carry the same current that flows in the workcoil. In additi on to this the series resonant action can become verypronounced if there is no workpiece presentto damp the circuit. Thisis not a problem in applications like rice cookers where the workpieceis always the same cooking vessel, and its properties are well known atthe time of design.The tank capacitor is typically rated for a high voltage because ofthe resonant voltage rise expe rienced in the series tuned resonantcircuit.Parallel resonant tank circuitThe work coil is made to resonate at the intended operatingfrequency by means of a capacitor plac ed in parallel with it. Thiscauses the current through the work coil to be sinusoidal. The parall elresonance also magnifies the current through the work coil, far higherthan the current capabili ty of the inverter alone. The inverter sees asinusoidal load current. However, in this case it on ly has to carry thepart of the load current that actually does real work. The inverterdoes not ha ve to carry the full circulating current in the work coil.This means that the work coil can be pl aced at a location remote fromthe inverter without incurring massive losses in the feed wires.It also means that work coils using this technique often consist offew turns of a thick copper co nductor but with large currents of manytens or hundreds of amps flowing. (This is necessary to ge t therequired Ampere turns to do the induction heating.) Water cooling iscommon for all but the s mallest of systems. This is needed to removeexcess heat generated by the passage of the large hig h frequencycurrent through the work coil and its associated tank capacitor.In the parallel resonant tank circuit the work coil can be thoughtof as an inductive load with a "power factor correction" capacitorinstalled across it. The PFC capacitor provides reactive curre nt flowequal and opposite to the inductive current drawn by the work coil.Therefore the only curr ent flow from the inverter is a small amountrequired to overcome losses in the "PFC" capacitor an d the work coil.There is always some loss in this tank circuit due to dielectric lossin the capac itor and skin effect causing resistive losses in the workcoil. Therefore a small current is alway s drawn from the inverter. Whena lossy workpiece is inserted into the work coil, this damps thepa rallel resonant circuit by introducing a further loss into thesystem. Therefore the current drawn by the parallel resonant tankcircuit increases when a workpiece is entered into the coil.Impedance matchingOr simply "Matching". This refers to the electronics that sitsbetween the source of high frequenc y power and the work coil we areusing for heating. In order to heat a solid piece of metal viaind uction heating we need to cause a TREMENDOUS current to flowin the surface of the metal. However this can be contrasted with theinverter that generates the high frequency power. The invertergene rally works better (and the design is somewhat easier) if itoperates at fairly high voltage but a low current. This allows commonswitch mode MOSFETs to be used. The comparatively low currents al somake the inverter less sensitive to layout and stray inductance. It isthe job of the matching n etwork and the work coil to transform the highvoltage/low current from the inverter to the low vo ltage/high currentrequired