尿素级材料的标准
尿素执行标准

尿素执行标准尿素是一种重要的化肥和工业原料,其质量标准对于保障产品质量,促进行业健康发展具有重要意义。
我国对尿素产品的执行标准主要包括GB2440-2001《合成尿素》和GB155-2004《氮肥》两个标准。
其中,GB2440-2001是合成尿素产品的国家标准,规定了合成尿素的技术要求、检验方法、包装、运输、贮存等内容;GB155-2004是氮肥产品的国家标准,其中包括了尿素的产品分类、技术要求、检验方法等内容。
在GB2440-2001标准中,对尿素产品的技术要求包括了外观、氮含量、水分、游离二氧化硅、游离氨、生物碱、堆积密度、颗粒强度等指标。
其中,外观要求尿素为白色结晶体,无明显杂质;氮含量不低于46.0%;水分不大于1.0%;游离二氧化硅不大于0.01%;游离氨不大于0.25%;生物碱不大于0.05%;堆积密度不小于0.8g/cm3;颗粒强度不小于4N。
这些指标的严格执行,可以保证尿素产品的质量稳定,满足不同作物的养分需求。
在GB155-2004标准中,尿素产品根据氮含量和颗粒度分为多个等级,分别为合格品、一级品、二级品和三级品。
合格品的氮含量不低于46.0%,一级品的氮含量不低于46.2%,二级品的氮含量不低于46.0%,三级品的氮含量不低于45.8%。
同时,对于颗粒度也有严格的要求,要求颗粒的直径在1.00mm-4.75mm之间。
这些要求的严格执行,可以保证尿素产品的适用性和养分释放效果。
在实际生产中,企业应当严格按照国家标准要求进行生产,建立健全的质量管理体系,加强对原材料、生产工艺、成品检验等环节的控制,确保产品质量稳定可靠。
同时,企业还应当加强对产品的包装、运输、贮存等环节的管理,避免产品在这些环节受到污染或损坏,影响产品质量。
总的来说,尿素执行标准的严格执行对于保障产品质量、促进行业健康发展具有重要意义。
企业应当严格按照国家标准要求进行生产,加强质量管理,确保产品质量稳定可靠。
同时,监管部门也应当加强对尿素产品的监督检查,严厉打击违法违规行为,保障市场秩序,促进行业健康发展。
涂层尿素标准
涂层尿素标准
涂层尿素标准
一、涂层尿素应具有抗腐蚀性、耐磨损性和形成均匀涂层的良好性能,以确保铁路轨道的正常行车安全。
二、涂层尿素标准根据涂层尿素的用途,分为一般涂层尿素标准和特殊涂层尿素标准。
1、一般涂层尿素标准
(一)尿素的成分:尿素应为碱性,有机酸含量不超过2%的高纯尿素,其原料以多氨基聚磷酸酯为主,密度为1.25g/cm3,固体物质含量不少于85%(w/w%)。
(二)抗腐蚀性:涂层尿素应具有抗腐蚀性,采取试验的方法,在碱性溶液中,使涂层尿素的阴极极化电位降至-850mV的时间应不大于12小时。
(三)耐磨损性:涂层尿素的耐磨损性在轨道正常行车中要良好的。
(四)形成均匀涂层:在同一批涂层尿素中,涂层厚度变化应小于等于10%,涂层表面不允许出现厚薄不均、粘结、结块的现象。
2、特殊涂层尿素标准
由于轨道路况结构的不同,有些涂层尿素还需要具备特殊性能,如耐冻、耐热、耐渗透、耐碱、耐氧化等。
具体标准要按照设计要求制定。
- 1 -。
尿素级材料的质量检验

到尿素设备的使用寿命 与年腐蚀量紧密相关 , 故检 验项 目以休氏试验为主。
检验步骤及过程详见尿素工程标准 8 1s 一A 0一
9( 5尿素厂耐腐蚀 不锈钢的休氏试验和金相检验》 。
・
5 ・ 7
维普资讯
尿 素级材料 的质量检验
V 13N 72o 0 . 0 06 2
维普资讯
尿 素级材料的质量检验
张 亮。 郝春 雷 , 李永 华
( 大连冰山集团金州重型机器有限公司 , 辽宁 大连 1 10 1 0) 6
