ASME螺栓材料规格说明
美标螺柱标准
美标螺柱标准摘要:一、美标螺柱标准简介二、美标螺柱规格分类三、美标螺柱应用领域四、美标螺柱选购与使用注意事项正文:一、美标螺柱标准简介美标螺柱,又称美国标准螺柱,是根据美国标准协会(ANSI)制定的螺纹标准生产的一种螺纹连接件。
美标螺柱广泛应用于各类机械设备、建筑装饰、汽车制造等领域,具有较高的可信赖性。
二、美标螺柱规格分类美标螺柱按照规格可分为以下几类:1.外径规格:M1.6-M1002.长度规格:10mm-1000mm3.螺纹类型:UNC(统一螺纹)、UNF(统一fine 螺纹)、UNEF(统一extra fine 螺纹)4.螺纹角度:60°、90°、120°等5.材质:不锈钢、碳钢、合金钢等三、美标螺柱应用领域美标螺柱因其高可靠性和广泛适用性,在多个领域有着广泛应用,如:1.机械设备:用于零部件的连接、固定和支撑2.建筑装饰:用于幕墙、门窗、钢结构等的安装与连接3.汽车制造:用于发动机、transmission 等关键部件的固定4.电子产品:用于电子设备的组装和维修5.石油、化工、航空、航天等高技术领域:用于关键设备和系统的连接与固定四、美标螺柱选购与使用注意事项1.选购时,需明确使用场景和需求,选择合适的规格、材质和螺纹类型。
2.注意产品的表面处理,如防腐、防锈等性能。
3.使用时,需按照螺纹规格和使用条件选择合适的螺纹扳手或电动工具。
4.确保螺柱与连接件的螺纹匹配,避免使用不合适的螺纹造成连接失效。
5.在高温、高压、腐蚀等特殊环境下使用时,需选用特殊材质和设计的美标螺柱。
总之,美标螺柱作为一种重要的连接件,在各类行业和领域中都有着广泛应用。
ASME螺栓材料规格说明

注释NOTES1. 螺栓材料的补焊是不允许的。
Repair welding of bolting material is not permitted.2. 在此,奥氏体螺栓材料经过碳化溶液的处理,但是没有经过应变硬化,因此归在ASTM A193的类别1或类别1A。
推荐采用相应材料的ASTM A194螺母。
Where austenitic bolting materials have been carbide solution treated but not strain hardened, they are designated Class 1 or Class 1A in ASTM A193. ASTM A194 nuts of corresponding material are recommended.3. 在此奥氏体螺栓材料经过碳化溶液处理和应力硬化处理,因此归在ASTM A193类别2里。
推荐采用相应材料的ASTM A194螺母。
Where austenitic bolting materials have been carbide solution treated and strain hardened, they are designated Class 2 in ASTM A193. ASTM A194 nuts of corresponding material are recommended.4. 关于应用的范围和强度等级,参阅ASME B16.34段5.1.1.For limitations of usage and strength levels, see ASME B16.34 para. 5.1.1.5. 被钻孔或头部尺寸太小的螺栓不能使用。
Bolts with drilled or undersize heads shall not be used.6. 对于应用在低温环境的铁素体螺栓材料,推荐采用ASTM A194等级4或等级7螺母。
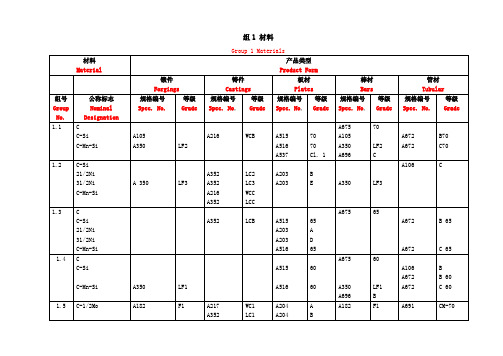
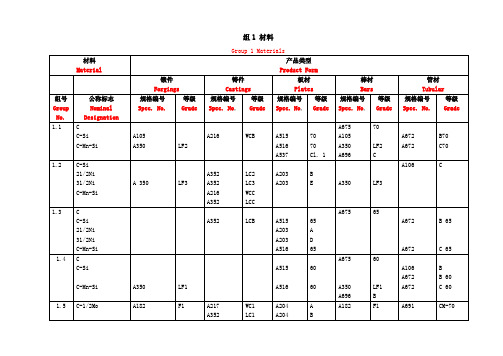
ASME材料分类
1Cr-1/2Mo
A387
A387
A387
2 Cl.1
2 Cl. 2
12 Cl. 1
A335
A369
A691
P1
FP1
1/2Cr
1.7
C-1/2Mo
1/2Cr-1/2Mo
Ni-1/2Cr-1/2Mo
3/4Ni-Mo-3/4Cr
A182
F2
A217
A217
WC4
WC5
A204
C
A182
等级
Grade
规格编号
Spec. No.
等级
Grade
规格编号
Spec. No.
等级
Grade
规格编号
Spec. No.
等级
Grade
1.1
C
C-Si
C-Mn-Si
A105
A350
LF2
A216
WCB
A515
A516
A537
70
70
Cl. 1
A675
A105
A350
A696
70
LF2
C
A672
A672
CF8A
CF3M
CF8M
CG8M
A240
A240
A240
316
316H
317
A182
A182
A479
A479
F316
F316H
316
316H
A312
A312
A358
A376
A376
A430
A430
A312
TP316
TP316H
(完整word版)ASMEA193194和API20E螺栓螺母紧固件技术条件

API产品螺栓螺母基本技术条件1 范围规定了螺栓和螺母的尺寸规格、要求、试验方法、验收规则、标志、包装、储存和运输要求。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的应用文件,其最新版本(包括所有的修改单)适用于本文件.GB/T 3普通螺纹收尾、肩距、退刀槽和倒角ASTM A 193高温用合金钢和不锈钢螺栓材料规范ASTM A 194高温、高压或高温高压螺栓用碳钢及合金钢螺母标准规范ASTM A 320低温用合金钢和不锈钢螺栓材料规范ASTM A 370钢制品力学性能试验的标准试验方法与定义ASTM E 10金属材料的布氏硬度标准试验方法ASTM E 18金属材料的洛氏硬度和洛氏表面硬度标准试验方法ASTM E 140金属标准硬度换算表——布氏硬度、维氏硬度、洛氏硬度、表面硬度之间的关系ASTM E 381钢制品包括棒、钢坯、钢锭和锻件的宏观侵蚀试验方法ASTM E 709磁粉检验的标准指南3 规格及标记双头螺栓、栽丝螺栓、螺钉、螺母尺寸及规格标记见附录A.4 要求4.1 材料4.1.1 材料的熔炼要求用于制造螺栓和螺母的钢应采用下面任一种方法冶炼:平炉、碱性氧顶吹转炉、电炉或真空感应炉(VIM)。
钢水在浇铸前或浇铸钢锭及连铸过程中可进行真空处理.任何熔炼方法的钢水应充分镇静。
碱性氧气顶吹转炉冶炼的钢的含铬量应在6%以下.4.1.2 材料要求用于制造螺栓和螺母的材料应有材质证明书,材料牌号应符合表1规定。
制造螺栓螺母的常用材料的化学成份及偏差符合表2规定。
如选用的材料符合ASTM A193、ASTM A 194和ASTM A 320对螺栓螺母的控制要求并得到技术中心批准后也可使用。
4.22HM、2H、7、7M级钢的螺母需用热锻或冷锻制成,或用热锻、热扎及冷拔的棒料机加工而成,并且应进行热处理以符合力学性能的要求.螺母应在其钢的临界温度以上进行重新热处理,并在符合要求的介质中淬火。
GB150及SAME标准螺栓材质化学成分对照表(螺栓)

