AutoCut线切割编控系统使用说明书
线切割系统说明

HL线切割HL线切割控制编程系统HL系统是目前国内最广受欢迎的线切割机床控制系统之一,它的强大功能、高可靠性和高稳定性已得到行内广泛认同。
HL-PCI版本将原HL卡的ISA接口改进为更先进的PCI接口,因为PCI 接口的先进特性,使得HL-PCI卡的总线部份与机床控制部分能更好地分隔,从而进一步提高HL系统的抗干扰能力和稳定性。
而且安装接线更加简单、明了,维修方便。
HL-PCI卡对电脑配置的要求不高,而且兼容性比ISA卡更好。
不需硬盘、软盘也能启动运行。
HL:是邓浩林的名字,浩林的拼音字母开头haolin。
一、主要功能:1、一控多功能,可在一部电脑上同时控制多达四部机床切割不同的工件,并可一边加工一边编程。
2、锥度加工采用四轴/五轴联动控制技术。
上下异形和简单输入角度两种锥度加工方式,使锥度加工变得快捷、容易。
可作变锥及等圆弧加工。
3、模拟加工,可快速显示加工轨迹特别是锥度及上下异形工件的上下面加工轨迹,并显示终点坐标结果。
4、实时显示加工图形进程,通过切换画面,可同时监视四台机床的加工状态,并显示相对坐标X、Y、J和绝对坐标X、Y、U、V等变化数值。
5、断电保护,如加工过程中突然断电,复电后,自动恢复各台机床的加工状态。
系统内储存的文件可长期保留。
6、可对基准面和丝架距作精确的校正计算,对导轮切点偏移作U向和V向的补偿,从而提高锥度加工的精度,大锥度切割的精度大大优于同类软件。
7、浏览图库,可快速查找所需的文件。
8、钼丝偏移补偿(无须加过渡圆),加工比例调整,坐标变换,循环加工,步进电机限速,自动短路回退等多种功能。
9、可从任意段开始加工,到任意段结束。
可正向/逆向加工。
10、可随时设置(或取消)加完工当段指令后暂停。
11、暂停、结束、短路自动回退及长时间短路(1分钟)报警。
12、可将AUTOCAD的DXF格式及ISOG格式作数据转换。
13、系统接入客户的网络系统、可在网络系统中进行数据交换和监视各加工进程(选项)。
线切割设备操作说明书
審 核
制 作
日 期
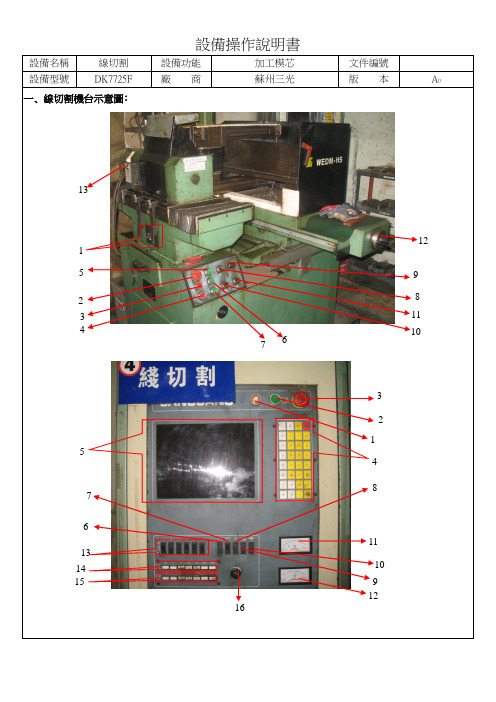
5﹕電源啟動開關 6﹕水泵啟動開關 7﹕運絲啟動開關 8﹕上絲開關
9﹕上絲速度調節開關10﹕斷絲保護開關 11﹕高頻開關 12﹕X軸手柄
13﹕運絲保護開關
圖二板面介紹﹕
1﹕電源指示燈2﹕電源啟動開關 3﹕緊急停止開關 4﹕數字字母鍵
5﹕顯示屏 6﹕X﹑Y坐標 7﹕U﹑V坐標 8﹕高頻開關
9﹕斷絲保護開關 10﹕加工開關 11﹕電流表 12﹕電壓表
設備名稱
線切割
設備功能
加工模芯
文件編號
設備型號
DK7725F
廠 商
蘇州三光
版 本
A0
一﹑線切割機台示意圖﹕
16
核 准
審 核
制 作
日 期
設備名稱
線切割
設備功能
加工模芯
文件編號
設備型號
DK7725F
廠 商
蘇州三光
版 本
A0
圖一板面介紹﹕
1﹕絲筒行程開關 2﹕緊急停止開關 3﹕水泵停止開關 4﹕運絲停止開關
13﹕功放管數量 14﹕脈寬選擇 15﹕脈沖間隔選擇16﹕速度調節
操作步驟﹕
一﹑首先旋轉打開電源開關(電源為380V)﹐起動馬達檢查機器是否有異常響聲。
二﹑對加工物件的步驟及事項﹕
1.按圖紙技朮要求選擇好材料。
2.加工物件前﹐首先把按圖紙技朮要求在電腦里將程序編寫好﹐并生成3B文件傳輸到控制機里。
3.加工物件時﹐應按照電腦里程序將加工物件水平夾緊在萬用平口鉗或吸附在機床平面上﹐再用百分表校正平行度﹐以免在加工中出現極大誤差或不平行。
6.當工件加工完后﹐線切割將自動停止。
四﹑注意事項
1.加工物一定要夾緊且平行﹐以免傷到他人。
autoCut使用说明书

电火花线切割机床控制柜使用说明书苏州中航长风数控科技有限公司一、概述本控制柜是集编程、步进电机控制、脉冲电源、机床电气为一体的电火花线切割机床控制系统、具有多次切割、运丝电机调速功能。
本系统结构件简单,性能稳定,操作方便,能方便的与各种电火花线切割机床连接,达到理想的目的要求。
二、控制柜输入、输出插头座连接本控制柜由交流380V/50HZ三相四线制供电,电源进线由4芯航空插头XS0接入,1、2、3脚接U、V、W、4脚接N。
控制柜机箱外壳需接上保护地线。
XS2,XS3,XS4电缆线与机床连接,参照控制柜输出插座线切割机床插座配线图。
机床照明为交流24V/40W。
三、面板按钮开关功能1.总电源开关QS(控制柜侧面)。
2.总停按钮SC1(面板)SC2(线控板)。
3.运丝关红按钮SB1(面板)SB2(线控板)。
4.运丝开绿按钮SB3(面板)SB4(线控板)。
5.水泵关红按钮SA1(面板)SA2(线控板)。
6.水泵开绿按钮SA3(面板)SA4(线控板)。
7.脉冲输出开关SD1。
(台式控制柜用)8.电脑主机开关SD2。
