NPI测试验证报告
新产品导入量产作业流程(NPI)(完整资料).doc

精编文档,下载后可编辑
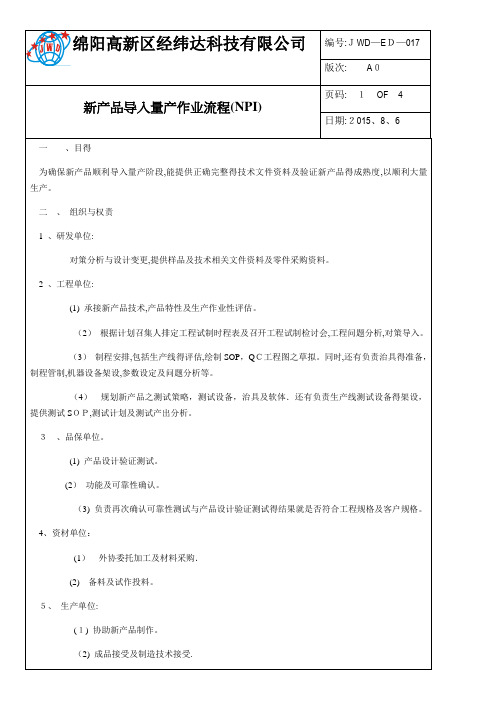
编号:JWD-ED-017 版次: A0
新产品导入量产作业流程(NPI)
责任 单位
研发
新产品试作 指令发出
流程图
页码:3 OF 4 日期:2015.8.6
使用记录
文件编号:JWD-ED-017
修订记录
修订内容摘要
修订
总
版次
申请人 审核人 批准人
页次
页数
2015.8.6 新制定
_ A0
6
李敏 余代春 王志高
精编文档,下载后可编辑
通知
签 试产
存档
试产检讨会决定 量产
可以 量产
汇总试产报告整 理后会签
试产
量产追踪
编号:JWD-ED-017 版次: A0 页码:4 OF 4 日期:2015.8.6
使用记录
试产会议记录
量产通知书 试产~量产报告书
量产后追踪报告
精编文档,下载后可编辑
核准: 编制日期
审核:
制定:
新产品导入量产作业流程(NPI)
对策分析与设计变更,提供样品及技术相关文件资料及零件采购资料。 2 、工程单位:
(1) 承接新产品技术,产品特性及生产作业性评估。 (2) 根据计划召集人排定工程试制时程表及召开工程试制检讨会,工程问题分析,对策导入。 (3) 制程安排,包括生产线的评估,绘制 SOP,QC 工程图之草拟。同时,还有负责治具的准备, 制程管制,机器设备架设,参数设定及问题分析等。 (4) 规划新产品之测试策略,测试设备,治具及软体。还有负责生产线测试设备的架设,提供测试 SOP,测试计划及测试产出分析。 3 、品保单位。 (1) 产品设计验证测试。 (2) 功能及可靠性确认。 (3) 负责再次确认可靠性测试和产品设计验证测试的结果是否符合工程规格及客户规格。 4、资材单位: (1) 外协委托加工及材料采购。 (2) 备料及试作投料。 5、 生产单位: (1) 协助新产品制作。 (2) 成品接受及制造技术接受。 6 、管理部文管中心: SOP/SIP 产品设计验证资料接收确认与管制。 三 、作业说明。 1、新产品导入生产决策。 当研发单位设计的产品经过试样后,任为新产品已经进入成熟阶段,可以生产了,但是针对产品的成 熟度还需要做设计验证是否可以进入正式量产,所以经过新产品说明会议之决定后,发出小批量试做指令,在 制造单位量产试做验证通过后正式小批量试产;同时把样品和相关资料提供给公司的相关部门。 2 、文件与资料确认和小批量安排。 (1) 工程单位收到研发转交样品及相关资料后,与小批量试产指令核对和查证无误后,转为专案处理。 (2) 用干特图排定小批量试产计划。同时知会给各个部门做相关同步准备工作。 (3) 工程单位填写小批量试产需求单给生管,由生管根据小批量试产计划下达工单指令。
产品质量验证报告
产品质量验证报告一、引言产品质量验证报告的目的是对所测试的产品进行全面评估,确保其符合质量标准和客户期望。
本报告旨在提供详细的测试结果和分析,以便客户了解产品的质量水平和可靠性,并为决策提供参考。
二、测试背景本次产品质量验证测试旨在验证产品在设计、制造和交付过程中的各项关键要素,以确保产品满足客户的需求和预期指标。
测试涵盖以下方面:1.设计验证:验证产品设计是否符合功能和性能要求,包括外观、尺寸、材料等。
此外,还测试了产品的可使用性和易维护性。
2.性能测试:测试产品在正常工作条件下的性能表现,包括速度、精度、可靠性、稳定性等参数的测量和评估。
3.环境适应性测试:测试产品在各种环境条件下的适应性和可靠性,包括温度、湿度、震动等因素的影响。
4.安全性测试:测试产品在正常使用过程中是否存在任何潜在的安全隐患,并确定是否满足国家和行业标准的要求。
三、测试方法1. 设计验证测试方法:a) 外观检查:通过目视和测量,检查产品外观是否符合设计要求。
b) 尺寸测量:使用精密测量仪器对产品各个部位的尺寸进行测量,并与设计规格书进行比对。
c) 材料分析:通过化学测试和材料力学性能测试,对产品所使用的材料进行分析和评估。
d) 使用测试:邀请一些代表性用户参与产品的使用测试,收集用户的反馈和体验。
2. 性能测试方法:a) 速度测试:使用专业测试设备对产品的处理速度进行测试,并记录测试数据。
b) 精度测试:通过标准样品和精密量具,测试产品的测量和控制精度。
