关于焊接图纸基础知识
焊接图纸符号标注图解示例

一、焊接图纸符号标注图解示例★焊接符号标注实例及方法在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。
常用焊接方法代号见表3-9所示。
如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。
例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。
焊缝符号和焊接方法代号标注示例见图3-21所示。
该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。
二、焊接符号表示方法1钢结构焊接符号含义大全钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。
钢结构一般属于建筑学科,属于建筑行业。
因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。
2钢结构焊缝符号表示的方法及有关规定:(1)焊缝的引出线是由箭头和两条基准线组成。
其中一条为实线,另一条为虚线,线型均为细线。
(2)基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。
(3)若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。
(4)当为双面对称焊缝时。
基准线可不加虚线。
(5)箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。
(6)基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。
(7)焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线,尾部符号主要是标注焊接工艺、方法等内容。
(8)在同一图形上,当焊缝形式、断面尺寸和辅助要求均相同时,可只选择一处标注焊缝的符号和尺寸。
并加注“相同焊缝的符号”,相同焊缝符号为3/4圆弧,画在引出线的转折处。
焊接符号及识图培训讲义
焊接符号及识图培训讲义一、焊接符号介绍1.1 焊接符号的作用焊接符号是用来表示焊接工艺和焊接要求的一种图形化标示方法。
通过焊接符号,可以清晰地表达焊缝的形式、尺寸、质量要求以及焊接工艺。
焊接符号广泛应用于工程制图、焊接工艺规程和产品标准中。
1.2 焊接符号的分类根据ASME标准,焊接符号分为两大类:一类是表示焊接缝的符号,另一类是表示焊接工艺的符号。
1.2.1 表示焊接缝的符号表示焊接缝的符号主要包括直线型焊接缝符号、间隔型焊接缝符号、角焊缝符号和T型焊缝符号等。
1.2.2 表示焊接工艺的符号表示焊接工艺的符号包括焊接方法、填充金属、气体保护和焊接位置等。
1.3 焊接符号的常用规范常用的焊接符号规范主要包括ASME、ISO、GB和AWS等。
在不同的国家和地区,可能会有所不同,需要根据具体情况选择相应的规范。
二、焊接符号的识图方法2.1 焊缝表示方法(1) 直线型焊接缝符号直线型焊接缝符号用于表示直线焊接缝,通常在连接的两侧画上一条横线,中间标注焊缝的尺寸和质量要求。
(2) 间隔型焊接缝符号间隔型焊接缝符号用于表示具有间隔的焊接缝,通常在两条平行的直线之间画上交替的短、长横线,中间标注焊缝的尺寸和质量要求。
