零件的结构工艺性
零件结构的工艺性分析

零件结构的工艺性分析
2. 零件组成要素的结构要便于加工
5)表面形状尽量与刀具形状相一致
零件结构的工艺性分析
零件结构的工艺性分析
零件结构的工艺性分析
2. 零件组成要素的结构要便于加工
6、尽量采用标准化参数
零件结构的工艺性分析
3. 便于安装拆卸
零件结构的工艺性分析
零件结构的工艺性分析
零件结构的工艺性分析
3) 便于进刀和退刀
必要时,留出足够的退刀槽、空刀槽或越程槽等
零件结构的工艺性分析
零件结构的工艺性分析零源自结构的工艺性分析尽可能避免弯曲的孔
零件结构的工艺性分析
零件结构的工艺性分析
零件结构的工艺性分析
2.零件组成要素的结构要便于加工
4) 减小加工困难
零件结构的工艺性分析
零件结构的工艺性分析
零件结构的工艺性分析
内容
一、零件结构的工艺性概念 二、零件结构的工艺性分析方法 三、具体实例分析
零件结构的工艺性分析
一、零件结构的工艺性概念
零件结构的工艺性 是指这种结构的零件被加工 的难易程度。
零件结构的工艺性良好,是指所设计的零件, 在保证使用要求的的前提下,能较经济、高效、 合格地加工出来。
零件结构的工艺性分析
2. 零件组成要素的结构要便于加工
1)尽量避免内表面的加工
Ra1.6
Ra1.6
零件结构的工艺性分析
2. 零件组成要素的结构要便于加工
2) 尽量减少加工面积
零件结构的工艺性分析
零件结构的工艺性分析
Ra0.8
Ra0.8 Ra12.5
Ra0.8
零件结构的工艺性分析
2. 零件组成要素的结构要便于加工
零件的结构工艺性
零件的结构工艺性零件的结构工艺性是指该零件在设计与制造过程中的结构特点和工艺要求。
一个具有良好结构工艺性的零件,能够满足设计要求并且易于制造和装配。
首先,零件的结构设计应该尽可能简化。
过于复杂的结构会增加制造成本和装配难度。
因此,在进行零件设计时,应将设计原则和功能需求结合起来,尽量消除多余的部件,使零件的结构简单明了。
简化结构的同时,还需要保证零件在使用中的稳定性和可靠性。
其次,零件的工艺性要求考虑到制造过程的可行性和效率。
例如,确定零件的加工工艺和工艺路线时,需要考虑到加工设备和工艺工人的能力。
对于难以加工的形状、材料或细节,应采用合适的加工工艺,或者调整设计方案以简化加工难度。
此外,还应考虑到材料的可获得性和成本,选择合适的材料以满足设计要求。
另外,零件的装配性也是结构工艺性的重要方面之一。
装配性是指零件与其他零件之间的连接和组合方式。
要确保零件的装配性良好,需要在设计过程中考虑到零件的尺寸、精度以及协调配合要求。
合理选择连接方式和装配顺序,可以减少装配过程中的摩擦和损坏,并提高装配效率和质量。
最后,对于特殊的工艺要求,需要进行必要的分析和测试,确保零件的结构工艺性能达到预期。
例如,可以通过模拟分析、试验验证或者专用工艺设备来评估和验证零件的结构工艺性能。
这些工艺性能包括零件的强度、刚度、耐磨性、耐腐蚀性等。
总之,零件的结构工艺性是设计与制造过程中的重要考虑因素。
通过合理的结构设计和选取适合的工艺方法,可以提高零件的制造质量和效率,降低制造成本,最终实现设计要求。
为了确保零件的结构工艺性,设计师需要深入了解零件的使用环境和功能要求。
从设计到制造的整个过程中,设计师和制造工程师应密切合作,共同考虑零件的结构和工艺问题,以最大程度地提高零件的性能和可靠性。
在结构设计方面,设计师应遵循一些基本原则。
首先,要保证零件的结构合理、简单明了,减少冗余和复杂的部件。
过于复杂的结构不仅增加制造和装配的难度,还可能导致零件的失效和损坏。