(面板红按钮,立式控制柜用)9.机床电气用变频器运丝电机调速控制,变频器操作面板控制柜右侧面。
脉冲电源操作面板(见脉冲电源说明书)。
(1)四、脉冲电源使用说明书脉冲电源是新一代线切割机床的电气设备。
它有电规准参数分档细、准确、稳定参数显示醒目直观、使用操作简单等优点。
功放电路潜在功能大,适应与薄至超厚工件加工。
显著的体现了高效率,低损耗的优势。
1、技术参数(1)脉冲宽度Ti:3、5、10、20、30、40、50、60、70、80、90、100、110、120us,14种设置,数字显示。
(2)脉冲间隔To:4、5、6、7、8、9、10、11、12、13、14、15倍Ti,12种设置,数字显示。
(3)功率数n:2、4、6、8、10、12、14,7种设置,数字显示。
2、技术指标(1)可加工工件厚度>600mm(2)加工最大效率>120m2/min(3)加工表面粗糙度Ra≤2.5um(单次切割)3、操作指南1复位键2循环键3增量键4减量键(2)(1)脉冲宽度(Ti)设置:开启电源后数码管显示当前的脉冲宽度值,按增量或减量调整脉冲宽度值。
AUTOP线切割编程软件说明书!
AUTOP线切割编程软件说明书!AUTOP线切割编程系统用户指南一、概述AUTOP自动编程系统,是以微电脑为控制中心,在中文交互式图形线切割自动编程软件的支件下,用户利用键盘,鼠标等输入设备,按照屏幕菜单的显示及提示,只需将加工零件图形画在屏幕上,系统便可立即生成所需数控程序。
本自动编程软件编程软件具有丰富的菜单意义,兼有绘图和编程功能。
它可绘出曲线,圆弧,齿轮,非圆曲线(如抛物线,椭圆,渐开线,阿基米德螺旋线,摆线)组成的任何复杂图形。
任一图形均可窗口建块,局部或全部放大,缩小,增删,旋转,对称,平移,拷贝,打印输出,对屏幕上绘制的任意图形,系统软件快速对其编程,并可进行旋转,降列,对称等加工处理,同时显示加工路线,进行动态仿真,数控程序还可以直接传送到线切割控制主机。
二、系统启动操作1( 进入系统后,显示:2(取零件名称为K1,按1键,机器提示如下:输入文件名=K1 (按回车键)如果已经有一个零件图形名称为K1(即磁盘上有K1(DAT文件),则计算机将此图形调入内存,否则作为一个新的零件名称处理。
进入AUTOP图形状态后,在桌面上移动鼠标器,可以将光标移到任何位置。
,三、系统命令简介当进入自动编程系统时,屏幕如上所示。
此时按下“,”键,退出AUTOP,返回DOS系统。
按下“1”键,屏幕则显示,输入文件名:,然后进入图形状态,如图3-1所示。
从图中可看出,屏幕分四个窗口区间,即图形显示区,可变菜单区,固定菜单区,和会话区。
移动鼠标,在所需的菜单位置上按ENTER键,则选择了某一菜单操作。
OXY按钮,在需要输入原点、X轴、Y轴时点击相层叠菜单区应按钮可以代替键盘输入。
主菜单区会话区,在此输入数据图,-,:AUTOP屏幕结构3.1 主菜单AUTOP主菜单如下:主菜单数控程序-----进入数控程序自动编程系统菜单列表曲线-----进入列表曲线菜单字处理--------进入字处理操作调磁盘文件-----调入磁盘图形文件打印机------进入打印机服务操作查询功能-----查询点,直线,圆,圆弧几何信息上一屏图形-----恢复上一屏图形改变文件名-----改变文件名数据存盘-----将图形数据存盘,退出系统-----退出图形状态3(1-1调磁盘文件机器提示如下:调磁盘文件磁盘文件名=A1(DAT (ENTER—按回车键)功能:在绘制很复杂零件数控程序时,将图形分解成几个部分,分别存盘,最后依次退出,进行拼装。
AutoCut线切割编控系统使用说明书

A u t o C u t线切割编控系统使用说明书2006年11月作者:李东瑞目录第一章AutoCut 线切割编控系统介绍 简介AutoCut 线切割编控系统(以下简称AutoCut 系统)是基于windowsxp 平台的线切割编控系统,AutoCut 系统由运行在windows 下的系统软件(CAD 软件和控制软件)、基于PCI 总线的4轴运动控制卡和高可靠、免维护、节能步进电机驱动主板(无风扇)组成。
用户用CAD 软件根据加工图纸绘制加工图形,对CAD 图形进行线切割工艺处理,生成线切割加工的二维或三维数据,并进行零件加工;在加工过程中,本系统能够智能控制加工速度和加工参数,完成对不同加工要求的加工控制。
这种以图形方式进行加工的方法,是线切割领域内的CAD 和CAM 系统的有机结合。
系统具有切割速度自适应控制、切割进程实时显示、加工预览等方便的操作功能。
同时,对于各种故障(断电、死机等等)提供了完善的保护,防止工件报废。
系统构成 如上图所示,AutoCut 系统是一套完整的线切割解决方案。