c) 可靠性测试:长时间连续运行产品,测试其性能是否持久稳定。
3. 环境适应性测试方法:a) 温度测试:将产品置于不同温度环境中,测试其性能和稳定性的变化。
b) 湿度测试:在高湿度和低湿度环境下,测试产品的工作表现和耐久性。
c) 震动测试:模拟产品在运输过程中的震动环境,测试产品的防护措施和结构强度。
4. 安全性测试方法:a) 电气安全测试:测试产品的电气绝缘性能、接地可靠性以及电磁辐射是否符合相关标准。
设备质量验证报告
设备质量验证报告1. 引言本文档旨在对设备的质量进行验证,并根据验证结果提供相关的报告。
设备质量验证是一个重要的步骤,可以确保设备的性能和可靠性,满足用户需求,并符合相关的法规和标准。
2. 方法设备的质量验证包括以下步骤:2.1 设备选择从各种供应商和型号中选择合适的设备,以确保设备能够满足所需的功能和性能要求。
在设备选择过程中,我们参考了市场上的先进设备,以及用户的具体需求和反馈。
2.2 设备安装和调试在设备到达现场后,我们进行了全面的安装和调试工作,确保设备能够正常运行,并达到预期的质量标准。
在安装和调试过程中,我们严格按照设备制造商提供的操作手册和技术规范进行操作。
2.3 功能测试对设备的各项功能进行全面测试,确保设备在各种工作模式和场景下能够正常运行,并符合用户的需求。
测试过程中,我们模拟了实际使用环境,并采用了各种测试方法和工具,包括性能测试、稳定性测试和兼容性测试等。
2.4 质量评估根据设备的测试结果,我们对设备的性能、可靠性和稳定性进行综合评估。
评估结果是基于客观的数据和标准,能够准确地反映设备的质量水平。
3. 结果和结论根据设备质量验证的结果和评估,我们得出以下结论:- 设备在安装和调试过程中没有出现任何问题,操作简便、稳定可靠。
- 设备的功能测试结果良好,各项功能都能满足用户的需求。
- 设备在各项质量评估指标上均达到或超过预期,质量优秀。
4. 建议基于对设备质量验证的结果和结论,我们提出以下建议:- 对设备进行定期维护和巡检,以确保设备的长期稳定运行。
- 培训用户熟悉设备的操作和维护方法,以提高设备的使用效率和维修能力。
- 对设备制造商提供的技术支持和售后服务进行评估,以确保获得及时和有效的支持。
5. 总结设备质量验证是确保设备性能和可靠性的关键步骤。
通过本次设备质量验证,我们对设备的质量进行了全面的评估,并得出了积极的结论。
在设备的使用过程中,我们将继续关注设备的性能和质量,并做好设备的维护和管理工作。
NPI试产管理控制程序文件
NPI试产管理控制程序文件一、目的为了确保新产品导入(New Product Introduction,简称 NPI)试产过程的顺利进行,有效控制试产风险,提高产品质量和生产效率,特制定本管理控制程序文件。
二、适用范围本程序适用于公司所有新产品的 NPI 试产活动,包括但不限于新产品的设计验证、工艺验证、工装夹具验证、生产流程验证等。
三、职责分工1、研发部门负责提供新产品的设计图纸、技术规范、测试标准等相关技术文件。
参与试产过程中的技术指导和问题解决。
2、工程部门制定试产计划和工艺流程,设计工装夹具和生产设备的调试方案。
负责试产过程中的工艺优化和改进。
3、生产部门按照试产计划和工艺流程组织生产,确保试产任务按时完成。
反馈试产过程中的生产问题和质量异常。
4、质量部门制定试产产品的检验标准和检验计划。
负责试产产品的检验和质量评估。
5、采购部门负责试产物料的采购和供应,确保物料的及时到位。
6、项目管理部门统筹协调各部门的试产工作,确保试产活动的顺利进行。
跟踪试产进度,及时汇报试产情况。
四、试产准备1、研发部门完成新产品的设计开发,并经过内部评审和验证。
2、工程部门根据研发提供的技术文件,制定试产方案,包括工艺流程、工装夹具设计、设备调试方案等。
3、采购部门按照试产方案的要求,及时采购试产物料,并确保物料的质量和规格符合要求。
4、生产部门准备好试产所需的生产设备和人员,并进行必要的培训。
5、质量部门制定试产产品的检验标准和检验计划,并准备好检验设备和工具。
五、试产实施1、项目管理部门组织召开试产前会议,明确各部门的职责和任务,以及试产的时间节点和要求。
2、生产部门按照试产方案和工艺流程进行试产,并记录试产过程中的各项数据和问题。