机械零件的结构工艺性
a) 改进前
b) 改进后
14
(3) 刨削时,在平面的前端要有让刀的部位,让刀槽。
a) 改进前
b) 改进后
15
(4) 磨削时,各表面间的过渡部分应设计出越程槽。
a) 改进前
b) 改进后
16
4、应尽量减少加工面积 图a所示支座零件的底面加工面积较大,改为图b的结构 后,减少了加工面积,从而减少机械加工量和刀具消耗。
12
3、零件加工部位的结构应便于刀具正确地切人及切出。 (1) 图a的孔与零件立壁相距太近,造成钻夹头与立壁干 涉,只能采用非标准加长钻头,刀具刚性差。改进后, 可以采用标准刀具,从而可保证加工精度。
a) 改进前
b) 改进后
13
(2) 插齿时要留有空刀槽,这样大齿轮可滚齿或插齿, 小齿轮可以插齿加工。
a) 改进前
b) 改进后
19
(3) 轴上的键槽不在同一方向,铣削时需重复安装和对 刀。改进后键槽布置在同一方向上可减少安装、调整次 数,也易于保证位置精度。
改进前
改进后 20
(4) 图a所示A、B面的加工需要分别调整机床;若如图b 所示将A、B面的高度改成一致,则可在机床的一次调 整中完成A、B面的加工。
6
③零件各非加工面的位置尺寸应直接标注,而非加工面 与加工面之间只能有一个联系尺寸。 (4) 零件结构要便于加工 ①零件结构要便于安装,定位准确,加工稳定可靠。 ②尽量减小毛坯余量和选用切削加工性好的材料。 ③各要素的形状应尽量简单,加工面积要尽量小,规格 应尽量统一。 ④尽量采用标准刀具进行加工,且刀具易进入、退出和 顺利通过加工表面。 ⑤加工面和加工面之间、加工面和不加工面之间均应明 显分开,加工时应使刀具有良好的切削条件,以减少刀 具磨损和保证加工质量。
结构工艺性

第三节 毛坯的结构工艺性
毛坯的选用与零件材料、生产类型、结构形状和尺寸大小有 毛坯的选用与零件材料、生产类型、 关。我们主要讨论一下锻和铸件两种毛坯的结构工艺性。 我们主要讨论一下锻和铸件两种毛坯的结构工艺性。 一、铸件的结构工艺性 1、避免铸造缺陷的合理结构 铸件壁厚的合理设计,壁厚太小造成浇不足、冷隔等缺陷; (1)铸件壁厚的合理设计,壁厚太小造成浇不足、冷隔等缺陷; 铸件壁厚应均匀:壁厚相差太大, (2)铸件壁厚应均匀:壁厚相差太大,那么在厚处容易形成缩孔 缩松,并且因冷却不一致, 缩松,并且因冷却不一致,产生的热应力大会在连接处产生裂纹 铸件的各壁之间应均匀过度, (3)铸件的各壁之间应均匀过度,两个非加工表面所形成的内 角应设计为圆角,直接连接会形成应力集中和产生裂纹; 角应设计为圆角,直接连接会形成应力集中和产生裂纹; 避免铸件产生翘曲变形和大的水平面结构。 (4)避免铸件产生翘曲变形和大的水平面结构。为了防止翘曲 应设计为对称结构或增加筋条结构;大的水平面会产生夹砂和郊 应设计为对称结构或增加筋条结构; 浇不足缺陷。 浇不足缺陷。
2、模锻件的结构设计 概念: (1)概念:在高强度的锻模上预先制出与锻件形状一致的模 腔,使坯料在模腔内受压变形的锻造方法。 使坯料在模腔内受压变形的锻造方法。 设计时的注意事项; (2)设计时的注意事项; a.模锻件必须有一个合理的分模面 模锻件必须有一个合理的分模面; a.模锻件必须有一个合理的分模面; b.由于模锻件尺寸精度高和表面粗糙度低 由于模锻件尺寸精度高和表面粗糙度低, b.由于模锻件尺寸精度高和表面粗糙度低,因此零件上 只有与其他机械配合的表面才设计为机械加工表面, 只有与其他机械配合的表面才设计为机械加工表面, 其它表面均设计为非加工表面。 其它表面均设计为非加工表面。 c.