国外大型矿热炉主要结构参数及技术经济指标
4台7500矿热炉分析报告

4×7500KV A矿热炉方案建设的外部条件建设用地:本厂拟建在×××工业园区,征地90亩。
原料:钛精矿:项目建成后需钛精矿约220kt/a。
以云南和广西矿为主,辅用攀西地区矿源。
石墨电极:本项目采用两台7500KV A直流电炉采用石墨电极,电极直径φ650mm,需此石墨电极750t/a左右。
两台7500KV A交流电炉采用自焙电极,电极直径φ750mm,需用自焙电极糊2000吨,我国河北、上海等省市都有许多企业在生产此类电极。
所用的自焙电极的电极糊在国内生产厂家较多,质量较好,市场供给充足。
还原剂:冶炼所用无烟煤可在本县及邻县购买。
沥青:煤焦油加工的产品之一,攀钢焦化就生产,并可大量提供。
主要技术经济指标主要技术经济指标序号指标名称单位数量备注1 建设规模钛渣年产量t/a 100000铁合金铸件t/a 600002 还原隧道窑 4主要设备台/套干燥炉m³50 2干燥炉KV A 7500 4 2台直流2台交流煤气发生炉双段φ 6 2台用于直流电炉配套竖炉干燥,4台用于还原隧道窑供热。
3 主要原材料单耗钛精矿t/t石墨电极t/t电极糊t/t无烟煤t/t沥青t/t型煤t/t氧气瓶/t4主要原材料年耗量钛精矿t/a 220000无烟煤t/a 24000沥青t/a 12000型煤t/a 80000石墨电极t/a 750电极糊t/a 2000氧气瓶/a 30000 5供电有功功率KW 13881年总用电量×1086 供水7 总图厂区占地m³32683 建构筑物占地m³8241堆场占地面积m³2000建筑系数%道路铺砌面积㎡3735绿化占地率% 15运输量t/a 498000其中:运入t/a 338000运出t/a 1600008 建设期9 劳动定员在册职工人数人240工人人210管理及服务人员人3010 投资及资金筹措总投资万元25000其中:建设投资万元21875流动资金万元312511 盈利能力全部投资财务内部收益率% 20投资回收期 A投资利润率%投资利税率%12 财务状况分析资产负债率%2.高钛渣市场分析概述钛渣是将钛铁矿中的TiO2进行富集后得到一种富钛料,它是生产海绵钛和钛白的原料。
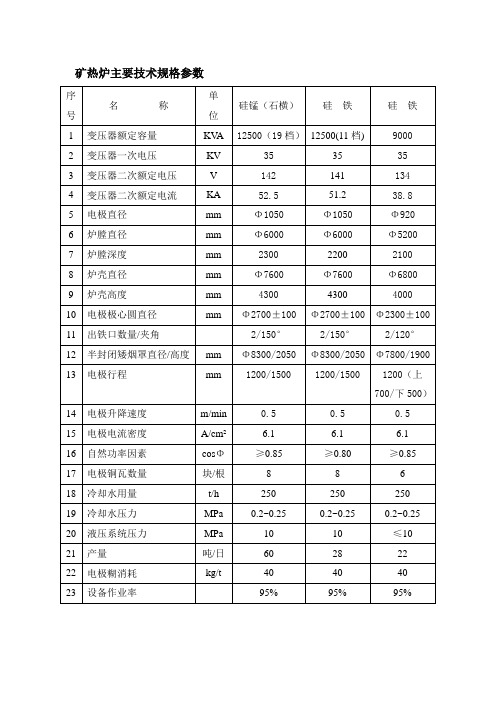
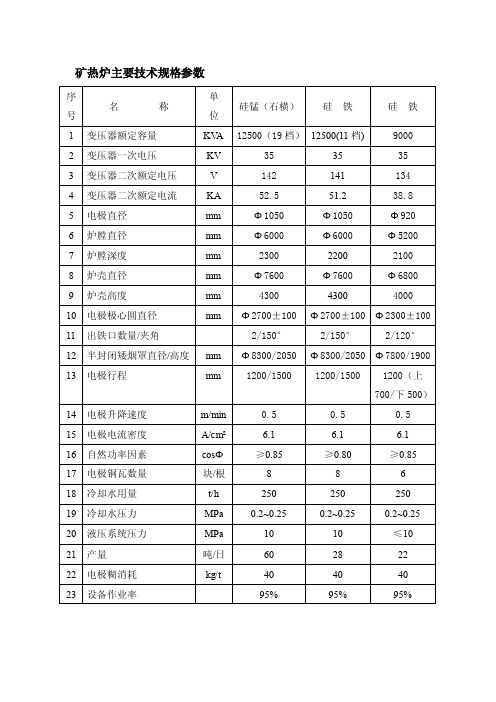
矿热炉主要技术规格参数
mm
Φ6800/1900
13
电极行程
mm
1200/1500
1200/1600
14
电极升降速度
m/min
0.5
0.5
15
电极电流密度
A/cm²
6.1
5.7
16
自然功率因素
cosΦ
≥0.85
≥0.7
17
电极铜瓦数量
块/根
8
10
18
冷却水用量
t/h
330
120
19
冷却水压力
MPa
0.2~0.25
Φ6000
Φ6000
Φ5200
7
炉膛深度
mm
2300
2200
2100
8
炉壳直径
mm
Φ7600
Φ7600
Φ6800
9
炉壳高度
mm
4300
4300
4000
10
电极极心圆直径
mm
Φ2700±100
Φ2700±100
Φ2300±100
11
出铁口数量/夹角
2/150°
