全尺寸测量报告
全尺寸检测报告
上差 下差 Measured note
测量尺寸Measured Dimension
Deviation from Nominal
NO. Dimension +TOL -Tol 位置
工具 样品1
样品2
样品3
样品4
样品5 平均值
1
2
3
4
5
Location Tool Sample1 Sample2 Sample3 Sample4 Sample5 Mean
20
2D
21
2D
22
2D
23
2D
24
2D
25
2D
26
2D
27
2D
28
2D
29
2D
30
2D
31
2D
32
2D
33
2D
34
2D
35
2D
36
2D
37
2D
38
2D
% Tolerance
UPPER
LOWER
NO:TD161025005 DATE:2016-10-25
PAGE:2/3
mm
Acc/Rej
HIGH
LOW
检查仪器代号Measure Instruments Code:
■机加工CNC □移转handover □ 其它Other
T:投影仪 Projector 2D:二次元 2D/Projector 3D:三次元/C.M.M M:千分尺 Micrometer H:手感Hand HG:高度计Dial Gage SG:螺纹规 Thread Gage PB:圆棒塞规 Plug Gage TG:厚薄规 Thickness Gage AG:角度规 Angle Gage GZ:测量治具 Measure tools RG:R规 R/Gage N:卡尺Nonius V:目视 Visual
全尺寸检验报告范本

全尺寸检验报告范本
尊敬的客户,
感谢您选择我们的全尺寸检验服务。
根据您的要求,我们为您提供了一份全尺寸检验报告。
以下是报告的范本内容:
日期:
检验单位:
项目名称:
检验标准:
1. 总结
在本次全尺寸检验中,我们对您的产品进行了详细的检验评估。
总体来说,产品在多个指标上达到了预期要求,并符合相关的标准和规定。
2. 检验细节
2.1 外观检验
我们对产品的外观进行了仔细检查,包括表面光洁度、颜色一致性、物体形状等。
结果显示产品外观完好无损,颜色一致且符合预期。
2.2 尺寸测量
通过使用精确的测量工具,我们对产品的各个尺寸进行了测量。
结果表明产品尺寸在允许的公差范围内,并没有超出预期要求。
2.3 功能性测试
我们对产品的功能进行了测试,并确保符合相关的功能要求。
测试结果显示产品各项功能正常有效。
2.4 压力测试
通过在一定的压力下对产品进行测试,我们确认产品具备足够的强度以满足工作条件下的应用要求。
3. 结论
基于全尺寸检验的结果,我们可以得出以下结论:
(1)产品的外观完好且颜色一致。
(2)产品尺寸符合预期且在允许的公差范围内。
(3)产品的功能正常有效。
(4)产品具备足够的强度以满足工作条件下的应用要求。
我们希望以上报告内容对您有所帮助。
如果您有任何疑问或需要进一步的信息,请随时联系我们。
再次感谢您选择我们的全尺寸检验服务。
此致,
检验单位。
全尺寸检验报告样板
引言:概述:全尺寸检验报告是一种用于记录和分析全尺寸检验结果的文件。
它包含了对产品尺寸、外观、性能等方面的详细检测结果,帮助生产部门了解产品的质量状况,及时发现并解决问题。
通过全尺寸检验报告,企业能够确保产品符合设计要求和客户期望,提高产品质量,增强市场竞争力。
正文:一、产品信息1. 产品名称:列出被检产品的名称,确保报告的准确性。
2. 产品型号:记录产品的型号,方便产品追溯和检测结果分析。
3. 产品数量:报告中应注明被检产品的数量,以便后续统计和分析。
二、检验标准1. 标准依据:指出检验所依据的标准和规范,如国家标准、行业标准等。
2. 检验方法:详细描述全尺寸检验所使用的方法和工具,确保测试的准确性和可重复性。
三、检验项目1. 尺寸检验:列出被检产品的各项尺寸要求,包括长度、宽度、高度等,以及实际测量结果。
2. 外观检验:记录被检产品的外观要求,如表面光洁度、颜色、图案等,描述实际检测结果和评价。
3. 性能检验:包括功能性能、电气性能等各个方面的检验,记录实际测试结果和相应评价。