摘 要: 通过 多年来对尿素级材料检验 的实践经验 , 出尿素设备材料检验 中应注意的事项 , 提 以供 同
p it as r p cal ec b d i i p ors , l oemet rf bo e s gfrrfrn e onsl owees e i yd sr e n t s rges a s e at rt ru i ee c . l i h l t h c h n o e
1 2 3 板 板 板
材质
75 N 2L 7 5 2I 7 5 2I
规格 ( i) a rn
1 2
周 期
3 4 5 平 均
结果
备注
占 3 占 3 占 3
17 17 2 4 1a 14 16 >10 不合格 . 6 .5 .2 .7 .2 .8 r . 12 11 0 9 08 07 09 <10 合格 . 6 . 0 .3 .4 .9 .8 . 0 6 04 0 4 03 04 04 <10 合格 .3 .5 .1 .7 .2 .5 . 酸洗 3mn 0i 表面机 加工
Ab ta t T e e p r n e o s e t n ru e l smae as a t d c d , t h a l me t eatn in sr c : h x e e c f n p ci s o l aca tr l w si r u e a e sn et t t i i o f F s i n o t i h e o
车用尿素国标质量标准(一)

车用尿素国标质量标准(一)
车用尿素国标质量标准
引言
•车用尿素是一种用于净化柴油车尾气的重要添加剂。
•国家对车用尿素质量制定了一系列标准,以确保其有效性和安全性。
质量标准的重要性
•车用尿素作为净化尾气的关键成分,其质量直接影响净化效果和车辆排放水平。
•质量标准的制定有利于提高车用尿素的质量稳定性和可靠性,保护环境和用户利益。
国家质量标准的要求
•纯度要求:车用尿素的纯度需要达到一定的标准,以确保其有效反应。
•凝固点要求:车用尿素的凝固点需要在一定的范围内,以适应各地不同气候条件下的使用。
•水含量要求:车用尿素的水含量需要限制在一定范围内,过高的水含量会影响溶液的效果。
•杂质要求:车用尿素中杂质含量需要控制在一定限度内,以确保净化效果和使用安全。
•包装要求:车用尿素需要以特定规格的包装形式出售,以便用户使用。
质量标准的执行与监督
•国家质量监督部门将对车用尿素在生产、运输和销售过程中执行标准进行监督。
•违反质量标准的企业将受到惩罚,并可能被吊销生产资质。
•消费者可以通过投诉渠道向监督部门举报质量问题,维护自己的权益。
结论
•车用尿素国标质量标准的制定和执行,对于保障车用尿素的质量和安全性具有重要意义。
•用户应选择符合国标质量标准的车用尿素,并保持监督意识,维护自己的权益。
注意: 本文仅为示例,实际车用尿素国标质量标准请参考相关法规和标准文件。
船用尿素标准

船用尿素标准
船用尿素标准是指用于船舶尾气处理系统中的尿素质量标准。
船用尿素是一种化学品,其主要作用是通过SCR技术(选择性催化还原技术)将船舶排放的氮氧化物(NOx)转化为无害的氮(N2)和水(H2O),从而达到减少船舶排放、保护环境的目的。
船用尿素标准的制定是为了确保船用尿素的质量,以保证其能够有效地减少船舶排放。
以下是船用尿素标准的主要内容:
1.化学成分
船用尿素的化学成分应符合以下要求:
氨氮含量(NH3-N):32.5%±0.4%
水分含量:≤0.5%
铁含量:≤1.0ppm
铜含量:≤0.1ppm
镍含量:≤0.1ppm
铅含量:≤0.1ppm
钴含量:≤0.1ppm
锰含量:≤0.1ppm
铬含量:≤0.1ppm