(3) 角焊缝符号角焊缝符号用于表示角焊缝,通常在两条相交的直线的交点处画上一个小角标,中间标注焊缝的尺寸和质量要求。
(4) T型焊缝符号T型焊缝符号用于表示T型焊缝,通常在T型焊缝的两侧画上一条横线,中间标注焊缝的尺寸和质量要求。
2.2 焊接工艺表示方法(1) 焊接方法表示焊接方法的符号一般在连接的两侧画上相应的符号,如SMAW(手工电弧焊)、GTAW(氩弧焊)、GMAW(气体保护焊)、SAW(埋弧焊)等。
(2) 填充金属表示填充金属的符号一般在连接的两侧画上相应的符号,如E7018(焊条)、ER70S-6(焊丝)等。
(3) 气体保护表示气体保护的符号一般在连接的两侧画上有关的符号,如Ar(氩气)、CO2(二氧化碳)等。
焊接图纸技术要求

3
EN ISO 13920-1996
4
BS EN ISO 4063-2000
5
EN 29692-1994
6
BS EN ISO 6947-1997
7
BS EN ISO 14341Fra bibliotek2008焊接耗材--非合金钢和细晶粒钢的气体保护金属电弧焊用 焊丝与焊接熔敷金属--分类 Welding consumables -- Wire electrodes and weld deposits for gas shielded metal arc welding of non alloy and fine grain steels -- Classification
6
7
培训给大家带来的好处
1、认识焊缝符号,掌握焊缝符号标注的含义;
2、看懂焊接图纸,做到按图施工;
钣金图纸中的各种焊接符号说明
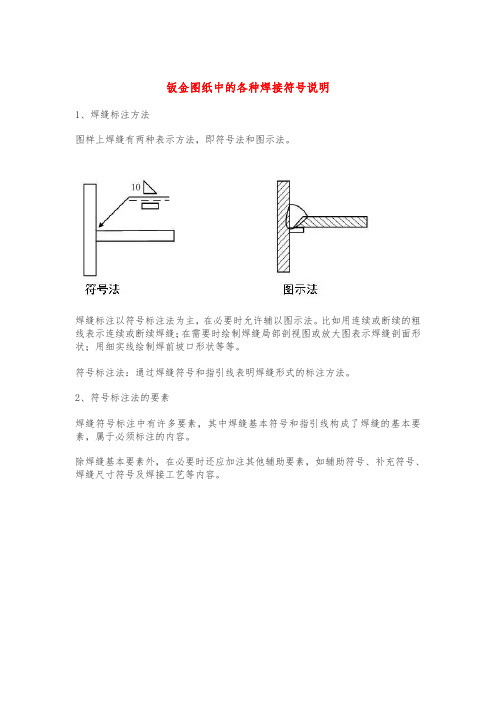
钣金图纸中的各种焊接符号说明1、焊缝标注方法图样上焊缝有两种表示方法,即符号法和图示法。
焊缝标注以符号标注法为主,在必要时允许辅以图示法。
比如用连续或断续的粗线表示连续或断续焊缝;在需要时绘制焊缝局部剖视图或放大图表示焊缝剖面形状;用细实线绘制焊前坡口形状等等。
符号标注法:通过焊缝符号和指引线表明焊缝形式的标注方法。
2、符号标注法的要素焊缝符号标注中有许多要素,其中焊缝基本符号和指引线构成了焊缝的基本要素,属于必须标注的内容。
除焊缝基本要素外,在必要时还应加注其他辅助要素,如辅助符号、补充符号、焊缝尺寸符号及焊接工艺等内容。
3、焊缝符号及其标注(1)焊缝基本符号是表示焊缝横断面形状的符号,共有13个(详见GB/324-88),例如:(2)辅助符号是表示焊缝表面形状特征的符号。
不需要确切地说明焊缝的表面形状时可以不加注辅助符号。
辅助符号配置在基本符号固定位置。
辅助符号有3个。
(3)补充符号是为了补充说明焊缝的某些特征而采用的符号,一共有5个。
(4)特殊符号是为了满足某些特殊情况而规定的焊缝符号,共有4个。
4、指引线及其标注指引线由箭头线和基准线组成。
(1)箭头线:箭头可指向接头侧和非接头侧;箭头线相对焊缝的位置一般没有特殊要求;允许箭头线弯折一次。
(2)基准线基准线含有实线基准线和虚线基准线。
虚线基准线可画在实线基准线的上方或下方;焊缝符号标注在实线基准线上说明焊缝在箭头侧,标注在虚线基准线上说明焊缝在非箭头侧;标注双面或对称焊缝时可不加虚线。
5、焊缝尺寸符号及其标注(1)焊缝标注有必要时可附带有焊缝尺寸符号及数据。