4. 材料检验:如果适用,列出被检产品所使用的材料要求,如材质、硬度等,并记录实际测试结果。
5. 包装检验:如果适用,描述被检产品的包装要求和实际包装情况,以及检验结果和评价。
四、检验结果1. 合格品数:统计合格产品的数量,以便生产统计和质量分析。
2. 不合格品数:记录不合格产品的数量,以及具体的不合格原因和评价。
3. 签名和日期:报告应有相应的签名和日期,以确保报告真实有效。
五、改进措施1. 不合格品原因分析:对不合格产品的原因进行分析和总结,确保问题不再发生。
2. 检验方法改进:根据检验结果和不合格产品的原因分析,对检验方法进行改进。
3. 生产工艺改进:如果问题源于生产工艺的不合理或不稳定,应及时改进工艺,提高产品质量。
总结:全尺寸检验报告样板(二)是一份记录全尺寸检验结果的专业报告,它对产品质量的评估和改进起到了重要的作用。
全尺寸测量结果报告
12
CMM
1
10.19 ###### 0.508 -0.508 258.800
13
CMM
1
9.41 ###### 0.508 -0.508 238.730
14
CMM
1
0.57 14.478 0.508 -0.508 14.228
15
CMM
1
1.34 34.036 0.508 -0.508 33.990
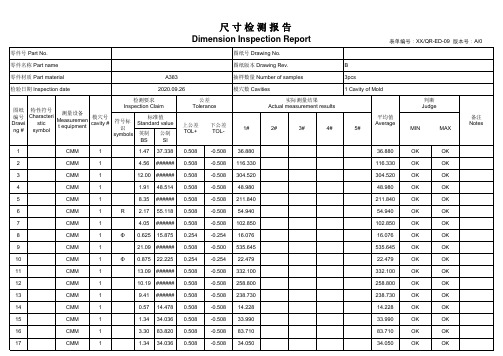
Tolerance
上公差 TOL+
下公差 TOL-
1#
BS
SI
实际测量结果 Actual measurement results
2#
3#
4#
1
CMM
1
1.47 37.338 0.508 -0.508 36.880
2
CMM
1
4.56 ###### 0.508 -0.508 116.330
3
CMM
1
12.00 ###### 0.508 -0.508 304.520
CMM
1
0.487 12.370 0.254 -0.254 12.621
CMM
1
0.487 12.370 0.254 -0.254 12.622
CMM
1
0.487 12.370 0.254 -0.254 12.622
CMM
1
0.487 12.370 0.254 -0.254 12.620
49
12*Φ
19.669
OK
OK
57.160
OK
OK
53.986
OK
OK
53.976
OK
OK
全尺寸测量报告(一)2024
全尺寸测量报告(一)引言概述:全尺寸测量报告(一)是针对某一特定产品的尺寸测量结果的详细分析报告。
通过对该产品进行全面而准确的测量,我们旨在提供可靠的数据支持,帮助客户评估产品的准确性和质量。
本报告将从测量方法、测量结果及其分析、测量误差、数据可靠性和测量建议等五个大点进行阐述。
正文:一、测量方法1.选择适当的测量工具和设备:确保选择合适的尺寸测量仪器和设备,如千分尺、卡尺、投影仪等;2.标定测量工具:在使用之前,对测量工具进行必要的标定,以确保测量结果的准确性;3.合适的测量环境:确保测量环境的稳定性,如温度、湿度等对测量结果的影响。
二、测量结果及其分析1.列举测量结果:按照设计要求,对产品进行全尺寸测量,并记录下各个尺寸的测量结果;2.分析测量结果:根据产品的设计规范,对测量结果进行分析,判断其是否符合要求;3.比较与标准值的差异:将测量结果与标准值进行比较,分析其差异,并找出可能存在的问题。
三、测量误差1.引入误差的原因:分析可能引入测量误差的原因,如人为误差、仪器误差等;2.评估测量误差的大小:通过统计方法,评估测量误差的大小,确定其对结果的影响;3.提出减小误差的建议:根据评估结果,提出减小测量误差的建议,如改进测量方法、使用更精确的设备等。
四、数据可靠性1.数据采集过程的记录:详细记录数据采集过程,包括测量时间、测量人员等信息;2.数据分析的可靠性:确保数据分析过程的准确性和可靠性,避免主观误差的干扰;3.数据验证的方法:采用不同的方法对数据进行验证,以确保其真实性和可信度。
五、测量建议1.改进测量方法:根据测量结果和误差评估,提出改进测量方法的建议,以提高测量准确性;2.优化测量设备:评估现有测量设备的性能,并提出优化建议,确保测量结果的可靠性;3.加强培训和管理:加强员工的培训和管理,提高他们的测量技能和意识。