3、工程部门在试产过程中进行技术指导和工艺优化,及时解决生产过程中的技术问题。
4、质量部门按照检验标准和检验计划对试产产品进行检验,并记录检验结果。
5、试产过程中如出现质量异常或生产问题,相关部门应及时分析原因,采取有效的纠正措施,并进行验证。
能力验证结果报告

本次能力验证统计分析有关统计量的意义及其计算方法详见附录 D。 本次能力验证计划以 Z 比分数评价实验室的结果,即:
∣Z∣≤2 为满意结果; 2<∣Z∣<3 为有问题结果(可疑值);
2
NIL PT-0200 不锈钢中 Si、Mn、P、Cr、Ni、Ti 含量的测定(国际比对)能力验证计划结果报告
二. 计划的特点
1. 计划的目的和意义 不锈钢作为一种用途广泛的钢材,具有良好的耐蚀性、耐热性、低温强度和机
械特性,可用于家庭用品(餐具,厨柜,室内管线,热水器,锅炉,浴缸)、汽车配
件、医疗器具、建材、食品工作、农业、船舶部件等等。不锈钢中 Si、Mn、P、Cr、 Ni 和 Ti 的测定是各实验室的常规检测项目,较多采用火花源原子发射光谱法及 X
E-mail:PT@
Web site:
联系地址:北京市海淀区学院南路 76 号 14 信箱
计划负责人:柯瑞华
计划组成员:李小佳、胡小燕、高宏斌、赵 雷、高文工
统计分析: 佟艳春 高文工
计划联络人:孔鑫鑫
电话/传真:010-62181165、62186287、62187209/010-62181163(Fax)
上海
7
河北
3
黑龙江
2
深圳
1
北京
5
四川
3
湖南
1
吉林
1
广东
5
辽宁
2
贵州
1
天津
1
浙江
5
山东
2
新产品导入(NPI)控制作业程序
新产品导入量产作业流程一目的。
为确保新产品顺利导入量产阶段,能提供正确完整的技术文件资料及验证新产品的成熟度,以顺利大量生产。
二组织与权责。
1 研发单位:对策分析与设计变更,提供样品及技术相关文件资料及零件采购资料。
2 工程单位:(1)承接新产品技术,产品特性及生产作业性评估。
(2)任计划召集人(Project Coordinator)排定工程试制时程表及召开工程试制检讨会,工程问题分析,对策导入。
(3)制程安排,包括生产线的评估,绘制SOP,QC工程图之草拟。
同时,还有负责治具的准备,制程管制,机器设备架设,参数设定及问题分析等。
(4)规划新产品之测试策略,测试设备,治具及软体。
还有负责生产线测试设备的架设,提供测试SOP,测试计划及测试产出分析。
3 品保单位。
(1)产品设计验证测试(Design Verification:DVT)。
(2)功能及可靠度确认。
(3)负责再次确认PVT和DVT的结果是否符合工程规格及客户规格。
4 资材单位:(1)PCB委托加工及材料采购。
(2)备料及试作投料。
5 生产单位:(1)支援新产品组装。
(2)成品接受及制造技术接受。
6 文管中心:DVT资料接收确认与管制。
三名词解释。
1 工程试作(Engineering Pilot Run:EPR):为确认新产品开发设计成熟度所作的试作与测试。
2 量产试作(Production Pilot Run:PPR):为确认新产品量产时的作业组装所做的试作与测试。
3 量产(Mass Production:MP):经量产试作后之正式生产。
4 材料清册(Bill of Material:BOM):记录材料料号,品名/规格,插件位置,单位用量,承认编号,工程变更讯息等相关资讯。
5 P3-TEST(LPR阶段):新产品设计完成后,对其设计的结果依据产品规格做各种测试验证,称为P3-TEST。
6 P4-TEST(EPR阶段):通过设计审查后之工程试作后的新产品,对其做各种测试验证称为P4-TEST。
汽车电子行业 NPI(新产品导入)项目管理毕业设计论文
汽车电子行业 NPI(新产品导入)项目管理【摘要】新产品导入(New Product Introduction 简称NPI)过程是EMS(Electronics Manufacturing Service)企业将客户研究开发成功的实验室新产品转入批量生产制造的关键过渡过程,如果NPI阶段存在问题,则产品不能顺利进入批产阶段,将会直接影响与客户合作的业务进程,并可能由于耽误了客户产品上市而造成双方极大经济损失,因此非常必要建立科学、有效的NPI项目质量管理体系,为NPI过程提供良好的品质保障。