焊缝尺寸符号共有16个(详见GB/324-88),例如:(2)焊缝尺寸符号及数据的标注原则(如图):焊缝横截面上的尺寸标注在基本符号的左侧;长度方向的尺寸标在右侧;坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下侧。
相同焊缝数量的符号标在尾部。
在基本符号的右侧无任何标注且又无其他说明时,意味着焊缝在工件的整个长度上是连续的;在基本符号的左侧无任何标注且又无其他说明时,表示对接焊缝要完全焊透。
焊工培训-(识图基础知识、焊接符号)

~
牙型
右旋螺纹 (顺时针旋入)
左旋螺纹 (逆时针旋入)
大经、小经 螺距 线数
标旋向准螺纹
64
2. 螺纹的种类
连接螺纹
起连接作用的螺纹称连接螺纹
普通螺纹
(牙型角为60º)
粗牙螺纹 细牙螺纹
管螺纹
(牙型角为55º)
65
传动螺纹
传递动力或运动的螺纹称传动螺纹
梯形螺纹 锯齿形螺纹
66
3. 螺纹的规定画法 比例画法
画出剖面符号(45°斜线)
47
d
标注
剖视图名称
A—A
箭头 A 剖切线
箭头画法
A
字母
4d
剖视图名称
“X-X” (拉丁字母或阿拉 伯数字)
剖切符号
•剖切线 表示剖切位置
粗实线, 线宽1~1.5d, 线长 6 ~ 7 mm, 尽量不与图形 轮廓线相交
•投射方向
箭头或粗短画 画在剖切线外端
剖切面名称
字母“X”4注8 在剖切符号外侧
A
A--A
120º
A
L (旋合长度)
盲孔
大经、小经分别对齐
旋合部分按外螺纹画(实心杆件按不剖画) 69
4. 螺纹(标准)的标注方法
普通螺纹 代号:M
M 10 1 -- 5g6g
代号 大经 螺距
公差带代号
(表示制造精度)
☆粗牙螺纹不标注螺距; ☆单线螺纹不标注导程与线数;
☆右旋螺纹省略“右”字,左旋时则标注LH; ☆旋合长度
A
1/2视图1/2全剖视对称线 = 半剖视
52
局部剖视
注意波浪线画法
不应与任何图线重合
不得超出轮廓线
焊接符号及识图讲义课件
焊接符号的标准化是实现焊接 工艺规范化和保证焊接质量的 重要基础。
焊接符号的种类
01
02
03
基础符号
表示焊接方法、焊接位置 和焊接接头形式等基本要 求的符号。
辅助符号
表示焊缝表面质量要求、 焊缝尺寸标注等辅助信息 的符号。
补充符号
表示焊缝补充信息,如焊 缝表面加工符号、焊缝质 量检验标记等。
焊接符号的应用
THANKS
在工程图纸和焊接工艺文件中, 使用焊接符号来描述焊接要求。
焊接符号的正确使用是保证焊接 质量、提高施工效率的重要前提
。
焊接符号的应用需遵循相关标准 和规范,以确保图纸和工艺文件
的准确性和一致性。
02
焊接符号的识别
焊接符号的识别方法
了解焊接符号的组成
掌握基本符号的含义
焊接符号通常由基本符号、辅助符号、指 引线、尺寸符号等组成,熟悉这些组成部 分是识别焊接符号的基础。
焊接符号及识图讲义课件
目录 Contents
• 焊接符号概述 • 焊接符号的识别 • 焊接符号的绘制 • 焊接符号的识图 • 焊接符号的应用实例
01
焊接符号概述
焊接符号的定义
焊接符号:用于表示焊接工艺 要求、焊接方法、焊接位置和 焊接参数等的图形符号。
焊接符号是一种通用的技术语 言,用于指导焊接施工和检验 。
手绘工具
使用铅笔、绘图笔、尺子等手绘 工具进行绘制。
焊接符号的绘制步骤
确定符号类型
根据需要绘制的焊接符 号类型,选择合适的符
号。
确定符号大小
根据图纸要求和实际情 况,确定符号的大小。
确定符号位置
根据图纸要求和实际情 况,确定符号的位置。
焊工基础理论知识培训
生产要求