总结:通过全尺寸测量报告(一),我们对某一特定产品的尺寸测量结果进行了详细的分析和分析。
产品全尺寸检验报告(产品规格要求)(二)2024

产品全尺寸检验报告(产品规格要求)(二)引言概述:本次产品全尺寸检验报告旨在检查产品是否符合规格要求,并对其进行全面评估。
通过对产品尺寸进行仔细测量和分析,我们能够确定产品是否满足设计规格,并发现任何潜在的缺陷或问题。
本文将分为五个主要部分,每个部分都将涵盖该部分下的几个关键点。
通过本报告,客户将了解产品的尺寸检验结果和评估结论。
正文:一、外观尺寸检验1.测量外观尺寸(长度、宽度、高度)是否符合规格要求2.检查产品边缘和曲线的平滑度是否达到标准3.确认产品的整体形状是否符合设计要求4.检查产品的角度和倾斜度是否在允许范围内5.评估外观尺寸检验结果,并提出结论二、功能尺寸检验1.测量功能部件的尺寸是否符合规格要求2.核实各功能部件的连接和安装是否正确3.检查功能部件的运作是否正常,是否满足设计要求4.评估功能尺寸检验结果,并提出结论5.提出任何必要的改进建议,以提高产品的功能性能三、材料尺寸检验1.检查产品所用材料的厚度、宽度是否符合规格要求2.测量材料的硬度和密度是否达到标准3.检查材料表面的平整度和平行度是否满足要求4.评估材料尺寸检验结果,并分析材料的质量情况5.提出任何可能存在的材料问题,并建议解决方案四、装配尺寸检验1.检查产品的各个组件之间的装配精度和匹配度是否达到要求2.测量装配部件的相对位置和间隙是否在允许范围内3.核实产品的组装工艺是否正确,并评估其对尺寸的影响4.评估装配尺寸检验结果,并提出改进建议5.确定产品的装配质量,以确保其满足规格要求五、检验总结综合以上尺寸检验结果,对产品的整体品质进行综合评估,并得出以下结论:1.产品是否满足规格要求,是否达到客户的期望2.产品是否存在任何尺寸方面的缺陷或不足3.产品尺寸检验的结果是否满足质量标准和行业要求4.针对任何发现的问题,提出必要的改进方案和建议5.总结本次尺寸检验的重点和主要发现,并展望未来的质量控制措施总结:通过对产品全尺寸的仔细检查和评估,我们能够确定产品是否符合规格要求,并发现任何可能存在的问题和潜在的改进空间。
全尺寸检验及功能试验报告
全尺寸检验及功能试验报告报告日期:2024年10月10日一、引言二、测试目标本次测试的目标是验证产品在真实使用环境中的性能,包括尺寸、结构强度、安全性和功能等方面,以确保产品的质量和可靠性。
三、测试方法1.全尺寸检验:根据产品的设计图纸,使用测量工具对产品的尺寸进行测量,包括长度、宽度、高度等。
将测量结果与设计规格进行对比,检查是否符合要求。
2.结构强度测试:对产品的各个部件进行强度测试,包括承载能力、抗压能力等。
使用标准化的测试设备对产品进行载荷测试,记录变形和破坏情况,并根据测试结果分析产品的结构强度是否满足设计要求。
3.安全性测试:对产品进行安全性测试,包括电气安全、防火性能、防护性能等。
通过电气安全测试仪器对产品的电气参数进行测试,确保产品在正常使用过程中没有电气安全隐患。
通过防火实验和防护性能测试,验证产品的防火能力和保护能力。
4.功能试验:根据产品的设计要求和规范,对产品的功能进行测试。
通过连接电源、接口设备等,激活产品的各项功能,并记录测试结果,验证产品的功能是否正常。
四、测试结果1.全尺寸检验结果:通过对产品的尺寸进行测量,结果与设计规格完全符合,产品的尺寸满足要求。
2.结构强度测试结果:产品在最大负荷下未出现明显变形和破坏,结构强度满足设计要求。
3.安全性测试结果:产品在电气安全测试中通过了所有参数的检测,符合电气安全标准。
防火实验和防护性能测试中,产品表现出良好的防火能力和保护能力。
4.功能试验结果:产品的所有功能测试都正常工作,包括开关、调节、显示等功能,符合设计要求。
五、结论根据全尺寸检验及功能试验的结果,产品在尺寸、结构强度、安全性和功能等方面均满足设计要求。
产品具有良好的性能和可靠性,可投入市场销售和使用。
六、建议在后续生产中,建议继续强化全尺寸检验和功能试验,确保产品的质量和安全性。
同时,建议对产品的外观和包装进行进一步优化,提升产品的竞争力和用户满意度。
客户要求提供全尺寸检测报告,到底有啥意义?