to heat the workpiece efficiently.We can think of the tank circuit incorporating the work coil (Lw) and its capacitor (Cw) as a parallel resonant circuit.This has a resistance (R) due to the lossy workpiece coupled intothe work coil due to the magneti c coupling between the two conductors.See the schematic opposite.In practice the resistance of the work coil, the resistance of thetank capacitor, and the resista nce of the workpiece all introduce aloss into the tank circuit and damp the resonance. Therefore it isuseful to combine all of these losses into a single "loss resistance."In the case of a paral lel resonant circuit this loss resistance appearsdirectly across the tank circuit. This resistanc e represents the onlycomponent that can consume power, and therefore we can think of thisloss res istance as the load that we are trying to drive power into asefficiently as possible.When driven at resonance the current drawn by the tank capacitor andthe work coil are equal and o pposite in phase and therefore cancel eachother out as far as the source of power is concerned. T his meansthat the only load presented to the power source at the resonantfrequency is the loss re sistance across the tank circuit.(Notethat, when driven either side of the resonant frequency, t here is anadditional "out-of-phase" component to the current caused by incompletecancellation of the work coil current and the tank cap current. Thisreactive current increases the total magnitud e of the current beingdrawn from the source but does not contribute to any useful heating inthe w orkpiece.)The job of the matching network is simply to transform thisrelatively large loss resistance acros s the tank circuit down to alower value that better suits the inverter attempting to drive it.The re are many different ways to achieve this impedance transformationincluding tapping the work coil, using a ferrite transformer, acapacitive divider in place of the tank capacitor, or a matching circuit such as an L-match network.In the case of an L-match network it can transform the relativelyhigh load resistance of the tank circuit down to something around 10ohms which better suits the inverter. This figure allows the inverterto run from several hundred volts whilst keeping currents down to areasonable level so th at standard switch-mode MOSFETs can be used toperform the switching operation.The L-match network consists of components Lm and Cm shown opposite.The L-match network also has another highly desirable property. TheL-match network provides a pro gressively rising inductive reactance toall frequencies higher than the resonant frequency of the tank circuit.This is very important when the work coil is to be fed from an inverterthat generat es a squarewave voltage output. Here is an explanation ofwhy this is so…The squarewave voltage generated by most half-bridge and full-bridgecircuits is rich in high freq uency harmonics as well as the wantedfundamental frequency. Direct connection of such a voltage s ource to aparallel resonant circuit would cause excessive currents to flow at theharmonics of the drive frequency! This is because the tank capacitor inthe parallel resonant circuit presents a p rogressively lower capacitivereactance to increasing frequencies. This is potentially very damagi ngto a voltage-source inverter. It results in large