4.6在对轨道车辆进行焊接工作时,车辆上的 焊接电流回线应安装在焊接部位的附近。 由于存在因电流击穿形成的轴承受损,禁 止将焊接电流回线固定在轨道上。 4.7如果需要,应在开始进行焊接工作前脱开 电源,并对车辆电子设备加以保护,例如 通过拆卸或者电气分离。 4.8必须注意防火的必要规定。
人员资质要求
9、nb——无熔池保护;mb——有熔池保护; 无熔池保护; 有熔池保护; 无熔池保护 有熔池保护 gb——背面气体保护;gg——清根并打磨; 背面气体保护; 清根并打磨; 背面气体保护 清根并打磨 ng——不清根和不打磨 不清根和不打磨;ss——单面焊; 单面焊; 不清根和不打磨 单面焊 bs——双面焊;sl——单层;ml——多层 双面焊; 单层; 双面焊 单层 多层
4.2在加强筋或者加固件的末端,焊缝不可以停 顿(l≥2t;lmin=10mm)。 4.3如果可以,应在位置PA或者位置PB进行焊接。 如果可以,应使用旋转装置。 4.4焊接工厂在焊接期间应防止不利的气候影响 (例如防风、雨、雪和车间内的穿堂风)。 4.5焊接电流回线(工件端子)直接安装到待焊 接的部件上,以便形成较小阻抗的无缺陷的接 触。推荐焊接电流回线尽可能近地靠近焊接部 位。
1、焊缝基本符号
焊缝标注
焊缝标注
2、焊缝组合符号
焊缝标注
焊缝标注
表面形状的表示符号
焊缝标注
施焊的辅助符号
焊缝标注
3、焊缝补充符号
补充符号给出了焊缝的位置及要求
焊缝标注
三、焊缝的标记方法
焊缝标注
1、箭头线的位置,对于需要加工坡口的焊缝,箭头线应总是指向需要加工 的表面。
焊缝标注
2、基线,基线一般都平行标记。 3、符号的位置,符号可以在基线的上方,也 可以在基线的下方,但在一张图纸上上建 议采用一种标注方式。具体要求: □符号应靠近基线。 □尽量在焊缝截面进行标注,标注符号与焊 缝截面位置保持一致。
焊接图- 焊接工艺基础知识
1 焊接工艺基础知识1.1 焊接接头的种类及接头型式用焊接方法连接的接头称为焊接接头(简称为接头)。
它由焊缝、熔合区、热影响区及其邻近的母材组成。
在焊接结构中焊接接头起两方面的作用,第一是连接作用,即把两焊件连接成一个整体;第二是传力作用,即传递焊件所承受的载荷。
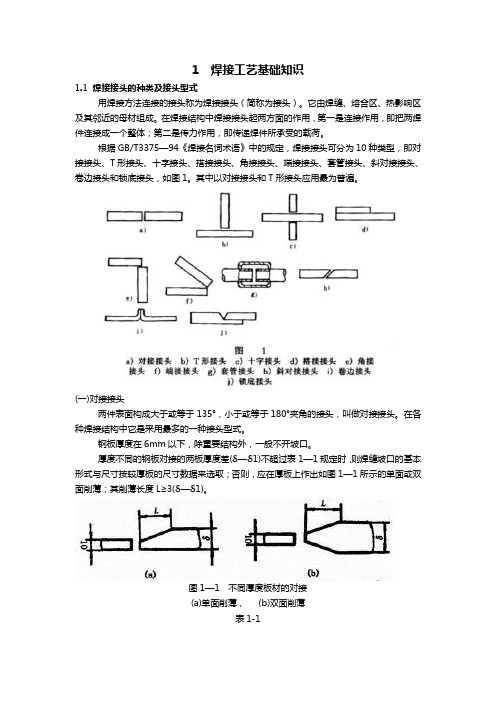
根据GB/T3375—94《焊接名词术语》中的规定,焊接接头可分为10种类型,即对接接头、T形接头、十字接头、搭接接头、角接接头、端接接头、套管接头、斜对接接头、卷边接头和锁底接头,如图1。
其中以对接接头和T形接头应用最为普遍。
(一)对接接头两件表面构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。
在各种焊接结构中它是采用最多的一种接头型式。
钢板厚度在6mm以下,除重要结构外,一般不开坡口。
厚度不同的钢板对接的两板厚度差(δ—δ1)不超过表1—1规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选取;否则,应在厚板上作出如图1—1所示的单面或双面削薄;其削薄长度L≥3(δ—δ1)。
图1—1 不同厚度板材的对接(a)单面削薄,(b)双面削薄表1-1(二)角接接头两焊件端面间构成大于30°、小于135°夹角的接头,叫做角接接头,见图1—2。
这种接头受力状况不太好,常用于不重要的结构中。
图1—2 角接接头(a)I形坡口;(b)带钝边单边V形坡口(三)T形接头一件之端面与另一件表面构成直角或近似直角的接头,叫做T形接头,见图1—3。