2.外观和颜色
船用尿素的外观应液体状,无色透明,无悬浮物和沉淀物,无异味。
3.物理性质
船用尿素的物理性质应符合以下要求:
相对密度(20℃):1.328-1.333
动力粘度(20℃):≤1.5mPa·s
PH值(25℃):7.0-9.0
4.包装
船用尿素应以不锈钢或铁皮罐等包装,并标有产品名称、生产日期、批号、净重、生产厂家等信息。
5.储存和运输
船用尿素的储存和运输应注意以下要点:
储存温度:宜低于30℃,远离热源和明火。
运输方式:宜采用封闭式运输,避免暴露于阳光直射和雨水浸淋。
工业级尿素标准

工业级尿素标准
工业级尿素的标准通常按照GB/T 2440-2017《尿素》进行判断,具体标准如下:
1.纯度:工业尿素一级品的纯度应该达到99.5%以上,这是
判断其质量的最基本指标。
2.氨含量:一级品的氨含量应不得超过0.15%,因为氨含量
过高将会影响其储存和使用效果。
3.水分:工业尿素一级品的水分含量应不得超过0.3%,否
则会降低其稳定性和储存寿命。
4.游离鲜度:一级品的游离鲜度指标应不得超过0.01%,这
是判断其加工工艺水平和杂质含量的重要指标。
5.除了以上标准,还可以通过以下方式进行判断:
6.外观判断:正常情况下,工业尿素的外观应该是白色的结
晶体,没有明显的颜色差异或杂质出现。
7.检测纯度:可以使用红外光谱法、气相色谱法等仪器进行
检测,一级品的纯度应该达到99.5%以上。
8.检测氨含量:可以使用比色法、滴定法等仪器进行检测,
一级品的氨含量应不得超过0.15%。
9.检测水分含量:可以使用卡尔费休法、干燥法等仪器进行
检测,一级品的水分含量应不得超过0.3%。
10.检测游离鲜度:可以使用紫外分光光度法、高效液相色谱
法等仪器进行检测,一级品的游离鲜度指标应不得超过
0.01%。
请注意,这些标准可能会因不同的生产商和生产批次而略有不同。
14-A32S-95

中国五环化学工程公司工程设计标准:14-A32S-95尿素厂X2CrNiMo25-22-2不锈钢的材料要求目录1. 范围2. 材料的化学成分3. 熔敷金属的化学成分4. 机械性能5. 检验6. 买方的附加要求和试验7. 材料的标记8. 表面状态(光洁度)9. 文件10. 推荐的最小厚度1. 范围1.1 本标准规定了X2CrNiMo25-22-2(尿素级)材料的化学成分、机械性能、试验和检验要求。
本标准的要求适用于在钢厂最终热处理之后材料的全部厚度。
设备制造完毕后,所有与介质接触部分的材料满足耐腐蚀要求的厚度为5mm。
对于堆焊层,本要求适用于最终热处理和/或机加工后,从接触工艺介质一侧表面的最低点量起,最小厚度为3mm。
对于需要再次机械加工的堆焊垫片密封面,其堆焊层的厚度应增加。
以使垫片密封面经加工后,需满足要求的厚度最少为6mm。
1.2 材料的一般要求应符合下列标准:奥氏体不锈钢材料应遵循:ASTM或ASME第II篇,UNS NO8310,规范条例2038德国标准:DIN17440或DIN17458X2CrNiMo 25-22-2/W.S.N.1.4466X2CrNiMo 25-22-2/W.S.N.1.44651.3 本标准应与有关的采购说明书一起使用,以便完全理解买方要求。
1.4 管子、板、棒等禁止由钢材供货厂商进行焊接修理。
2. 材料的化学成分2.1 钢的化学成分(重量百分比)应为:(最小~最大值)C≤0.020 Mo 1.9~2.3 N 0.10~0.16Cr 24.5-25.5 Mn≤2.0 P≤0.020Ni21.0-23.0 Si≤0.40 S≤0.0152.2 奥氏体形成元素(Ni、C、N、Mn)和铁素体形成元素(Cr、Mo、Si)的平衡应在最终热处理和焊接后能获得完全奥氏体组织(最高铁素体含量0.6%)。