并且更重要的是知道如何将新产品导入,并进行过程问题分析与验证。
在新产品导入过程中,只有把每个阶段控制好,质量才得到保证,同时避免不必要的工时、物料的浪费,新产品对于汽车电子行业也是新的挑战,只有不断更新产品,跟着市场的脚步,才会有所发展。
【关键字】质量控制新产品的导入试产量产一,NPI的定义&职责❖NPI(New Product Introduction)即新产品导入。
❖新产品:指采用新技术原理、新设计构思研发、生产的全新产品。
❖从市场营销的角度看,凡是企业向市场提供的过去没有生产过的产品都叫新产品。
具体地说,只要是产品线中的任何一部分的变革或创新,并且给消费者带来新的利益、新的满足的产品,都可以认为是一种新产品。
1.2产品工程师在NPI过程中的职责:1、负责在试产过程中对可制造性评审,从生产角度提出建议,预警风险、及相关解决方法建议;协助验证研发输出的各种技术文件的准确性。
2、负责试产前期导入生产部时项目状态的确认和资料的准备工作。
在试产前与研发和项目经理确认项目的技术状态和技术文档,做好试产准备工作。
3、负责协助制造工程在试产过程中所需测试夹具、装配治具的设计、协助研发对供应商的技术支持。
4、负责试产线生产和技术人员项目沟通情况,对试生产的首件进行最后的核对。
及时分析、解决试产中的问题,反馈和总结试产报告给项目相关人员并跟踪、推动改善。
NPI流程管理

NPI流程管理1.目的为明确参与试产的各相关部门的工作职责,提高相关人员的操作效率,提高产品品质,降低品质成本,并最终提高试产产品的规范化管理水平。
2.适用范围适用于本公司所有新产品导入。
3.定义试产:为批量验证产品的相关性能,并为生产积累经验技术的验证性、尝试性生产。
试产分为小批试产和中批试产,小批试产的数量范围为:10-50PCS;中批试产的数量范围为:50-300PCS。
首批生产:指新产品在通过试产后组织的第一次大批量生产活动。
产品工程师:负责组织整个试产过程的所有工作人员,负责协调支配试产过程中的各种资源。
为试产任务的第一责任人。
新品项目开发负责人:负责新产品项目开发的技术人员,在试产过程中承担功能性疑问解答和判定职责。
为试产任务的第二责任人。
经营单位:指由对该产品客户负责的业务人员统称,负责为试产提供任务来源和客户意见。
试产管理员:全面负责试产线员工的管理工作,编制、发放、跟踪、保管《试产过程查验表》,对试产生产管理的整个过程负责。
4.职责各经营单位负责提取识别产客户的的需求,客户确认信息的反馈;负责提供要试产产品的样机和相关的技术资料负责解答试产过程中的功能性异常事件。
PMC:生产与物料控制负责整合试产采购计划。
负责小批试产、中批试产的订单识别、制单。
积极配合试产任务,优先调配生产设备硬件资源应用,保证资源的有效配置。
接收和回复试产需求信息。
审核经营单位提供的试产技术资料的完整性、一致性、明细性。
核定、发布试产各种计划信息。
召集或网络申报试产最终总体评定。
统计和归纳试产过程状态数据记录。
工程部门:组织制定试产计划任务内容;主导试产施工过程的任务计划分解和资源分配;组织评审试产全过程的有效性;组织评定试产的最终结果.PE:产品工程师负责对产品工程科提出的试产产品实验计划安排实验员按照相关工程资料要求进行各项功能验证。
试产使用监视测量器具的测量系统的保证。
保管新产品的样机。
采购供应负责按采购计划进行采购、贮存、试产物料的处理。
结构件npi流程-0308

/
/
1、正样试制,确定正样及小批 量供应商
DQC
/
组织NPIC输出 DFMA建议
临时归档工艺审核
1、正样临时归档工艺审核 2、组织设计成熟度评估
/
MQC
/
/
与ME共同确定质量要 1、确定质量控制要点
点与标准;
2、生产跟线
1.生产跟线 2.统计小批量质时指标
MQE TQC 供应商
/ 确定NPI交流
供应商。
02
入
03
04
数字化样机关
05
注目标成本与
DFMA
06
07
初样试制关注
08
设计问题及标
准要求
09
10
Page 5
5
结构件NPI流程图 I
N 09
N 09
回归测试、SDV测试 (ME)
Y
设计成熟度评估 (DQC)
结构图纸正式归档 (ME)
申请9904类编码 (ME)
小批量采购订单 (采购)
小批量加工过程跟踪 (MQC)
变更说明书)