使用温度 0C
直径
mm
化学成分%
抗拉强度 屈服点 延伸率
其它成分%
C≤ Mn≤ Si≤ S≤ P≤ Cr≤ Ni≤ Mo≤
Mpa Mpa %
供货状态
N N Q+T Q+T Q+T Q+T
Q+T Q+T Q+T
Q+T
Q+T
Q+T Q+T Q+T Q+T Q+T Q+T Q+T Q+T Q+T Q+T Q+T Q+T Q+T Q+T
590 390 18
ASME SA193-B5
649
≤100
> 0.10 1.00
1.00 0.030 0.040 4.00~6.00 0.60 0.40~0.65
690 505 16
低温用螺栓
GB3077 30CrMoA
-100 ≤M22 0.26~0.33 0.40~0.70 0.17~0.37 0.025 0.025 0.80~1.10 0.30 0.15~0.25 Cu≤0.25 700 550 12
40Cr 40Cr 30CrMoA
400 ≤M22 0.37~0.44 0.50~0.80 0.17~0.37 0.035 0.035 0.80~1.10 0.30
Cu≤0.3
400 M24~M36 0.37~0.44 0.50~0.80 0.17~0.37 0.035 0.035 0.80~1.10 0.30
Cu≤0.3
500 ≤M22 0.26~0.33 0.40~0.70 0.17~0.37 0.025 0.025 0.80~1.10 0.30 0.15~0.25 Cu≤0.25
中国GB150美国ASME螺栓标准材料化学成分对照表,钢号对照表(螺栓)

0.60 0.60 0.30 0.30 0.30 0.30 0.30
0.45~0.65 0.40~0.65 0.15~0.25 0.15~0.25 0.15~0.25 0.15~0.25 0.15~0.25 0.15~0.25 0.15~0.25 0.15~0.25 0.15~0.25 0.15~0.25 0.15~0.25 0.20~0.30 0.15~0.25 Cu≤0.25 Cu≤0.25 Cu≤0.25 Cu≤0.25 Cu≤0.25
中国GB150及美国ASME标准螺栓材料化学成分对照表
标准号
GB700 GB699 GB699 GB3077 GB3077 ASME ASME ASME ASME ASME GB3077 GB3077 GB3077 GB3077 GB3077 GB3077 GB3077 GB3077 GB3077 ASME ASME ASME ASME ASME GB3077 材料名称 Q235-A 35 35 40MnB 40MnB SA354-BC SA354-BC SA449-1 SA449-1 SA449-1 40MnVB 40MnVB 40Cr 40Cr 30CrMoA 30CrMoA 35CrMoA 35CrMoA 35CrMoA SA193-B7 SA193-B7 SA193-B7 SA193-B7M SA193-B7M 35CrMoVA
使用温度
0
直径
化学成分% C≤ Mn≤ Si≤
0.30
C
mm
≤M20 ≤M22 M24~M27 ≤M22 M24~M36 ≤64 >64~100 ≤25.4 >25.4 ~38 >38~76 ≤M22 M24~M36 ≤M22 M24~M36 ≤M22 M24~M56 ≤M22 M24~M80 ≤65 65~100 >100~180 ≤100 >100~180
NB-2000 材料 ASME-Ⅲ-1-NB(1级部件)
板,其宽度至少为 t。 (3)在取样部位边缘使用隔热垫板或绝热措施。
应验证这种方法的冷却速率与上述(a)或(b)的冷却速率相等(这些数据应记载在经确认 的材料试验报告中)。
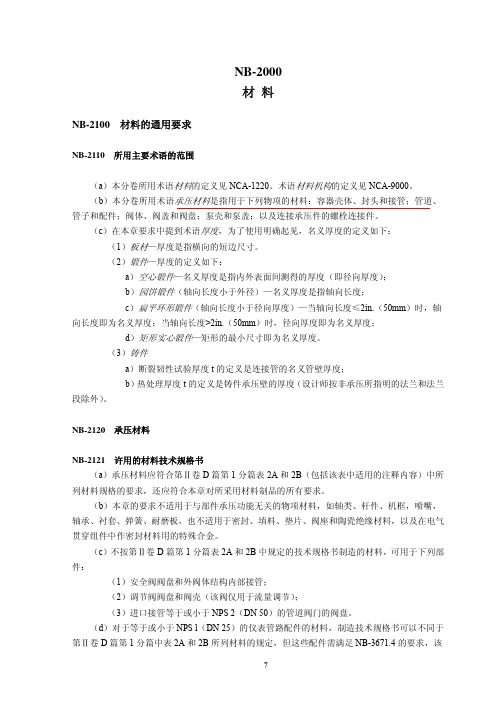
NB-2000 材料
NB-2100 材料的通用要求
NB-2110 所用主要术语的范围
(a)本分卷所用术语材料的定义见 NCA-1220。术语材料机构的定义见 NCA-9000。 (b)本分卷所用术语承压材料是指用于下列物项的材料:容器壳体、封头和接管;管道、 管子和配件;阀体、阀盖和阀盘;泵壳和泵盖;以及连接承压件的螺栓连接件。 (c)在本章要求中提到术语厚度,为了使用明确起见,名义厚度的定义如下:
样的数量,应符合材料技术规格书,但按下列各条要求者例外,所提到的尺寸均表示名义值。
(c)符合本分卷要求并备有可接受证书的轧制结构钢型材,可用焊接进行修补,对焊工、 焊接文件和检测要求按 SA-6 规定。
10
NB-2200 铁素体钢材的试件和试样
NB-2210 热处理要求
NB-2211 铁素体材料试件的热处理1 当铁素体钢材在部件的制作或安装过程中需进行热处理时,则用作拉伸和冲击试样的材料应
NB-2212.2 通用规程 如果试样是按 NB-2220 的规定,从产品有关表面来切取时,则下列 (a)、(b)和(c)中所规定的通用规程之一,可用于淬火和回火材料或代表该材料的试件。制 定所用方法的更细致的专用细则,应是材料机构和证书持有者的责任。
(a)可以采用任何规程,只要验证采用的规程能使试验材料的冷却速率接近产品主体上离
NB-2212 淬火和回火材料试件的热处理 NB-2212.1 冷却速率 当铁素体钢材从奥氏体化温度进行淬火时,代表这些材料试件的冷
美国螺栓标准(ANSI bolt standards)
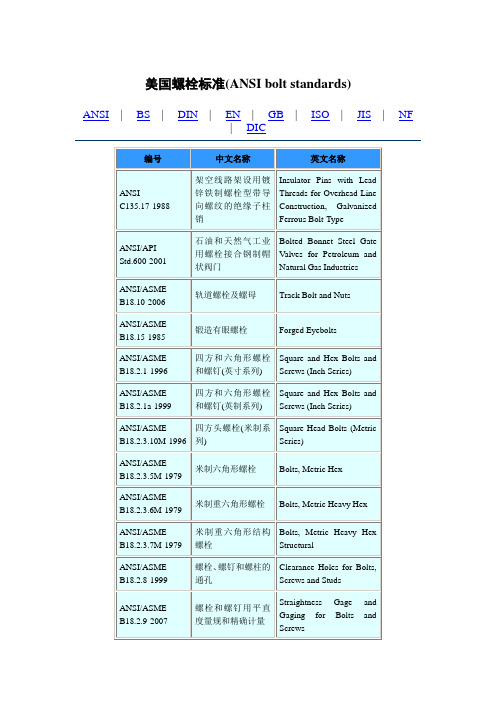
(Metric heavy hex structural bolts; Errata)
ASME B18.2.3.7M-1979
米制加重六角头结构螺栓
(Metric heavy hex structural bolts)
ASME B18.5-1990
英制圆头螺栓
(Round head bolts (Inch series))
螺栓螺纹锁定厌氧复合物检验程序惯例
Practice for Inspection Procedure for Use of Anaerobic Thread Locking Compounds with Studs
ANSI/ASTM F704-1997
管道系统法兰接头用螺栓长度的选用惯例
Practice for Selecting Bolting Lengths for Piping System Flanged Joints
Specification for Alloy-Steel Bolting Materials for Low-Temperature Service
ANSI/ASTM F1142-1990
半埋入式防油、防水、螺栓连接人孔盖组件规范
Specification for Manhole Cover Assembly, Bolted, Semi-Flush, Oiltight and Watertight
方头和六角头螺栓和螺钉(英制系列).附录
(Square and hex bolts and screws (inch series); Addenda)
ASME B18.2.3.5MErrata-1981
米制六角头螺栓,正误表
ASME规范及认证材料篇详述
3 ASME 材料与UNS 的关系