current spikes at theswitching transitions as the inverter tries to rapidly charge anddischarge the tank capacitor on rising and falling edges of thesquarewave. The inclusion of the L-match network between the inverterand the tank circuit negates this problem. Now the output of theinverter sees the inductive reactance of Lm in the mat ching networkfirst, and all harmonics see a gradually rising inductive impedance.In summary, the inclusion of an L-match network between the inverter and the parallel resonant ta nk circuit achieves two things.1.Impedance matching so that the required amount of power can be supplied from the inverter to the workpiece,2.Presentation of a rising inductive reactance to high frequency harmonics to keep the inverter safe and happy.Looking at the previous schematic above we can see that thecapacitor in the matching network (Cm) and the tank capacitor (Cw) areboth in parallel. In practice both of these functions are usuallyaccomplished by a single capacitor. Most of its capacitance can bethought of as being in parallel resonance with the work coil, with asmall amount providing the impedance matching action with the matchinginductor (Lm.) Combing these two capacitances into one leads us toarrive at the LCLR model for the work coil arrangement, which iscommonly used in industry.The LCLR work coilThis arrangement incorporates the work coil into a parallel resonantcircuit and uses the L-match network between the tank circuit and theinverter. The matching network is used to make the tank circuit appearas a more suitable load to the inverter, and its derivation isdiscussed in the section above.The LCLR work coil has a number of desirable properties:1. A huge current flows in the work coil, but the inverter only has tosupply a low current. The large circulating current is confined to thework coil and its parallel capacitor, which are usually located closeto each other.2.Only low current flows along the transmission line from the inverter to the tank circuit, so this can use lighter duty cable.3.Any stray inductance of the transmission line becomes part of the matching network inductance (Lm.)4.The inverter sees a sinusoidal load current so it can benefit fromZCS or ZVS to reduce its switching losses and therefore run cooler.5.The series matching inductor can be altered to cater for different loads placed inside thework coil.6.The tank circuit can be fed via several matching inductors frommany inverters to reach power levels above those achievable with asingle inverter. The matching inductors provide inherent sharing of theload current between the inverters and also make the system tolerant tosome mismatching in the switching instants of the paralleled inverters.Another advantage of the LCLR work coil arrangement is that it doesnot require a high-frequency transformer to provide the impedancematching function. Ferrite transformers capable of handling severalkilowatts are large, heavy and quite expensive. In addition to this,the transformer must be cooled to remove excess heat generated by thehigh currents flowing in its conductor. The incorporation of theL-match network into the LCLR work coil arrangement removes thenecessity of a transformer to match the inverter to the work coil,saving cost and simplifying the design.However, the designer should appreciate that a 1:1 isolatingtransformer