1、结构件小批量供货 2、质量数据统计,关注异
常,问题解决 3、结构件现场评审,工
装检具验收(量产成 熟度评估)
Page 3
3
NPI流程的五个关键过程---过程合格判定标准
模块 方案设计
图纸状态
数字化 样机设计
3D图
初样试制 prototype
正样试制 prototype
小批量验证 released
ME将变更说明书及优化后的质量控制要点作为附件加入 图纸,与图纸一起提交工艺人员审核
确认所有入口条件到位后,对图纸进行审核,直到合格归 档
新产品导入量产作业流程(NPI)
6 、管理部文管中心: SOP/SIP产品设计验证资料接收确认与管制。
三 、作业说明。 1、新产品导入生产决策。 当研发单位设计得产品经过试样后,任为新产品已经进入成熟阶段,可以生产了,但就是针对产品
得成熟度还需要做设计验证就是否可以进入正式量产,所以经过新产品说明会议之决定后,发出小批量试 做指令,在制造单位量产试做验证通过后正式小批量试产;同时把样品与相关资料提供给公司得相关部门。
4 、新产品小批量试产时追踪。 (1) 磁芯与线圈:要分析磁芯与漆包线就是否相符合搭配,穿线松紧度以及绞线长度、圈数满足设计
要求,设计就是否可满足量产性,提出改善方法。 (2) 组立:要分析线圈摆放位置,引线摆放控制合理性,线径大小以及外壳内部空间、PIN 间距等问题,
就是否对量产有影响,提出改善方法. (3) 浸锡:浸锡温度、时间、浸锡深度以及浸锡次数确认验证就是否合理,并提出改善方法. (4)测试:确认测试治具就是否符合要求,测试得效率确认,找出更好得方法,并评估提方法改善。 (5)测试不良品:根据测试检验得产出信息,与工程技术人员分析所有未通过得产品之不良原因,并分析到
具体得问题点,找出产出得根本原因,提出准确得改善方法。
(6)灌胶:根据要求配置得胶水就是否合理。 (7) 根据生产旧产品得经验去计算新产品在生产线得平准度与标准工时,与以前得进行核对,找出差异 共点,并作出评估与改善。 5 、小批量试产总结会。
(1) 新产品从进料开始:IQC→磁芯穿线→组立→浸锡→超声波清洗→半成品测试→灌胶→成品测试 ,将 所有资料编辑汇总;不良品修复与分析,找出问题产生得根本原因,提出改善方法,并规划出有效性验证方法与改 善后得追踪确认之记录. (2) 根据小批量试产得结果撰写成试产总结报告,而且首件取样时算出CPK 值;召集相关单位,进行小批量试产 总结会议讨论,决定就是否可以量产,如果不能量产,提出原因,与责任归属,进行改善后再次试产;出量产通知书, 开始正式量产。
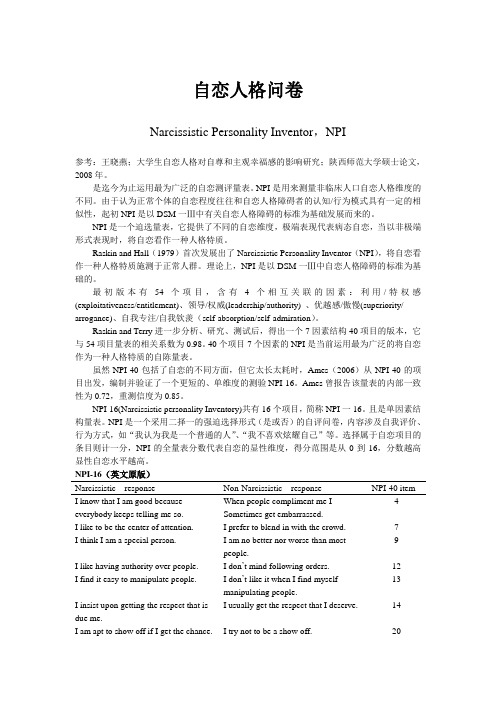
自恋人格问卷(NPI)
40
大学生显性自恋人格问卷(中文修订版)
NPI-40(中文版)
指导语:
感谢你花时间填答我们的问卷。请先填写个人基本资料,然后请您根据每个问卷的具体要求,结合自己的实际情况选择一个最符合自己的答案。您的回答仅供研究之用,我们将严格为您保密。答案没有对错之分,所以无需顾虑,尽请放心作答。同时也请勿遗漏题项!
性别:
年龄:
专业:
学校:
学历:
籍贯:
(可根据调查目的添加或删减基本资料条目)
NPI是一个迫选量表,它提供了不同的自恋维度,极端表现代表病态自恋,当以非极端形式表现时,将自恋看作一种人格特质。
Raskin and Hall(1979)首次发展出了Narcissistic Personality Inventor(NPI),将自恋看作一种人格特质施测于正常人群。理论上,NPI是以DSM一Ⅲ中自恋人格障碍的标准为基础的。
9
I like having authority over people.
I don’t mind following orders.
12
I find it easy to manipulate people.
I don’t like it when I find myself manipulating people.
20
I always know what I am doing.
Sometimes I am not sure of what I am doing.
21
Everybody likes to hear my stories.
Sometimes I tell good Stories.