12
2 UNS 的编制方法
(1)统一编号体系(UNS)对金属与合金规定了18 个编号系列,每一种UNS 编号由单个字母作前缀,后面为5 位阿拉伯数字组成,大多数情况下字母代 表了金属性。例如,铝用A 表示,贵重金属用P 表示,不锈钢用S 表示。碳 素结构钢由AISI 表示为AISI 1020,被容纳在UNS 内标识为G10200,这里G 表示AISI 和SAE( 美国机动工程师协会)标准的碳钢及合金钢,五位阿拉伯 数字中,前4 位数字采用了AISI 和SAE 钢号系统的数字编号。第五位数字, 也就是最后一位数字一般为0,若表示钢的特殊性能或含有特殊元素时,则采 用其他数字。如GXXXX1,
回火 淬火后的钢非常脆,为增加韧性,将其加热到A1以下,然后冷 却以得到所期望的高强度和良好韧性的综合性能。
ASME seminar March 2004
6
1 有色金属
主要用于强腐蚀、高温的环境。
铝合金
- 不导磁、具有良好的可成型性、高的强度-重量比。
铜合金
- 良好的耐腐蚀性和机械加工性能。
镍合金
- 极好的耐腐蚀性和高温抗氧化性能。
钛和锆合金 - 耐腐蚀性极强。
ASME seminar March 2004
7
1 有色金属合金的热处理
退火 将材料加热到一定的温度,然后缓慢冷却。目的是使材料软化,消 除冷加工应力。
正火 将材料加热到稍高于退火温度,然后以比退火快的冷却速度冷却。
固溶处理
在足以使各合金元素可随机弥散的高温下进行的热处理。
由美国铜业发展协会(CDA)材料组成UNS 编号: C × × × × × ,C 表示铜及铜合金; 第一个× 表示分类代号:1 为纯铜,高铜合金;2 为Cu -Zn 系,3 为Cu -Zn -Pb 系,4 为Cu -Zn-Sn 系,5 为Cu -Sn,Cu -Sn -Pb 系,6 为Cu -Al,Cu -Si,特殊Cu -Zn 系,7 为Cu -Ni, Cu -Ni -Zn 系,8,9 为铸造铜及铜合金;第二、三个× × 表示合金编号;第四、五个× × 一般均为00 。
ASME材料分类
N08330
B536
N08330
B511
N08330
B535
N08330
组4材料
Group 4 Materials
螺栓材料规格说明[注释(1)]
Bolting Material Specifications [Note (1)]
规格编号
SpecificationNo.
等级
Grade
注释
Notes
等级
Grade
规格编号
Spec. No.
等级
Grade
规格编号
Spec. No.
等级
Grade
规格编号
Spec. No.
等级
Grade
1.1
C
C-Si
C-Mn-Si
A105
A350
LF2
A216
WCB
A515
A516
A537
70
70
Cl. 1
A675
A105
A350
A696
70
LF2
C
A672
A672
3.3
99Ni-Low C
B160
N02201
B162
N02201
B160
N02200
3.4
67Ni-30Cu
67Ni-30Cu-S
B564
N04400
B564
N04405
B127
N04400
B164
B164
N04400
N04405
B165
B163
N04400
N04400
3.5
72Ni-15Cr-8Fe
美标螺栓的规格型号及表示方法

美标螺栓的规格型号及表示方法美标螺栓那可真是个好家伙!咱先说说它的规格型号吧。
就像不同的人有不同的身材,美标螺栓也有各种不同的大小和形状。
有粗有细,有长有短,那可真是五花八门。
你想想,要是没有这些不同的规格型号,那可咋满足各种不同的需求呢?表示方法也挺有讲究呢!可不是随便几个数字和字母就完事儿了。
那一个个符号就像是密码一样,得好好琢磨才能明白。
这就好比是一种神秘的语言,只有懂的人才能解开其中的奥秘。
你说神奇不神奇?在使用美标螺栓的过程中,安全性那是相当重要啊!这就像是走钢丝,稍有不慎就可能出问题。
要是螺栓不牢固,那后果可不堪设想。
所以在选择和使用的时候,一定要小心谨慎,可不能马虎大意。
你难道不想保证自己的工程安全可靠吗?稳定性也是不容忽视的一点。
美标螺栓就像一座坚固的桥梁,要能承受各种压力和考验。
如果不稳定,那随时都可能崩塌。
你能想象到那种后果吗?美标螺栓的应用场景那可多了去了。
在建筑、机械、汽车等领域都能看到它的身影。
它就像是一个万能的小助手,哪里需要就去哪里。
你说它厉害不厉害?它的优势也很明显啊!质量可靠,标准严格,让人用起来放心。
而且规格型号齐全,总能找到适合自己的那一款。
这就好比是在超市里购物,有各种各样的选择,总能挑到自己满意的。
你难道不喜欢这样的产品吗?给你举个实际案例吧。
有一次,在一个大型建筑项目中,就用到了美标螺栓。
那效果,简直杠杠的!不仅安装方便,而且牢固可靠。
整个工程顺利完成,没有出现任何问题。
你说这美标螺栓是不是很牛?美标螺栓就是这么棒!规格型号多,表示方法有讲究,安全稳定,应用场景广,优势明显。
你还等什么呢?赶紧去试试吧!。
高强度钢螺栓标准规
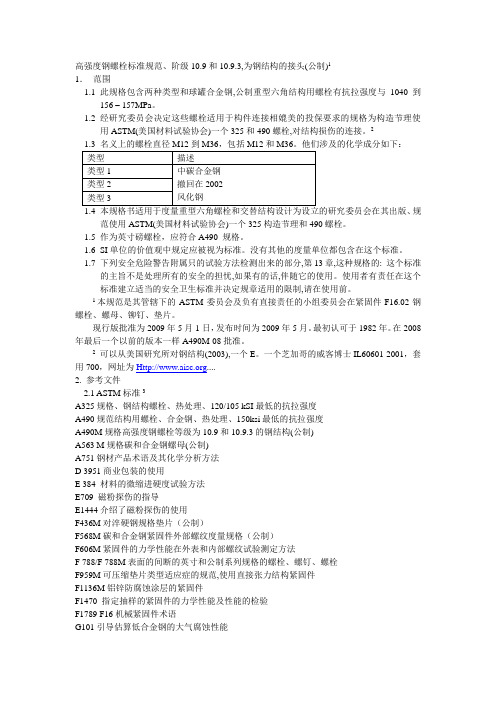
高强度钢螺栓标准规范、阶级10.9和10.9.3,为钢结构的接头(公制)11.范围1.1此规格包含两种类型和球罐合金钢,公制重型六角结构用螺栓有抗拉强度与1040到156 – 157MPa。
1.2经研究委员会决定这些螺栓适用于构件连接相媲美的投保要求的规格为构造节理使用ASTM(美国材料试验协会)一个325和490螺栓,对结构损伤的连接。
21.4本规格书适用于度量重型六角螺栓和交替结构设计为设立的研究委员会在其出版、规范使用ASTM(美国材料试验协会)一个325构造节理和490螺栓。
1.5作为英寸磅螺栓,应符合A490 规格。
1.6SI单位的价值观中规定应被视为标准。
没有其他的度量单位都包含在这个标准。
1.7下列安全危险警告附属只的试验方法检测出来的部分,第13章,这种规格的: 这个标准的主旨不是处理所有的安全的担忧,如果有的话,伴随它的使用。
使用者有责任在这个标准建立适当的安全卫生标准并决定规章适用的限制,请在使用前。
1本规范是其管辖下的ASTM委员会及负有直接责任的小组委员会在紧固件F16.02钢螺栓、螺母、铆钉、垫片。
现行版批准为2009年5月1日,发布时间为2009年5月。
最初认可于1982年。
在2008年最后一个以前的版本一样A490M-08批准。
2可以从美国研究所对钢结构(2003),一个E。
