铝合金表面微弧氧化技术的应用及发展
微弧氧化提高铝合金耐磨性能的研究

微弧氧化提高铝合金耐磨性能的研究摘要:铝合金因密度小、比强度高等特点而被广泛应用于航空、航天和其他民用工业中,但其硬度低、不耐磨损。
为了提高铝合金的硬度、耐磨性、耐蚀性以及涂装等性能,须对铝合金表面进行处理。
其中,阳极氧化处理或硬质阳极氧化处理是最常用的方法之一。
近年来,微弧氧化技术(Micro-arc oxidation,MAO)在国内外迅速发展,它是在普通阳极氧化的基础上,利用弧光放电增强并激活在阳极上发生的反应,从而在铝、钛、镁金属及其合金表面形成陶瓷氧化膜。
该技术工艺简单,生成的氧化膜均匀致密,与基体结合强度高,能够大幅度提高阀金属的力学性能,在航天、航空、汽车、电子和机械等行业中具有巨大的应用前景。
关键词:微弧氧化;铝合金;耐磨性;分析1导言微弧氧化技术是在传统的液相电化学氧化反应的基础上发展起来的。
它将工作区域引入到高压放电区域,使金属表面处在微弧形成的等离子体高温(约3000 K)、高压(20~50 MPa)作用下,在金属表面原位生成坚硬、致密的陶瓷氧化膜,如铝合金表面微弧氧化膜主要由α-Al2O3,γ-Al2O3相组成,所得的氧化膜硬度高、与基体结合牢固、结构致密,大大提高了有色金属的耐磨损、耐腐蚀、抗高温冲击及电特性等多种性能。
2微弧氧化技术的机理20世纪30年代初,研究人员等第一次报道了强电场下浸在液体里的金属表面会发生火花放电现象,而且火花对氧化膜具有破坏作用。
后来发现,利用该现象也可制成氧化膜涂层,最初应用于镁合金防腐。
从20世纪70年代开始,美国、德国和前苏联相继开展了这方面的研究。
Vigh等阐述了产生火花放电的原因,提出了“电子雪崩”模型,并利用该模型对放电过程中的析氧反应进行了解释。
Van等随后进一步研究了火花放电的整个过程,指出“电子雪崩”总是在氧化膜最薄弱、最容易被击穿的区域首先进行,而放电时的巨大热应力则是产生“电子雪崩”的主要动力,与此同时,Nikoiaev等提出了微桥放电模型。
铝合金表面微弧氧化处理
子体 的高 温 高 压作 用 发 生相 和结 构 的 变 化 ,从 而 使 无
序 结 构 的 氧 化 膜 变 成 含 有 一 定 O 或 L相 相 的 氧 化
膜 , 仅 使 氧化 膜 更 加 致密 , 不 而且 能 大 大 地提 高 氧化 膜 的 硬 度 , 善 铝合 金 表 面 的耐 磨 、 蚀 、 压 绝 缘 及 抗 改 耐 耐
维普资讯
2 002
,
V 13 ,N 0 o.0 o1
轻
合
金
加
工
技
术
3 1
铝 合 金 表 面 微 弧 氧 化 处 理
来 永 春
( . 京师 范大 学 射线 束 技术 与 材料 改性 教 育部 重 点实 验 室 ; 1 北 2 京市 辐 射 中心 :. . 北 3北京 师 范大 学 低能 核 物理 研 究所 , 京 1 0 7 北 0 8 5)
A s at e id o eh o g s b t c:A nw kn ft nl i ,Mi o Ac O ia o ( O speet y w i h ea i l e r c oe c r xdt nMA )i rsne b hc te crm c a r r i d h y
发 射 出大 量 的 离子 , 火 花放 电 区出现 凹坑 或麻 点 , 使 对
材料 表 面是 一 种破 坏 作 用 ;只 有微 弧 区 的 温度 适 中 , 可 使 氧 化 膜 结 构 发 生 变 化 , 不 造 成 材 料 表 既 又 面 的 破 坏 , 弧 氧 化 就 是 利 用 这 个 温 度 区 对 材 料 表 微
2-2014微弧氧化技术的研究与应用剖析

磁控溅射镀膜
• 真空溅射镀膜是指待镀材料源(称为靶)和基 体一起放入真空室中,然后利用正离子轰击作 为阴极的靶,使靶材中的原子、分子逸出并在 基体表面上凝聚成膜。
• 磁控溅射是70年代迅速发展起来的一种“高速低 温溅射技术”。
• 磁控溅射是在阴极靶表面上方形成一个正交电磁 场,当溅射产生的二次电子在阴极位降区内被加 速为高能电子后,并不直接飞向阴极而是在正交 电磁场作用下作来回振荡运动,在运动中高能电 子不断地与气体分子发生碰撞,并向后者转移能 量,使之电离而本身变为低能电子,消除了高能 电子对基体轰击,体现了“低能”特点.