AutoCut 系统由AutoCut 系统软件、基于PCI 总线的运动控制卡、高可靠、免维护的节能步进电动机驱动主板、微秒中走丝主振板构成。
AutoCut 系统软件包含AutoCAD 线切割模块、AutoCutCAD(包含线切割模块)、CAXA 的AutoCut 插件以及机床控制软件。
系统主要功能 1、支持图形驱动自动编程,用户无需接触代码,只需要对加工图形设置加工工艺,便可进行加工;同时,支持多种线切割软件生成的3B 代码、G 代码等加工代码进行加工; 2、软件可直接嵌入到AutoCAD 、CAXA 等各版本软件中; 3、多种加工方式可灵活组合加工(连续、单段、正向、逆向、倒退等加工方式) 4、XYUV4轴可设置换向,驱动电机可设置为五相十拍、三相六拍等; 5、实时监控线切割加工机床的X 、Y 、U 、V 四轴加工状态; 6、加工预览,加工进程实时显示;锥度加工时可进行三维跟踪显示,可放大、缩小观看图形,可从主视图、左视图、顶视图等多角度进行观察加工情况; 选配 Windowsxp 高可靠、免维护、节能步进电机驱动器(无线切割机床其他软件生成的 3B 加工代码 AutoCut 控 制 软 件 n 号控制卡 1号控制卡 AutoCAD 绘图及生成轨迹 AutoCutCAD 中绘图、生成加工CAXA 绘图及生成轨迹 图 形 驱 动 微秒中走丝主振板 变频器控制等可扩展IO 高频功放7、可进行多次切割,带有用户可维护的工艺库功能,使多次加工变得简单、可靠;8、锥度工件的加工,采用四轴联动控制技术,可以方便的进行上下异形面加工,使复杂锥度图形加工变得简单而精确;9、可以驱动4轴运动控制卡,工作稳定可靠;10、支持多卡并行工作,一台电脑可以同时控制多台线切割机床;11、具有自动报警功能,在加工完毕或故障时自动报警,报警时间可设置;12、支持清角延时处理,在加工轨迹拐角处进行延时,以改善电极丝弯曲造成的偏差;13、支持齿隙补偿功能,可以对机床的丝杆齿隙误差进行补偿,以提高机床精度;14、支持光栅闭环控制,采用光栅尺对位置误差进行精确的校正,可以显着提高大工件加工时的位置精度;15、支持两种加工模式:普通快走丝模式、中走丝通讯输出模式;16、断电时自动保存加工状态、上电恢复加工,短路自动回退等故障处理;17、加工结束自动关闭机床电源。
线切割机床操作规程
1线切割机床操作规程2操作规程2.1开机准备2.1.1检查设备外壳的接地是否可靠。
2.1.2清洁导轮及导电块。
2.1.3检查各按键,仪表,手柄及运动部件是否灵活正常,查看钼丝是否放在导轮内,并紧丝。
检查调整钼丝垂直度,开启走丝开关,检查钼丝是否抖动。
2.1.4检查电路系统的开关旋扭、接头有无松动,电线有无破损。
2.1.5检查X、Y轴手柄和螺杆间隙并加润滑油。
2.1.6检查工作液的清洁度和水位高度是否在规定范围内。
2.1.7测量钼丝直径和松紧度。
2.1.8装夹加工件小件可用磁铁吸住、大件必须用固定块固定牢固,再用百分表对工件三面校正,然后把标准垂直校正块放入工件基准面校正好钼丝垂直度。
2.1.9认真阅读图纸以及技术资料,明确工序质量控制要点。
2.2设备操作程序2.2.1开启控制台主机进入AUTOP绘图菜单,编辑好加工件程序并进行模拟切割,确认无误后再调入加工页面,确保加工过程中无发生干涉和碰撞可能,确认无误后再开启加工。
2.2.2输入指令。
2.2.3开启机床电源。
2.2.4启动运丝电机。
2.2.5启动冷却液泵。
2.2.6开启高频电源。
2.2.7开启控制机进给开关并检查步进电机是否吸住,检查工作台刻度是否变化。
2.2.8控制机高频置自动状态。
2.2.9开启变频开关调整变频速度。
2.2.10开始加工。
2.2.11加工过程中要注意观察加工轨迹、加工状态有无异常,以便及时修正。
2.3设备停机的操作程序2.3.1关闭变频开关。
2.3.2关闭高频电源。
2.3.3关闭冷却液泵。
2.3.4一分钟后,关闭运丝电机并检查工作台的XY坐标值是否回零(始点与终点坐标值应一致)。
2.3.5拆下工件。
2.3.6检查、清扫设备,填写交接班记录。
1维护规程3.1机床工作5000h(或3年)应进行检修。
3.2机床应保持清洁,飞溅出来的工作液因及时擦掉。
停机后应将工作台面上的蚀除物清除干净,特别是导轮及导电块部位,应经常用煤油清洗干净。
Autop说明书
HL数字控制编程系统使用说明一、系统简介:本系统是目前国内比较先进的线切割机床控制系统,它功能强大、可靠性高、抗干扰能力强、切割跟踪稳定。
本系统软硬件及接口电路全部集中在一块插卡上,结构紧凑,安装接线简单,维修方便。
系统对电脑配置要求不高,使用486/586即可,不用硬盘、软盘也能运行。
本系统中英文提示,界面友好,操作简单易学。
二、主要功能:1、一控多功能,可在一部电脑上同时控制多达四部机床切割不同的工件,并可一边加工一边编程。
2、锥度加工采用四轴/五轴联动控制技术。