一个芝加哥的威客博士IL60601-2001,套用700,网址为....2. 参考文件2.1 ASTM标准3A325规格、钢结构螺栓、热处理、120/105 kSI最低的抗拉强度A490规范结构用螺栓、合金钢、热处理、150ksi最低的抗拉强度A490M规格高强度钢螺栓等级为10.9和10.9.3的钢结构(公制)A563 M规格碳和合金钢螺母(公制)A751钢材产品术语及其化学分析方法D 3951商业包装的使用E 384 材料的微缩进硬度试验方法E709 磁粉探伤的指导E1444介绍了磁粉探伤的使用F436M对淬硬钢规格垫片(公制)F568M碳和合金钢紧固件外部螺纹度量规格(公制)F606M紧固件的力学性能在外表和内部螺纹试验测定方法F 788/F 788M表面的间断的英寸和公制系列规格的螺栓、螺钉、螺栓F959M可压缩垫片类型适应症的规范,使用直接张力结构紧固件F1136M铝锌防腐蚀涂层的紧固件F1470 指定抽样的紧固件的力学性能及性能的检验F1789 F16机械紧固件术语G101引导估算低合金钢的大气腐蚀性能表1对1型螺栓的化学要求B1.13M 公制螺纹B18.2.3.7M 公制六角螺栓重结构B18.24 部分的识别数字(PIN)B18代码系统标准紧固件产品2.3 ISO 标准:47412 高强度结构的六角头螺栓(在大宽度的螺栓螺纹长度单位(短)层——8.8和10.9级类)2.4 SAE 标准:5J121 螺纹紧固件的硬化和老练的脱碳2.5 IFI标准6IFI 144适用于高强度结构的螺栓试验评价程序涂料资格3术语3.1 在本规范用语是定义在术语的定义F1789,除非另有规定。
ASTM A320&A320M-2003 低温用合金钢螺栓材料规格
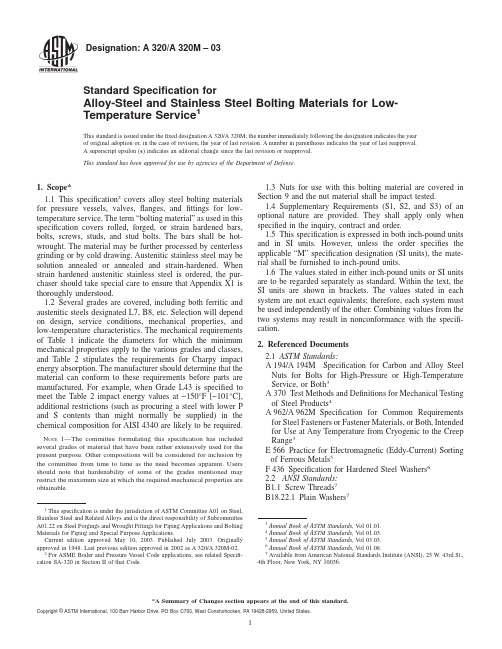
1. Scope*
1.1 This specification2 covers alloy steel bolting materials for pressure vessels, valves, flanges, and fittings for lowtemperature service. The term “bolting material” as used in this specification covers rolled, forged, or strain hardened bars, bolts, screws, studs, and stud bolts. The bars shall be hotwrought. The material may be further processed by centerless grinding or by cold drawing. Austenitic stainless steel may be solution annealed or annealed and strain-hardened. When strain hardened austenitic stainless steel is ordered, the purchaser should take special care to ensure that Appendix X1 is thoroughly understood.
*A Summary of Changes section appears at the end of this standard.
ASME常用螺栓

ASME常用螺栓SA-193B7M级别的螺栓材料的化学成分与B7级相同,经过淬火和回火,以达到较低的硬度。
它们的拉伸强度也低于B7级别的螺栓。
通常用于应力腐蚀开裂环境/浮头换热器。
SA-194 2HM级别的螺母与2H级别的螺母相似,推荐用于应力腐蚀开裂环境。
SA-193B16级别的螺栓主要用于400°C到595°C的高温应用。
它们由铬钼钒合金钢制成,B16级别的螺栓具有与B7级别相似的机械强度,但紧固件在高温下仍能保持强度,并且在高温下松弛较少。
B16级别的螺栓可以匹配的螺母主要有两个级别:4级和7级,是经过热处理的铬钼钢螺母,适用于零度以下的工况,最低用于-48°C。
需要提及的是,通常B16级别的螺栓须与7级(或4级)的螺母一起使用,因为它们具有相似的特性。
SA-193 B8级别的螺栓通常用于595°C到815°C的高温应用。
但是需要注意B8 CL. 1和B8 CL. 2之间的差异。
SA-193 B8级别的螺栓304奥氏体不锈钢制成,需要进行固溶处理。
CL. 1螺栓没有应变硬化,屈服强度为205MPa;CL.2 螺栓经过应变硬化处理,屈服强度为690MPa。
SA-194 8级螺母和SA-193B8级别的螺栓配用。
SA-193B8M级别的螺栓和B8级别的主要区别是材料。
B8M 级别由316奥氏体不锈钢制成,更耐腐蚀。
SA-193 B8M级别Class 1需要固溶处理,Class 2需要进行应变硬化。
SA-194 8M级螺母和SA-193 B8M级别的螺栓配用。
SA-320L7和L7M级别螺栓通常用于45℃至-101℃的低温环境,通常和SA-194 4级/7级螺母配用。
GB、ASME、EN13445、API有色金属设计原创分享!。
ASMEA193194和API20E螺栓螺母紧固件技术条件
API产品螺栓螺母基本技术条件i范围规定了螺栓和螺母的尺寸规格、要求、试验方法、验收规则、标志、包装、储存和运输要求。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的应用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 3 普通螺纹收尾、肩距、退刀槽和倒角ASTM A 193 高温用合金钢和不锈钢螺栓材料规范ASTM A 194 高温、高压或高温高压螺栓用碳钢及合金钢螺母标准规范ASTM A 320 低温用合金钢和不锈钢螺栓材料规范ASTM A 370 钢制品力学性能试验的标准试验方法与定义ASTM E 10 金属材料的布氏硬度标准试验方法ASTM E 18 金属材料的洛氏硬度和洛氏表面硬度标准试验方法ASTM E 140 金属标准硬度换算表一一布氏硬度、维氏硬度、洛氏硬度、表面硬度之间的关系ASTM E 381 钢制品包括棒、钢坯、钢锭和锻件的宏观侵蚀试验方法ASTM E 709 磁粉检验的标准指南3 规格及标记双头螺栓、栽丝螺栓、螺钉、螺母尺寸及规格标记见附录Ao4 要求4.1 材料4.1 .1 材料的熔炼要求用于制造螺栓和螺母的钢应采用下面任一种方法冶炼:平炉、碱性氧顶吹转炉、电炉或真空感应炉(VIM)。
钢水在浇铸前或浇铸钢锭及连铸过程中可进行真空处理。
任何熔炼方法的钢水应充分镇静。
碱性氧气顶吹转炉冶炼的钢的含铬量应在6河下。
4.1.2 材料要求用于制造螺栓和螺母的材料应有材质证明书,材料牌号应符合表1规定。
制造螺栓螺母的常用材料的化学成份及偏差符合表2规定。
如选用的材料符合ASTMA193、ASTMA 194和ASTM A 320对螺栓螺母的控制要求并得到技术中心批准后也可使用。
2HM 2H、7、7M级钢的螺母需用热锻或冷锻制成,或用热锻、热扎及冷拔的棒料机加工而成,并且应进行热处理以符合力学性能的要求。
螺母应在其钢的临界温度以上进行重新热处理,并在符合要求的介质中淬火。
ASME/ASTM紧固件材料标准剖析