2/150°
2/120°
12
半封闭矮烟罩直径/高度
mm
Φ8300/2050
Φ8300/2050
Φ7800/1900
13
电极行程
mm
1200/1500
1200/1500
1200(上700/下500)
14
电极升降速度
m/min
0.5
0.5
0.5
15
电极电流密度
A/cm²
6.1
矿热炉主要技术规格参数
2/150°
2/120°
2/120°
12 半封闭矮烟罩直径/高度 mm Φ 8000/1510 Φ 6800/1900 Φ 6800/1900
13 电极行程
mm
1000/1200
1000/1200 1000/1200
14 电极升降速度
m/min
0.5
0.5
0.5
15 电极电流密度
A/cm²
6.1
5.7
Φ 1000
Φ 780
Φ 780
6 炉膛直径
mm
Φ 5770
Φ 4800
Φ 4800
7 炉膛深度
mm
2100
1900
2100
8 炉壳直径
mm
Φ 7400
Φ 6400
Φ 6400
9 炉壳高度
mm
3950
3750
3750
10 电极极心圆直径
mm
Φ 2650
Φ 2000±100 Φ 2100±100
11 出铁口数量/夹角
6.1
16 自然功率因素
cosΦ
≥0.85
≥0.85
≥0.85
17 电极铜瓦数量
块/根
8
6
6
18 冷却水用量
t/h
120
120
120
19 冷却水压力
MPa
0.2~0.25
0.2~0.25
0.2~0.25
20 液压系统压力
MPa
10
10
≤10
21 产量
吨/日
74
22 电极糊消耗
kg/t
40
40
40
23 设备作业率
硅铁炉

技术规格书
一、硅铁的用途
硅铁是炼钢工业中必不可少的脱氧剂,也作为合金剂添加。在炼钢工业中,每生产1t钢大约消耗3-5kg 75%硅铁。
二、4000kVA电炉主要参数
1.电极直径:φ680mm
2.炉壳直径:φ5300mm
3.炉膛直径:φ3800mm
4.炉膛深度:1800mm
5.炉壳高度:3400mm
Q=
W
4000×24×0.85×0.95×1.0×0.95
= = 8.37t/日
8800
式中:P变压器额定容量,kVA;
Q电炉的产量,t;
W冶炼品种的单位电耗,kWh/t;
cosφ电炉的功率因数取0.85;
k2变压器功率利用系数取0.95;
t电炉年工作天数取340天。
电炉年停炉时间:25天,其中中修一年一次10天,小修每月一次,每次一天,共计12天,非计划停炉3天。
循环冷却水由循环水泵站供水,冷却水进入电炉冷却设备后利用落差自然回流至冷却水池,在水池中自然冷却后用水泵将水供至炉前,整个电炉冷却水为开路循环。
炉衬采用轻质粘土砖、重质粘土砖、高铝砖、碳砖、自焙碳砖和冷捣糊等采用新工艺砌筑,炉口采用钢玉砖砌筑。
八、4000kVA硅铁电炉设备构成
名称及规格
数量
机械设备
本设计选用矮烟罩半封闭固定式炉型,使4000KVA硅铁炉设备先进、工艺合理,主要设备简介如下:
1.炉体:炉壳采用δ16钢板焊接成圆柱体,炉底采用δ20钢板并用工字钢(25#)支撑在基础上,自然通风冷却炉底。
炉衬采用耐火砖(轻质粘土砖,重质粘土砖,高铝砖),炉底炉圈采用碳砖砌筑,砖缝用电极粉、矿粉的混合物填充。