上下异形和简单输入角度两种锥度加工方式,使锥度加工变得快捷、容易。
可作变锥及等园弧加工。
3、模拟加工,可快速显示加工轨迹特别是锥度及上下异形工件的上下面加工轨迹,并显示终点坐标结果。
4、实时显示加工图形进程,通过切换画面,可同时监示四台机床的加工状态,并显示相对坐标X、Y、J和绝对坐标X、Y、U、V等变化数值。
5、断电保护,如加工过程中突然断电,复电后,自动恢复各台机床的加工状态。
系统内储存的文件可长期保留。
6、可对基准面和丝架距作精确的校正计算,对导轮切点偏移作U向和V向的补偿,从而提高锥度加工的精度,大锥度切割的精度大大优于同类软件。
7、浏览图库,可快速查找所需的文件。
8、钼丝偏移补偿(无须加过渡园),加工比例调整,坐标变换,循环加工,步进电机限速,自动短路回退等多种功能。
9、可从任意段开始加工,到任意段结束。
可正向/逆向加工。
10、可随时设置(或取消)加完当段指令后暂停。
11、暂停、结束、短路自动回退及长时间短路(1分钟)报警。
12、可将AUTOCAD的DXF格式及ISOG格式作数据转换。
13、系统接入客户的网络系统,可在网络系统中进行数据交换和监视各加工进程。
14、加工插补半径最大可达2000米。
15、机床加工工时自动积累,便于生产管理。
三、操作使用:上电后,电脑即可快速进入本系统,选择1.RUN运行,按回车键即进入主菜单。
线切割Autop使用说明书

Autop的软件界面主菜单区会话区,在此输入数据AutopCAD的作图思想追求的目标是“科学高效”标。
Autop软件的诞生始于十多年以前,十多年过去以后,Autop依然受欢迎,这其中除了惯性在起作用外,更多地是由于Autop采用了一种更适宜于线切割软件编程的作图思想。
线切割编程同经典CAD编程并不完全相同,线切割编程要简单得多,是CAD平面作图的一个子集。
另外,同普通CAD编程强调轮廓的特点不同的是,线切割编程更多地是强调“连接”。
但在我们了解Autop的作图思想之前,我们需要先来分析一下线切割编程的目标——产生3B/4B代码,从而帮助我们了解为什么线切割编程需要强调“连接”,并进而理解Autop的某些作图思想。
如果将线切割机床比作一个人的话,那么这就是一个只会“X走”或“Y走”的人。
3B代码使用了X位移数据或Y位移数据其中之一作为加工进度标志,并根据加工进度相应调整X位移和Y位移。
由于加工进度标志只使用单一数据,所以需要使用加工方向(加工指令Z)来辅助决定加工状态。
对于直线代码来说,根据直线指向象限存在L1、L2、L3、L4四种情况。
对于圆弧代码来说,根据圆弧出圆弧所在象限和旋转方向存在NR1、NR2、NR3、NR4,SR1、SR2、SR3、SR4八种情况。
决定使用计数方向GX或GY的原则是得到更好的加工精度,对于直线代码来说,当终点Y数值大于X数值(落在图1阴影区内),采用计数方向GY显然可以获得更好的加工精度(较大的数值乘以斜率结果也更大,因而数值更精确);对于圆弧代码来说,如果终点在图2阴影区里时在最后这一段X数值变化比Y数值大,采用计数方向GY显然能获得更好的加工精度。
图1 图2当直线或圆弧终点正好落在45°线上时,GX或GY可以任选。
严格地说,目前市面上的某些控制器在计数方向这个概念上存在一个误区。
关于GX、GY的选择规定并不是3B代码强制内容,但某些控制器在编写其代码处理程序时将这一点误当成了强制内容。
数控线切割操作工培训第8章Autocut系统线切割机床操作实训

图8-44 加工轨迹生成
数控线切割操作工培训教程
10
2020年1月16日
第三步:进入AutoCut菜单在“虚拟卡”中进行轨迹跳步的设置。 在如图8-45所示的AutoCut菜单栏中点击“发送加工任务”,在 随后弹出的“选卡”对话框中选择“虚拟卡”(为了防止轨迹异常和 加工安全,初学者在正式加工前必须先进入虚拟卡进行模拟加工), 如图8-46所示。
AutoCut CAD绘图软件工作界面包括菜单栏、工具栏、绘图窗口、 捕捉栏、状态栏、绘图区和命令行窗口等(如图8-1)。单击菜单项可 打开下拉菜单,单击工具条上的按钮可以启动相应的功能。按钮上的 功能在菜单中都能找到,但它提供了一种对菜单功能的快捷访问方式。 当将鼠标指向工具条上的按钮时,描述性文字将出现在按钮附近,状 态栏中将对此给以更加详细的描述。
8.1.3 轨迹加工 1.发送加工任务 2.发送锥度加工任务
3.运行加工程序 8.1.4 修改加工轨迹 8.1.5工艺库(专家库)
2020年1月16日
数控线切割操作工培训教程
4
2020年1月16日
8.2 AutoCut加工控制软件的使用 AutoCut线切割控制软件,界面友好,使用较为简单,3操作技能实训案例 下面通过一个实例来说明AutoCut软件的基本应用。图8-39为 准备进行编程和加工的图形。
线切割单板控制器使用说明书[教学]