为了使金属容易充满模腔和减少工序 为了使金属容易充满模腔和减少工序, c.为了使金属容易充满模腔和减少工序,零件外形力求 简单、平直和对称, 简单、平直和对称,尽量避免截面间差别过大或具有 薄壁、 薄壁、高筋和凸起等结构 d.在零件结构允许的条件下 在零件结构允许的条件下, d.在零件结构允许的条件下,应尽量避免有深孔和多孔 结构; 结构; e.在可能的条件下 采用锻焊组合工艺,以减少敷料, 在可能的条件下, e.在可能的条件下,采用锻焊组合工艺,以减少敷料,简 化模锻工艺。 化模锻工艺。
10零件结构工艺性
10零件结构工艺性零件结构工艺性是指在设计和制造零件时,需要考虑到零件的结构形式、材料选择、加工工艺等各方面因素,保证零件能够满足设计要求,并具有良好的工艺性能。
在实际生产中,零件的结构工艺性对于产品的质量、性能和成本都有着重要的影响。
首先,零件的结构形式是零件结构工艺性的重要方面之一、零件的结构形式应该能够满足产品的功能需求,并且便于制造和装配。
例如,对于机械零件来说,合理的结构设计可以降低零件的重量,提高零件的耐用性,并简化加工工艺。
另外,零件的结构形式还应考虑到零件的可靠性和维修性,确保产品在使用过程中能够稳定运行和方便维护。
其次,材料选择是影响零件结构工艺性的重要因素之一、选择合适的材料可以提高零件的机械性能和使用寿命,同时也会影响到零件的加工难易程度和成本。
在进行材料选择时,需要考虑到零件所处的工作环境、受力情况和制造工艺等因素,选择能够满足设计要求的材料,并确保零件具有良好的可焊接性、可切削性和耐蚀性等工艺性能。
此外,加工工艺也是影响零件结构工艺性的关键因素之一、不同的零件结构形式和材料选择会要求采用不同的加工工艺方法,以确保零件能够获得高精度和良好的表面质量。
制造零件时需要根据零件的形状、尺寸和加工精度要求,选择合适的加工工艺,如铣削、车削、磨削、冲压等,确保零件能够满足设计要求,并具有良好的工艺性能。
总的来说,零件结构工艺性是设计制造过程中不可忽视的重要方面,它直接影响到产品的质量、性能和成本。
通过合理的结构设计、材料选择和加工工艺,可以提高零件的质量和生产效率,降低产品的制造成本,并最终实现产品的竞争力和市场需求。
因此,在设计和制造零件时,需要充分考虑零件的结构工艺性,确保零件能够达到设计要求,并具有良好的工艺性能。
零件的结构工艺性分析
零件的结构工艺性分析零件的结构工艺性是指在满足使用性能的前提下,是否能以较高的生产率和最低的成本方便地加工出来的特性。
为了多快好省地把所设计的零件加工出来,就必须对零件的结构工艺性进行详细的分析。
主要考虑如下几方面。
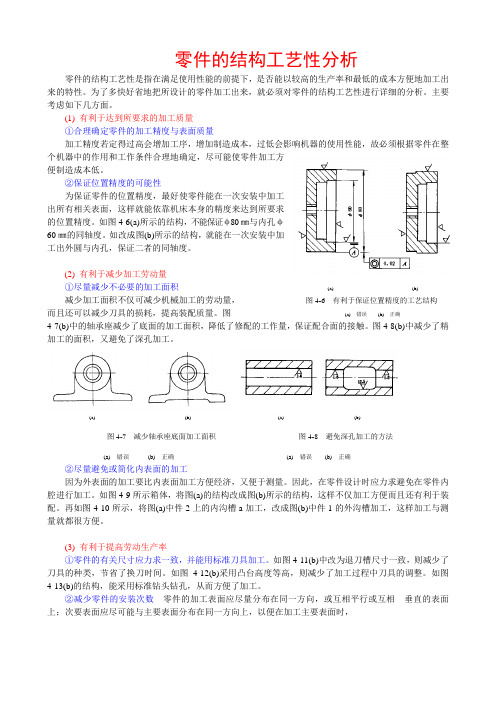
(1) 有利于达到所要求的加工质量①合理确定零件的加工精度与表面质量加工精度若定得过高会增加工序,增加制造成本,过低会影响机器的使用性能,故必须根据零件在整个机器中的作用和工作条件合理地确定,尽可能使零件加工方便制造成本低。
②保证位置精度的可能性为保证零件的位置精度,最好使零件能在一次安装中加工出所有相关表面,这样就能依靠机床本身的精度来达到所要求的位置精度。
如图4-6(a)所示的结构,不能保证φ80㎜与内孔φ60㎜的同轴度。
如改成图(b)所示的结构,就能在一次安装中加工出外圆与内孔,保证二者的同轴度。
(2) 有利于减少加工劳动量①尽量减少不必要的加工面积(a) (b)减少加工面积不仅可减少机械加工的劳动量,图4-6 有利于保证位置精度的工艺结构而且还可以减少刀具的损耗,提高装配质量。