客户要求提供全尺寸检测报告,到底有啥意义?客户要求提供全尺寸检测报告,到底为有啥意义?在APQP的第二阶段,对原型样件进行全尺寸测量,并通过产品的试验来验证产品设计,在APQP的第三阶段,对OTS样件进行全尺寸测量,用于验证模具、工装能力,在APQP的第四阶段节拍生产时,用于验证在节拍生产条件是否能稳定生产出合格的产品。
案例一检测工程师小王正耷拉着脑袋,很郁闷看着客户发过来的邮件,邮件的内容大致是这样的:你提供的XX新产品开发的首件检测报告,有一些尺寸不合格,我希望今天你们处理好,并在下班5点前回邮件给我。
有没有搞错,个别尺寸也是一般尺寸,新产品有100多个尺寸,个别一般尺寸不合格,很正常啊。
现在安排修模具,至少也得5天,就算加班加点,也得3天吧。
今天下午5点前怎么可以呢。
还是给客户说清楚好了,塑胶件100多个尺寸,在T0第一试模只能保证80%以上的尺寸是符合的,根据修模计划本周五可以再进行一次试模,重新会提交尺寸测量报告。
邮件发出不到10钟,电脑叮咚一声···新邮件来了,客户的回复,你们必须在下班前给我一份满意的尺寸测量报告,我已经给我的老板汇报过了。
他也在等这份报告,我们“大老板”希望在下班前看到一份满意的尺寸检测报告。
看到这封邮件,检测工程师小王一脸茫然···到底是谁错了。
客户到底什么?人家没错,又没有一定要修模,客户只要一份满意的尺寸测量报告,什么是满意的测量报告呢?那是一份尺寸全部合格的尺寸报告呗。
天哪,终于明白了,不用下午5点了,现在只需要动动键盘,改改数据立马就完成了一份合格的测量报告。
再说,一般尺寸不合格,也不影响装配,反正天知你不知我也不说,就行了。
点评:为什么我们的全尺寸报告都是合格的呢?原来都是客户逼的,一逼我们都合格了。
因为不合格,就无法PPAP批准,无法PSW批准,就无法进入量产,所以假报告就这样产生了。
有人说PPAP是生产件批准程序,那是官方翻译,我的翻译为P(骗)P(骗)A(还是)P(骗),骗子骗子还是一个骗子。
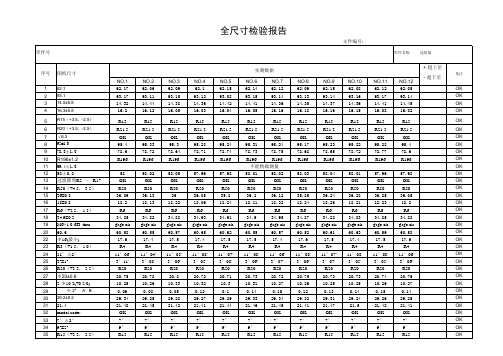
全尺寸检验报告
95.4
OK
9 78.8±1.0
78.6
78.72
78.64
78.71
78.74
78.73
78.75
78.68
78.65
78.72
78.77
78.6
OK
10 R196±1.2
R196
R196
R196
R196
R196
R196
R196
R196
R196
R196
R196
R196
OK
11 69.4±1.0
不能精确测量
14.36
14.41
14.45
OK
16.2
16.12
16.05
16.03
16.04
16.05
16.16
16.18
16.16
16.15
16.08
16.02
OK
5
R15(+3.5,-2.5)
R15
R15
R15
R15
R15
R15
R15
R15
R15
R15
R15
R15
OK
6 R20(+3.5,-2.5)
R21.5
R15
R15
R15
R15
R15
R15
R15
R15
R15
R15
R15
R15
OK
65 ◎Φ0.04 A
0.022
0.016
0.024
0.02
0.024
0.21
0.016
0.014
0.03
0.023
0.018
0.02
产品全尺寸检验报告
引言概述产品全尺寸检验报告的目的是对产品的尺寸进行全面的检验和评估,确保产品符合设计要求和质量标准。
本报告旨在对产品的尺寸检验过程、测试方法、检验结果等方面进行详细介绍,为产品的研发、生产和质量控制提供参考依据。