3. 熔敷金属的化学成分3.1X2CrNiMo 25-22-2焊接材料的熔敷金属的化学成分(重量百分比)应为:C≤0.040 Mo 1.9~2.7 N≤0.20Cr≥24.0 Mn≥3.0 P≤0.030Ni≥21.0 Si≤0.50 S≤0.0203.2 如使用与上述不同化学成分的焊接材料时,卖方或制造厂在制造前应获得买方认可。
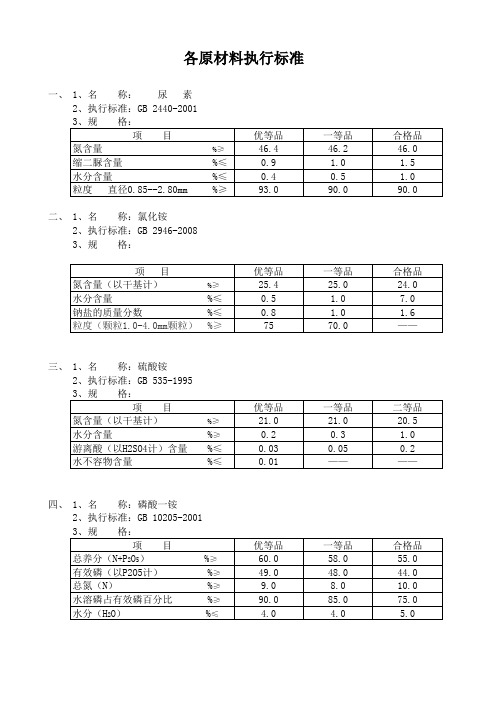
各原材料执行标准
%≥
%≤ %≤ %≥
优等品 46.4 0.9 0.4 93.0
一等品 46.2 1.0 0.5 90.0
合格品 46.0 1.5 1.0 90.0
%≥
%≤ %≤ %≥
三、 1、名 称:硫酸铵 2、执行标准:GB 535-1995 3、规 格: 项 目 氮含量(以干基计) 水分含量 游离酸(以H2SO4计)含量 水不容物含量
各原材料执行标准
一、 1、名 称: 尿 素 2、执行标准:GB 2440-2001 3、规 格: 项 目 氮含量 缩二脲含量 水分含量 粒度 直径0.85--2.80mm 二、 1、名 称:氯化铵 2、执行标准:GB 2946-2008 3、规 格: 项 目 氮含量(以干基计) 水分含量 钠盐的质量分数 粒度(颗粒1.0-4.0mm颗粒) 优等品 25.4 0.5 0.8 75 一等品 25.0 1.0 1.0 70.0 合格品 24.0 7.0 1.6 ——
%≥
%≥ %≤ %≤
优等品 21.0 0.2 0.03 0.01
一等品 21.0 0.3 0.05 ——
二等品 20.5 1.0 0.2 ——
四、 1、名 称:磷酸一铵 2、执行标准:GB 10205-2001 3、规 格: 项 目 总养分(N+P2O5) %≥ 有效磷(以P2O5计) %≥ 总氮(N) %≥ 水溶磷占有效磷百分比 %≥ 水分(H2O) %≤
优等品 60.0 49.0 9.0 90.0 4.0
一等品 58.0 48.0 8.0 85.0 4.0
合格品 55.0 44.0 10.0 75.0 5.0
五、 1、名 称:磷酸二铵 2、执行标准:GB 10205-2001 3、规 格: 项 目 总养分(N+P2O5) %≥ 总氮(N) %≥ 有效磷(以P2O5计) %≥ 水溶磷占有效磷百分比 %≥ 水分(H2O) %≤ 粒度(2-4mm) %≥
尿素质量标准[5篇]
![尿素质量标准[5篇]](https://img.taocdn.com/s3/m/919db57e001ca300a6c30c22590102020740f297.png)
尿素质量标准[5篇]以下是网友分享的关于尿素质量标准的资料5篇,希望对您有所帮助,就爱阅读感谢您的支持。
尿素质量标准第一篇一目的:制定的丙二醇质量标准,规范公司丙二醇的采购、检验、使用、保管。
二适用范围:适用于丙二醇的采购、验收、检验。
三责任者:质管部、采购、仓库。
四标准依据:《中华人民共和国兽药典》2010年版一部。
五正文:丙二醇Bing’erchunPropylene Glycol本品为1,2-丙二醇,含C3H8O2不得少于99.5%。
【性状】本品为无色澄明的黏稠液体;无臭,味稍甜;有引湿性。
本品与水、乙醇或三氯甲烷能任意混溶。
相对密度本品的相对密度在25℃时应为1.035~1.037。
【鉴别】在含量测定项下记录的色谱图中,供试品溶液主峰的保留时间应与对照溶液主峰的保留时间一致。