图(a) 错误(b) 正确4-7(b)中的轴承座减少了底面的加工面积,降低了修配的工作量,保证配合面的接触。
图4-8(b)中减少了精加工的面积,又避免了深孔加工。
(a) (b) (a) (b)图4-7 减少轴承座底面加工面积图4-8 避免深孔加工的方法(a) 错误(b) 正确(a) 错误(b) 正确②尽量避免或简化内表面的加工因为外表面的加工要比内表面加工方便经济,又便于测量。
因此,在零件设计时应力求避免在零件内腔进行加工。
如图4-9所示箱体,将图(a)的结构改成图(b)所示的结构,这样不仅加工方便而且还有利于装配。
再如图4-10所示,将图(a)中件2上的内沟槽a加工,改成图(b)中件1的外沟槽加工,这样加工与测量就都很方便。
(3) 有利于提高劳动生产率①零件的有关尺寸应力求一致,并能用标准刀具加工。
如图4-11(b)中改为退刀槽尺寸一致,则减少了刀具的种类,节省了换刀时间。
浅谈零件的结构工艺性

一
作者简介 : 张军( 1 9 8 0 一 ) , 2 0 0 3年 7月毕业于佳木斯大学机械设计制造及 自动化专业。工作经历: 2 0 0 3年 7月一 2 0 1 1 年 1 1月, 哈 尔滨第 机 器制造 集团有限公司工艺处, 工艺 员; 2 0 1 1 年1 1月至今, 哈 尔滨博 实 自动化 股份 有限公司工艺技 术部, 工 艺员。技术职称 为中级 工程
本( 图1 ) 。
1 - 2减少不必要的加工长度和面积。配合的两表面应精确加工 , 减 少两面的配合长度可以减少加工量。 如果配合面较长, 为了保证配合面 的稳定可靠性 , 可以将中间部分的孑 L 径加大 , 加大部分的孔不必精确加 工, 加工方便, 配合效果好( 图2 a ) 。 在一个大平面上 , 如果有一小部分需 要加工 , 那么这部分要突出在不加工 的表面之上 , 如果有多个小部分需 要加工, 那么这些小的部分要尽可能集中并等高( 图2 b ) 。 1 _ 3避免不必要的精度要求 。在不影响使用性能的前提下 , 应尽可 能减少精度要求的数量和精度值。如图 3中套筒只起齿轮与轴承间的 定位作用 ,如果套和轴采用紧配合 ,则必须要求套端面与轴线的垂直 度, 同时还要求两端面的平行度。如果采用较大间隙的配合 , 则只要求 套筒两端面的平行度即可。 1 4变复杂结构为简单件 的装配结构 。 如图 4 a 所示 , 在一个主回转 件的边缘上, 带有若干个小轴 , 加工非常困难。可以通过将零件改成组 合 的部件形式, 改善其加工工艺性。如图 4 b , 在—个较大的本体上有一 个薄壁的管形结构 ,加工很不方便,可以改造成装配的结构来解决问
既不要开在搭接处 , 也不要穿通两个零件 , 防止 出现泄漏 、 降低连接强 2 . 1避 免 同时 装入两个 配 合表 面 , 同时还要 考虑装 配 的顺 序要 利于 度( 图7 — 8 ) 。 观察和装配过程的进行。图 5中所示 , 图a 要 同时装入两个轴径 , 不容 2 . 5一根轴上分别用平键确定多个零件时 ,键槽应在同一条母线 易同时对准 , 因此装配困难。如图 b 先装入外侧 的大端 , 再继续装入小 上 。为了方便键槽的铣削加工 , 键槽应布置在同一条母线上 , 即使两个
零件的结构工艺性

1. 机械零件的切削加工结构工艺性
平面比台阶面好、直孔比斜孔好加工、刚性好的好 加工; 5.尽可能使需精密加工的面少,使要加工的表面积 少; 6.为了方便零件的加工,可以考虑零件的合理拆分 和组合; 7.在满足使用要求的基础上,尽量降低零件的加工 精度和表面质量要求; 8.零件的结构应与先进加工方法相适应.