![线切割单板控制器使用说明书[教学]](https://img.taocdn.com/s3/m/fb64f58f43323968001c9254.png)
线切割单板控制器使用说明书[教学] 线切割单板控制器使用说明书1. 单板控制器接收程序:待命—上档—起始地址(即起始条数,下同)—B。
电脑送数控程序到单板机用“应答传送”送数。
注:所有操作前都需要按待命键,从而为后续命令的执行作准备~切记~2. 单板控制器程序校零:待命—上档—程序起始地址(即起始条数)—校零—校零,看X,Y出现的数字是否小于10而确定程序是否正确。
〈5号和8号机单板控制器则为,待命—程序起始地址(即起始条数)—校零—校零。
〉3. 单板控制器座标清零:待命—上档—X或者Y—D,〈5号和8号机单板控制器则为,待命—X或者Y—D。
(查看是否已经清零,待命—上档—X或者Y,看X,Y出现的数值是否为零,〈5号和8号机单板控制器则为,待命—X或者Y〉 4. 单板控制器提取程序出来加工:待命—程序起始地址(即起始条数)—执行—执行,即可开始加工。
5. 单板控制器中断,暂停或者退出加工:待命—(换档+D),〈5号和8号机单板控制器则为,待命—上档—暂停〉先暂停加工,再按:待命—退出—退出—退出〈5号和8号机单板控制器则为:待命—作废—作废—作废,3号和7号机单板控制器则为:打下加工开关即加工开关不在位再按退出键三次即可退出加工。
〉 6. 单板控制器手动回退:待命—上档—回退(执行或者逆向键),如要回退很多,则按住不动,即可一直回退到这条程序的起始位置。
7. 单板控制器恢复加工:待命—(换档+D),〈5号和8号机单板控制器则为:待命—恢复〉即可恢复加工。
8. 单板控制器断丝回零:(单板控制器座标清零就是为了单板控制器断丝回零而作的工作,如果单板控制器座标清零没有执行则单板控制器断丝回零就没有任何意义。
)首先退出加工,然后按:待命—上档—L3然后空走至加工起始点,如果有锥度加工,则还要使锥度头回零,待命—上档—L4,然后锥度头空走回零〈5号和8号机单板控制器则为:待命上档—XY回零,锥度则为待命—上档—UV回零〉— 9. 单板控制器逆切加工:待命—上档—程序起始地址(即起始条数)—(。
autoCut使用说明书
电火花线切割机床控制柜使用说明书苏州中航长风数控科技有限公司一、概述本控制柜是集编程、步进电机控制、脉冲电源、机床电气为一体的电火花线切割机床控制系统、具有多次切割、运丝电机调速功能。
本系统结构件简单,性能稳定,操作方便,能方便的与各种电火花线切割机床连接,达到理想的目的要求。
二、控制柜输入、输出插头座连接本控制柜由交流380V/50HZ三相四线制供电,电源进线由4芯航空插头XS0接入,1、2、3脚接U、V、W、4脚接N。
控制柜机箱外壳需接上保护地线。
XS2,XS3,XS4电缆线与机床连接,参照控制柜输出插座线切割机床插座配线图。
机床照明为交流24V/40W。
三、面板按钮开关功能1.总电源开关QS(控制柜侧面)。
2.总停按钮SC1(面板)SC2(线控板)。
3.运丝关红按钮SB1(面板)SB2(线控板)。
4.运丝开绿按钮SB3(面板)SB4(线控板)。
5.水泵关红按钮SA1(面板)SA2(线控板)。
6.水泵开绿按钮SA3(面板)SA4(线控板)。
7.脉冲输出开关SD1。
(台式控制柜用)8.电脑主机开关SD2。
(面板红按钮,立式控制柜用)9.机床电气用变频器运丝电机调速控制,变频器操作面板控制柜右侧面。
脉冲电源操作面板(见脉冲电源说明书)。
(1)四、脉冲电源使用说明书脉冲电源是新一代线切割机床的电气设备。
它有电规准参数分档细、准确、稳定参数显示醒目直观、使用操作简单等优点。
功放电路潜在功能大,适应与薄至超厚工件加工。
显著的体现了高效率,低损耗的优势。
1、技术参数(1)脉冲宽度Ti:3、5、10、20、30、40、50、60、70、80、90、100、110、120us,14种设置,数字显示。
(2)脉冲间隔To:4、5、6、7、8、9、10、11、12、13、14、15倍Ti,12种设置,数字显示。
(3)功率数n:2、4、6、8、10、12、14,7种设置,数字显示。
2、技术指标(1)可加工工件厚度>600mm(2)加工最大效率>120m2/min(3)加工表面粗糙度Ra≤2.5um(单次切割)3、操作指南1复位键2循环键3增量键4减量键(2)(1)脉冲宽度(Ti)设置:开启电源后数码管显示当前的脉冲宽度值,按增量或减量调整脉冲宽度值。
HL线切割数字控制编程系统使用说明Autop

HL数字控制编程系统使用说明一、系统简介:本系统是目前国内比较先进的线切割机床控制系统,它功能强大、可靠性高、抗干扰能力强、切割跟踪稳定。
本系统软硬件及接口电路全部集中在一块插卡上,结构紧凑,安装接线简单,维修方便。