ASME/ASTM紧固件材料标准剖析第3期ASME/ASTM紧固件材料标准剖析摘要率文仅就过程工业中压力容器及压力管道常用的紧固件材料标准及牌号进行赴析.关键词,笆里蓬里生苎蔓准_撕瑶力喀器,压营道在ASME/ASTM压力容器(第Ⅷ卷第l册)和压力管道(ANSIB31.3)用钢材标准体系中,紧固件材料标准是其中一个组成部份,而且通常区分为螺栓,螺柱等外螺纹紧固件以及螺母之类内螺纹紧固件两个类别标准.1常用的紧固件材D;DASME/ASTM紧固件材料标准不仅包括了对材料和性能的要求,通常还包括了对螺纹,紧固件型式,配用螺母以及表面处理等等多方面的要求.(1)材料标准(见表1)表1常用紧固件材料标准及牌号一1览用途外螺纹(如六角螺桂,蟪柱)内螺纹(如螺母)高强度紧固件SA193一B7,B16SA194—2H,7抗s应力腐蚀用SA193一B7MSAI94—2HM奥氏俸不错钢(低强度)SA193一B8c1l(3o4),B8Mc1.1(316)SA194—8(3O,mI316) 奥氏体不错钢(形变强化,中等强度)SA193一B8cl2(3O4),BSMc1.2(316)SA194—8(304),8M(316)低温用sA320一L7194—7L通用的低强度碳钢金固件(46—4.蝴)A307GfBA563一A通用的高强度谪质紧固件(88级)A一IA563一DH(重型六角jI3DA563一DH(重型六角)高性能超高强度嗣质舍金钢紧固件SA540一B23(a340)SA540一B23l4340) 高温用高强度奥氏体钢紧固件SA453—660SA453—660在表1所列的众多紧固件材料标准中,大致可按下列原则对标准进行分类:①外螺纹紧固件材料标准与内螺纹紧固件标准的区分由表可见,除了SA5dO和SA453这两个性能要求特别高的标准外,一般分别列为两个标准.外螺纹:SA193,320,307,325,354;内螺纹:SA194,563;合用:SA540,453:②标准有专用和通用的区分为专用的紧固件标准A307,A325,A563,A354为通用的标准.专用的紧固件标准通常具体规定了每个牌号的化学成份范围,按炉批号进行检验,因此适用于高温低温,质量要求较高以及专用结构型式的场合.过程工业设备和管道中主要使用这一类紧固件标准.通用的紧固件标准一般不具体规定每个牌号的化学成份,仅仅给出一个很大的成份范围,允许制造厂在保证性能达到标准要求的前提下,根据各自的工艺条件,在众多的坯料牌号中选用;成品的交货检验接生产批进行,所以产品为通用定型型式,批量较大且可由不同牌号,不同炉批号组成,检验率较低.因此其质量等级相当于(略高于)我国的商品紧固化工设备与管道21300年第37卷件.因此一般不用于高温或低温.工程项目中一般在下列工况下使用A307Gr.B的六角螺栓及A563一A螺母.c垫片为非属软垫片;d.使用温度≤200~C.(2)螺纹标准美标螺纹与我国通用的紧固件螺纹是不同的,见表2所示.表2螺纹标准厦常用紧固件型式英寸釉(美国)米制(tSO)ANSIBI.1(精度等级:阳m682A,阴2H)D13,Bs3043螺纹BSl580GH192,ISIBO206,B0208disBO205,B0207六角螺挂:A~NSIB182I六角螺桂:常用重型杰角头ANSIB182.35M紧周僻螺母:A[~SIB1822重六角螺母:型卉角头系列SIB18.24IM(I型)型式全螺纹螺柱:/h~lSIB182IB18.242M'Ⅱ型)(双头螺桂)积头螺栓我国紧固件行业通用的是IsO68(GB192)和ISO261一(GB193)米制普通螺纹,牙型角为60~.世界各主要工业国家均采用米制普通螺纹,但美国一般采用英寸制统一螺纹;英国和日本则两套螺纹标准并用.美标紧固件一般采用ANSIB1.1(BS158o)英寸制统一螺纹,虽然牙型角相同为60~,但牙高,螺距及尺寸单位制不同.两套螺纹标准不能互配使用由于kSIVlE/ANSI压力容器和压力管道规范是国际上通用的规范.因此近年来欧洲,13本等工业国家以及我国工业界在装备,材料国产化中经常会遇到使用美标法兰及螺栓材料标准,而紧固件的螺纹采用米制普通螺纹的情况.设计选用,采购,制造和使用时必须注意.美标螺纹的螺距有粗牙,细牙,特细牙和不变螺距等多种系列.一般情况下,螺纹直径≤1in使用粗牙(UNC);大于1in使用8牙(8UN)居多.(3)紧固件型式用的英寸制紧固件型式标准其型式尺寸与我国通用的紧固件型式,除了在尺寸单位及螺纹上的差别外,主要在于六角的对边尺寸和螺母高度上. ASbIE,,ANSI压力容器及管道规范规定使用美标型六角螺母系列(对应的六角螺栓的头部尺寸也应重型六角螺母与我国常用的螺母(GB6170I型)相比,六角的对边宽度较宽,螺母高度较高(1D)如下表所示.襄3美标螺柱一般为全螺纹螺柱.而我国一般使用双头螺栓.由于双头螺栓的无螺纹部份直径大于螺纹根径,因此属于刚性螺栓,其抗疲劳及防松驰性能要低于全螺纹螺柱.此外,美标螺柱的长度不包括端部倒角,而我国的螺柱长度一般包括两端的倒角.美标紧固件中bolts为带头(六角)螺栓;Studbolts为全螺纹螺柱.美国紧固件型式标准中也包括了米制紧固件型式, 见表2P)i:示但通常使用较少,仅仅在美国境外的国家特别注明时使用,而且一般与米制普通螺纹共用.(4)表面处理通用的紧固件标准中经常包括紧固件的表面处理要求,如热浸镀锌,机械镀锌以及根据用户需要提出的其他表面处理要求—镀隔,镀Teflon,发黑(氰化)等. 镀锌经常使用的质量标准为:热浸镀锌ASTMA153C级:机械镀锌_&STMB69550级.外螺纹紧固件一般滚丝后热镀锌或机械镀锌,并允许加大螺距和螺纹直径.内螺纹紧固件一般热镀锌后攻丝或攻丝后机械镀锌,内螺纹紧固件同样允许有规定量值的加大螺距和螺纹直径,如表4所列.襄4螺纹尺寸(m)J加大的量值inf叻)l/4lo016IO.41)5/16,3/8l0.o171043】7,16,i/2cool8(046J9/16—3/4l0020(O.51)7/8lo022(O.56)1一Il/410.024l06I)I帅一11/'2Io027(o69)I3244JO舾OfI.27)第3期综上所述,ASME/ASTM紧固件材料标准中包括的内容相当广泛,已超出了材料标准的范畴.但必须注意,涉及的螺纹,紧固件型式,配套螺母以及表面处理等内容,并不是规定性的内容,而是作为推荐性的一般规定.用户在采购时可以根据需要提出其他要求,与制造厂协商.本文仅就一般选用情况作一介绍2s.A193标准(1)B7,B7M和SA320一L7的化学成份在表1所列的众多标准和牌号中,SA193一B7是压力容器和压力管道中最常用的螺栓材料牌号.SA193一BTM,SA320一L7等牌号实际上都是B7的改型.表5所列为这些材料的化学成份(熔炼分析).由表5可见①SA193一B7的化学成份,尤其是古碳量成份范围报表5螺栓用钢(B7,BTM,L7,BI6)的化学成份c熔炼分析化学成份(%)牌号——CNnSPCrMoV注ANI4140,4142,4I45,S^I93一B70370.郢065—1100I5—035≤004≤0035075一I.20I5—0.2苎4140H ,4142H,4145H—035≤0.04≤0035075—12015—04KlIS42HI41,440l删.41,442.41445l3oH.4140H1SA320一U0.38—0480.75—10015—0.35《004≤—035≤004≤003508~110I5—0.