3)整个膜层的厚度较小(﹤300μm),硬度高、耐蚀能力强的致 密层厚度通常只有总厚度的1/5左右。这使得膜层被作为耐磨耐 蚀涂层时的使用寿命受到影响。至今也没有进行过任何针对微 弧氧化膜层的长效可靠性研究。
4)高能耗。微弧氧化反应在高电压、大电流模式下进行,耗能较 大,单个工件的加工面积很难提高,降低了生产效率。
LY12铝合金表面的微弧氧化膜层
Al合金表面生成的微弧氧化膜层以α-Al2O3和γAl2O3为主组成相,另有少量其他反应沉积物如 Al-Si-O等。
AZ91D镁合金表面的微弧氧化膜层(400V) 镁合金表面的微弧氧化膜层以MgO和MgO2
为主组成相,另有少量其他反应沉积物如 Mg2SiO4等。
3、微弧氧化技术的特点
微弧氧化技术的优点主要有: 1)反应在溶液中进行,只要是溶液可及的地方都能够形成膜层,因
此对零件形状的适应性很强。 2)电解液中不含有害物质,反应过程也不会生成新的有毒物质,对
环境无污染。 3)硬度高(HV:500~2500)、耐磨性好,和其他工艺相比与基体
的结合牢固,能够有效弥补轻合金表面不耐磨的缺陷。 4)膜层能够经受高低温的变化,具有较好的热匹配性。 5)膜层的绝缘性能优良(击穿电压可达3000-5000V)。 6)膜层的表面质量较高,光洁度较好且易于着色,适合用作装饰涂
铝合金磷酸盐体系微弧氧化技术研究进展

铝合金磷酸盐体系微弧氧化技术研究进展王平;龚泽宇;胡杰;蒲俊;曹文洁;肖佑涛【摘要】铝合金具有密度低、强度高、塑性好等优点,在航空航天、机械电子、车辆船舶等领域有着广泛的应用前景,但铝合金表面硬度低、耐蚀性较差,这限制了其更广泛的应用.采用磷酸盐电解液体系对铝合金表面进行微弧氧化处理生成氧化膜层,能够有效提高铝合金表面硬度、耐蚀性等性能,是近年来热门的表面处理技术.本文概述铝合金微弧氧化研究历程以及微弧氧化的机制,总结六偏磷酸钠、磷酸二氢钠等单一磷酸盐及其复合体系下铝合金微弧氧化在表面形貌、相组成、硬度厚度、耐蚀性方面的特点,指出目前磷酸盐体系下铝合金微弧氧化中存在一些问题,如因各牌号铝合金中Si、Zn、Mn等元素含量不同而导致的电解液作用机理不同、大型铝合金件局部区域微弧氧化处理困难从而导致处理后得到的微弧氧化膜层不均匀、铝合金微弧氧化膜层在一定厚度范围内会降低基体膜层的抗疲劳性等.今后的研究还需要在磷酸盐电解液体系中各组分的作用、电解液与基体铝合金作用的机理、基体铝合金各元素对微弧氧化过程的影响等方面继续探索.【期刊名称】《西华大学学报(自然科学版)》【年(卷),期】2018(037)004【总页数】7页(P92-98)【关键词】铝合金;微弧氧化;磷酸盐;性能;研究进展【作者】王平;龚泽宇;胡杰;蒲俊;曹文洁;肖佑涛【作者单位】西南石油大学材料科学与工程学院,四川成都 610500;西南石油大学材料科学与工程学院,四川成都 610500;西南石油大学材料科学与工程学院,四川成都 610500;西南石油大学材料科学与工程学院,四川成都 610500;西南石油大学材料科学与工程学院,四川成都 610500;西南石油大学材料科学与工程学院,四川成都 610500【正文语种】中文【中图分类】TG174.4纯铝具有较高的塑性和良好的加工性能,但是强度很低,不宜作为结构材料使用;因此,出现了运用热处理技术和加入合金元素等方法制成的各个系列的铝合金[1]。
微弧氧化
微弧氧化简介微弧氧化技术是一种直接在轻金属表面原位生长陶瓷膜的新技术。
其原理是将Al、Mg、Ti等轻金属或其合金置于电解质水溶液中作为阳极,利用电化学方法在该材料的表面产生火花放电斑点,在热化学、等离子体化学和电化学的共同作用下,获得金属氧化物陶瓷层的一种表面改性技术。
★微弧氧化工艺流程:产品简介:金诺达微弧氧化研发中心是一家集科研、服务与一体的专业为铝、镁、钛轻金属合金零部件表面微弧氧化处理提供微弧氧化处理设备和工艺的高新技术研发中心!一、微弧氧化技术的原理及特点:微弧氧化陶瓷技术是一种在铝、镁、钛等轻金属合金表面原位生长陶瓷层的高新技术。
其原理是在工件表面生成阳极化膜的同时,通过微电弧瞬时7000K高温把极化膜转为陶瓷相。
该陶瓷层硬度高、高耐磨、韧性好、与基体结合力强、耐腐蚀、耐高温氧化、绝缘性好,特别适用于高速运动且需要高耐磨、耐腐蚀、抗高温冲击的轻金属合金零部件。
俄、美、德、日本等国在航空、航天、兵器、汽车、船舶、机械、石油、化工、医疗、电子等行业对该技术的应用已达到相当水平。
该技术的推广应用及产业化必将推进相关行业的发展,成为新的经济增长点。
微弧氧化技术的突出特点是:(1)大幅度地提高了材料的表面硬度,显微硬度在1000至2000HV,可与硬质合金相媲美,大大超过热处理后的高碳钢、高合金钢和高速工具钢的硬度;(2)良好的耐磨损性能;(3)良好的耐热性及抗腐蚀性。
这从根本上克服了铝、镁、钛合金材料在应用中的缺点,因此该技术有广阔的应用前景;(4)有良好的绝缘性能,绝缘电阻可达100MΩ以上。
(5)基体原位生长陶瓷膜,结合牢固,陶瓷膜致密均匀。
二、适用领域:微弧氧化技术广泛应用于航天、航空、兵器、机械、汽车、交通、石油化工、纺织、印刷,烟机,电子、轻工、医疗等行业。
如:铝合金加工成的子母导弹推进器、炮弹的弹底、铝合金阀门、内燃机中的活塞、气动元件中的气缸和阀芯、风动工具中气缸、纺织机械中导纱轮和纺杯、印刷机中搓纸辊和印刷辊等。
微弧氧化技术应用与发展前景分析
微弧氧化技术应用与发展前景分析序号章节1 引言2 微弧氧化技术的概述3 微弧氧化技术的应用领域4 微弧氧化技术的发展前景5 总结与展望1. 引言微弧氧化技术是一种在金属表面形成陶瓷类氧化膜的表面处理技术,可以显著提高金属材料的硬度、耐磨性、耐腐蚀性等性能。
随着科技的不断进步,微弧氧化技术在许多领域得到了广泛的应用,并展示出了巨大的发展潜力。
本文将对微弧氧化技术的应用与发展前景进行分析。
2. 微弧氧化技术的概述微弧氧化技术是通过在金属表面产生高能量、高密度的弧放电,利用氧化电解产生的氧化物形成陶瓷涂层的工艺。