系统对电脑配置要求不高,使用486/586即可,不用硬盘、软盘也能运行。
本系统中英文提示,界面友好,操作简单易学。
二、主要功能:1、一控多功能,可在一部电脑上同时控制多达四部机床切割不同的工件,并可一边加工一边编程。
2、锥度加工采用四轴/五轴联动控制技术。
上下异形和简单输入角度两种锥度加工方式,使锥度加工变得快捷、容易。
可作变锥及等园弧加工。
3、模拟加工,可快速显示加工轨迹特别是锥度及上下异形工件的上下面加工轨迹,并显示终点坐标结果。
4、实时显示加工图形进程,通过切换画面,可同时监示四台机床的加工状态,并显示相对坐标X、Y、J和绝对坐标X、Y、U、V等变化数值。
5、断电保护,如加工过程中突然断电,复电后,自动恢复各台机床的加工状态。
系统内储存的文件可长期保留。
6、可对基准面和丝架距作精确的校正计算,对导轮切点偏移作U向和V向的补偿,从而提高锥度加工的精度,大锥度切割的精度大大优于同类软件。
7、浏览图库,可快速查找所需的文件。
8、钼丝偏移补偿(无须加过渡园),加工比例调整,坐标变换,循环加工,步进电机限速,自动短路回退等多种功能。
9、可从任意段开始加工,到任意段结束。
可正向/逆向加工。
10、可随时设置(或取消)加完当段指令后暂停。
11、暂停、结束、短路自动回退及长时间短路(1分钟)报警。
12、可将AUTOCAD的DXF格式及ISOG格式作数据转换。
13、系统接入客户的网络系统,可在网络系统中进行数据交换和监视各加工进程。
14、加工插补半径最大可达2000米。
15、机床加工工时自动积累,便于生产管理。
三、操作使用:上电后,电脑即可快速进入本系统,选择1.RUN运行,按回车键即进入主菜单。
AutoCut线切割编控系统使用说明书

AutoCut线切割编控系统使用说明书目录目录 (2)第一章 AutoCut线切割编控系统介绍 (3)1.1简介 (3)1.2 AutoCut系统构成 (3)1.3 AutoCut系统主要功能 (4)1.4 AutoCut系统主要特点 (4)1.5 AutoCut 系统运行环境 (5)第二章AutoCut系统软硬件安装 (6)2.1 硬件安装 (6)2.2软件安装 (9)2.3软件卸载 (9)第三章 AutoCut CAD的使用 (10)第四章 AutoCut For AutoCAD的使用 (11)4.1 辅助绘图 (12)4.2 轨迹设计 (14)4.3 轨迹加工 (20)4.4 修改加工轨迹 (23)4.5工艺库 (24)4.6关于AutoCut (25)第五章AutoCut 控制软件的使用 (26)5.1 界面 (26)5.2加工任务的载入 (27)5.3设置 (30)5.4开始加工 (35)5.5电机 (36)5.6高频 (36)5.7运丝 (37)5.7冲水 (37)5.8间隙 (37)5.9加工限速 (37)5.10空走限速 (38)5.11手动功能 (38)5.12高频设置 (40)5.13关于 (41)第六章售后 (42)6.1 免费软件升级 (42)6.2 联系我们 (42)第一章 AutoCut 线切割编控系统介绍1.1简介AutoCut 线切割编控系统(以下简称AutoCut 系统)是基于 Windows XP 平台的线切割编控系统,AutoCut 系统由运行在windows 下的系统软件(CAD 软件和控制软件)、基于PCI 总线的4轴运动控制卡。
用户用CAD 软件根据加工图纸绘制加工图形,对CAD 图形进行线切割工艺处理,生成线切割加工的二维或三维数据,并进行零件加工;在加工过程中,本系统能够智能控制加工速度和加工参数,完成对不同加工要求的加工控制。
这种以图形方式进行加工的方法,是线切割领域内的CAD 和CAM 系统的有机结合。
线切割加工自动编程操作方法【技巧】
目前,先进的数控线切割机床都有计算机绘图及自动编程功能。
其具体操作方法由计算机控制系统内应用软件来确定。
1.绘制图形在手动模式主画面下按F8,即进入线切割自动编程系统。
主菜单画面功能键作用:F1 —进入CAD绘图;F2 —进入CAM主画面;F10 —返回到控制系统。
在SCAM主菜单画面下按F1功能键进入CAD绘图软件。
进入绘图软件后即可绘制零件图,并且可把该零件转换成加工路径状态。
屏幕共分八个区:1)状态区位于屏幕最上方的一行,用来显示目前所在之图层名称,各种操作模式的ON/OFF(记录、整点、轴向)、目前光标所在位置坐标…等状态。
2)绘图区位于屏幕中央,为屏幕中最大的区域,用来绘制图形。
3)命令区位于屏幕下方,占有三行位置,用来下达命令、显示命令提示及显示执行结果。
4)屏幕功能区位于屏幕的最右边,您可选取某项目来执行TurboCAD的命令,此菜单的项目及内容是由菜单文件所定义。