【检查】酸度取本品10.0ml,加新沸过的冷水50ml溶解后,加溴麝香草酚蓝指示液3滴,用氢氧化钠滴定液(0.01mol/L)滴定至溶液显蓝色,所耗氢氧化钠滴定液(0.01mol/L)的体积不得大于0.50ml。
氯化物取本品1.0ml,依法检查,与标准氯化钠溶液7.0ml 制成的对照液比较,不得更浓(0.007%)。
硫酸盐取本品5.0ml,依法检查,与标准硫酸钾溶液3.0ml 制成的对照液比较,不得更浓(0.006%)。
氧化性物质取本品 5.0ml,置碘量瓶中,加碘化钾试液1.5ml与稀硫酸2ml,密塞,在暗处放置15分钟,加淀粉指示液2ml,如显蓝色,用硫代硫酸钠滴定液(0.005mol/L)滴定至蓝色消失,所耗硫代硫酸钠滴定液(0.005mol/L)的体积不得过0.2ml。
还原性物质取本品1.0ml,加氨试液1ml,在60℃水浴中加热5分钟,溶液应不显黄色;迅速加硝酸银试液0.15ml,摇匀,放置5分钟,溶液应无变化。
水分取本品适量,照水分测定法测定,含水分不得过0.2%。
炽灼残渣取本品50g,加热至燃烧,即停止加热,使自然燃烧至干,于700~800℃炽灼至恒重,遗留残渣不得过3.5mg。
尿素工艺技术要求
尿素工艺技术要求尿素是一种重要的化肥和工业原料,其工艺技术要求对生产过程中的原料选择、反应条件和工艺控制有着严格要求,下面是对尿素工艺技术要求的一些基本描述。
1. 原料要求:(1)选用优质的氨气和二氧化碳作为原料,氨气纯度要求在99.5%以上,二氧化碳纯度要求在99%以上,且不含有毒、腐蚀性物质。
(2)氨气和二氧化碳配比要合理,一般为2:1,以保证反应中氨和二氧化碳的充分利用。
(3)水分含量在原料中应尽量降低,一般要求水分含量低于0.5%。
2. 反应条件要求:(1)反应温度:尿素合成反应是可逆反应,一般在摄氏160-190度之间进行。
过高的温度会导致产物分解,而过低的温度则会降低反应速率,影响生产效率。
(2)反应压力:尿素产生的反应是放热反应,要求在合适的反应压力下进行,一般为15-25MPa。
(3)反应时间:反应时间对产品质量和产量有很大影响,一般反应时间控制在10-20分钟之间。
3. 工艺控制要求:(1)反应器的设计和操作要合理,保证反应物料的充分混合和传质,提高反应效率。
(2)必须采用高效的催化剂,以提高反应速率和选择性,降低副反应的发生。
(3)回收利用废气中的未反应物质和催化剂,以降低生产成本和环境污染。
(4)对反应过程中产生的热能要进行合理利用,提高能源利用效率和生产经济性。
(5)及时监测反应过程中的参数,如温度、压力、浓度等,并进行调节,以确保产品质量和生产效率的稳定。
总结起来,尿素工艺技术要求的核心是合理的原料选择和配比、适宜的反应条件和科学的工艺控制。
通过优化这些要求,可以提高尿素生产的效率和质量,降低生产成本和环境污染。
尿素质量标准

检验项目
质量标准
检验依据
性状
本品为无色棱柱状结晶或白色结晶性粉末,几乎无臭、味咸凉,放置较久后渐发生微弱的氨臭,水溶液呈中性,易溶于水、乙醇。
中国药典2015
熔点
132~135℃
中国药典2015
鉴别
显紫红色
中国药典2015
生成白色结晶性沉淀
中国药典2015
红外光吸收图谱
应与对照的图谱一致
中国药典2015
尿素质量标准
题目:尿素质量标准
编码:准:
日期:
生效日期:
颁发部门:研发部
分发部门:质控部、生产部
变更记载:修改号:
批准日期:执行日期:
变更原因及目的:
标准来源依据:《中国药典》2015版二部
目的:建立一个尿素的质量标准。
范围:适用于尿素的质量检验。
职责:质控部、物料部对本标准的实施负责。
检查
氯化物
≤0.007%
中国药典2015
硫酸盐
≤0.010%
中国药典2015
乙醇中不溶物
≤2mg