6) 尽量使用标孔底
指出下图中结构工艺性问题
并请加以改正
5) 有利于保证加工质量
要有足够的刚性以便减少工件在夹紧力或 切削力作用下的变形,保证加工精度;而且较 大的刚性,允许采用较大的切削用量,利于提 高生产率、
5 )有利于保证加工质量
6) 尽量使用标准刀具加工
零件上的结构要素如孔径及孔底形状、中心孔、沟槽宽 度或角度、圆角半径、锥度、螺纹的直径和螺距、齿轮的 模数等,其参数值尽量与标准刀具相符,以便能使用标准 刀具加工,这样可以避免设计和制造专用刀具,降低加工 成本。
2)尺寸要素的统一
尽快减少走刀次数
3) 有利于保证相互位置精度
图a必须两次加工,图b则可以一次加工出来,有利于保证 位置精度要求
4)提高效率,减少加工量
图左的结构加工面较大,改为图右的结构则可以减 少加工量,使加工时间缩短,降低成本、提高效率
简化零件结构
图a形状复杂,加工费时,图b形状简单,有利于减少 成本。
便于加工和测量
便于加工和测量
钻孔空间
考虑钻孔时的加工状 况。例如:凸缘上的 孔要留出足够的加工 空间,避免钻夹头与 工件发生碰撞。 S≥D/2+(2~5mm)
弯曲的孔
避免弯曲的孔。
退刀槽
避免刀具或砂轮与工件的某个部分相撞,方便刀具 退出。
2) 尺寸要素的统一
零件结构的工艺性PPT课件
零件结构工艺性的重要性
提高零件结构的工艺性可以提高生产 效率、降低制造成本、提高产品质量 和可靠性,从而增强企业的竞争力。
良好的零件结构工艺性可以减少制造 过程中的废品和次品率,降低材料和 能源的消耗,减少对环境的污染。
零件结构工艺性的评价标准
可加工性
零件的结构应便于加工,如切 削、铸造、锻造、焊接等,以
THANKS.
焊接工艺性改进案例
总结词
简化焊接过程
详细描述
通过优化零件结构,简化焊接过程和提高焊接效率。例如 ,减少焊缝数量和长度,采用连续焊接工艺,降低生产成 本。
总结词
提高焊接质量
详细描述
通过改进零件结构设计,提高焊接质量和减少焊接缺陷。 例如,合理布置焊缝位置和坡口形式,减少未熔合、气孔 等缺陷。
总结词
改善零件性能
详细描述
热处理工艺参数的选择包括加热温度、保温时间和冷却速度等,合适 的热处理工艺参数可以提高热处理质量和效率。
热处理设备的选用应根据热处理工艺要求进行选择,以保证热处理过 程的稳定性和可靠性。
零件结构工艺性改进
04
案例
铸造工艺性改进案例
总结词
优化零件结构,提高铸造效率
详细描述
通过简化零件结构,减少铸造过程中的模具复杂性和材料 消耗,提高铸造效率。例如,优化铸件的分型面和浇注系 统,减少砂芯的使用,降低生产成本。
提高制造效率和质量。
可装配性
零件的结构应便于装配,如连 接、固定、调整等,以保证装 配精度和可靠性。
可检测性
零件的结构应便于检测,如尺 寸、形状、位置等,以便在制 造过程中及时发现和纠正误差 。
可维修性
零件的结构应便于维修,如易 于拆卸、更换和修复等,以降 低维修成本和提高设备利用率
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
零件的结构工艺性
Casting structure 铸件结构
Common machining structures 机加工常见结构 Structure of drill hole 钻孔结构
请点击相应标题显示其内容
Casting structure
或使用砂轮, 需要在待加工面末端先切出退刀槽或砂轮越程槽。
The dimension of the escape is identified as ‘width×depth’ or ‘width×diameter’. 退刀槽及越程槽的尺寸注成“宽度×深度” 或“宽度×直径”。
槽宽 b
2 3
槽深 a
Defectivness Dedectivness 有缺陷 有缺陷
Maintain uniform wall thickness 壁厚均匀
Smooth transition 平滑过渡
请点击鼠标左键显示后面内容
Common machining structures 机加工常见结构 1. Boss club and recessed surface 凸台与凹坑:
The intersection line is needed in order to distinguish the various surfaces. The one we have provided is called run-out line. The representation of a transition line is similar to that of intersection line. The only difference is that the end of the run-out line is not connected with the contour line of the radius, and the line style is a thin solid line. 为了区分不同形体的表面,仍要画出相贯线,这种相贯线称
C2
2×C2
R2
倒角宽度 2
请点击鼠标左键显示后面内容
Avoid cracks避免断裂
Common machining structures 机加工常见结构 3. Escape and grinding undercut 螺纹退刀槽和砂轮越程槽:
An escape, grinding or traveling limit undercut needs to be produced at the end of the surface to be machined, in order to easily withdraw the cutter or grinding wheel while tapping or grinding external diameter. 在车削螺纹或磨外圆时,为便于退刀
1. Draft 起模斜度:
铸件结构
The 120(≈3°)draft along the drawing direction of the pattern facilitates to take out the pattern while molding. 铸件造型时,为便于取出木模,沿脱模方向的表面做出 120(≈3°)的起模斜度。
应避免凸台凹坑高度不一致