单台电炉平均小时产量:
25000KVA技术资料

镍业技术资料目录1、主要生产成本汇总表2、冶炼工艺3、原料系统4、通风除尘1、主要生产成本汇总表表1-12、冶炼工艺2.1设计方案2.1.1概述根据拟定建设规模,本工程设计一个冶炼车间,车间内设一座2500OkVA矿热炉,主要承担镍铁合金的冶炼、浇注和精整等工作。
一个原料处理车间,内设箱式烧结机,主要承担红土矿干燥及预还原工作。
煤气发生炉一座。
原料堆场及干燥车间。
2.1.2镍铁合金工艺选择处理红土矿(氧化镍矿)的工艺流程有很多,但主要分火法冶炼工艺和湿法冶炼工艺两类。
大多数火法工艺(镍铁或镍琉熔炼)使用的传统流程为干燥一焙烧/还原一电炉熔炼。
而目前两个较成熟的湿法工艺是Caron(卡隆)工艺和HPAL(高压酸浸)工艺。
国际上对红土矿的冶炼工艺选择以火法为主,主要由于火法对于处理含镍量高于1.5%的红土矿是特别适合的,因此本工程选择火法工艺生产镍铁合金。
即干燥一焙烧/还原一电炉熔炼的工艺流程。
2.1.2镍铬合金工艺选择本工程选择火法工艺生产镍铬合金。
由于镍铬合金加入了部分红土矿,所以采用红土矿经干燥一焙烧/还原一电炉熔炼的工艺流程。
2.2产品品种设计主要产品为镍铁合金(平均镍含量在10%的镍铁)商品镍铁品种规格如下:镍铁牌号及化学成分2.3生产规模生产规模为建设2500OkVA×1矿热电炉,年产镍铁合金2.5万t。
车间年工作日为350天。
2.4主要原辅材料和技术条件2.4.1镍铁合金生产需要的主要原辅材料和技术条件2.4.1.1红土矿红土矿(氧化镍矿石)是生产镍铁合金的主要原料,主要是由铁、镍、硅等含水氧化物组成的疏松粘土状矿石,由于铁的氧化,矿石呈红土状。
红土矿一般含有20~40%的水分,需要在干燥、还原焙烧阶段将水分去除,这个过程是在干燥窑和立窑中进行的,矿石在料场破碎后加入干燥窑,然后破碎并加入炭素还原剂加入到立窑。
矿石被焙烧脱水和预还原后送矿热电炉车间。
红土矿原矿(约含Nil.4%)年需要量80万t,主要由东南亚国家菲律宾、印尼、新喀里多尼亚等进口。
矿热炉介绍及分析
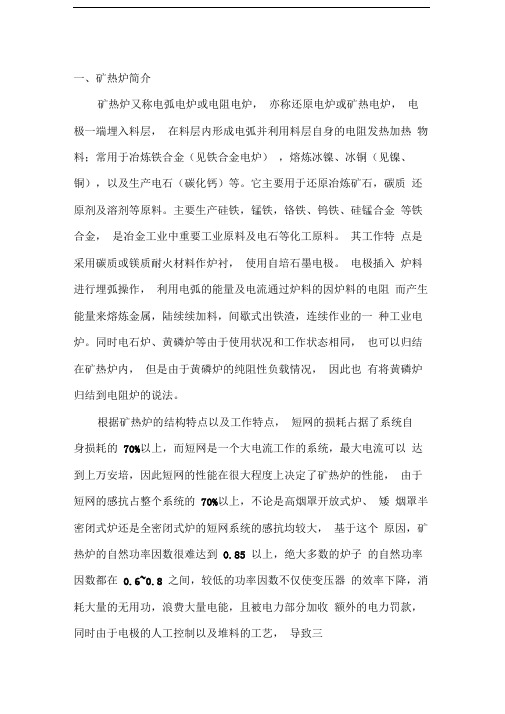
一、矿热炉简介矿热炉又称电弧电炉或电阻电炉,亦称还原电炉或矿热电炉,电极一端埋入料层,在料层内形成电弧并利用料层自身的电阻发热加热物料;常用于冶炼铁合金(见铁合金电炉),熔炼冰镍、冰铜(见镍、铜),以及生产电石(碳化钙)等。
它主要用于还原冶炼矿石,碳质还原剂及溶剂等原料。
主要生产硅铁,锰铁,铬铁、钨铁、硅锰合金等铁合金,是冶金工业中重要工业原料及电石等化工原料。
其工作特点是采用碳质或镁质耐火材料作炉衬,使用自培石墨电极。
电极插入炉料进行埋弧操作,利用电弧的能量及电流通过炉料的因炉料的电阻而产生能量来熔炼金属,陆续续加料,间歇式出铁渣,连续作业的一种工业电炉。
同时电石炉、黄磷炉等由于使用状况和工作状态相同,也可以归结在矿热炉内,但是由于黄磷炉的纯阻性负载情况,因此也有将黄磷炉归结到电阻炉的说法。