中国药典2015
炽灼残渣
≤0.1%
中国药典2015
重金属
≤20ppm
中国药典2015
含量测定
≥99.5%
中国药典2015
微生物限度
细菌数≤100个/g
霉菌和酵母菌数≤100个/g
金黄色葡萄球菌、铜绿假单胞菌不得检出。
尿素级材料的标准

1.范围1.1本标准规定了X2CrNiMo25-22-2(尿素级)材料的化学成分、机械性能、试验和检验要求。
本标准的要求适用于在钢厂最终热处理之后材料的全部厚度。
设备制造完毕后,所有与介质接触部分的材料满足耐腐蚀要求的厚度为5mm。
对于堆焊层,本标准要求适用于最终热处理和/或机加工后,从接触工艺介质一侧表面的最低点量起,最小厚度为3mm。
对于需要再次机械加工的堆焊垫片密封面,其堆焊层的厚度应增加。
以使垫片密封面经加工后,需满足要求的厚度最少为6mm。
1.2 材料的一般要求应符合下列标准:奥氏体不锈钢材料应遵循:ASTM或ASME第Ⅱ篇,UNS 8310, 规范条例2038德国标准:DN17400 或DIN17458X2CrNiMo25-22-2/W. S. N. 1.4466X2CrNiMo25-22-2/W. S. N. 1.44651.3 本标准应与有关的采购说明书一起使用,以便完全理解买方要求。
1.4 管子、板、棒等禁止由钢材供货厂商进行焊接修理。
2. 材料的化学成分2.1 钢的化学成分(重量百分比)应为:(最小~最大值)C≤0.020 Mo 1.9~2.3 N 0.10~0.16Cr 24.5~25.5 Mn ≤2.0 P≤0.020Ni 21.0~23.0 Si≤0.40 S≤0.0152.2 奥氏体形成元素(Ni、C、N、Mn)应在最终热处理和焊接后能获得完全奥氏体组织(最高铁素体含量0.6%)3.熔敷金属的化学成分X2CrNiMo25-22-2焊接材料的熔敷金属的化学成分(重量百分比)应为:C≤0.040 Mo 1.9~2.7 N ≤0.10Cr≥240 Mn≥3.0 P≤0.030Ni≥21.0 Si≤0.50 S≤0.020 如使用与上述化学成分的焊接材料时,卖方或制造厂在制造前应获得买方认可。
铁素体奥氏体形成元素的平衡应在焊后状态和/或在最终热处理奥氏体的铸态组织(最大铁素体含量为0.6%)。
aus40尿素标准
aus40尿素标准
根据我所了解的信息,Aus40尿素是一种用于柴油车辆选择性催化还原(SCR)系统的尿素溶液。
它被用作SCR系统中的还原剂,以帮助减少柴油车辆排放的氮氧化物(NOx)。
以下是Aus40尿素的一些常见标准和规范:
1. 尿素纯度:Aus40尿素应具有高纯度,通常要求大于或等于3
2.5%的尿素含量。
2. 溶液稳定性:Aus40尿素的溶液应具有良好的稳定性,以确保在存储和使用期间不会分解或产生沉淀。
3. 凝结点:Aus40尿素的凝结点应低于-11°C,以确保在低温环境下仍能有效工作。
4. pH值:Aus40尿素溶液的pH值通常应在7到9之间,以确保与SCR系统中的其他组件兼容。
5. 杂质含量:Aus40尿素应符合相关的国家或地区标准,其中包括对阴离子、阳离子、重金属和其它有害物质的限制。
这些标准和规范可能会根据不同的国家或地区而有所不同。
如果您需要更具体的信息,建议您参考当地的法规要求或与相关制造商或供应商进行联系。
尿素的交割标准

尿素的交割标准
尿素的交割标准通常由国际组织或交易所制定,供应商和买家在交易时遵守这些标准以确保产品的质量和交易的顺利进行。
以下是通常的尿素交割标准:
1. 纯度:尿素标准纯度为99%以上。
2. 外观:符合标准的尿素应为白色结晶状或晶体粉末,并不应有明显的颜色。
3. 氯含量:氯离子含量应小于0.05%。