图1—3 T形接头(四)搭接接头两件部分重叠构成的接头叫搭接接头,见图1—4。
图1—4 搭接接头(a)I形坡口,(b)圆孔内塞焊;(c)长孔内角焊搭接接头根据其结构形式和对强度的要求,分为不开坡口、圆孔内塞焊和长孔内角焊三种形式,见图1—4。
I形坡口的搭接接头,一般用于厚度12mm以下的钢板,其重叠部分≥2(δ1+δ2),双面焊接。
这种接头用于不重要的结构中。
焊接符号、补充焊接符号类型和图纸(大全)
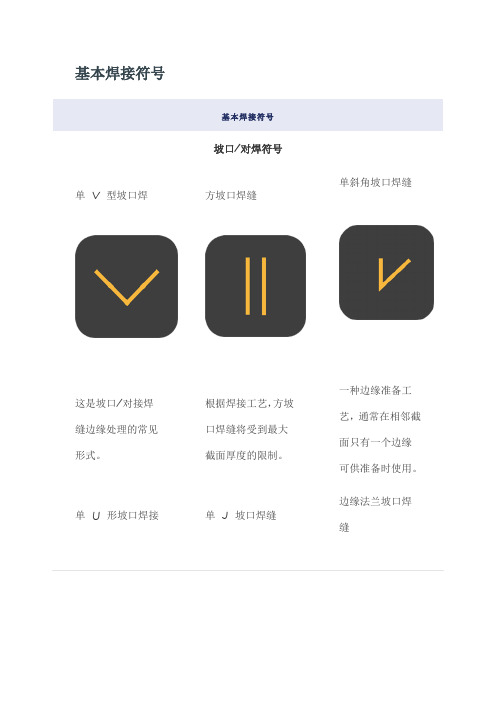
基本焊接符号单V 型坡口焊这是坡口/对接焊缝边缘处理的常见形式。
方坡口焊缝根据焊接工艺,方坡口焊缝将受到最大截面厚度的限制。
单斜角坡口焊缝一种边缘准备工艺,通常在相邻截面只有一个边缘可供准备时使用。
基本焊接符号如果截面厚度大于12 毫米,则使用这种类型的焊接来限制所需焊接金属的数量。
如果型材的厚度大于16mm,并且只有相邻型材的一个边缘可供准备,则使用这种类型的焊缝来限制所需焊接金属的数量。
根据ISO 标准,它说明了具有凸起边缘的板之间的坡口焊缝。
根据AWS 标准,它展示了法兰凹槽接头上的边缘焊缝。
角部法兰坡口焊缝带宽根面的单V型坡口焊缝带宽宽根面单坡口焊缝宽基本焊接符号它展示了带有一个凸起边缘的坡口焊缝板。
根面的单V 型坡口焊缝的ISO 标准符号。
根面单坡口焊缝的ISO 标准符号。
尽管ISO 2553中提到了这两种情况,但最好还是避免使用。
扩口V 型坡口焊缝AWS 标准符号,用于说明由两个曲扩口斜角坡口焊缝一种AWS 标准符号,用于说明由一陡峭侧面V 型坡口焊缝陡峭侧面V 型坡口焊缝的ISO 标陡峭侧面斜角坡口焊缝陡峭侧面斜角坡口焊缝的ISO 标准符号,坡口角度为15 – 30⁰,用于边缘准备。
基本焊接符号角焊缝的符号,是最常用的焊接类型。
如果没有指定,则腿长相等。
说明边缘焊缝,通常仅沉积在一侧。
一种使用完全充满焊接金属的圆形或细长孔形成重叠接头的焊接类型。
电弧点焊电阻点焊电阻缝焊缝基本焊接符号点焊是在单个点使用高热量输入进行的。
符号说明了从接头一侧进行的电弧点焊。
符号用于说明电阻点焊,需要从两侧进行操作。
点焊通常是指电阻点焊。
焊与点焊类似,但它不是单点焊接,而是以线性形式进行。
该符号表示电阻缝焊,需要从接头两侧进行操作。
弧形缝焊符号用于说明弧形缝焊,仅从接头的一侧进行焊接。
缝焊通常采用电阻缝焊,而很少使用电堆焊顾名思义,该符号的箭头线指向要涂敷焊缝金属的整个表面。
补充焊接符号补充焊接符号用于提供有关焊接接头的附加信息。
焊接图纸符号解析【大全】
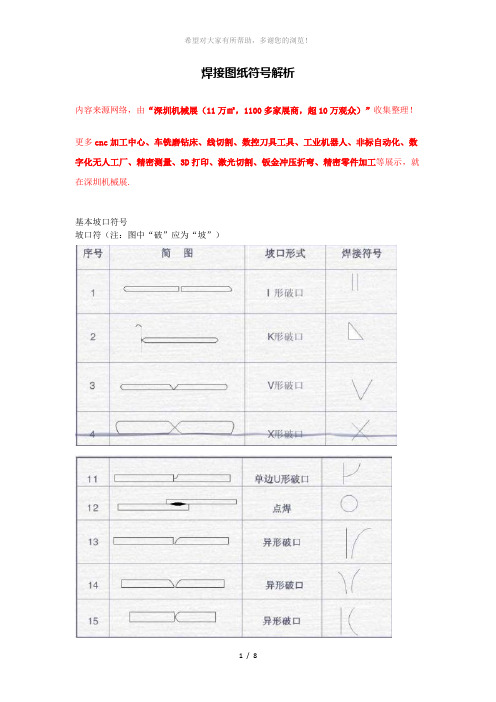
焊接图纸符号解析内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.基本坡口符号坡口符(注:图中“破”应为“坡”)焊接图纸符号标注图解示例焊接符号标注实例及方法在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。
常用焊接方法代号见表3-9所示。
如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。
例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。
焊缝符号和焊接方法代号标注示例见图3-21所示。