正文内容一、尺寸检验的重要性1.1尺寸检验在产品质量控制中的作用1.2尺寸检验对产品性能和可靠性的影响二、尺寸检验的方法和流程2.1尺寸检验的基本原则2.2尺寸检验的常用仪器设备和工具2.3尺寸检验的具体流程和步骤三、尺寸检验的技术要点3.1尺寸检验的准确性和精确度要求3.2尺寸检验的可重复性和稳定性要求3.3尺寸检验的合格标准和判定方法四、尺寸检验的常见问题及对策4.1尺寸偏差过大或过小的原因及解决方法4.2尺寸测量误差的来源及纠正措施4.3尺寸检验过程中可能出现的误判和漏检问题五、尺寸检验的优化与改进5.1尺寸检验过程中的测量技术优化5.2尺寸检验过程中的自动化和智能化改进5.3尺寸检验的数据处理与分析方法小点详细阐述一、尺寸检验的重要性1.1尺寸检验在产品质量控制中的作用介绍产品质量控制的重要性,尺寸检验在其中的地位和作用解释尺寸检验对于确保产品性能、可靠性和持久性的重要性1.2尺寸检验对产品性能和可靠性的影响分析尺寸不合格对产品性能和可靠性的影响举例说明尺寸合格性与产品质量之间的关系二、尺寸检验的方法和流程2.1尺寸检验的基本原则介绍尺寸检验的基本原则,如准确性、可重复性、稳定性等强调尺寸检验的科学性和标准化要求2.2尺寸检验的常用仪器设备和工具介绍常用的尺寸检验仪器设备,如千分尺、千分尺、光学投影仪等说明每种仪器设备的适用范围和操作方法2.3尺寸检验的具体流程和步骤详细描述尺寸检验的具体流程,包括准备工作、测量操作、数据记录等强调每个步骤的重要性和操作规范三、尺寸检验的技术要点3.1尺寸检验的准确性和精确度要求解释准确性和精确度的概念,以及在尺寸检验中的应用强调准确性和精确度对尺寸检验结果的影响和要求3.2尺寸检验的可重复性和稳定性要求解释可重复性和稳定性的概念,以及在尺寸检验中的应用分析可重复性和稳定性对尺寸检验结果的影响和要求3.3尺寸检验的合格标准和判定方法介绍尺寸检验的合格标准,如允许偏差、公差等解释尺寸检验的判定方法,如一致性判定、比较法等四、尺寸检验的常见问题及对策4.1尺寸偏差过大或过小的原因及解决方法分析尺寸偏差过大或过小的可能原因,如生产工艺、测量误差等提出针对性的解决方法,如优化工艺、提高仪器精度等4.2尺寸测量误差的来源及纠正措施详细解释尺寸测量误差的来源,如人为误差、仪器误差等提出纠正措施,如培训操作人员、校准仪器设备等4.3尺寸检验过程中可能出现的误判和漏检问题分析尺寸检验过程中可能出现的误判和漏检问题的原因提出防止误判和漏检的措施,如增加复检环节、加强工序监控等五、尺寸检验的优化与改进5.1尺寸检验过程中的测量技术优化探讨尺寸检验过程中的测量技术优化方法,如精度改进、方法改进等强调测量技术优化对提高尺寸检验效率和准确性的作用5.2尺寸检验过程中的自动化和智能化改进介绍尺寸检验过程中的自动化和智能化改进方法,如自动测量系统、智能判定系统等分析自动化和智能化改进对尺寸检验效率和准确性的影响5.3尺寸检验的数据处理与分析方法提出尺寸检验的数据处理与分析方法,如统计分析、异常分析等说明数据处理与分析方法对尺寸检验结果的评估和判定的重要性总结本文对产品全尺寸检验的过程、方法、要点以及常见问题进行了详细阐述。
全尺寸检测报告
50 50.04 50.02 50 50.02 OK 游标卡尺
25 2-92
91.4 91.42 91.36 91.38 91.4 OK 游标卡尺
26 233.1
232.96 233.06 233 233.1 233.04 OK 游标卡尺
27 165°
165° 164.5° 164.7° 164.8° 165.1° OK 角度尺
24.6 24.5 24.56 24.6 24.62 OK 游标卡尺
26.4 1° 38.8
26.5 26.42 26.46 26.4 0.9° 1.2° 1.1° 1.1° 39.2 39.1 38.9 38.9
OK 游标卡尺
OK
角度尺/水 平台
OK 游标卡尺
51.7 51.76 51.78 51.72 51.7 OK 游标卡尺
40 10
10.04 10 10.06 10.02 10 OK 游标卡尺
41 566(+2/0)
566 567 566 566 567 OK 卷尺
43 55.1
55.46 55.5 55.52 55.48 55.5 OK 游标卡尺
44 33.5
33.36 33.38 33.38 33.4 33.38 OK 游标卡尺
88 φ5 89 2 90 10
4.96 4.96 4.96 4.94 4.98 OK 游标卡尺 1.92 1.94 1.92 1.94 1.96 OK 游标卡尺 10.16 10.14 10.16 10.14 10.12 OK 游标卡尺
91 12.2 92 φ7
12.1 12.08 12.12 12.12 12.1 OK 游标卡尺
4.97
5