最新中npi总结汇总

NPI-架构
实验室职责
• 负责产品各阶段的环境及可靠性试验 • 负责各个实验室的设备管理(登记、维护、维修、出借) • 负责对实验室仪表的计量 • 负责各种配件认证的实验工作 • 实验室规划
2~7月可靠性测试概况
• 上半年总计测试了764个批次,其中有不良项目批 次458个,不良率59.94%。测试不良批次中, 性能FAIL最多项目为跌落(223批次),其次为 静电(185批次)和微跌(88批次)
• PCBA测试点统一
-根据产线要求推动PCB布板时,采用统一的pad定义和布局, 以利于产线的夹具制作
• CDMA的产品综测实现不插USIM卡
-节约产线的操作时间和USIM成本
新加工厂支持
• 新加工厂苏州虎悦的项目的生产导入与测试技术支持 -培训加工厂工程师和技术人员,苏州虎悦工厂由最开始每天200PCS
左右的产能,提升日产能8K左右
• 子品牌加工厂支持
-帮助子品牌国包商,选择自己的包装厂,并提供技术支持,并在一周 内实现量产
工具组职责
• 根据产品经理提供的产品信息,为该产品设计开发生产测 试软件。
• 负责跟踪解决生产测试软件在生产使用过程中出现的问题。 • 根据工厂使用软件的情况,进行优化、提高生产测试效率。 • 熟练使用各个平台研发使用工具和生产工具,并对测试部
工艺量产支持
• 可生产性评审文件完善
-通过生产数据和实际工艺的验证,已经完成一份可生产性评审的初 稿,并投入使用
• 生产工艺注意事项
-根据产品结构结合实际生产工艺,在量产前编写每个项目的生产工 艺注意点,用于指导加工厂生产
• 海外项目的各类标签样品和打印脚本的制作
-根据海外客户的要求制作标签样品,用于确认,并提供打印脚本给 加工厂,以确保标签符合客户的要求
电子制造业NPI及常用英文词汇

电子制造业新产品导入NPI及常用英文词汇产品定义(EVT),产品设计(DVT),定型测试(PVT)EVT (Engineer Verification Test)工程样品验证测试,DVT (Design Verification Test)设计样品验证测试,PVT(Production/Process/Pilot Verification Test)生产验证测试。
1)产品确证历程:EVT(Engineering Verification Test)---> DVT(Design Verification Test) ---> PVT(Process Verification Test);2)EVTPoduct/Engineering Specification complete(由R&D 完成,容: 一些重要的参数,重要特征)Design Verification Plan ( B-test, Compatibility-test, EMI )(由技服部作)初步之BOM(R&D完成)Cost Review(PMP 负责)Test equipment and Tooling(R&D 和工程部门)Test process documented and released测试程序或测试文件Failure analysis and corrective actions针对不良点作设计上的改善3)DVTDesign Verification Test( B-test , Compatibility-test, EMI ) complete 概念1:可靠性测试: 产品在既定的时间, 在特定的条件下完成特定功能和性能的机率概念2:B-test--- Basic test 包括:Function TestSafety TestEnvironment TestMechanical Test概念3:Safety Test 主要有:Hit-Pot 高压测试绝缘电阻测试Current Leakage(电流测试)接地测试概念4:Mechanical Test 主要有Vibration Test(振动试验)Drop Test(落体试验)概念5: Compatibility test --- 兼容性测试硬件与软件之兼容性硬件与硬件之兼容性概念6: EMI Test--- 抗静电,电磁干扰Agency Compliances complete安规承认测试,安规组负责Design Change Phased in设计变更切入MPI & TPI & QII 等等制程文件试用的制作完毕BOM 进一步修改Failure Analysis and Corrective actions形成AVL---- Acceptable Vendor List4)PVTFailure analysis / corrective actionFirst article inspection review with customer and documented制程安排好, 各种制程文件修改并正式发行Operators/ Inspectors traning / certification programC-Test----仅小变更,仅需做change-test 变可. 