may still be required between the inverter and the input tothe LCLR work coil arrangement if electrical isolation is necessaryfrom the mains supply. It depends whether isolation is important, andwhether the PSU in the induction heater already provides sufficientelectrical isolation to meet these requirements.Complete schematicThe complete schematic showing the inverter driving its LCLR work coil arrangement is shown belo w.Note that this schematic DOES NOT SHOW the MOSFET gate-drive and control electronics! Please dont ask for further information.The inverter is a simple half-bridge consisting of two MTW14N50MOSFETs made my On-semiconductor (formerly Motorola.) It is fed from asmoothed DC supply with decoupling capacitor across the rails tosupport the AC current demands of the inverter. However, it should berealised that the quality and regulation of the power supply forinduction heating applications is not critical. Full-wave rectified(un-smoothed) mains can work equally as well as smoothed and regulatedDC when it comes to heating metal. And there are many arguments forkeeping the size of the DC bus capacitor down to a minimum. Inparticular it improves the power factor of current drawn from the mainsupply, and it also minimises stored energy in case of fault conditionswithin the inverter.The DC blocking capacitor is merely to block the DC output from thehalf-bridge inverter from causing current flow through the work coil.It is sized sufficiently large that it does not take part in theimpedance matching, and does not adversely effect the operation of theLCLR work coil arrangement.Fault toleranceThe LCLR work coil arrangement is very well behaved under a variety of possible fault conditions.1.Open circuit work coil.2.Short circuit work coil, (or tank capacitor.)3.Shorted turn in work coil.4.Open circuit tank capacitor.All of these failures result in an increase in the impedance beingpresented to the inverter and therefore a corresponding drop in thecurrent drawn from the inverter. The author has personally used ascrewdriver to short-circuit between turns of a work coil carryingseveral hundred amps. Despite sparks flying at the location of theapplied short-circuit, the load on the inverter is reduced and thesystem survives this treatment with ease.The worst thing that can happen is that the tank circuit becomesdetuned such that its natural resonant frequency is just above theoperating frequency of the inverter. Since the drive frequency is stillclose to resonance there is still significant current flow out of theinverter. But the power factor is reduced due to the detuning, and thecurrent begins to lead the voltage. This situation is undesirablebecause the load current seen by the inverter changes direction beforethe applied voltage changes sign. The outcome of this is that currentis force-commutated between free-wheel diodes and the opposing MOSFETevery time the MOSFET is turned on. This causes a forced reverserecovery of the free-wheel diodes whilst they are carrying significantforward current. This results in a large current surge through both thediode and the opposing MOSFET that is turning on.Whilst not a problem for special fast recovery rectifiers, thisforced recovery can cause problems if the MOSFETs intrinsic body diodesare used to provide the free-wheel diode function. However, it