根据矿热炉的结构特点以及工作特点,短网的损耗占据了系统自身损耗的70%以上,而短网是一个大电流工作的系统,最大电流可以达到上万安培,因此短网的性能在很大程度上决定了矿热炉的性能,由于短网的感抗占整个系统的70%以上,不论是高烟罩开放式炉、矮烟罩半密闭式炉还是全密闭式炉的短网系统的感抗均较大,基于这个原因,矿热炉的自然功率因数很难达到0.85 以上,绝大多数的炉子的自然功率因数都在0.6~0.8 之间,较低的功率因数不仅使变压器的效率下降,消耗大量的无用功,浪费大量电能,且被电力部分加收额外的电力罚款,同时由于电极的人工控制以及堆料的工艺,导致三相间的电力不平衡加大,最高不平衡度可以达到20%以上,这导致冶炼效率的低下,电费增高。
因此提高短网的功率因数,降低电网不平衡就成了降低能耗,提高冶炼效率的有效手段。
如果采取适当的手段,提高短网功率因数,改善电极不平衡度,将可以达到:A、降低生产电耗3%〜6%; B、提高产品产量5%〜15%的效果,给企业带来良好的经济效益。
为了解决矿热炉自然功率因数低的问题,减少电网的损耗,提高供电质量,使功率因数达到0.9 以上;并且提高矿热炉的进线电压,使电炉的冶炼功率增大,目前国内外均采用大容量矿热炉加装无功补偿装置的方法,以提高矿热炉的功率因数,而投入的费用可以在创造的综合效益中短期内收回。
RKEF工艺技术

RKEF技术(“回转窑-矿热炉”法)始于20世纪50年代,由Elkem公司在新喀里多尼亚的多尼安博厂开发成功,由于产品质量好、生产效率高、而且节能环保,RKEF工艺很快取代了鼓风炉工艺。
随着冶金科学技术的发展,RKEF工艺也吸纳了包括自动化、清洁生产在内的众多最新技术成果,在设计制造、安装调试和生产操作上日臻成熟,已成为世界上生产镍铁的主流工艺技术,占据统治地位。
目前全球采用RKEF工艺生产镍铁的公司有十几家,生产厂遍及欧美、日本、东南亚等地,其中最大年产能达7~8万t金属镍,在长期的经营中,尽管世界镍行业风云变幻、镍价大起大落,但这些镍铁厂大都保持着良好的业绩。
2005年美国金属学会调查了世界红土镍矿冶炼厂及年产量,见表1。
表1 2005年美国金属学会调查的世界红土镍矿冶炼厂及年产量这13家镍冶炼厂的年产量总计约万t,约占世界原生镍总产量的30%,占红土矿火法冶炼镍铁产量的8l%(2007年世界总产镍量142万t,氧化镍矿的贡献为42%,以镍铁形式生产金属镍量约45万t)。
可见,在世界范围,以廉价的红土镍矿为原料,采用RKEF火法冶炼镍铁的工艺技术具有很强的适用性和经济性。
(三)RKEF工艺介绍1、对原料的要求对于“回转窑(RK)-矿热炉(EF)”流程,矿石成分很重要,有3个指标是采用RKEF工艺应该关心的:(1) Ni品位,希望在以上,最好以上。
(2) Fe/Ni,希望在6~10,最好接近6,中Ni品位高;如果Fe/Ni>10,则很难冶炼出含20%的镍铁,因为原料中Fe过高,很难在回转窑中控制氧化铁的还原度。
(3) MgO/SiO2,在~0.65较合适,少量加入熔剂就可以得到低熔点的炉渣结构。
以上3个条件只是合适的条件,而不是必须的条件,在矿石条件不符合上述要求时,可以生产品位较低的镍铁,技术经济指标将受到影响。
还原剂(烟煤或无烟煤均可)和石灰石也是RKEF工艺所必需的,这两种原料在我国资源丰富,容易得到。
2011年最新国外回转窑矿热炉镍铁技术方案

乌克兰帕布什镍铁厂用红土镍矿生产镍铁取得了引人注目的经济效益。