该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。
焊接方式代号焊接符号表示方法钢结构焊接符号含义大全钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。
钢结构一般属于建筑学科,属于建筑行业。
因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。
钢结构焊缝符号表示的方法及有关规定1、焊缝的引出线是由箭头和两条基准线组成。
其中一条为实线,另一条为虚线,线型均为细线。
2、基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。
3、若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。
4、当为双面对称焊缝时。
基准线可不加虚线。
5、箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。
6、基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。
图纸焊缝等级要求详解

一.焊接性能等级(EN15085-3)
应力等级
安全等级
高中低
高CP A CP B CP C2
中CP B CP C2 CP C3
低CP C1 CP C3 CP D
焊接性能等级CP A是只使用于生产检查和维护时具有完全焊透性和完全可达性的焊缝的特别等级;
焊接性能等级CP B:
安全等级为“高”的CPB只对生产检查和维护具有完全焊透性和完全可达性的焊缝有效。
安全等级为“中”的CPB还对不可能进行体积试验的焊缝有效,在这种情况下,图纸上应当加一个特别的备注,说明“安全等级为中/需要增加表面试验”,并根据EN 15085-5:2007表1进行试验。
焊接性能等级CP C1:
CP C1对不能进行体积试验的焊缝有效,在这种情况下,图纸上应当加一个特别的备注,说明“需要表面试验”,并根据 EN 108-5:2007表1进行试验。
二.缺欠的限值(EN5817)
三.检查等级(EN15085-5)
-100%表示:检验所有部件的所有焊缝;
-10%表示:检验所有部件10%的焊缝,或者100%检验每10个部件中的一个部件。
四.认证等级(EN15085-2)。
图纸焊接件技术要求

一般碳钢焊接件的技术条件:
1. 钢板和型材必须平直,不得有歪扭变形,其挠度和凹凸
不平度不大于1/1000。
2. 未注明长度尺寸公差按重型机械标准《焊接通用技术要求》
(JB/T5000.3-2007)表6中的B执行。
未注明角度偏差按表7中的B级执行。
未注明形位公差应符合表8中F级的规定。
3. 火焰切割件的长度尺寸公差,按重型机械标准
(JB/T5000.2-2007)表3的规定执行。
4. 焊缝质量评定等级,符合(JB/T5000.3-2007)
中的BS(对接焊缝)和BK级(角焊缝及其它)
的规定为合格。
5. 材料下料加工。
6. 焊后消除内应力,矫正变形,然后加工。
7. 所有焊缝均采用E4303连续焊接。
除图中已标注的焊缝形式外,其余焊缝均为角焊缝,焊高为相邻焊件最薄厚度的0.7倍。
焊接图纸技术要求-文档资料

焊接位置标准 后处理要求 检查要求
焊接结构一般公差标准
4
耐油,油封要求 焊接顺序计划
必须ok
着色渗透检测
5
S/N
1 2
Standard NO.