should be realised that proper control of the inverter operating frequency should ensure that it tracks the resonant frequency of the tankcircuit. Therefore the leading power factor condition should ideally not arise, and should certainly not persist for any length of time. The resonant frequency should be tracked up to its limit, then the system shut-down if it has wandered outside of an acceptable range. Power control methodsIt is often desirable to control the amount of power processed by an induction heater. This determines the rate at which heat energy is transferred to the workpiece. The power setting of this type of induction heater can be controlled in a number of different ways:1. Varying the DC link voltage.The power processed by the inverter can be decreased by reducing the supply voltage to the inverter. This can be done by running theinverter from a variable voltage DC supply such as a controlledrectifier using thyristors to vary the DC supply voltage derived from the mains supply. The impedance presented to the inverter is largely constant with varying power level, so the power throughput of the inverter is roughly proportional to the square of the supply voltage. Varying the DC link voltage allows full control of the power from 0% to 100%.2. Varying the duty ratio of the devices in the inverter.The power processed by the inverter can be decreased by reducing theon-time of the switches in the inverter. Power is only sourced to the work coil in the time that the devices are switched on. The load current is left to freewheel through the devices body diodes during the deadtime when both devices are turned off. Varying the duty ratio of the switches allows full control of the power from 0% to 100%. The only significant drawback is forced reverse recovery of the free-wheel diodes that can occur when the duty ratio is reduced.3. Varying the operating frequency of the inverter.The power supplied by the inverter to the work coil can be reducedby detuning the inverter from the natural resonant frequency of the tank circuit incorporating the work coil. As the operating frequency of the inverter is moved away from the resonant frquency of the tank circuit, there is less resonant rise in the tank circuit, and the current in the work coil diminishes. Therefore less circulating current is induced in the workpiece.In order to control the power the inverter is normally detuned onthe high frequency side of the tank circuits natural resonance. This causes the inductive reactance of the matching circuit to become dominant as the frequency increases. Therefore the current drawn from the inverter by the matching network starts to lag in phase and diminish in amplitude. Both of these factors contribute to a reduction in real power throughput. In addition to this the lagging power factor ensures that the devices in the inverter still turn on with zero voltage across them.This method of controlling power level by detuning is very simplesince most induction heaters already have control over the operating frequency of the inverter in order to cater for different workpieces and work coils. The downside is that it only provides a limited range of control, as there is a limit to how fast power semiconductors can be made to switch. This is particularly true in high power applications where the devices may be running