4. 灼烧残渣:灼烧残渣的含量通常不应超过0.01%。
5. 水含量:水含量通常应小于0.5%。
6. 粒度:尿素粒度一般要求为1-4mm的粒状物。
7. 杂质含量:标准尿素的杂质含量应尽可能低,通常要求含有较少的硫、铁、铜、锰等杂质。
8. 包装方式:尿素通常以塑料袋、纸袋或铁桶等包装形式出售,并在包装上标明产品的质量、生产日期等信息。
需要注意的是,不同地区或国家对尿素的交割标准可能有所不同,买家和供应商在交易前应仔细核实所在地的相关交割标准,并确保产品符合这些标准。
执行标准0003s

执行标准0003S 指的是我国强制性国家标准《工业用尿素》(GB 2440-2017),该标准于2017 年7 月17 日由国家质量监督检验检疫总局、国家标准化管理委员会发布,2018 年1 月1 日正式实施。
GB 2440-2017《工业用尿素》标准主要规定了工业用尿素的术语和定义、分类、要求、试验方法、检验规则、标志、包装、运输和贮存等方面的内容。
适用于以煤、石油、天然气等为原料,经合成氨生产尿素的企业。
以下是执行标准0003S 的主要内容:
1. 范围:本标准规定了工业用尿素的技术要求、试验方法、检验规则以及标志、包装、运输和贮存。
2. 术语和定义:本标准对工业用尿素、尿素、颗粒尿素、尿素溶液等术语进行了定义。
3. 要求:工业用尿素应符合以下要求:
- 尿素含量:尿素含量应在46.0%~60.0% 之间。
- 色泽:工业用尿素应为无色或微黄色透明液体。
- 气味:工业用尿素应无异味。
- 水分:工业用尿素的水分含量应在0.5% 以下。
- 灰分:工业用尿素的灰分含量应在0.01% 以下。
4. 试验方法:本标准规定了尿素含量、色泽、气味、水分、灰分等指标的试验方法。
5. 检验规则:包括出厂检验、型式检验、复试等检验规定。
6. 标志、包装、运输和贮存:工业用尿素应有清晰的标志,包装应符合相关要求,运输过程中应防止曝晒、雨淋、挤压等,贮存条件应适当。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.范围
1.1本标准规定了X2CrNiMo25-22-2(尿素级)材料的化学成分、机械性能、试验和检验要求。
本标准的要求适用于在钢厂最终热处理之后材料的全部厚度。
设备制造完毕后,所有与介质接触部分的材料满足耐腐蚀要求的厚度为5mm。
对于堆焊层,本标准要求适用于最终热处理和/或机加工后,从接触工艺介质一侧表面的最低点量起,最小厚度为3mm。
对于需要再次机械加工的堆焊垫片密封面,其堆焊层的厚度应增加。
以使垫片密封面经加工后,需满足要求的厚度最少为6mm。
1.2 材料的一般要求应符合下列标准:
奥氏体不锈钢材料应遵循:ASTM或ASME第Ⅱ篇,UNS 8310, 规范条例2038
德国标准:DN17400 或DIN17458
X2CrNiMo25-22-2/W. S. N. 1.4466
X2CrNiMo25-22-2/W. S. N. 1.4465
1.3 本标准应与有关的采购说明书一起使用,以便完全理解买方要求。
1.4 管子、板、棒等禁止由钢材供货厂商进行焊接修理。
2. 材料的化学成分
2.1 钢的化学成分(重量百分比)应为:
(最小~最大值)
C≤0.020 Mo 1.9~2.3 N 0.10~0.16
Cr 24.5~25.5 Mn ≤2.0 P≤0.020
Ni 21.0~23.0 Si≤0.40 S≤0.015
2.2 奥氏体形成元素(Ni、C、N、Mn)
应在最终热处理和焊接后能获得完全奥氏体组织(最高铁素体含量0.6%)
3.熔敷金属的化学成分