这种生产工艺适合于在运输条件好的地区建设镍铁生产厂。
文章还论述了利用粗制镍铁直接生产镍基不锈钢的工艺。
乌克兰的帕布什镍铁厂建设于前苏联时代,于1972年投产。
工厂位于乌克兰著名的冶金和航空航天之城的第聂伯尔市的西南部。
工厂不临海,但是可以通过第聂伯尔河将进口的红土镍矿运到工厂料场。
这项工程由前苏联的国立镍工业设计院承担总体设计,所采用的工艺流程汇集了第聂伯尔国家冶金学院等大学和研究院的科研成果,投产时被行业内的专家们称为“最佳化的镍铁生产工艺流程”。
这个工厂投产以后的十几年间利用本国的氧化镍矿为主要原料生产含镍14%~20%的镍铁。
乌克兰本国的氧化镍矿石含镍量在1.0%左右,矿石含较高的氧化镁和氧化硅。
为了提高工厂的镍铁产量,提高工厂的经济效益,近年来从南太平洋的新克林顿岛购入含镍比较高的氧化镍矿石,进口的氧化镍矿石含镍量波动在1.5%~2.0%。
这个工厂设计年产纯镍2.0万t。
2004年生产了8.5万t镍铁,折合纯镍1.7万t。
在世界上镍价大约为1.2万美元/t时,工厂镍的销售额达到2.04亿美元/a。
乌克兰的冶金专家测算了生产成本后称:企业2004年利润率达到200%以上,可以称之为乌克兰效益最好的企业。
2005年因为设备检修,工厂镍铁产量降低到6.8万t。
这家工厂在1972年投产后进行了多次的技术改造,保持了镍铁冶炼工艺的最佳配置。
为了扩大工厂的生产能力,正在筹划进行扩大生产能力的技术改造,规划在原有设施的基础上再建设一套相似的镍铁冶炼生产线,使年产镍铁的能力提高一倍。
帕布什镍厂建设之初立足于使用含氧化硅和氧化镁高的红土镍矿,独立开发了多项专有技术,创造性的应用了粗制镍铁的三步精炼工艺。
1.粗制镍铁的生产工艺这个工序的生产工艺流程基本上延袭了传统的工艺流程。
进入工厂原料场的氧化镍矿石含有30%以上的水分(结晶水),需要在还原焙烧阶段将水分去除。
3第三章矿热炉

T = 1637 ℃ ∆H = 24637kJ/kg (Si)
48
冶炼温度和入炉功率
冶炼温度
电弧热— 热等离子体 3×103~4×104 K (属低温等离子体;核聚变、激光聚 变,属高温等离子体,106 ~108K)
电阻热— 焦炭层、熔体<3×103 K
功率密度—维持反应温度的电能输入要求
c-z
b-y
a-x
23
二次短网设计与经济运行的关系
短网截面选择的原则:
(1)用安全运行电流密度选择导体截面积 (2)用经济运行电流密度选择导体截面积 (3)克服集肤效应影响选择几何形状
24
矿热炉节电的技术措施之一 短网布置与导电体截面积选取
焦耳-楞次定律: Q=0.239I2Rt
工频电流中的导体集肤效应
6.0
挥发分/% 12.0~15.5 12.0~15.5
耐压强度 /MPa≥
17.0
15.7
电阻率
/μΩ·m≤
68
75
体积密度
/g·cm-3 ≥
1.36
1.36
THD-3
7.0 9.5~13.5
19.6
80
1.36
THD-4
THD-5
9.0
11.0
11.5~15.5 11.5~15.5
19.6
19.6
3
矿热炉参数
设备参数
熔炼特性参数
电气参数
变压器容量 电极电流 二次侧电压
炉型参数 电气特性
炉膛直径 炉膛深度 电极直径 极心圆大小
功率因素 相平衡 操作电阻