BS EN ISO 5817-2019 BS EN 22553-2019
Standard Name
焊缝缺陷质量分级 Quality levels for imperfections
图纸焊接符号标注 Welded symbolic representation on drawings 焊接结构的通用公差.长度和角度尺寸.形状和位置 General tolerances welded constructions Dimension for Lengths, angles, shape and position 焊接工艺方法-工艺方法术语和引用编号 Welding and allied processes-Nomenclature of processes and reference numbers 钢件焊接接头准备 Joint preparation for steel 焊接位置-倾斜和旋转角度定义 Welds - Working positions - Definitions of angles of slope and rotation
6
7
培训给大家带来的好处
1、认识焊缝符号,掌握焊缝符号标注的含义;
2、看懂焊接图纸,做到按图施工;
1
{
焊接图纸技术要求
Created by Yin Junwei 2019.01.26
2
3
焊接方法标准 焊接接头方式
焊接缺陷质量Байду номын сангаас级标准
图纸焊接标注公布
© 2007 Mammoth, Inc.
6 The leader in Custom HVAC & Energy Saving
尺寸符号
必要时,可以在焊缝符号中标注尺寸。尺寸符号参见下表。
© 2007 Mammoth, Inc.
7 The leader in Custom HVAC & Energy Saving
每个款项应用斜线“/”分开,常用的只标明焊缝数量,其它的内容在工艺文件 中体现。相同的焊缝只有1条时焊缝数量可省略不写。
当焊缝符号中标注交错对称焊缝时,允许在基准线上只标注一次; 当断续焊缝、对称断续焊缝和交错断续焊缝的段数无严格要求时,允许省略
焊缝段数。
© 2007 Mammoth, Inc.
11 The leader in Custom HVAC & Energy Saving
螺栓、螺母
焊接要求在技术要求内体现 例:底板为冷轧板1.5,螺栓为M8X45,螺母为M8
点焊,熔核直径11
注:
角焊,焊缝长度8mm,2条均布, 相同螺栓4个
1.螺栓的焊接小于M10螺栓采用2点均布,M10以上为3点均布。
8 The leader in Custom HVAC & Energy Saving
尺寸标注方法
箭头线
а 坡b 坡口根 口面部 角角间 度度隙
基准线(实线) 基准线(虚线)
pHK
h
S
R
c
d
钝坡焊 余 焊 根 焊 熔
边口脚 高 缝 部 缝 核
深尺
有半宽直
度寸
效径度径
厚
度
© 2007 Mammoth, Inc.
焊接总成图纸标注规范918

Q/SQR上汽集团奇瑞汽车有限公司发布Q/SQR.??—2004前言本标准参考了国家标准和行业标准,规定了奇瑞公司白车身零件及总成图纸标注的内容与标注的规范性。
本标准适用于奇瑞公司范围内以及为奇瑞公司进行产品开发的各设计公司白车身零件及总成图纸。
同时在格式和内容、编排上符合GB/T 1.1-2000的要求。
本标准由上汽集团奇瑞汽车有限公司汽车工程研究院提出。
本标准由上汽集团奇瑞汽车有限公司汽车工程研究院归口。
本标准起草单位:上汽集团奇瑞汽车有限公司汽车工程研究院车身科。
本标准主要起草人:马保林、曹春虎、刘自苗、范明。
白车身图纸标注规范1 范围本标准规定了奇瑞公司白车身零件及总成图纸标注的内容与标注的规范性。
本标准适用于奇瑞公司范围内以及为奇瑞公司进行产品开发的各设计公司的白车身零件及总成图纸。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 4458.1 机械制图图样画法GB/T 17451-1998 技术制图图样画法视图QC/T 268-1999 未注冲压件角度公差QC/T 490-2000 车身制图规范QC/T 29087-1992 未注焊接件公差Q/SQR.04.300-2003 UG制图标准Q/SQR.04.100-2003 焊缝符号表示方法Q/SQR.04.312-2003 常用材料在图样上的标注3术语3.1 焊接总成图纸在本标准中如果不加特别说明,均指零件或总成与零件或总成焊接在一起形成的总成图纸。
3.2 零件图纸如果零件上焊接或者铆接有紧固件,又在本标准中不加特别说明,均是指单件加紧固件形成的总成的图纸。
3.3 A面搭接面本标准中所述A面系指车身外部零件所形成的搭接面。
基坑支撑钢立柱焊接标注

基坑支撑钢立柱焊接标注
钢结构焊接符号是每个焊工与钢结构从业者必备的检测知识,下面我们一起来看看图纸上的焊接符号吧及关于焊缝的基本知识!