这种技术可以在金属表面形成坚硬、致密的氧化膜,具有高硬度、优异的耐磨性和耐腐蚀性。
微弧氧化技术不仅可以应用于常见的金属材料,如铝、镁、钛等,还可以应用于部分有色金属材料和不锈钢等。
3. 微弧氧化技术的应用领域微弧氧化技术在许多领域得到了广泛的应用。
以下是一些常见的应用领域:3.1 汽车工业微弧氧化技术可以显著提高汽车发动机和底盘等零部件的耐磨性和耐腐蚀性,从而延长零部件的使用寿命。
微弧氧化技术还可以改善发动机的散热性能,提高燃烧效率,降低汽车的能耗。
3.2 航空航天微弧氧化技术可以应用于航空航天领域的各种零部件,如涡轮发动机、液压系统等。
通过提高零部件的耐磨性和耐腐蚀性,微弧氧化技术可以提高航空航天设备的可靠性和使用寿命。
3.3 光伏产业微弧氧化技术可以用于太阳能电池的制造过程中,提高太阳能电池的转换效率和稳定性。
通过在太阳能电池表面形成陶瓷涂层,微弧氧化技术还可以提高太阳能电池的耐环境腐蚀性。
3.4 建筑工程微弧氧化技术可以应用于建筑物的金属构件,如铝合金门窗、幕墙等。
通过形成坚硬的氧化膜,微弧氧化技术可以提高建筑物金属构件的耐候性和耐腐蚀性,延长其使用寿命。
4. 微弧氧化技术的发展前景微弧氧化技术作为一种表面处理技术,在未来具有广阔的发展前景。
以下是一些对其发展前景的分析:4.1 技术改进与创新目前,微弧氧化技术尚存在一些挑战,如工艺复杂、能耗较高等问题。
铝及铝合金的微弧氧化技术

铝及铝合金微弧氧化技术1.技术内容及技术关键(1)微弧氧化技术内容和工艺步骤铝及铝合金材料微弧氧化技术内容关键包含铝基材料前处理; 微弧氧化; 后处理三部分。
其工艺步骤以下: 铝基工件→化学除油→清洗→微弧氧化→清洗→后处理→成品检验。
(2)微弧氧化电解液组成及工艺条件例1.电解液组成: K2SiO3 5~10g/L, Na2O2 4~6g/L, NaF 0.5~1g/L, CH3COONa 2~3g/L, Na3VO3 1~3g/L; 溶液pH为11~13; 温度为20~50℃; 阴极材料为不锈钢板; 电解方法为先将电压快速上升至300V, 并保持5~10s, 然后将阳极氧化电压上升至450V, 电解5~10min。
例2两步电解法, 第一步: 将铝基工件在200g/LK2O·nSiO2(钾水玻璃)水溶液中以1A/dm2阳极电流氧化5min; 第二步: 将经第一步微弧氧化后铝基工件水洗后在70g/LNa3P2O7水溶液中以1A/dm2阳极电流氧化15min。
阴极材料为: 不锈钢板; 溶液温度为20~50℃。
(3)影响原因①合金材料及表面状态影响: 微弧氧化技术对铝基工件合金成份要求不高, 对部分一般阳极氧化难以处理铝合金材料, 如含铜、高硅铸铝合金均可进行微弧氧化处理。
对工件表面状态也要求不高, 通常不需进行表面抛光处理。
对于粗糙度较高工件, 经微弧氧化处理后表面得到修复变得更均匀平整; 而对于粗糙度较低工件, 经微弧氧化后, 表面粗糙度有所提升。
②电解质溶液及其组分影响: 微弧氧化电解液是获到合格膜层技术关键。
不一样电解液成份及氧化工艺参数, 所得膜层性质也不一样。
微弧氧化电解液多采取含有一定金属或非金属氧化物碱性盐溶液(如硅酸盐、磷酸盐、硼酸盐等), 其在溶液中存在形式最好是胶体状态。
溶液pH范围通常在9~13之间。
依据膜层性质需要, 可添加部分有机或无机盐类作为辅助添加剂。
在相同微弧电解电压下, 电解质浓度越大, 成膜速度就越快, 溶液温度上升越慢, 反之, 成膜速度较慢, 溶液温度上升较快。
铝合金微弧氧化(MAO)
铝合金微弧氧化(MAO)1.微弧氧化概述微弧氧化也称微等离子体表面陶瓷化技术,是指在普通阳极氧化的基础上,利用弧光放电增强并激活在阳极上发生的反应,从而在以铝、钛、镁金属及其合金为材料的工件表面形成优质的强化陶瓷膜的方法,是通过用专用的微弧氧化电源在工件上施加电压,使工件表面的金属与电解质溶液相互作用,在工件表面形成微弧放电,在高温、电场等因素的作用下,金属表面形成陶瓷膜,达到工件表面强化的目的。
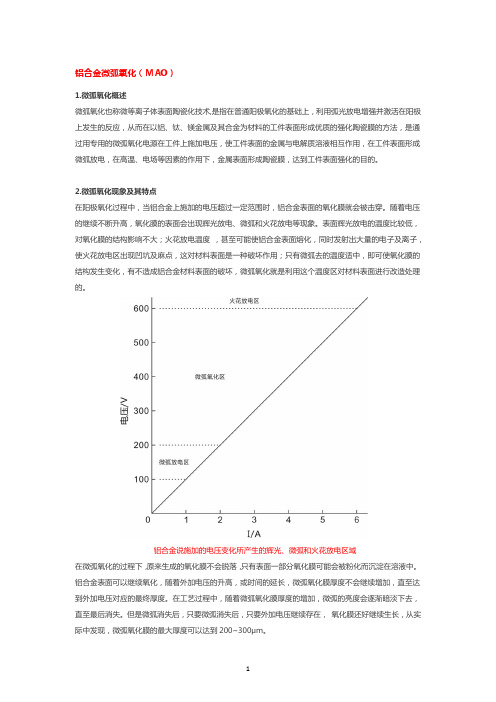
2.微弧氧化现象及其特点在阳极氧化过程中,当铝合金上施加的电压超过一定范围时,铝合金表面的氧化膜就会被击穿。
随着电压的继续不断升高,氧化膜的表面会出现辉光放电、微弧和火花放电等现象。
表面辉光放电的温度比较低,对氧化膜的结构影响不大;火花放电温度,甚至可能使铝合金表面熔化,同时发射出大量的电子及离子,使火花放电区出现凹坑及麻点,这对材料表面是一种破坏作用;只有微弧去的温度适中,即可使氧化膜的结构发生变化,有不造成铝合金材料表面的破坏,微弧氧化就是利用这个温度区对材料表面进行改造处理的。
铝合金说施加的电压变化所产生的辉光、微弧和火花放电区域在微弧氧化的过程下,原来生成的氧化膜不会脱落,只有表面一部分氧化膜可能会被粉化而沉淀在溶液中。
铝合金表面可以继续氧化,随着外加电压的升高,或时间的延长,微弧氧化膜厚度不会继续增加,直至达到外加电压对应的最终厚度。
在工艺过程中,随着微弧氧化膜厚度的增加,微弧的亮度会逐渐暗淡下去,直至最后消失。
但是微弧消失后,只要微弧消失后,只要外加电压继续存在,氧化膜还好继续生长,从实际中发现,微弧氧化膜的最大厚度可以达到200~300μm。
微弧氧化与普通阳极氧化一样,也存在着表面氧化和氧离子渗透到基体内与铝离子氧化结合,俗称渗透氧化的过程。
实际发现有大约70%的氧化层存在于铝合金的基体中,因此样品表面的几何尺寸变动不大。
由于渗透氧化,氧化层与基体之间存在着相当厚的过渡层,使氧化膜和基体呈闹牢固的冶金结合,不易脱落,这也是微弧氧化优于电镀和喷涂的地方。
铝及铝合金的微弧氧化技术
铝及铝合金的微弧氧化技术1.技术内容及技术关键(1)微弧氧化技术的内容和工艺流程铝及铝合金材料的微弧氧化技术内容主要包括铝基材料的前处理;微弧氧化;后处理三部分。
其工艺流程如下:铝基工件→化学除油→清洗→微弧氧化→清洗→后处理→成品检验。