操作制度
电极插入深度 化料速度 炉料透气性
4
矿热炉主要设备组成
25500kVA大型镍铁矿热炉工程可研报告

福建鼎信实业有限公司25500 kV·A大型镍铁矿热炉关键技术工程化可行性研究四川大学二○一○年二月四川成都福建鼎信实业有限公司25500 kV·A大型镍铁矿热炉关键技术工程化可行性研究*********参加编制人员:李仲恺马虹周若愚冯博四川大学二○一○年二月四川成都目录1总论 (1)1.1项目背景 (1)1.2主要研究依据 (3)1.3主要研究内容 (3)1.4主要研究结论要点 (3)2国内外镍铁矿热炉技术现状 (6)2.1国内外铜镍精矿矿热炉技术现状 (6)2.2国外氧化镍矿(红土矿)生产镍铁的矿热炉技术现状 (10)3电炉变压器技术参数的选择 (14)3.1矿热炉变压器的技术要求 (14)3.2国外冶炼红土矿的镍铁矿热炉变压器二次电压选择 (15)3.3国内外铜镍精矿矿热炉变压器二次电压选择 (15)3.4镍铁矿热炉变压器参数 (18)3.5镍铁矿热炉变压器选择 (19)4镍铁矿热炉工艺技术参数比选 (21)4.1国外冶炼红土矿的镍铁矿热炉工艺技术参数 (21)4.2矿热炉工艺技术参数 (21)5电极把持器关键技术选择 (23)5.1 电极把持器的基本结构 (23)5.2 电极把持器的基本结构 (23)5.3 电极把持器的种类 (24)5.4 存在的问题及原因 (30)5.5 电极把持器的选择 (35)6镍铁电炉炉体长寿关键技术选择 (42)6.1 矿热炉炉体 (42)6.2 矿热炉炉底 (42)6.3 矿热炉炉墙结构 (47)6.4各层砖衬理化性能 (47)6.5炉底镍铁水凝固等温线位置 (50)6.6 该技术方案的特点 (54)7镍铁电炉物料与能量平衡分析 (55)7.1 物料平衡计算 (55)7.2 热平衡计算 (69)7.3 热装法冶炼镍铁节能计算 (76)1总论1.1项目背景青山控股集团有限公司是青山钢铁董事局麾下一家主要从事不锈钢及相关产品生产和销售的全国无区域企业,它起步于二十世纪八十年代,发展于九十年代。
(整理)台7500矿热炉分析报告

4×7500KV A矿热炉方案1.5建设的外部条件建设用地:本厂拟建在×××工业园区,征地90亩。
原料:钛精矿:项目建成后需钛精矿约220kt/a。
以云南和广西矿为主,辅用攀西地区矿源。
石墨电极:本项目采用两台7500KV A直流电炉采用石墨电极,电极直径φ650mm,需此石墨电极750t/a左右。
两台7500KV A交流电炉采用自焙电极,电极直径φ750mm,需用自焙电极糊2000吨,我国河北、上海等省市都有许多企业在生产此类电极。
所用的自焙电极的电极糊在国内生产厂家较多,质量较好,市场供给充足。
还原剂:冶炼所用无烟煤可在本县及邻县购买。
沥青:煤焦油加工的产品之一,攀钢焦化就生产,并可大量提供。
1.6主要技术经济指标主要技术经济指标序号指标名称单位数量备注1 建设规模钛渣年产量t/a 100000铁合金铸件t/a 600002 还原隧道窑 4主要设备台/套干燥炉m³50 2干燥炉KV A 7500 4 2台直流2台交流煤气发生炉双段φ3.2 6 2台用于直流电炉配套竖炉干燥,4台用于还原隧道窑供热。