close to maximum switching speeds anyway.4. Varying the value of the inductor in the matching network.The power supplied by the inverter to the work coil can be varied by altering the value of the matching network components. The L-match network between the inverter and the tank circuit technically consists of an inductive and a capacitive part. But the capacitive part is in parallel with the work coil's own tank capacitor, and in practice these are usually one and the same part. Therefore the only part of the matching network that is available to make adjustable is the inductor.The matching network is responsible for transforming the load of the workcoil to a suitable load impedance to be driven by the inverter. Altering the inductance of the matching inductor adjusts the value to which the load impedance is translated. In general, decreasing the inductance of the matching inductor causes the work coil impedance to be transformed down to a lower impedance. This lower load impedance being presented to the inverter causes more power to be sourced from the inverter. Conversely, increasing the inductance of the matching inductor causes a higher load impedance to be presented to the inverter. This lighter load results in a lower power flow.The degree of power control achieveable by altering the matching inductor is fairly small. There is a also a shift in the resonant frequency of the overall system. This is the price to pay for combining the L-match capacitance and tank capacitance into one unit. The L-matchnetwork essentially borrows some of the capacitance from the tank capacitor to perform the matching operation, thus leaving the tank circuit to resonate at a higher frequency. For this reason the matching inductor is usually fixed or adjusted in coarse steps to suit the intended workpiece to be heated, rather than provide the user with a fully adjustable power setting.Heating pictures。
高频感应加热

感应加热简介电磁感应加热,或简称感应加热,是加热导体材料比如金属材料的一种方法。
它主要用于金属热加工、热处理、焊接和熔化。
顾名思义,感应加热是利用电磁感应的方法使被加热的材料的内部产生电流,依靠这些涡流的能量达到加热目的。
感应加热系统的基本组成包括感应线圈,交流电源和工件。
根据加热对象不同,可以把线圈制作成不同的形状。
线圈和电源相连,电源为线圈提供交变电流,流过线圈的交变电流产生一个通过工件的交变磁场,该磁场使工件产生涡流来加热。
感应加热原理感应加热表面淬火是利用电磁感应原理,在工件表面层产生密度很高的感应电流,迅速加热至奥氏体状态,随后快速冷却得到马氏体组织的淬火方法,当感应圈中通过一定频率的交流电时,在其内外将产生与电流变化频率相同的交变磁场。
金属工件放入感应圈内,在磁场作用下,工件内就会产生与感应圈频率相同而方向相反的感应电流。
由于感应电流沿工件表面形成封闭回路,通常称为涡流。
此涡流将电能变成热能,将工件的表面迅速加热。
涡流主要分布于工件表面,工件内部几乎没有电流通过,这种现象称为表面效应或集肤效应。
感应加热就是利用集肤效应,依靠电流热效应把工件表面迅速加热到淬火温度的。
感应圈用紫铜管制做,内通冷却水。
当工件表面在感应圈内加热到一定温度时,立即喷水冷却,使表面层获得马氏体组织。
感应电动势的瞬时值为:式中:e——瞬时电势,V;Φ——零件上感应电流回路所包围面积的总磁通,Wb,其数值随感应器中的电流强度和零件材料的磁导率的增加而增大,并与零件和感应器之问的间隙有关。
为磁通变化率,其绝对值等于感应电势。
电流频率越高,磁通变化率越大,使感应电势P相应也就越大。
式中的负号表示感应电势的方向与的变化方向相反。
零件中感应出来的涡流的方向,在每一瞬时和感应器中的电流方向相反,涡流强度取决于感应电势及零件内涡流回路的电抗,可表示为:式中,I——涡流电流强度,A;Z——自感电抗,Ω;R——零件电阻,Ω;X——阻抗,Ω。
感应加热线圈制作方法
感应加热线圈制作方法
感应加热线圈是一种利用电磁感应原理进行加热的设备。
以下是感应加热线圈的制作方法:
1.选用合适的线材:感应加热线圈的制作需要选用具有良好导电性和热稳定性的线材,如铜线或铝线等。
2.选择线圈结构:根据加热对象的形状和大小,设计合适的线圈结构。
常见的线圈结构有平面圆形线圈、螺旋线圈等。
3.制作线圈:根据设计的线圈结构,将所选线材缠绕或绕制成线圈,并固定好端点。
4.连接电源:将制作好的线圈连接到感应加热设备的电源上。
5.调试测试:将加热对象放置在感应加热线圈内,开启电源进行调试和测试,调整加热功率和加热时间,使加热效果达到预期。
制作感应加热线圈需要一定的电子技术和机械加工技能,建议在专业人员指导下进行。
加热感应器的制作与焊接
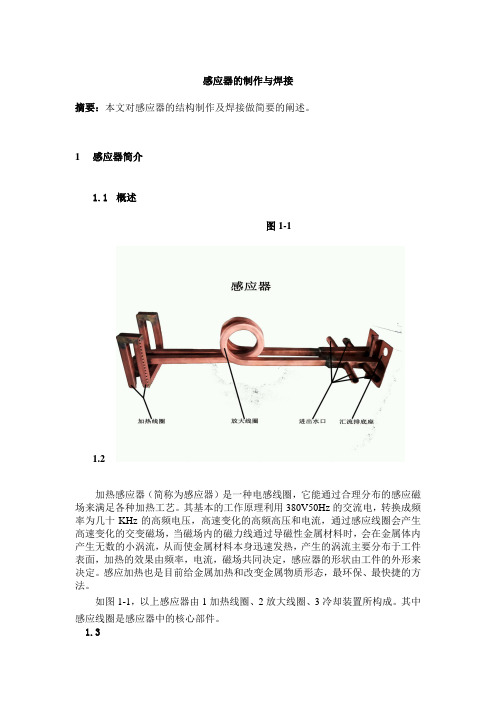
感应器的制作与焊接摘要:本文对感应器的结构制作及焊接做简要的阐述。
1感应器简介1.1概述图1-11.2加热感应器(简称为感应器)是一种电感线圈,它能通过合理分布的感应磁场来满足各种加热工艺。
其基本的工作原理利用380V50Hz的交流电,转换成频率为几十KHz的高频电压,高速变化的高频高压和电流,通过感应线圈会产生高速变化的交变磁场,当磁场内的磁力线通过导磁性金属材料时,会在金属体内产生无数的小涡流,从而使金属材料本身迅速发热,产生的涡流主要分布于工件表面,加热的效果由频率,电流,磁场共同决定,感应器的形状由工件的外形来决定。