此测试可仅针对变更项做ORT Test (On Going Reliability Test)--- ongoing reliability test连续测试2000小时PMP 召开会议---作总结GO or STOP5)机构件的3B ApprovalTVR--- Tooling Verification Report对生产出来的产品做全尺寸测量Cpk Report Complex Process Capability index制程能力报告TVR & Cpk 由品保与工程部门共同完成Flow Chart ----流程图怎样安排制程PMP --- Process Management Plan制程安排,制程控制要点,设备,检验法, 检验频率等等Flow Chart & PMP 由IE 制作FAP ( Final Audit Program )要求图文并茂试模报告塑料成形条件, 冲压成形条件各单件之图面及组件之装配图材质证明书ECN--- Engineering Change Notice要求及时地切入工程变更工厂/设计产品测试:BVT是Build Verification Test,基本验证测试,对完成的代码进行编译和连接,产生一个构造,以检查程序的主要功能是否会像预期一样进行工作。
产品质量验证报告

产品质量验证报告一、引言本报告旨在对产品质量进行验证和评估。
通过对产品的性能、可靠性、安全性等方面的测试和分析,以确保产品符合相关标准和要求,提供给客户一份准确可靠的质量验证报告。
二、测试对象本次质量验证测试的对象为XXX产品,该产品为XXX公司生产的XXX型号产品。
三、测试目的本次测试主要目的如下:1. 验证产品的性能是否符合技术规范和标准要求;2. 评估产品的可靠性和安全性;3. 检测产品在各种工作条件下的表现;4. 发现并记录产品的缺陷和问题;5. 提供改进产品质量的建议和措施。
四、测试方法本次质量验证测试采用以下方法:1. 实验室测试:通过在实验室环境下对产品进行各项性能测试,包括但不限于电气性能、机械性能、化学性能等;2. 环境适应性测试:在不同的温度、湿度、振动等工作环境条件下,测试产品的适应性和稳定性;3. 安全性测试:对产品的安全性进行评估,包括电气安全、防火性能等方面的测试;4. 可靠性测试:通过长时间运行和负载测试,评估产品的可靠性和寿命;5. 故障分析:对产品出现的故障进行分析和记录。
五、测试结果经过严格测试和分析,得出以下测试结果:1. 性能测试:产品在各项性能测试中表现良好,符合相关技术规范和标准要求;2. 环境适应性测试:产品在不同的工作环境条件下均能正常工作,适应性良好;3. 安全性测试:产品通过了电气安全和防火性能测试,符合相关安全标准;4. 可靠性测试:产品经过长时间运行测试,表现出较高的可靠性和稳定性;5. 故障分析:在测试过程中未发现产品的重大故障和缺陷。
六、改进建议基于本次测试结果,提出以下改进建议:1. 进一步优化产品的性能,以满足更高的技术要求;2. 加强产品的环境适应性设计,提高产品在各种工作条件下的稳定性;3. 持续改进产品的安全性能,确保产品在使用过程中的安全性;4. 加强产品的可靠性设计,提高产品的使用寿命;5. 加强故障分析和问题解决能力,及时处理产品出现的故障和问题。
NPI流程

4170 T0评审
5130C 跟进解决 T1问题点
贴片PFMEA V2.0 贴片PFC 贴片PFMEA V3.0 V3.0
5150 T1评审
6020C 软件遗留问题 优化与验证
6040 转量产 评审
SMT 工艺工程师 (ME)
1030 外观手 板评审 1020 参与TR1 产品设计 规格评审 1040 制造策 略规划
3040A PCB 评审
自动化软件测试 说明书(测试代表) 产品检验标准V1.0 (测试代表)
3070 工程样机试 产前准备会
3120 批准试产 工作指示书
PDT经理
2030 整合项 目计划
2040 组织计划 DCP评审
发布 项目计划
3180 参与工程ห้องสมุดไป่ตู้样机试产
3210 工程样机 试产总结会
项目进度 跟踪计划
3210 工程样机 试产总结会
结构设计 DFM
测试设备及 线材清单V1.0
工程样机 评审
T0试产 文档准备
测试PFC V1.0
4010 T0试产前 准备会
4110B 布置 生产线
4120 T0试产 跟线
4130C 填写T0 试产报告
T0试产报告
4150 T0试产 总结会
4160F 跟进解决 T0问题点
4160B 跟进解决 T0问题点
4170 T0评审
4220E 不良品分析 及维修培训
5010 T1试产前 准备会
5090 参与T1试 产及LV 产线验证
6020B 5120 T1试产 总结会 5130B 跟进解决 T1问题点 5150 T1评审 线路遗留问题 优化与验证
原理图 (最终版) 位号图 (最终版) 测试指引 (最终版) 调试说明书 (最终版)
NPI经验总结

XX NPI Config Build经验总结2014年3月18日,ABC项目XX项目组迎来了EVT的NPI,对于XX团队成员来说,这是一个相当具有挑战的工作。
虽然只计划生产1710片,但是却计划了两个星期的NPI时间,因为团队成员发现,这次NPI不同于以往的NPI,客户要在6个制程条件下,分别对13颗物料进行22家供应商的试生产和功能验证,团队们称之为config build,总结下来有21个型号要生产。
在如此复杂的条件下,最具挑战的就是物料的选择和管控上,因为13颗物料平均每颗物料都有两家供应商,这些物料在大小上一致,但是厂商的物料包装方式,物料极性存放,极性标识,本体标识都各不相同。
首先,团队成员和客户紧密联系,了解客户需求,积极制定了一个Build Matrix,并保持更新。