(2)微弧氧化电解液组成及工艺条件例1.电解液组成:K2SiO3 5~10g/L,Na2O2 4~6g/L,NaF 0.5~1g/L,CH3COONa 2~3g/L,Na3VO3 1~3g/L;溶液pH为11~13;温度为20~50℃;阴极材料为不锈钢板;电解方式为先将电压迅速上升至300V,并保持5~10s,然后将阳极氧化电压上升至450V,电解5~10min。
例2两步电解法,第一步:将铝基工件在200g/L的K2O·nSiO2(钾水玻璃)水溶液中以1A/dm2的阳极电流氧化5min;第二步:将经第一步微弧氧化后的铝基工件水洗后在70g/L的Na3P2O7水溶液中以1A/dm2的阳极电流氧化15min。
阴极材料为:不锈钢板;溶液温度为20~50℃。
(3)影响因素①合金材料及表面状态的影响:微弧氧化技术对铝基工件的合金成分要求不高,对一些普通阳极氧化难以处理的铝合金材料,如含铜、高硅铸铝合金的均可进行微弧氧化处理。
对工件表面状态也要求不高,一般不需进行表面抛光处理。
对于粗糙度较高的工件,经微弧氧化处理后表面得到修复变得更均匀平整;而对于粗糙度较低的工件,经微弧氧化后,表面粗糙度有所提高。
②电解质溶液及其组分的影响:微弧氧化电解液是获到合格膜层的技术关键。
不同的电解液成分及氧化工艺参数,所得膜层的性质也不同。
微弧氧化电解液多采用含有一定金属或非金属氧化物碱性盐溶液(如硅酸盐、磷酸盐、硼酸盐等),其在溶液中的存在形式最好是胶体状态。
溶液的pH范围一般在9~13之间。
根据膜层性质的需要,可添加一些有机或无机盐类作为辅助添加剂。
在相同的微弧电解电压下,电解质浓度越大,成膜速度就越快,溶液温度上升越慢,反之,成膜速度较慢,溶液温度上升较快。
铝及铝合金的微弧氧化技术
铝及铝合金的微弧氧化技术-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII铝及铝合金的微弧氧化技术1.技术内容及技术关键(1)微弧氧化技术的内容和工艺流程铝及铝合金材料的微弧氧化技术内容主要包括铝基材料的前处理;微弧氧化;后处理三部分。
其工艺流程如下:铝基工件→化学除油→清洗→微弧氧化→清洗→后处理→成品检验。
(2)微弧氧化电解液组成及工艺条件例1.电解液组成:K2SiO3 5~10g/L,Na2O2 4~6g/L,NaF 0.5~1g/L,CH3COONa 2~3g/L,Na3VO3 1~3g/L;溶液pH为11~13;温度为20~50℃;阴极材料为不锈钢板;电解方式为先将电压迅速上升至300V,并保持5~10s,然后将阳极氧化电压上升至450V,电解5~10min。
例2两步电解法,第一步:将铝基工件在200g/L的K2O·nSiO2(钾水玻璃)水溶液中以1A/dm2的阳极电流氧化5min;第二步:将经第一步微弧氧化后的铝基工件水洗后在70g/L 的Na3P2O7水溶液中以1A/dm2的阳极电流氧化15min。
阴极材料为:不锈钢板;溶液温度为20~50℃。
(3)影响因素①合金材料及表面状态的影响:微弧氧化技术对铝基工件的合金成分要求不高,对一些普通阳极氧化难以处理的铝合金材料,如含铜、高硅铸铝合金的均可进行微弧氧化处理。
对工件表面状态也要求不高,一般不需进行表面抛光处理。
对于粗糙度较高的工件,经微弧氧化处理后表面得到修复变得更均匀平整;而对于粗糙度较低的工件,经微弧氧化后,表面粗糙度有所提高。
②电解质溶液及其组分的影响:微弧氧化电解液是获到合格膜层的技术关键。
不同的电解液成分及氧化工艺参数,所得膜层的性质也不同。
微弧氧化电解液多采用含有一定金属或非金属氧化物碱性盐溶液(如硅酸盐、磷酸盐、硼酸盐等),其在溶液中的存在形式最好是胶体状态。
溶液的pH范围一般在9~13之间。
铝合金微弧氧化(MAO)
铝合金微弧氧化(MAO)1.微弧氧化概述微弧氧化也称微等离子体表面陶瓷化技术,是指在普通阳极氧化的基础上,利用弧光放电增强并激活在阳极上发生的反应,从而在以铝、钛、镁金属及其合金为材料的工件表面形成优质的强化陶瓷膜的方法,是通过用专用的微弧氧化电源在工件上施加电压,使工件表面的金属与电解质溶液相互作用,在工件表面形成微弧放电,在高温、电场等因素的作用下,金属表面形成陶瓷膜,达到工件表面强化的目的。
2.微弧氧化现象及其特点在阳极氧化过程中,当铝合金上施加的电压超过一定范围时,铝合金表面的氧化膜就会被击穿。
随着电压的继续不断升高,氧化膜的表面会出现辉光放电、微弧和火花放电等现象。
表面辉光放电的温度比较低,对氧化膜的结构影响不大;火花放电温度,甚至可能使铝合金表面熔化,同时发射出大量的电子及离子,使火花放电区出现凹坑及麻点,这对材料表面是一种破坏作用;只有微弧去的温度适中,即可使氧化膜的结构发生变化,有不造成铝合金材料表面的破坏,微弧氧化就是利用这个温度区对材料表面进行改造处理的。
铝合金说施加的电压变化所产生的辉光、微弧和火花放电区域在微弧氧化的过程下,原来生成的氧化膜不会脱落,只有表面一部分氧化膜可能会被粉化而沉淀在溶液中。
铝合金表面可以继续氧化,随着外加电压的升高,或时间的延长,微弧氧化膜厚度不会继续增加,直至达到外加电压对应的最终厚度。
在工艺过程中,随着微弧氧化膜厚度的增加,微弧的亮度会逐渐暗淡下去,直至最后消失。
但是微弧消失后,只要微弧消失后,只要外加电压继续存在,氧化膜还好继续生长,从实际中发现,微弧氧化膜的最大厚度可以达到200~300μm。
微弧氧化与普通阳极氧化一样,也存在着表面氧化和氧离子渗透到基体内与铝离子氧化结合,俗称渗透氧化的过程。
实际发现有大约70%的氧化层存在于铝合金的基体中,因此样品表面的几何尺寸变动不大。
由于渗透氧化,氧化层与基体之间存在着相当厚的过渡层,使氧化膜和基体呈闹牢固的冶金结合,不易脱落,这也是微弧氧化优于电镀和喷涂的地方。
铝镁合金微弧氧化工艺
铝、镁合金微弧氧化处理技术的工程应用作者:蒋贤跃一、概述:铝镁合金微弧氧化基本原理基本原理1.微弧氧化又称等离子微弧氧化,国外常称之为等离子体电解氧化(简称MAO)。