签A塔I4145043—0.4AI4I40H037044AI4I42H039046065—110.15—035≤0.04≤0035075—12015—0AI4145H042—049AI413o0.28—03304—060I5—035≤004≤0.03508—1.1.I5—0.25AlsI4l30|l0.27—0.3303—070.75~I2SA193一B16036—0470.45—07015~035≤0.04≤35CrM0A032—0.4(0.4—070.8一I1015~0罂42crMoA038~0地05—080.17—0.37≤0035≤003509~I.2015~0GB3077优质钢25Cr2MA022~02【05—0,815一I.8025~03015~0加宽.在美国的台金结构钢钢号体系中,B7包括了.MSI4140,4142,4145,4140H,41421/,41451-1等六个牌号的成份范围.②与我国常用的螺栓材料牌号—cB3叩735CrNoA相比B7的古聩量明显提高,达到了42GrMoA的水平,而且Mn古量也偏高.因此生产厂在准备坯料时必须注意这一差别.③B7是一种调质高强钢,它的机械性能与成份(尤其是影响淬透性的元素一c),热处理工艺和截面尺寸密切相关.因此,虽然B7的成份范围较宽,实际上这是为了适应不同规格的需要,同时给生产厂有较大的选择坯料和热处理工艺制度的余地.④B7M是B7的改型.B7M是为了适用于古硫能源(煤,油,气)开采,贮运,加工过程中的防止ths应力腐蚀破裂.NACE和API等都制订了专『1的规范,标准.其中关键的一条规定就是控制成品的硬度不得大于RC22,也即相当于RB99 或}琚235.为了使紧固件达到上述硬度控制指标,B7M放宽(降低)了C,Mn古量的下限,提高了最低回火温度,降低了强度的指标:由表5可见,GB307735CrMoA的成份在BTM的成份范围之内.@SA193一B7的适用温度较宽,最高温度可达538℃,经调质后有良好的低温韧性,一般其脆性转变温度在一50℃以下,ASME压力容器规范(ASMEⅧ一1,UCS66)规定,SA193一B7免陈冲击试验情况下的最低使用温度为一48℃. 当使用温度低于一48℃时,必须对B7进行低温冲击试验,此时应选用相应保证低温冲击性能的SA320一L7,L7的化学成份基本上就是B7的化学成份,但不包括4140~4145的H型钢的成份=此外SA320一L7的主要质量指标陈了强度外, 还必须包括低温冲击试验:@SA193一B16也可看作为是B7的另一改良品种.在B7的成份基础上,提高M0古量并添加了0.3%左右的V,用以改善大截面(以上)及高温性能(≥400%)BI6的成份与我国GB3077中的25Cr2MoV有相似之处,但仍有较大差别,两种材料的坯料不能互用.⑦为了保证SA19~3铁素体螺栓材料(棒)的冶金质量,应?48?化工设备与管道2000年第钾卷每炉批号(重量不大于4500kg)按E381作低倍,且不大于s4—1t4一{24级.(2)铁素体钢螺栓的加工工艺和机械性能SA193标准对铁素体钢螺栓的热处理工艺及加工程序作出了规定,归纳如下:①B7,B7M,B16和SA320一L7螺栓均应在热成形后冷却到下转变温度以下,然后重新加热进行调质(油淬+回火),回火温度规定为:B7>_-593℃(允许采用加热炉,感应,电阻等方法加热);B7M≥62o℃(回火应在所有加工.包括螺纹禳丝后进行);BI6~>650℃(淬火温度规定为925~954~C).②材料已作热处理者,只要产品未再作一热加工或热处理,一般可不再进行热处理,但@如棒科进行冷拉定径,则应作随后消除应力热处理,温度应比回火温度低55℃;@B7M的回火处理应在产品机加工,滚丝后进行.以保证产品的表面硬度得到控制.④在热处理后的螺栓或棒材的下列部位取样,加工成园形标距41)试样进行拉伸试验,性能要求见表6所示.表6B7,B7M,B16,L7机槭性能&牌号直一最低回火温度(℃)AKV.J最高硬度(NPa)%≤6586o仍l6HB321或RC35SAl93一B7>65一≤100≥5937956551650HB302或RC33 >l00~《180咖6l518HB277或RC29≤65550B7M>65一《100≥62069O550l850HB235或RB99>100~《180515≤6586o7251850HB321或RC35B16>65一《100≥6507郁6551745HB302~RC33>100一≤l80690585l645FIB研或RC29A320一Il7≤65860725l650~101℃.27J≤38【mn,中心取样;>38mm,直径1/4取样.④对B7,B16硬度作为质量和热处理工艺的控制指标,而不作为交货验收依据,对B7M硬度不但是验收指标,而且应在产品端部逐个进行.允许用电磁法测定硬度,但必须先用洛氏(B)或布氏硬度计校正,并每个炉批至少取100件,用硬度计复核对B7,BI6硬度试验为按批进行.⑤拉伸及冲击(tT)应按批进行,组批规定如下:棒:同炉号,同直径,同回火炉次,重量不大于90(1~g,取二组; 螺栓:《3o同炉号,同直径,~<68okg,取一组;>~3o《辛45同炉号,同直径,~2000kg,取一组;>45一≤65同炉号,同直径,~270ff,.g,取一组;>,/,65同炉号,同直径,≤100件,取~组.(3)不锈钢螺栓SA193标准还包括了奥氏体铬镍不锈钢螺栓材料.常用的牌号为B8,B8M,其化学成份与304,316鲐镍不锈钢相同.SA193不锈钢螺栓标准最大的特点是根据不锈螺栓的加工工艺特征,列人了各种形变硬化等级的不锈钢螺栓材料.对B8和B8N两类螺栓材料而言.常用的形变硬化等级有三种.如表7所示.表7级别牌号标志加工工艺及成品的状志1B8,B8M盛爱后进行固溶处理'固溶处理后加工1AB",BⅢ盛鼙和螺纹加工完成后t最终连行固溶2B8,BgM塞耄霍差勰箨蝥器奥氏体不锈钢的冷作硬化倾向很大,但紧固件的冷作硬化及其应用又有其特征:①螺栓的螺纹加工一般采用滚轧工艺,也会造成表面硬化,因此在特殊的使用环境中,为了防止不锈钢紧固件因表面硬化而导致开裂,此时应选用lA等级.圆不锈钢的强度,尤其是屈服强度很低,因此强度等级为1的B8和BSM等,只能在低压,非金属软垫片场合使用③提高不锈钢强度等级的有敏途径是将棒科砖拉,形变量越大,强度越高,相应塑性损耗也越大.同时应注意到棒材的冷拉变形往往集中于表面,而芯部的变形量较少.匿此直径第3期49?越大,冷拉后整体的拉伸强度提高较少,见表8所示.同时应注意机械性能取样部位对性能值将有较大的影响:表8不锈钢蠼栓的机械性能&是高硬度(MPa)%B8,B8M5I52053050HR223或HH9萨0B队B鄹从5L52053050HBt9蜮RB90≤208606901235B8c】2>20—25795550I535(B8)>25—327254502035>32—406953452845HB321或RC35≤20760倘I5B8Mc】2>20—25690550z045(B8M)>25—3265545025>32—4062034530注:≤2嘶Ⅱn最高使厦叫为础241甄RB100.④不锈钢的固溶处理应在热加工后冷却至室温后重新加热至碳化物充分固溶后快玲⑤B8和8BA免除冲击试验的最低使用温度为一255%. B8M和B8Mcl2,B8c].2,B8MA免除冲击试验的最低使用温度为一200.低于上述温度,应按SA320选用.⑥不锈钢螺栓的拉伸及硬度试验及其检验中的组批,取样等要求与前述B7的要求相同.35Al94标准SA194是与sAl93,320等专用的外螺纹紧固件配套使用的内螺纹一螺母材料标准.