1.焊缝的基本知识:
焊缝的位置,接头形式,坡口类型,管结构节点形式。
钢结构焊缝符号标注表示的方法及有关规定
1、焊缝的引出线是由箭头和两条基准线组成。
其中一条为实线,另一条为虚线,线型均为细线,基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。
2、若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。
3、当为双面对称焊缝时。
基准线可不加虚线。
4、焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线,尾部符号主要是标注焊接工艺、方法等内容。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接基础知识
焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
下面我们一起来看看这些图
在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1) 在视图中焊缝的画法
在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c 所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f所示。
(2) 在剖视图或断面图中焊缝的画法
在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h所示。
(3) 在轴测图中焊缝的画法
用轴测图示意地表示焊缝的画法如图15-1所示。
图15-1 焊缝的画法
常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15-2所示。
图15-2 常见的焊缝和焊接接头型式
为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由基本符号和指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
(1) 基本符号
基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表1 5-1所示。
基本符号采用实线绘制(线宽约为0.7b)。
表15-1基本符号
(2) 辅助符号
辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。
不需确切地说明焊缝的表面形状时,可以不用辅助符号。
表15-2辅助符号
(3) 补充符号
补充符号是为了补充说明焊缝的某些特征而采用的符号,见表15-3。
表15-3补充符号
(4) 尺寸符号
基本符号必要时可附带有尺寸符号及数据,这些尺寸符号见表15-4 a、b。
表15-4尺寸符号
(1) 箭头线的位置
箭头线相对焊缝的位置一般没有特殊要求,可以指在焊缝的正面或反面。
但在标注单边V 形焊缝、带钝边的单边V形焊缝、带钝边J形焊缝时,箭头线应指向带有坡口一侧的工件,如图15-4所示。
(2)基准线的位置
基准线一般应与图样的底边平行,但在特殊条件下也可与底边垂直。
基准线的虚线可以画在基准线的实线的上侧或下侧。
图15-4 箭头线的位置
(3) 基本符号相对基准线的位置
当箭头线直接指向焊缝正面时(即焊缝与箭头线在接头的同侧),基本符号应注在基准线的实线侧;反之,基本符号应注在基准线的虚线侧,如图15-5所示。
图15-5 基本符号相对基准线的位置
标注对称焊缝和以及不致于引起误解的双面焊缝时,可不加虚线,如图15-6所示。
图15-6 对称焊缝的标注
4) 焊缝尺寸符号及其标注位置
焊缝尺寸符号及数据的标注位置如图15-7所示。
图15-7 焊缝尺寸符号及其标注位置
(1) 焊缝的标注示例
焊缝的标注示例如表15-5所示。
焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
下面我们一起来看看这些图
在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1) 在视图中焊缝的画法
在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c 所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f所示。
(2) 在剖视图或断面图中焊缝的画法
在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h所示。
(3) 在轴测图中焊缝的画法
用轴测图示意地表示焊缝的画法如图15-1i所示。
图15-1 焊缝的画法
(2) 弯管焊接图示例
图示弯管由3部分焊接而成,即2个法兰和1个1/4弯管。
焊缝型式为角焊缝,焊缝环绕管头一圈。
图15-7 弯管焊接图
(3) 支架焊接图示例
图示支架由5部分焊接而成,从主视图上看,有三条焊缝,一处是件1和件2之间,沿件1周围用角焊缝焊接;另两处是件4和件3,角焊缝现场焊接。
从A视图上看,有两处焊缝,用角焊缝三面焊接。
图15-8支架焊接图。