微弧氧化过程包括电化学反应和等离子体化学反应,在外加电压未达到临界击穿电压之前,在阳极金属上发生的普通电化学反应,生成一层很薄的非晶态氧化膜。
当外加电压达到临界击穿电压后,膜层上最薄弱的部位首先被击穿,随着电压继续增加,氧化膜表面出现微弧放电现象,形成等离子体。
微弧瞬间温度极高,不仅使微弧区的基体合金发生熔融,也使周围的液体气化,并产生极高的电压。
在高温高压作用下,基本表面原有的氧化膜发生晶态转变,同时电解液中的氧离子和其他离子也通过放电通道进入到微弧区,和熔融的基体发生等离子化学反应。
反应产物沉积在放电通道的内壁上,随着微弧继续在试样表面其薄弱部位放电,均匀的氧化膜逐渐形成。
工艺流程2.微弧氧化工艺一般流程为:表面清洗——微弧氧化——清水冲洗——填充(此步骤主要用于制备耐蚀性膜)——烘干或自然干燥。
研究表明,碱清洗有利于提高微弧氧化层的抗腐蚀能力。
从电源特征看,最早采用的是直流或单向脉冲电源,随后采用了交流电源,后来发展为不对称交流电源,现在脉冲交流电源应用较多,因为脉冲电压特有的针尖作用,使得微弧氧化膜的表面微孔相互重叠,膜层质量好。
微弧氧化电解液分酸性和碱性两类工艺。
目前多用弱碱性电解液,并通过添加无机或有机添加剂改变微弧氧化膜的成分,进而实现膜层性能的可设计性。
然而,实际选用电解液时不能简单地根据电解液时酸碱度,导电性大小,黏度,热容量等理化因素来确定,还要考虑被处理的基体合金材料,选用的电解液应对合金及其氧化膜具有一定的溶解作用和钝化作用。
工艺控制方面,有恒压微弧氧化法和恒电流微弧氧化法两类。
一般采用恒电流法,因为此法省时且易控制,电流密度通常根据膜层厚度,耐磨,耐蚀,耐热等的需要在1-100A/dm2 范围内选定。
膜元素和分布规律3.微弧氧化膜呈熔融冷却状,表面有孔,但不是贯穿的,故能阻挡环境中的腐蚀物质进入膜层。
铝及铝合金的微弧氧化技术
铝及铝合金的微弧氧化技术1.技术内容及技术关键(1)微弧氧化技术的内容和工艺流程铝及铝合金材料的微弧氧化技术内容主要包括铝基材料的前处理;微弧氧化;后处理三部分。
其工艺流程如下:铝基工件→化学除油→清洗→微弧氧化→清洗→后处理→成品检验。
(2)微弧氧化电解液组成及工艺条件例1.电解液组成:K2SiO3 5~10g/L,Na2O2 4~6g/L,NaF 0.5~1g/L,CH3COONa 2~3g/L,Na3VO3 1~3g/L;溶液pH为11~13;温度为20~50℃;阴极材料为不锈钢板;电解方式为先将电压迅速上升至300V,并保持5~10s,然后将阳极氧化电压上升至450V,电解5~10min。
例2两步电解法,第一步:将铝基工件在200g/L的K2O·nSiO2(钾水玻璃)水溶液中以1A/dm2的阳极电流氧化5min;第二步:将经第一步微弧氧化后的铝基工件水洗后在70g/L的Na3P2O7水溶液中以1A/dm2的阳极电流氧化15min。
阴极材料为:不锈钢板;溶液温度为20~50℃。
(3)影响因素①合金材料及表面状态的影响:微弧氧化技术对铝基工件的合金成分要求不高,对一些普通阳极氧化难以处理的铝合金材料,如含铜、高硅铸铝合金的均可进行微弧氧化处理。
对工件表面状态也要求不高,一般不需进行表面抛光处理。
对于粗糙度较高的工件,经微弧氧化处理后表面得到修复变得更均匀平整;而对于粗糙度较低的工件,经微弧氧化后,表面粗糙度有所提高。
②电解质溶液及其组分的影响:微弧氧化电解液是获到合格膜层的技术关键。
不同的电解液成分及氧化工艺参数,所得膜层的性质也不同。
微弧氧化电解液多采用含有一定金属或非金属氧化物碱性盐溶液(如硅酸盐、磷酸盐、硼酸盐等),其在溶液中的存在形式最好是胶体状态。
溶液的pH范围一般在9~13之间。
根据膜层性质的需要,可添加一些有机或无机盐类作为辅助添加剂。
在相同的微弧电解电压下,电解质浓度越大,成膜速度就越快,溶液温度上升越慢,反之,成膜速度较慢,溶液温度上升较快。
铝合金的微弧氧化

铝合金的微弧氧化摘要:阳极氧化在铝合金表面处理中,提供漂亮的外观并改善铝合金的表面性能,是在电压-电流曲线的法拉第区进行的,而在非法拉第区(火花放电区、电弧区)将发生氧化膜击穿。
微弧氧化突破传统阳极氧化的限制,文章介绍了微弧氧化的原理及特点、所需设备、优缺点及适用范围、试验方法、表面形貌观察及分析、膜层与基体过渡层显微结构、电压及电流变化规律及对陶瓷层的影响等具体详情。
关键词:铝合金微弧氧化技术应用微弧氧化又称微等离子体氧化,是通过电解液与相应电参数的组合,在铝、镁、钛及其合金表面依靠弧光放电产生的瞬时高温高压作用,生长出以基体金属氧化物为主的陶瓷膜层。
在微弧氧化过程中,化学氧化、电化学氧化、等离子体氧化同时存在,因此陶瓷层的形成过程非常复杂。
微弧氧化工艺将工作区域由普通阳极氧化的法拉第区域引入到高压放电区域,克服了硬质阳极氧化的缺陷,极大地提高了膜层的综合性能。
微弧氧化膜层与基体结合牢固,结构致密,韧性高,具有良好的耐磨、耐腐蚀、耐高温冲击和电绝缘等特性。
该技术具有操作简单和易于实现膜层功能调节的特点,而且工艺不复杂,不造成环境污染,是一项全新的绿色环保型材料表面处理技术,在航空航天、机械、电子、装饰等领域具有广阔的应用前景。
1微弧氧化技术的原理及特点:微弧氧化或微等离子体表面陶瓷化技术,是指在普通阳极氧化的基础上,利用弧光放电增强并激活在阳极上发生的反应,从而在以铝、钛、镁金属及其合金为材料的工件表面形成优质的强化陶瓷膜的方法,是通过用专用的微弧氧化电源在工件上施加电压,使工件表面的金属与电解质溶液相互作用,在工件表面形成微弧放电,在高温、电场等因素的作用下,金属表面形成陶瓷膜,达到工件表面强化的目的。
微弧氧化技术的突出特点是:(1)大幅度地提高了材料的表面硬度,显微硬度在1000至2000HV,最高可达3000HV,可与硬质合金相媲美,大大超过热处理后的高碳钢、高合金钢和高速工具钢的硬度;(2)良好的耐磨损性能;(3)良好的耐热性及抗腐蚀性。
微弧氧化技术是一种绿色环保的新兴...