其常用的牌号与螺栓的配套使用情况见表1所示.(1)从表1可见SA194螺母材料与螺栓的配套是十分有规律的.B7—2H2H为相当于45号钢以上的中,高碳钢,并经调质热处理:B7M一2HM,2it的抗睦S应力腐蚀用改良品种,回火温度高,且应按排在所有冷热加工,包括螺纹加工后进行,以控制表面硬度;B16—7,螺母材料的化学成份与B7相同,调质热处理也与B7相同;『l7—7L,保证低温冲击性能的7型螺母;B8—8,固溶处理的304钢螺母;髓一.固溶并经冷作硬化的304钢螺母;B8M一8M,固溶处理的316钢螺母;B8M一8M,固溶并经冷作硬化的316钢螺母=(2)上述SA194,2H,2HM,7,7L,8,8,8M,8M螺母均应冷热成型加工后进行调质或固溶处理,铁素体钢的最低回火温度规定于下:2H,≥455;2HM/>620℃;7,7L,≥595cC.(3)化学成份和低倍SA194螺母用材的化学成份,如前所述,7,7L以及不锈钢同螺栓材料相应牌号的要求.2H,2HM为中碳钢,化学成份如表9所示:表940I40050040l≥0l《.00≤0.1《0l《0l螺母用原材料同样应每个炉号作低倍检查.符合E381S4一R4一C4(4)美标的紧固件配台原则ASME/A螺栓螺母使用中,对螺母材料机械性能选配要求,与GB/ISO米制紧固件有较大的差别关于螺纹组台件使用时可能出现下列失效形式:①螺栓断裂;②螺桂的螺纹脱扣:③螺母的螺纹脱扣;④螺栓和螺母的螺纹都脱扣.由于脱扣是逐渐发生,尤其是螺母的螺纹脱扣更难发现,因此对螺纹组台件的配套选用时,总希望失效形式是螺栓断裂.因此螺纹组合件的选配原则一般都是要求螺栓在拧紧到保证载荷时,不会发生螺母脱扣,考虑到实际装配过程中螺栓的超载.因此ISO/GB螺纹紧固件的选配原则确定为采用螺母高度≥0.8D时,超拧10%时(相当于110%螺栓的保证载荷),组合件失效形式是螺栓断裂,而不会发生螺母脱扣由于保证载荷一般为保证应力与螺纹应力截面积的乘积,而保证应力一般略低于材料条件屈服限氏.因此螺母的屈服强度在大于螺栓的抗拉强度,化工设备与管道2000年第37卷[SO/cB的选配原则一般控制在螺母保证应力与螺栓抗拉强度基本相当,而ASME/ASTM的选配原则一般控制在螺母保证应力高于螺栓抗拉强度,而且采用加高,加宽的螺母型式来进一步提高螺母的保证载荷(5)sA194对螺母的力学性能检验SA194对螺母的机械性能检验要求是十分特殊的.标准规定的力学性能试验有三项一产品硬度检验;样品硬度检验;螺母保证载荷试验.①螺母材料不作抗拉性能检验,仅作硬度度试验.硬度试验可根据产品具体情况采用布氏,洛氏B或洛氏c方法,在完工螺母的端部或便j面进行.硬度应符合表10产品螺母要求,取样数量按表I1要求,21tM螺母应逐个检测. 表1O螺母硬度要求产品螵母样品螺母牌号HBRBRC最低HB最低RB21t<.38mm一35224—38j89>38mm2I2一揽≥95≤38l4779姗I弱一235≤99≤22159847,7L248~35224—38201948,8126—3∞60一l05表11产品螺母性能检验取样数批量产品姆母堆样数(硬度,保证载荷)≤8∞l80I一80C0280.I一~A0003【)220005注:21tM的螺母应莲件进行硬度检验②睬上述产品硬度检测外,铁索体钢螺母还应每个炉号.每个规格中取一个产品螺母,按表12工艺重新回火并保温24小时缓玲后进行硬度测试,符合表10所示的样品螺母"最低硬度要求.表l2样品螺母热处理工艺牌号l回火温度J'瑗露◎保证载荷试验螺纹和型式的螺母应按表11进行保证载荷试验.螺母按A370,A35规定的方法,拧一十经硬化处理并车有螺纹的园棒.施加规定的轴向负荷(保证载荷)后,螺母应不发生螺纹的破裂,变形或破坏保证载荷值为保证应力与螺纹应力截面积的乘积,保汪直力值如表】3所示表l3重型六角螺母的保证应力值牌号保证应力,K5{^Ⅱ)2H,7,7L175(1205)驯150(103588M80(55o)_8瑟薯j""旭8M9:~53(嘟/41)_l10l;17棚/8~-(6如l"1)(30'"腮…螺纹应力截面积=0.7854【D一0.帅46,]式中:截面积—i;D—螺纹公称直径rr每英寸牙数.SAI94标准中列有各种牌号,各种规格螺母的保证载荷值,供查阅.对于螺纹或螺母与美标不符的米制螺纹或米制螺母型式,其螺纹应力截面积不同,且保证应力值也随螺母型式的变化而应按GB30982进行凋整.索体钢)或1.13倍(应变硬化奥氏体钢)螺纹应力截面积/Z"fd2+d3,I—j一/式中:d:一螺纹中径.nan;d一螺纹计算直径,等于d1一号,mm;od】一螺纹小径,mill;日一螺纹原始三角形高度,tlllrt.4质量证明书及产品标志(1)质量证明书至少应包括下列各项化学成份(熔炼分析);低倍检查结果;热处理工艺及加热方法(炉子,感应,电阻);拉伸试验(螺栓,螺柱等外螺纹紧固件);保证载荷试验(螺母);冲击试验(L7,7L);硬度试验(对螺母应包括产品和样品;封螺栓为产品检驻结果).sA193—95标准号及其年号,牌号,炉批号;(2)产品标志必须逐渐标志,并包括下列各项制造厂标记;材料类别符号一B7,L7,B16,B8,BgM,2It……B丁M(100%硬度检测者),B8,BSM,2MH……第3期5l对痒材可成捆或装箱后用标签进行标志,标志内容同上(3)质量保证书及产品标志是用户或检验师进行材料检查时,必须检查和核实的项目.5通用的紧固件材料标准ASME/ASTM压力容器,压力管道用紧固件材料标准体系还包括了一些通用的紧固件材料标准,如SA307,325,354,563等,尤其是SA307GrB(螺栓)和SA563一A(螺母)在低压,公用工程,软垫片场合经常使用.这两大类标准(专用和通用)在适用对象,用途以及生产,检验方面,笔者认为存在着很大差别.必须引起注意.(1)本文将仅就SA307GrB/SA564一A标准进行分析.(2)SA307GrB的抗拉强度保证值为415MPa,相当于我国Q235,属低碳钢.但SA307标准中对其适用钢号基本上不作规定,仅规定P≤0.04,Sa0.05.(3)SA307虽然也列入了GTB的硬度值七,下限及产品或拉仲试样的抗拉强度值,SA564虽然也列人了A级螺母的硬度和保证载荷值.但标准对力学性能的检测作下列规定:①一般情况下,只作保证.不作检测;②订货时提出要求,可按坯料尺寸,提供一套最近的力学性能检测数据;③订货时提出要求,也可以同一规格为一批,按批取样进行力学性能试验;④产品一般无质量保证书(因为未按批检查).⑤SA307/SA563标准中对镀锌及由此而引起的镀层质量,螺纹公差的诵整等均作出明确的规定详见本文第一部份第4条;⑥综上所述,可见通用的紧固件材料标准,尤其象SA307GrB/SA563一A之类低强度螺纹组合件,具有下列特征:@适用于大批量生产的定型商品紧固件,不适用于异型或批量很小的专用紧固件;@无规定化学成份,不按批检验,因此质量等级相对较场合;@此类紧固件的适用场台见本文第一部分所述.6小结综上所述,ASME/ASTM紧固件材料标准所包含的内容是十分广泛的,远远超出了."