5)下拉式菜单区位于屏幕的最上方,当您将光标移至屏幕的最上方时,此下拉式菜单的项目会立即出现,您可选取某菜单项,然后在下拉出的菜单中选取欲执行的命令,此下拉式菜单的项目及内容由菜单文件所定义。
6)锁定功能定义区位于屏幕的下方,用来定义抓点锁定功能及其它常用的功能,以便绘图时能很方便且迅速的选取使用,目前此区域的定义是由系统内定,使用者是无法更改的。
7)辅助命令区与屏幕命令表区相重叠,当您执行某些具有辅助命令的命令时,屏幕命令表立即消失改而显示此命令的辅助命令,您可选取所需的辅助命令来继续此命令之操作,当命令操作完毕后会恢复原先的屏幕命令表。
8)功能键定义区位于屏幕的最下方,当您将光标移至屏幕下方时,此功能键定义会立即出现,此区域之定义是对应于键盘上之功能键F1~F10,此功能键定义区的目的是希望免除去记忆那些功能键的苦恼,您直接选取所需的功能键即可执行指定的功能。
2.自动编程在CAD状态下,绘制好零件图后,下拉CAD的线切割菜单,选择正确、合理的“补偿量”和“线切路径”,按回车键后,屏幕显示要切割的图形及切割方向。
AutoCut

AutoCut线切割编控系统使用说明书目录目录 1第一章AutoCut线切割编控系统介绍 11.1简介11.2 AutoCut系统构成 11.3 AutoCut系统主要功能 11.4 AutoCut系统主要特点 21.5 AutoCut 系统运行环境 2第二章AutoCut系统软硬件安装 42.1 硬件安装 42.2软件安装72.3软件卸载7第三章AutoCut CAD的使用9第四章AutoCut For AutoCAD的使用104.1 辅助绘图 114.2 轨迹设计 134.3 轨迹加工 194.4 修改加工轨迹 224.5工艺库234.6关于AutoCut 24第五章AutoCut 控制软件的使用255.1 界面 255.2加工任务的载入265.3设置285.4开始加工325.5电机335.6高频335.7间隙335.8加工限速345.9空走限速345.10手动功能345.11高频设置365.12关于错误!未定义书签。
第六章售后错误!未定义书签。
6.1 免费软件升级错误!未定义书签。
6.2 联系我们错误!未定义书签。
第七章附录39第一章 AutoCut 线切割编控系统介绍1.1简介AutoCut 线切割编控系统(以下简称AutoCut 系统)是基于 Windows XP 平台的线切割编控系统,AutoCut 系统由运行在windows 下的系统软件(CAD 软件和控制软件)、基于PCI 总线的4轴运动控制卡和高可靠、免维护、节能步进电机驱动主板(无风扇)组成。
用户用CAD 软件根据加工图纸绘制加工图形,对CAD 图形进行线切割工艺处理,生成线切割加工的二维或三维数据,并进行零件加工;在加工过程中,本系统能够智能控制加工速度和加工参数,完成对不同加工要求的加工控制。
这种以图形方式进行加工的方法,是线切割领域内的CAD 和CAM 系统的有机结合。
系统具有切割速度自适应控制、切割进程实时显示、加工预览等方便的操作功能。
AUTOP线切割编程软件说明书
改变文件名-----改变文件名
数据存盘-----将图形数据存盘
退出系统-----退出图形状态
3.1-1调磁盘文件
机器提示如下:
调磁盘文件
磁盘文件名=A1.DAT(ENTER—按回车键)
功能:在绘制很复杂零件数控程序时,将图形分解成几个部分,分别存盘,最后依次退出,进行拼装。
三、系统命令简介
当进入自动编程系统时,屏幕如上所示。此时按下“0”键,退出AUTOP,返回DOS系统。按下“1”键,屏幕则显示,输入文件名:=
然后进入图形状态,如图3-1所示。从图中可看出,屏幕分四个窗口区间,即图形显示区,可变菜单区,固定菜单区,和会话区。移动鼠标,在所需的菜单位置上按ENTER键,则选择了某一菜单操作。
二、系统启动操作
1.进入系统后,显示:
2.取零件名称为K1,按1键,机器提示如下:
输入文件名=K1(按回车键)
如果已经有一个零件图形名称为K1(即磁盘上有K1.DAT文件),则计算机将此图形调入内存,否则作为一个新的零件名称处理。
进入AUTOP图形状态后,在桌面上移动鼠标器,可以将光标移到任何位置。
左下点按[ESC]键终止(选择窗口左下点)
右下点按[ESC]键终止(选择窗口右上点)
3.2-2满屏
满屏幕显示整个图形
3.2-3打断
对直线,圆,圆弧二点之间的一段连线打断
机器显示如下:
打断
用光标打断(直线,圆,圆弧)按[ESC]键终止
(A)(B)打断
3.2-4缩放
对图形按一定倍数放大或缩小
机器提示如下:
圆----进入圆菜单块----进入块菜单
窗口----建立窗口满屏----满屏显示图形
线切割使用说明及编程手册

线切割使用说明及编程手册线切割是一种常见的数控机床加工方法,利用切割线条的方式将工件按照预定的形状进行切割。
以下是线切割的使用说明及编程手册。