ZL201铸造铝合金微弧氧化工艺研究摘要微弧氧化技术是一种绿色环保的新兴表面处理工艺技术,主要用于对铝、镁、钛等轻金属及其合金的表面处理,它能有效地在基体材料表面上原位生长一层均匀的陶瓷膜。
微弧氧化由于其工艺特点明显,表面处理的性能优势突出,自该技术被发明以来,备受人们的青睐,但到目前为止,全面分析工艺参数对生成膜层多项性能的影响,以及通过工艺分析建立工艺数学模型的实验研究非常少,尤其是在铸造铝合金方面。
本论文以ZL201铝合金为研究对象,利用正交回归实验方法,系统地研究了微弧氧化的工艺参数规律及它们对膜层性能的影响规律,并在此基础上建立工艺数学模型,找出了最佳工艺参数,同时利用实际实验验证和修正了工艺数学模型,最终建立起一套以膜层厚度、硬度和耐腐蚀性能为目标的完整工艺数据库,并按标准工艺数据库提供的参数加工出了部分标准样件。
实验分析过程中各个影响因素的取值范围如下:氢氧化钾浓度0~5g/L,铝酸钠浓度0~10g/L,硅酸钠浓度0~10g/L,六聚偏磷酸钠浓度0~2g/L,四硼酸钠浓度0~2g/L,加工时间0~200min,加工电流0~5A,正向脉冲宽度100~10000μs,负向脉冲宽度100~10000μs,死区时间50~1000μs。
工艺数学模型和工艺实验的规律表明:控制电参数、工作液体系和加工时间等工艺参数之间的配比,能有效地改变生成膜层的性能;在一定温度范围内,微弧氧化处理铝合金表面时温度对膜层的性能影响较小;正负向电流密度相等或者正向电流密度略小于负向电流密度时加工成的膜层性能最好。
经优化工艺处理后的试件表面和横断面微观结构SEM分析结果表明,微弧氧化膜层由两层构成:里层是很薄的过渡层,外层是硬质陶瓷层,没有疏松层。
膜层的主要元素是Al和O,相的组成主要是α-Al2O3,实验结果与理论分析的结果一致。
关键词:铸造铝合金,微弧氧化,工艺,工艺数学模型,膜层性能INVESTIGA TION ON TECHNOLOGY OF MICRO-ARCOXIDA TIONON THE SURFACE OF ZL201 ALUMINUMCASTING ALLOYABSTRACTMicro-arc oxidation (MAO), an environment-protection and new surface treatment technology, was mainly used to the surface treatment of aluminum, magnesium, titanium and other light metals and their alloys, and can in-situ form ceramic coating on the surface of these alloys. The MAO technology has an obvious advantage for surface treatment on account of its direct technique characteristic. It has been paid much attention to since it was invented. However, till now the experimental research, the comperehensive analysis of influence of process parameters on multiple performances and the establishment of process mathematic model through process analysis, is very scarce, especially for aluminum casting alloys.The paper focuses on ZL201 aluminum casting alloy. By means of orthogonal regression experimental method, the paper has systematically investigated the process parameter regularity of MAO of ZL201 alloy, and its influence on coating performances. On the base of these, the process mathematic models are set up and the optimal process parameters are found. Then process mathematic models have been verified and modified with real experiments. Finally, a complete process data base, whose targets are thickness,hardness, corrosion resistance of the coating, has been established, while several standard specimens have been manufactured according to parameters from the standard process database.Ranges of the factors used in the experiment are: potassium hydroxide concentration is 0~5g/L, sodium aluminate concentration 0~10g/L, sodium silicate concentration 0~10g/L, sodium hexametaphosphate concentration 0~2g/L, sodium tetraborate concentration 0~2g/L, process time 0~200min, process current 0~5A, positive-going impulse width 100~10000μs, negative-going impulse width 100~10000μs, dead space time 50~1000μs.The processing mathematic model and processing experiment have shown that the performances of the coating can be changed by controlling the ratio of electrical parameter, operating fluid system, process time and other process parameters. At some temperature range, the temperature gives very little effect on coating performances