感应加热也是目前给金属加热和改变金属物质形态,最环保、最快捷的方法。
如图1-1,以上感应器由1加热线圈、2放大线圈、3冷却装置所构成。
其中感应线圈是感应器中的核心部件。
1.3感应线圈的结构及类型感应器结构包括加热线圈、汇流排和进出水口构成。
下面是几种常用感应器外形。
图1-2 典型感应线圈的结构(a)多匝单线圈(b)单匝单线圈(c)单匝多线圈(d)多匝多线圈图1-3 用来加热各种形状部件的多匝线圈结构2感应器的制作1.2.1圆形铜管感应器的制作步骤图2-11.制作前阅览工艺图纸,仔细查看工艺要求和关键部位必须按图作业。
2.找到图纸上标注的管料规格,测量模具的尺寸进行下料。
3.将下好的管料在工作平台校直,不能有弯曲变形,要保证管料的规格。
4.缠绕线圈前在管料上缠好玻璃丝胶带,缠绕胶带时把握好密度均匀。
5.缠绕线圈时,将管料放相应在模具上,用左手固定好开端,再用右手,开始按所需的方向进行缠绕,缠绕时用力均匀,思路明确,按图所需要的圈数进行制作。
6.线圈绕好后,将汇流排调整为横向水平位置,一般汇流排间隙为25mm左右。
7.制作外通水的进出水,用弯管器把管料折弯成90°左右即可,再用电钻去掉管口内毛刺。
(注:如制作内通水的进出水时,下料时保证管料的长度,线圈绕好后,调整好汇流排长度,去掉进出水管口的毛刺,带上铜螺母,用扩孔器扩好喇叭口)8.焊接外通水的进出水时,焊接前去掉各个管口毛刺,确定管腔内干净无杂物,再将进出水管插入汇流排,调整好尺寸,然后在高频机上调整好适当参数,用焊锡丝进行焊接。
电磁感应加热原理及制作
电磁感应加热原理及制作嘿,朋友们!今天咱来聊聊电磁感应加热原理及制作,这可有意思啦!你想啊,电和磁就像一对好伙伴,它们在一起能玩出好多花样呢!电磁感应就像是一场神奇的魔术。
当电流通过导线时,就会产生磁场,这就好比是磁场这个小调皮被电流给召唤出来啦!然后呢,如果有个导体在这个磁场里晃悠晃悠,哎呀呀,神奇的事情就发生了,导体里居然也会产生电流啦!这就是电磁感应。
那电磁感应加热是咋回事呢?就好比我们冬天冷了,想找个暖和的地方呆着。
导体就像是那个想取暖的我们,通过电磁感应产生的电流会让导体发热,这不就暖和起来了嘛!这在生活中可太有用啦,比如我们常用的电磁炉,就是靠这个原理来加热的呢。
那怎么制作一个电磁感应加热的小装置呢?咱先得准备一些材料,像导线啦、铁芯啦、一些能导电的金属片啥的。
然后把导线绕在铁芯上,就像给铁芯缠上一圈圈的彩带。
接着通上电,这时候磁场就出现啦。
再把金属片放进去,嘿嘿,看着它慢慢热起来,是不是很有趣呀!不过可得注意哦,这电流可不是好惹的,可别乱弄,不然一不小心就可能出问题呢!就像玩火一样,得小心点。
你说这电磁感应加热是不是很神奇?它让我们的生活变得更加方便和有趣。
想象一下,如果没有电磁感应加热,我们做饭还得用那些老土的方法,多麻烦呀!所以说呀,科学的力量真是强大,能给我们带来这么多好东西。
咱平时用的好多电器都用到了电磁感应加热原理呢。
这就像是一个隐藏的魔法,在背后默默地为我们服务。
而且随着科技的不断进步,肯定会有更多更厉害的电磁感应加热技术出现,到时候我们的生活又会变得更加不一样啦!是不是很期待呢?反正我是特别期待!总之呢,电磁感应加热原理及制作,这既是一门学问,也是一种乐趣。
大家都可以去尝试尝试,感受一下科学的魅力,说不定你还能自己捣鼓出一些新奇的小玩意儿来呢!让我们一起在电磁感应的世界里畅游吧!原创不易,请尊重原创,谢谢!。
自制感应加热教程

感应加热DIY教程总体架构:串联谐振2.5KW 锁相环追频ZVS,MOSFET全桥逆变;磁芯变压器两档阻抗变换,水冷散热,市电自耦调压调功,母线过流保护。
在开始制作之前,有必要明确一些基础性原理及概念,这样才不至于一头雾水。
一.加热机制(扫盲用,高手跳过)1.1涡流,只要是金属物体处于交变磁场中,都会产生涡流,强大的高密度涡流能迅速使工件升温。
这个机制在所有电阻率不为无穷大的导体中均存在。
1.2感应环流,工件相当于一个短路的1匝线圈,与感应线圈构成一个空心变压器,由于电流比等于匝比的反比,工件上的电流是感应线圈中电流的N(匝数)倍,强大的感应短路电流使工件迅速升温。
这个机制在任何导体中均存在,恒定磁通密度情况下,工件与磁场矢量正交的面积越大,工件上感生的电流越大,效率越高。
由此可看出,大磁通切割面积的工件比小面积的工件更容易获得高温。
1.3磁畴摩擦(在铁磁体内存在着无数个线度约为10-4m的原本已经磁化了的小区域,这些小区域叫磁畴),铁磁性物质的磁畴,在交变磁场的磁化与逆磁环作用下,剧烈摩擦,产生高温。
这个机制在铁磁性物质中占主导。
由此可看出,不同材料的工件,因为加热的机制不同,造成的加热效果也不一样。
其中铁磁物质三中机制都占,加热效果最好。
铁磁质加热到居里点以上时,转为顺磁性,磁畴机制减退甚至消失。
这时只能靠剩余两个机制继续加热。
当工件越过居里点后,磁感应现象减弱,线圈等效阻抗大幅下降,致使谐振回路电流增大。
越过居里点后,线圈电感量也跟着下降。
LC回路的固有谐振频率会发生变化。
致使固定激励方式的加热器失谐而造成设备损坏或效率大减。
二.为什么要采用谐振?应采用何种谐振?2.1先回答第一个问题。
我曾经以为只要往感应线圈中通入足够强的电流,就成一台感应加热设备了。
也对此做了一个实验,见下图。
实验中确实有加热效果,但是远远没有达到电源的输出功率应有的效果。
这是为什么呢,我们来分析一下,显然,对于固定的工件,加热效果与逆变器实际输出功率成正比。
感应加热技术
二感应加热基本原理1.电磁感应原理1831年,英国物理学家faraday发现了电磁感应现象,并且提出了相应的理论解释。
其内容为,当电路围绕的区域内存在交变的磁场时,电路两端就会感应出电动势,如果闭合就会产生感应电流。
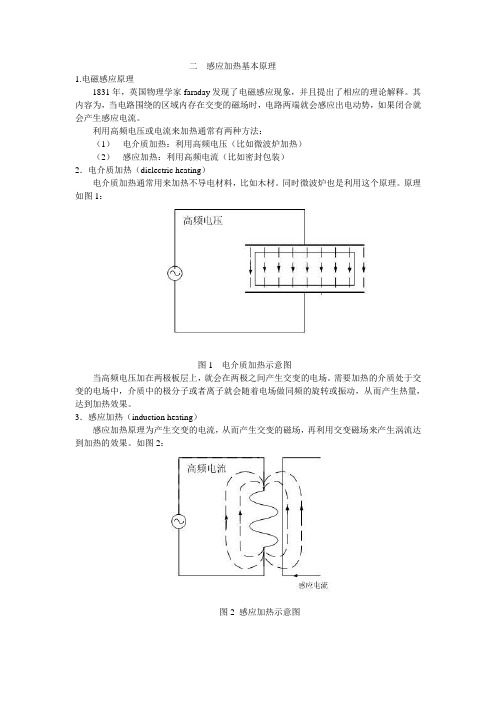
利用高频电压或电流来加热通常有两种方法:(1)电介质加热:利用高频电压(比如微波炉加热)(2)感应加热:利用高频电流(比如密封包装)2.电介质加热(dielectric heating)电介质加热通常用来加热不导电材料,比如木材。
同时微波炉也是利用这个原理。
原理如图1:图1 电介质加热示意图当高频电压加在两极板层上,就会在两极之间产生交变的电场。
需要加热的介质处于交变的电场中,介质中的极分子或者离子就会随着电场做同频的旋转或振动,从而产生热量,达到加热效果。
3.感应加热(induction heating)感应加热原理为产生交变的电流,从而产生交变的磁场,再利用交变磁场来产生涡流达到加热的效果。
如图2:图2 感应加热示意图基本电磁定律:法拉第定律:d e N dt φ=安培定律:Hdl NI ⎰= 其中:BdS φ=⎰,0r B u u H =如果采用MKS 制,e 的单位为V ,Ø的单位为Wb ,H 的单位为A/m ,B 的单位为T 。
以上定律基本阐述了电磁感应的基本性质,集肤效应:当交流的电流流过导体的时候,会在导体中产生感应电流(如图3),从而导致电流向导体表面扩散。
也就是导体表面的电流密度会大于中心的电流密度。
这也就无形中减少了导体的导电截面,从而增加了导体交流电阻,损耗增大。
工程上规定从导体表面到电流密度为导体表面的1/e =0.368的距离δ为集肤深度。
在常温下可用以下公式来计算铜的集肤深度:δ= 式(1)图3 涡流产生示意图从以上可以看到,如果增大电流和提高频率都可以增加发热效果,是加热对象快速升温。
所以感应电源通常需要输出高频大电流。
参考文献:fundalmentals of power electronics, R.W.Erickson (讲义)TPIH2500 Textbook Tetra Pak Technical Training Centre。