X2CrNiMo25-22-2焊接材料的熔敷金属的化学成分(重量百分比)应为:C≤0.040 Mo 1.9~2.7 N ≤0.10
Cr≥240 Mn≥3.0 P≤0.030
Ni≥21.0 Si≤0.50 S≤0.020 如使用与上述化学成分的焊接材料时,卖方或制造厂在制造前应获得买方
认可。
铁素体奥氏体形成元素的平衡应在焊后状态和/或在最终热处理奥氏体的
铸态组织(最大铁素体含量为0.6%)。
4.机械性能
制造厂必须保证第2章所述的材料和第3章所述熔敷金属的下列数值:在20℃时抗拉强度≥530MPa;
在20℃时0.2屈服强度≥255 MPa;
在230℃时0.2屈服强度≥206 MPa(仅适用于管子);
在230℃时0.2屈服强度≥157 MPa(仅适用于板材和锻件);
在20℃时延伸率(L=5d)≥30%。
5.检验
材料进行试验和检验的要求应按德国标准DN17400 或DIN17458或ASME第Ⅱ篇或ASTM (见1.2节)有关规定。
铁素体含量:
5.2.1铁素体测量只能采用HELMUTH Fischer仪器,更具体的说是铁素体
仪M11-GAB1.3或MP3-GAB1.3型
5.2.2铁素体含量应不超过:
—第2章所述材料为0.6%
—连接焊缝的熔敷金属为0.6%
—堆焊层熔敷金属为0.6%
5.2.3 板材、型材、棒、锻件、管道和管子应在每件上任意抽查铁素体含
量。
5.2.4 所有堆焊和焊接熔敷金属至少应在面层每条焊道上抽查铁素体含
量。
5.3 休氏试验检查
5.3.1休氏试验检查必须按CWCEC工程设计标准8-A10S-95进行。
试板
的位置、尺寸和休氏试验试样的尺寸应符合CWCEC工程设计标准
8-A9S-95规定。
5.3.2 符合第2章中所述化学成分并与工艺介质接触的材料,经每个周期
为48小时的5个沸腾周期试验,所有周期腐蚀的平均值应不超过 1.0u
m/48小时(0.16/米2.小时)。
平均腐蚀值≥1.0um/48小时(0.16/米2.小时)的材料应予判废。
5.3.3如发现第四和或第五周期的值超过第三和或第四周期中较低值的50%时,应对试验的试样进行显微检查,并测量选择性浸蚀的深度。
这个深度是判断材料是否使用的决定性因素。
5.3.4熔敷金属也必须用休氏试验的方法进行检验,但平均值并不能作为能否接受或判废的标准,而休氏试验后的选择性浸蚀的深度才是决定能否使用的决定性因素。
5.4 选择性浸蚀和金相检验
5.4.1 休氏试验完毕后,取自休氏试验试样的显微试样必须按CWCEC工程设计标准8-A10S-95进行选择性浸蚀和金相检验,该显微试样应取自休氏试验试样在放大十倍的显微镜下显示出浸蚀最严重地方的横截面。
5.4.2 下述材料的所有休氏试验试样必须进行选择性浸蚀检验:
——衬里板材
——管束用管子
——高压汽提塔的液体分配器
5.4.3 在5.4.2条内没有包括的材料,应按下列规定:
除按5.3.3 条所需要的试验之外,最少应对10%的休氏试验试样且每个炉号和每个热处理号、每一种规格、最少一个试样进行选择性浸蚀检验。
5.4.4 对第2章所述的材料在所有方向上测得的选择性浸蚀的最大值为70um,对于局部超标的选择性浸蚀,应书面向买方提供数值和数量,经审查后由买方决定是否可以接受。
5.4.5 对熔敷金属最大允许选择性浸蚀的深度为70um,对于局部超标的选择性浸蚀应书面向买方提供数值和数量,经审查后由买方决定是否可以接受。
5.4.6 材料焊接的热影响区(H、A、Z)也必须符合5.4.4条所述的要求,熔敷金属必须符合5.4.5条所述的要求。
5.4.7 晶粒组织必须满足2.2和3.3节要求,奥氏体的铸态组织,必须满足3.3节中规定的要求。