材料"的范畴尤其是我国压力窖器,压力管道行业来讲,目前还处于无专门的紧固件材料标准的状态,因此认真研究,分析并应用ASME紧固件材料标准就更显得重要,考虑到中美两国在紧固件材料标准中的众多差别下列问题应在设计选用,采购,组织生产,检验验收中予以重视(1)螺纹采用的标准及螺距系列;(2)螺纹精度等级及帽应的量规,塞规,此外还应注意宴物的配合质量;(3)紧固件名称(如六角螺栓,驳头,全螺纹螺柱,六角螺母)及其采用的标准和系列;(4)螺纹型式与紧固件型式系列标准的对应性;(5)材料标准,牌号及螺桂/螺母的配套和对应;(6)坯料成份与ASME/AS~FM标准以及GB标准牌号的刘应或差异;(7)棒材的金相检验及ASTME381与GB标准的对应;(8)螺桂的规格,强度等级,成份,热处理工艺,硬度,冲击性能之间的埘应和配台;[9】不锈锕螺栓的拎变形与规格,强度等级的对应和配合: (to)热处理工艺以及热处理与其他加工工序的配合和时何顺序(尤其对B7M以及Bg&,BgⅥA);(1I)拉伸试样(4d)和取样部位(中心,l/4直径);(12)组批及取样数量规定应符合标准要求;(13)BTM及2HM的100%硬度检测以及硬度测定方法;(14)SA193和SA320标准的差别,厦合理选用(包括铁素体钢和奥氏体锕紧固件);(15)却贝试样加工和低温冲击试验方法;(16)螺母的产品硬度试验,样品硬度试验,产品保证载荷试验都应作为交货检验依据;【17)热镀锌,机械镀锌等表面处理应遵守的质量标准及等级;(18)紧固件产品表面质量,装配质量及镀层质量要求及验收:(19)表而镀层对螺纹尺寸公差的影响及拄制;(2(])外螺纹紧固件,内螺纹紧固件,棒材的质量证明书, 内容,格式;(21)产品的标志内容以及标志清晰和规范化(不要遗忘厂标);(22)采购规范应包括及说明的内容;(231设计选用以及有关技术文件应予明确的内容和依据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注释
NOTES
1. 螺栓材料的补焊是不允许的。
Repair welding of bolting material is not permitted.
2. 在此,奥氏体螺栓材料经过碳化溶液的处理,但是没有经过应变硬化,因此归在ASTM A193的类别1或类别1A。
推荐采用相应材料
的ASTM A194螺母。
Where austenitic bolting materials have been carbide solution treated but not strain hardened, they are designated Class 1 or Class 1A in ASTM A193. ASTM A194 nuts of corresponding material are recommended.
3. 在此奥氏体螺栓材料经过碳化溶液处理和应力硬化处理,因此归在ASTM A193类别2里。
推荐采用相应材料的ASTM A194螺母。
Where austenitic bolting materials have been carbide solution treated and strain hardened, they are designated Class 2 in ASTM A193. ASTM A194 nuts of corresponding material are recommended.
4. 关于应用的范围和强度等级,参阅ASME B16.34段
5.1.1.
For limitations of usage and strength levels, see ASME B16.34 para. 5.1.1.
5. 被钻孔或头部尺寸太小的螺栓不能使用。
Bolts with drilled or undersize heads shall not be used.
6. 对于应用在低温环境的铁素体螺栓材料,推荐采用ASTM A194等级4或等级7螺母。
For ferritic bolting materials intended for service at low temperatures, ASTM A194 Gr. 4 or Gr. 7 nuts are recommended.
7. 可用于经过淬火和回火的钢螺栓的螺母材料可以是ASTM A194等级2和2H.
Acceptable nuts for use with these quenched and tampered steel bolts are ASTM A194 Grade 2 and 2H.
8. 柱头螺栓的机械性能要求与螺栓相同。
Mechanical property requirements for studs shall be the same as those for bolts.
9. 这些是适用于高温应用环境的奥氏体不锈钢阀门的螺栓材料。
These are bolting materials suitable for high temperature service with austenitic stainless steel valve materials.
10. 只有等级651和660材料才能被采用。
Only Grades 651 and 660 shall be used.
11. 可以采用相同材料的螺母,或者可以采用可兼容的ASTM A194等级材料。
Nuts may be of the same material or may be of compatible grade of ASTM A194.
12. 不允许具有可锻性,除非生产商对这些部件做过最后的热处理或加工,并且经过检测证实满足相同规格说明和认证下其它许可条件的
要求,包括这些材料的最终张力,屈服力,及伸展特性都等于或优于其它许可条件之一的要求。
Forging quality not permitted unless the producer last heating or working these parts tests them as required for other permitted conditions in the same specification and certifies their final tensile, yield, and elongation properties to equal or exceed the
requirements for one of the other permitted conditions.
13. 最高工作温度设定为260o C,除非材料经过退火,溶液退火,或者热处理,因为最高硬度的冷轧钢反过来会影响到蠕变破裂温度范围
的设计应力。
Maximum operating temperature is arbitrarily set at 500o F (260o C) unless material has been annealed, solution annealed, or hot finished, because hard temper adversely affects design stress in the creep-rupture temperature range。