during processing aluminum alloys with micro-arc oxidation. The coating performances are optimal when the positive-going current density is equal to or slightly less than less than the negative-going current density.The SEM images, of the surface and cross-section of the specimens treated with optimal process, show that the MAO coating is made up of two layers, the internal layer is very thin transition layer and the external layer hard ceramic layer, and there isn’t any tectorium. The main compositions of the coating are Al and O, and the phase composition is mainly α-Al2O3. The experiment gives the same results with theoretical analysis.KEY WORDS: aluminum casting alloy, micro-arc oxidation,process, process mathematic model, coating performance目 录摘要 (I)ABSTRACT (III)第1章绪论 (1)1.1 铸造铝合金的特点和应用[1,2] (1)1.1.1 铸造铝合金的特点 (1)1.1.2 铸造铝合金系简介及其应用 (1)1.2 ZL201铝合金特点和应用状况 (2)1.2.1 ZL201铝合金的成分和性能[1,2] (2)1.2.2 ZL201合金的应用状况[1,2] (3)1.2.3 ZL201合金的表面处理状况 (4)1.3 微弧氧化工艺的研究状况 (4)1.3.1 微弧氧化工艺简介 (4)1.3.2 微弧氧化基础理论 (5)1.3.3 微弧氧化工艺优点 (9)1.3.4 微弧氧化工艺的应用前景[51-54] (9)1.4 本研究的目的、意义和主要内容 (10)1.5 本章小结 (11)第2章实验方案与方法 (12)2.1 实验总体方案设计 (12)2.2 ZL201铝合金基材试样制备 (16)2.2.1 试样选材 (16)2.2.2 试样制备 (16)2.3 微弧氧化处理 (16)2.3.1 微弧氧化处理设备 (16)2.3.2 微弧氧化处理工艺流程 (17)2.3.3 异常微弧氧化实验记录 (18)2.4 测试设备(仪器)与方法 (18)2.4.1 膜层厚度测试 (18)2.4.2 膜层表面粗糙度测试 (18)2.4.3 膜层绝缘电阻测试 (19)2.4.4 膜层结合力测试 (19)2.4.5 膜层硬度测试 (19)2.4.6 膜层热冲击测试 (19)2.4.7 膜层孔隙率测试 (20)2.4.8 膜层耐蚀性能测试 (20)2.4.9 膜层微观结构分析 (20)2.5 本章小结 (20)第3章工艺数学模型 (22)3.1 工艺数学模型建立的条件 (22)3.2 数学分析 (23)3.3 本章小结 (24)第4章实验结果及分析讨论 (25)4.1 膜层厚度实验结果与分析讨论 (25)4.1.1 实验结果 (25)4.1.2 分析与讨论 (27)4.2 膜层表面粗糙度实验结果与分析讨论 (31)4.2.1 实验结果 (31)4.2.2 分析与讨论 (32)4.3 膜层绝缘电阻实验结果与分析讨论 (35)4.3.1 实验结果 (35)4.3.2 分析与讨论 (37)4.4 膜层结合力测试分析 (41)4.4.1 测试方法 (41)4.4.2 测试结果 (41)4.5 膜层硬度实验结果与分析讨论 (42)4.5.1 实验结果 (42)4.5.2 分析与讨论 (43)4.6 膜层抗热冲击性测试分析 (47)4.6.1 测试方法 (47)4.6.3 测试结果 (47)4.7 膜层孔隙率检测结果与分析讨论 (48)4.7.1 检测结果 (48)4.7.2 分析与讨论 (49)4.8膜层耐腐蚀性实验结果与分析讨论 (53)4.8.1 实验结果 (53)4.8.2分析与讨论 (54)4.9 膜层微观结构的SEM分析 (57)4.10 本章小结 (58)第5章结论 (60)参考文献 (62)附录1 加工参数对膜层性能指标影响的定性函数关系式 (65)附录2 标准工艺数据库 (70)致谢 (72)攻读硕士学位期间发表的论文 (73)第1章 绪论1.1 铸造铝合金的特点和应用[1,2]1.1.1 铸造铝合金的特点铸造铝合金是在纯铝的基础上加入其他金属或非金属元素,不仅能保证纯铝的基本性能,而且由于合金化和热处理的作用,使铝合金具有良好的综合性能。
铝合金微弧氧化
☆氧化电压 1)低压生成的膜孔径小、孔数多,高压使膜孔径大,孔数少, 但成膜速度快。 2)电压过低,成膜速度小,膜层薄,颜色浅,硬度低。电压 过高,易出现膜层局部击穿,对膜耐蚀性不利。 ☆溶液温度 1)温度低时,氧化膜的生长速度较快,膜致密,性能较佳, 但温度过低,氧化作用较弱,膜厚和硬度的数值都较低 2)温度过高,碱性电解液对氧化膜的溶解作用增强,致使膜 厚与硬度显著下降,且溶液易飞溅,膜层也易被局部烧焦 或击穿。
微弧氧化反应装置图如下:
1:电源 2:调压控制系统 5:冷却系统 6:电解槽
3:试样 7:阴极
4:搅拌器
2、微弧氧化的特点 ❶大幅度提高材料的表面硬度,显微硬度在1000-2000HV,最 高可达3000HV; ❷良好的耐磨损性能; ❸良好的耐热性和耐蚀性; ❹良好的绝缘性能,电阻可达100MΩ; ❺溶液为环保型,符合环保排放要求;
☆pH值
酸碱度过大或过小,溶解速度加快,氧化膜生长速度都会 减慢。 ☆溶液浓度 溶液浓度对膜的成膜速率、表面颜色、粗糙度都有影响。 ☆溶液电导率 溶液电导率影响微弧氧化膜的生长速度和致密度。
五、与其他氧化方式对比
六、应用
谢谢!
3、工艺流程
二、铝合金微弧氧化膜
1、膜层结构特征
铝合金微弧氧化膜表面形貌
表面显微3D照片
许多残留的放电气孔,孔周围有融化 的痕迹,说明放电瞬间温度确实很高。
微弧氧化技术资料

铝、镁合金微弧复合处理技术原理及应用1.微弧氧化的技术原理微弧氧化(Micro-arc Oxidation,MAO),又称微等离子体氧化(Micro-plasma Oxidation,MPO)、阳极火花沉积(Anode Spark Deposition,ASD)、等离子体增强电化学表面陶瓷化(Plasma Enhance Electrochemical Surface Ceramic coating,PECC)等技术,是一种铝、镁、钛及其合金表面在电解液中依赖外加电场使其表面原位反应生成自身金属氧化物的新技术。