凸台凹坑高度不一致,导致 加工调刀工时费、成本高
请点击鼠标左键显示后面内容
Common machining structures 机加工常见结构
2. Chamfer and round 倒角与圆角:
To eliminate burrs and flashes in order to prevent human hands from cutting and to facilitate mounting, the ends of both the shaft and the hole usually need to be chamfered.为了去除零件的毛刺、锐边,以 防止划伤人手和便于装配,在轴和孔的端部通常需加工出倒角。
If the draft is very small, it can be omitted, If necessary, it can be included in technical. 起模斜度较小时, 在图中一般不画出, 必要时可注写在技术要求中。 Sand box cover Overflow Pouring head 上砂箱 冒口 浇口
Grinding surface by grinding wheel 砂轮正在精磨工件的表面 请 点 击 鼠 标 左 键 显 示 后 面 内 容
Structure of drill hole
钻孔结构
Surface structure of the drill hole 钻孔的表面结构
Representation of the hole and dimension of a drill 钻孔的尺寸标注
The intersection point where the hole and the oblique plane meet is necessary to set to platform and notch structure. If the angle between the drill and the oblique plane is larger than 60°, one can drill the hole directly. 在与孔轴线倾斜的表面处,常需设 计出平台或凹坑结构,但当钻头与倾斜面的夹角大于60°时,也可以直接钻孔。
Sand box 下砂箱
请点击鼠标左键显示后面内容
Model 模型
≈ 3°
Sand 型砂
Cavity 型腔
Casting structure
2. Fillets in castings 铸造圆角:
铸件结构
There must be a radius where two surfaces meet, in order to avoid sand drops while removing the mould and shrinkage cavity and shrinkage crack while cooling. 在铸件表面相交处应有圆角,以免 脱模时砂型落砂,同时防止铸件冷却时产生裂纹或缩孔。
Usually, all surfaces mounted on other parts need to be machined. The boss or recessed surface is added to keep good contact between the surfaces of two parts and to reduce the machining area and manufacturing cost. 零件上凡与其他零件接触的表面一般都要 加工,为了保证两零件表面的良好接触,同时减少加工面积, 以降低制造费用,在零件的需接触表面处常设计成凸台、凹坑 的形式。 One must avoid unequal designs
60
90
Hale Waihona Puke 60请点击鼠标左键显示后面内容
本 小 节 结 束
谢谢您的认真学习!
前一页 退出
Casting structure
不与轮廓线接触
铸件结构
在图片上点击鼠标左键 “暂停”或再次“播放”
Casting structure
在切点附近断开
铸件结构
在图片上点击鼠标左键 “暂停”或再次“播放”
Casting structure
铸件结构
在图片上点击鼠标左键 “暂停”或再次“播放”
Casting structure
铸件结构
在图片上点击鼠标左键 “暂停”或再次“播放”
Common machining structures 机加工常见结构
Common machining structures 机加工常见结构
That is, the sharp edge of shaft end is cut by a conical cutting tool with a 45° degree apex angle. 即用一锥顶角为45°的圆锥刀头切除其端部锐边。 An arc transition usually remains at the shaft shoulder, which is called round, in order to avoid cracks caused by pressure concentration. 在轴肩处,常常制 成圆弧过渡,即圆角,以避免因应力集中而产生裂纹。
槽宽 b 2ф12
23
2ф12
内径Φ
Undercut 退刀槽
Grinding surface 精磨表面
Grinding undercut 砂轮越程槽
Grinding surface 精磨表面
请点击鼠标左键显示后面内容
Structure of drill hole
钻孔结构
The axis of the drill should be perpendicular to the surface to be drilled, in order to ensure correct drilling position and prevent the drill from breaking caused by unequal impact force. 用钻头钻孔时,为保证钻 孔位置准确和避免钻头因受力不均而折断,应使钻头轴线垂直于 被钻孔零件的表面。
在图片上点击鼠标左键可以“暂停”或再次“播放”
在 图 片 上 点 击 鼠 标 左 键 可 以 “暂 停” 或 再 次 “播 放”