在这个Matrix上面,列出了详细的计划,团队成员验证每一个物料的客户料号及供应商料号,确认物料的极性,包装方式以及本体标识,所处PCB板上的CRD位置图,每一个Config的生产制程条件,数量,Config的名称等详细信息一应俱全。
经由计划部门发布打印后,ME和QE签名确认,生产现场用A3纸张张贴,确保每一位成员都了解我们在做什么,计划怎么做。
其次,是信息充分分享,积极总结经验教训,团队成员在SMT生产过程中,积极联系AOP团队成员,并提供充分的信息,在具体生产过程中,XX 的团队成员和AOP的团队成员紧密合作,积极总结经验教训,总结了12条规定,经过验证非常有效果,具体如下:1.发布build matrix原则:内容必须包括物料料号,供应商料号,本体标识,BOM版本。
同时这个matrix务必有计划部维护,并经过ME和QE签名确认,成为团队成员的行动指南。
2.胶纸板制作原则:如果BOM不同(P/N料号不同),必须制作胶纸板,并当作新型号测量所有零件。
如果BOM相同(P/N料号相同,MPN不同),延用ECN变更的流程,制作胶纸板,但是只确认极性零件及MPN(供应商料号)不同的零件。
微生物检测能力验证结果报告

微生物检测能力验证结果报告前言本报告是对2010年中国出口企业食品微生物学能力验证计划结果的总结。
本次能力验证由甘肃省出入境检验检疫局综合实验室组织并负责实施,设2个项目:细菌总数、大肠菌群。
概述1)中国出口食品企业共20个实验室报名参加本次能力验证计划的全部项目。
为保密,对全部参加实验室编号(T01-T20),每个实验室对应一个编号。
本技术报告中不出现参加实验室的名称,仅以其编号表示。
2)本次能力验证共2个样品,样品标识和检测项目要求分别为:细菌总数: 细菌总数盲样**大肠菌群: 大肠菌群盲样**根据各实验室报名项目分发样品。
样品LCPTA为混有细菌的干粉。
样品用无菌的镙口塑料瓶包装。
3)样品在发送前已通过稳定性和均匀性试验。
保证测试期间样品中细菌不会发生影响测试结果的变化。
4)本次能力验证盲样菌种组成:大肠菌群: 目标菌: 大肠杆菌25922.弗氏柠檬酸杆菌.阴沟肠杆菌.肺炎克雷伯氏菌.产气肠杆菌非目标菌:金黄色葡萄球菌.变形杆菌.沙门氏菌测试结果要求每个参加实验室在截止日期2010年10月10日前报告结果。
对按时报告的结果进行整理,1家实验室申请退出能力验证,1家实验室未报告实验结果被判定为不满意,1家实验室未按要求进行试验。
测试结果见附录一。
统计设计应用统计设计的目的是获得参加实验室和其他相关方都满意的样品和明晰的结果。
大多数情况下,能力验证测试结果接近正态分布,通常用稳健统计来估计均值和标准差。
本次微生物能力验证定量项目(细菌总数)采用FEPAS®(Food Examination Performance Assessment Scheme)的统计方法。
对每个报告的定量结果计算一个Z值,这个值反应了报告的结果偏离指定值的程度。
计算方法如下:4.1 计算指定值(Assigned Value),X根据所有参加实验室的计数结果换算成对数,计算剔除离群值后的Huber H15稳健均值(Robust Mean)作为指定值。
生产力验证报告
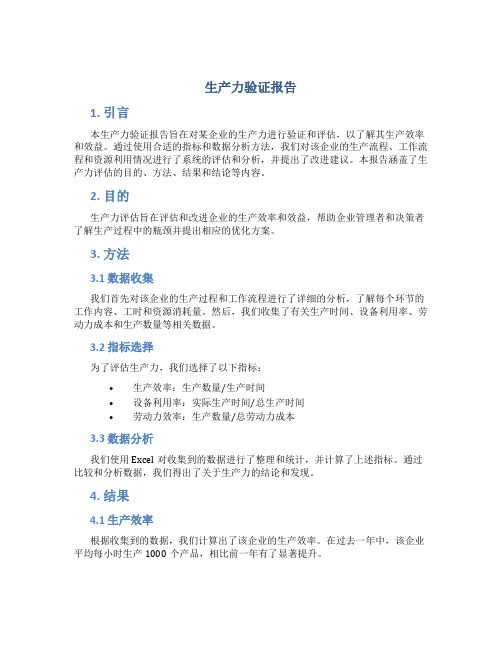
生产力验证报告1. 引言本生产力验证报告旨在对某企业的生产力进行验证和评估,以了解其生产效率和效益。
通过使用合适的指标和数据分析方法,我们对该企业的生产流程、工作流程和资源利用情况进行了系统的评估和分析,并提出了改进建议。
本报告涵盖了生产力评估的目的、方法、结果和结论等内容。
2. 目的生产力评估旨在评估和改进企业的生产效率和效益,帮助企业管理者和决策者了解生产过程中的瓶颈并提出相应的优化方案。
3. 方法3.1 数据收集我们首先对该企业的生产过程和工作流程进行了详细的分析,了解每个环节的工作内容、工时和资源消耗量。
然后,我们收集了有关生产时间、设备利用率、劳动力成本和生产数量等相关数据。
3.2 指标选择为了评估生产力,我们选择了以下指标:•生产效率:生产数量/生产时间•设备利用率:实际生产时间/总生产时间•劳动力效率:生产数量/总劳动力成本3.3 数据分析我们使用Excel对收集到的数据进行了整理和统计,并计算了上述指标。
通过比较和分析数据,我们得出了关于生产力的结论和发现。
4. 结果4.1 生产效率根据收集到的数据,我们计算出了该企业的生产效率。
在过去一年中,该企业平均每小时生产1000个产品,相比前一年有了显著提升。
4.2 设备利用率通过计算实际生产时间和总生产时间的比率,我们确定了该企业的设备利用率。
结果表明,设备利用率平均为85%,这意味着设备的空闲时间较少。
4.3 劳动力效率通过计算生产数量和总劳动力成本的比率,我们得出了该企业的劳动力效率。
结果表明,劳动力效率平均为每个工人每小时生产50个产品。
5. 结论通过对该企业生产力的评估和分析,我们得出了以下结论:1.该企业的生产效率在过去一年中有了显著的提升,但仍有优化的空间。
2.设备利用率表明设备的利用率较高,但仍可以通过进一步优化和调整来提高生产效率。
3.劳动力效率也有一定的提升空间,可以通过培训和技术支持来提高员工的工作效率。
基于以上结论,我们建议该企业采取以下措施来进一步提高生产力:•优化生产流程,减少生产环节中的浪费和冗余,提高生产效率。