图1是微弧氧化设备结构示意图,从图中可以看出将铝、镁合金制品做阳极,不锈钢做阴极,置于脉冲电场环境的电解液中,样品表面因受端电压作用而发生等离子体放电,所产生的高温高压条件使微区的铝、镁原子与溶液中的氧结合生成与基体以冶金方式结合的氧化铝或氧化镁陶瓷层。
图1 微弧氧化设备结构示意图铝、镁、钛等合金样品放入电解液中,通电后表面立即生成很薄一层氧化物绝缘层,这属于普通阳极氧化阶段,当电极间电压超过某一临界值时,氧化膜某些薄弱部位被击穿,发生微区弧光放电现象,溶液里的样品表面能观察到无数游动的弧点。
由于击穿总是在氧化膜相对薄弱的部位发生,当氧化膜被击穿后,在膜内部形成放电通道。
初始一段时间后,样品表面游动弧点较大,部分熔融物向外喷出,形成孔隙率高的疏松层。
随着氧化时间延长,膜厚度增加,击穿变得越来越困难,试样表面较大的弧点逐渐消失,可看见大量细碎火花。
这时膜内部微弧放电仍在进行,使氧化膜继续向内部生长,形成致密层。
此时,一方面,疏松层阻挡致密层内部放电时熔融物进入溶液,使其尽量保留在致密层内;另一方面,疏松层外表面同溶液保持着溶解和沉积平衡,使疏松层厚度维持基本不变。
电解质离子进入氧化膜后,形成杂质放电中心,产生等离子放电,使氧离子、电解质离子与基体金属强烈结合,同时放出大量的热,使形成的氧化膜在基体表面熔融、烧结,形成具陶瓷结构的膜层。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝合金表面微弧氧化技术的应用及发展
作者:张彦涛
来源:《环球市场信息导报》2013年第06期
微弧氧化是一种在金属表面原位生长陶瓷膜的表面处理技术,可大幅提高铝合金表面耐磨性及耐蚀性。
本文阐述了铝合金微弧氧化技术的特点及应用概况,以及微弧氧化技术的发展趋势。
微弧氧化技术又称微等离子体氧化、火花放电阳极氧化。
它是将铝,镁,钛等有色金属及其合金,在适当的电参数条件下使其与电解液中的溶质发生反应,最终在金属表面生成了具有一定厚度的陶瓷膜。
利用该技术在铝及其合金上生长一层Al2O3陶瓷膜,该陶瓷膜具有良好的耐磨、耐蚀性,而且可通过改变电参数和电解液等得到不同性能、不同颜色的陶瓷膜。
铝合金微弧氧化过程
微弧氧化过程中具有等离子体放电通道的高温高压及电解液温度低的特点,在此极限条件下的反应过程可赋予陶瓷膜层其它技术难以获得的优异的耐磨、耐腐蚀等性能,同时使铝合金基体的保持原有性能。
液相中参与反应并形成陶瓷膜的粒子在电场力的作用下传输到基体附近的空间参与成膜,陶瓷膜层的厚度、组成、结构可以通过电源电参数和改变电解液组成进行控制,从而实现陶瓷膜层的设计与构造。
微弧氧化过程一般可以分为以下四个阶段:
普通阳极氧化阶段:在氧化初期,样品表面颜色变暗,形成一层较在电流密度恒定的条件下,电压迅速升高。
该阶段形成的阻挡层是后续阶段产生火花放电的必要条件。
微弧氧化阶段:随着电压的不断升高,在氧化膜层的相对薄弱的地方将会被击穿,在样品表面能够观察到火花放电现象。
这些火花较小,但密度很大(约为105个/cm2),它在样品表面形成了大量的等离子微区。
这些熔融物与电解液发生反应,并被溶液冷却形成Al2O3,从而使这一区域的膜相应地增厚。
微弧氧化和弧放电共存阶段:该阶段样品表面开始出现较大的红色放电弧斑,它是由某些部位经过多次放电后,使得原来较小的放电通道彼此相连而形成较大的放电气孔。
在这一阶段可以观察到电压缓慢下降。
弧放电阶段至反应结束随着薄膜的增厚,红色放电弧斑逐渐减少,电压迅速上升。
最终在样品表面形成具有内部致密层和外部疏松层的双层结构。
铝合金微弧氧化技术特点
微弧氧化是在传统阳极氧化基础上发展而来的,但与阳极氧化相比较,具有其优越的特点:
微弧氧化电解溶液以碱性电解液为主,环境污染小,而阳极氧化为酸性电解液,环境污染大;在基体表面原位生长陶瓷膜,陶瓷膜致密均匀,膜层与基体结合强度高,而阳极氧化膜层比较脆,柔韧性差;良好的耐磨损性,耐热性及抗腐蚀性,一般不需要后处理化学封孔,而阳极氧化膜层耐磨性、耐蚀性较差。
良好的绝缘性能,电阻可达100M ;能大幅度提高铝合金材料的表面硬度,显微硬度一般在100~2000HV的范围内,最高可达3000HV,阳极氧化的最大硬度仅为500HV;通过改变工艺条件和电解液组分或添加胶体微粒等可实现陶瓷膜层的功能化,调整膜层的微观结构及膜层厚度。
总之,微弧氧化技术属于环境友好型技术,工艺简便,受工件形状影响比较小,与电镀、阳极氧化等表面改性技术相比,具有工序简单、效率高、生成的膜层性能良好等优点。
铝合金微弧氧化技术应用现状
20世纪70年代,俄、美、日等世界发达国家在微弧氧化成膜性能、产业化应用等方面投入了大量的研究工作。
我国研究微弧氧化技术开始从于20世纪90年代,研究起步较晚,同时微弧氧化主要集中在实验过程上,理论研究相对滞后。
近年来相关科研院所通过深入研究微弧氧化技术,进一步扩大其应用领域。
主要研究机构为北京师范大学低能核物理研究所,对铝合金微弧氧化陶瓷层的制备过程、能量交换、膜的形貌结构以及应用等都进行了有益的探索,哈尔滨工业大学材料科学与工程学院采用等离子增强电化学表面处理技术(PECC)对铝合金表面陶瓷化处理,研究陶瓷膜层成膜过程和成膜机制,哈尔滨三利亚有限公司由试验阶段开始转向小批量生产,还有北京航空材料研究院、西安理工大学、湖南大学、北京矿冶研究总院等单位参与此技术的研究。
近年来在铝、钛及镁合金微弧氧化的应用开发方面有很大的进步,如蒋百灵等对铝、镁合金微弧氧化设备及工艺技术的研究开发,并在许多领域有所应用。
例如一汽红旗世纪星轿车发动机壳体、镁合金高压热水交换管、镁合金轮毂、铝合金微型冲锋枪托架、铝合金发动机缸体、柴油发动机活塞的表面处理均采用微弧氧化技术进行生产,其成本只有硬质阳极氧化和电镀硬铬的1/3~1/4。
深圳法兰士公司的超硬铝构件、深圳佳驰油泵盖以及某显微镜公司的载物小平台也在使用国产设备进行微弧氧化,产品的耐磨性能较硬质阳极氧化膜提高了35%,并已经开始批量化生产。
相关企业都在积极地推广或应用微弧氧化技术。
微弧氧化技术的发展趋势
将微弧氧化技术应用在铝合金表面改性中,可制备出高硬度、高结合强度的陶瓷膜层,能使铝合金原有的耐磨性差的问题得到大幅度提高,可解决铝合金耐磨性差的问题,并且改善与提高铝合金的耐腐蚀性。
随着人们对微弧氧化技术的不断探索以及该技术日益表现出的独特的
优点,微弧氧化技术在金属表面改性技术领域展示了更为广泛的应用前景,预计其发展趋势有以下几个方面:
微弧氧化电源的优化设计:微弧氧化的合适放电区间较窄,要求对放电后的电参数控制比较精确,大电流、高电压对供电电源提出了高要求,由于对微弧氧化本质认识限制,使得电源的设计及制造仍停留在经验摸索层面上,带有很大的盲目性。
电解液的合理开发及选择:缺乏对单组分电解液及反应机理的深入研究,电解液的选择停留在经验摸索上,难以与微弧氧化电源的合理衔接,进行陶瓷膜层的构造设计。
提高微弧氧化效率:电源消耗的能耗中用到膜层生长的大约为10~30%之间,提高微弧氧化效率也是微弧氧化技术得已推广应用的关键因素之一,还存在电解液冷却困难,消除噪声等问题。
微弧氧化陶瓷膜着色工艺:目前对制备颜色均匀的微弧氧化陶瓷膜的研究重视不够,一步方法完成特定颜色性能良好的陶瓷膜较为困难。