使用说明:1. 确认刀具和工件固定好,保证工件和刀具之间有适当的间隙。
2. 打开线切割机床的电源并启动切割程序。
3. 在切割程序中输入切割的路径和参数。
4. 开始切割,控制机床按照设定路径进行切割。
编程手册:1. G代码:线切割的编程语言通常使用G代码。
G代码是一种用于指定切削运动和切削参数的标准化编程语言。
例如,G01表示直线插补,G02表示顺时针圆弧插补,G03表示逆时针圆弧插补。
2. 坐标系:线切割机床通常采用直角坐标系作为切割位置的参考。
坐标系通常有X、Y、Z三个轴,分别代表左右、前后和上下方向。
切割路径的坐标点可以通过在G代码中指定各个轴的坐标来确定。
3. 切割参数:切割参数包括切割速度、切割电流、切割厚度等。
这些参数通常在G代码中通过指令进行设置,例如设置切割速度为F100表示以100mm/min的速度进行切割。
4. 刀具补偿:由于刀具存在一定的宽度,切割路径可能与预定路径有一定的偏差。
为了减小偏差,可以使用刀具补偿功能。
刀具补偿可以在G代码中通过指令进行设置,例如使用G41表示左补偿,G42表示右补偿。
5. 刀具半径补偿:当切割路径为圆弧形状时,由于刀具有一定的半径,切割路径与预定路径可能存在一定的偏差。
为了补偿这种偏差,可以使用刀具半径补偿功能。
刀具半径补偿可以在G代码中通过指令进行设置,例如使用G40取消刀具半径补偿。
以上是线切割的使用说明及编程手册的简要介绍。
具体的操作和编程方法根据不同的线切割机床和切割需求可能有所差异,建议参考相应设备的使用说明书和编程手册进行操作。
数控线切割操作工培训第8章Autocut系统线切割机床操作实训
图8-45 发送加工任务的选择
数控线切割操作工培训教程
图8-46 “选卡“对话框
11
2020年1月16日
依次选择第二步中生成的加工轨迹,顺序为A→B→C→D→E→F, 单击右键完成跳步轨迹的设置,其在虚拟卡的显示结果如图8-47所 示
图8-47 虚拟卡显示的跳步轨迹
数控线切割操作工培训教程
12
2020年1月16日
AutoCut CAD绘图软件工作界面包括菜单栏、工具栏、绘图窗口、 捕捉栏、状态栏、绘图区和命令行窗口等(如图8-1)。单击菜单项可 打开下拉菜单,单击工具条上的按钮可以启动相应的功能。按钮上的 功能在菜单中都能找到,但它提供了一种对菜单功能的快捷访问方式。 当将鼠标指向工具条上的按钮时,描述性文字将出现在按钮附近,状 态栏中将对此给以更加详细的描述。
不需要接触复杂的加工代码,只需在CAD软件中绘制加工图形,生 成相应加工轨迹,就可以开始加工零件。
8.2.1 界面 8.2.2 加工任务的载 8.2.3 开始加工 8.2.4 其它功能简介 1.电机 2.高频 3.运丝 4.冲水 6.加工限速 7.空走限速 8.手动功能 设置
5.间隙 9.高频
数控线切割操作工培训教程
数控线切割操作工培训教程
1
2020年1月16日
8.1.1 辅助绘图 AutoCut CAD的辅助绘图功能,包括绘制阿基米德螺旋线、摆线、
双曲线以及抛物线、齿轮等,现介绍如下: (1)阿基米德螺线 (2)抛物线 (3)渐开线 (4)双曲线 (5)摆线 (6)齿轮 (7)矢量文字
数控线切割操作工培训教程
图8-44 加工轨迹生成
数控线切割操作工培训教程
10
2020年1月16日
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AutoCut线切割编控系统使用说明书
2006年11月
作者:李东瑞
目录
目录 (2)
第一章 AutoCut线切割编控系统介绍 (3)
1.1简介 (3)
1.2 AutoCut系统构成 (3)
1.3 AutoCut系统主要功能 (4)
1.4 AutoCut系统主要特点 (4)
1.5 AutoCut 系统运行环境 (5)
第二章AutoCut系统软硬件安装 (6)
2.1 硬件安装 (6)
2.2软件安装 (9)
2.3软件卸载 (10)
第三章 AutoCut CAD的使用 (11)
第四章 AutoCut For AutoCAD的使用 (12)
4.1 辅助绘图 (12)
4.2 轨迹设计 (14)
4.3 轨迹加工 (21)
4.4 修改加工轨迹 (23)
4.5工艺库 (24)
4.6关于AutoCut (25)
第五章AutoCut 控制软件的使用 (27)
5.1 界面 (27)
5.2加工任务的载入 (28)
5.3设置 (30)
5.4开始加工 (34)
5.5电机 (35)
5.6高频 (35)
5.7间隙 (35)
5.8加工限速 (36)
5.9空走限速 (36)
5.10手动功能 (36)
5.11高频设置 (38)
5.12关于 (39)
第六章售后 (40)
6.1 免费软件升级 (40)
6.2 联系我们 (40)
第七章附录 (41)。