3 主要原材料单耗钛精矿t/t 2.20石墨电极t/t 0.015电极糊t/t 0.040无烟煤t/t 0.24沥青t/t 0.12型煤t/t 0.8氧气瓶/t 0.54主要原材料年耗量钛精矿t/a 220000无烟煤t/a 24000沥青t/a 12000型煤t/a 80000石墨电极t/a 750电极糊t/a 2000氧气瓶/a 300005供电有功功率KW 13881年总用电量KW.H 1.06×1086 供水7 总图厂区占地m³32683 建构筑物占地m³8241堆场占地面积m³2000建筑系数% 36.9道路铺砌面积㎡3735绿化占地率% 15运输量t/a 498000其中:运入t/a 338000运出t/a 1600008 建设期9 劳动定员在册职工人数人240工人人210管理及服务人员人3010 投资及资金筹措10.1 总投资万元25000其中:建设投资万元21875流动资金万元312511 盈利能力全部投资财务内部11.1 收益率% 2011.2 投资回收期 A 3.7811.3 投资利润率% 35.2511.4 投资利税率% 26.4212 财务状况分析12.1 资产负债率%2.高钛渣市场分析2.1概述钛渣是将钛铁矿中的TiO2进行富集后得到一种富钛料,它是生产海绵钛和钛白的原料。
矿热炉电气参数

(三)电炉特性参数的合理选取我们认为:要想矿热炉取得好的技术经济指标,必须从以下方面入手:1、正确使用负荷电流。
负荷电流仍然是许多使用矿热炉生产厂家用以控制的主要技术参数,但全国大多数企业一般以满负荷甚至超负荷运行来使用矿热炉,这就带来许多问题:(1)、降低变压器使用寿命:当负荷电流超过变压器允许范围,其绕组会在变压器内部产生过度发热,线圈铜损急剧增大,油温升高,绕组绝缘老化甚至烧毁而发生事故。
(2)、严重的超负荷运行会造成烧坏短网中的铜母线(或水冷电缆)、电极硬断和铜瓦打弧等事故。
在冶炼周期整个过程,应根据“炉况”采用“三阶段”操作法,即“冶炼初期”(刚出完上一炉铁水又在本炉已加满炉料前提下)满负荷运行,以便达到炉内电热反应的还原过程的目的,这阶段运行时间大概要占整炉的65~80%时间;“冶炼后期”,主要指炉内还原反应(化料)基本完成,主要以保温为主,所以只能以额定负荷的75~85%左右运行,这段时间约占整炉的15~20%;“出炉”阶段,随着铁水的流出,负荷电流明显减少,为了铁水的顺利出炉,必须深插电极以促使产品顺利出炉,这段时间占整炉的10%。
2、合理选择二次电压电极的合理插深,与电极极心圆电压有密切的关系。
电压太高,电极之间的弧光半径过大,炉内弧光交叉,电极会上抬,热损失大,炉内温度低;电压太低,炉内弧光半径过小,三相电极之间难以沟通,电极又容易插深过度,于炉底不利。
所以要根据电网电压及炉况调整二次电压,保证电极合理插深。
即:矿热炉的控制必须选择正确的参数予以控制调节。
三、矿热炉的控制矿热炉炉内等效电路可以从图一的负载支路Rf看出,它实际上构成"星三角回路",见图二。
矿热炉炉况正常时,组成电炉主电路的是电极工作端至熔池的炉内参与反应的炉料电阻和电弧电阻,即图二中的Ran、Rbn、Rcn组成的“星形回路”,此部分电阻值是电极工作端下部高温熔化下的炉料电阻及电弧电阻组成的,其值是很小的。
矿热炉可视化技术及经济性分析
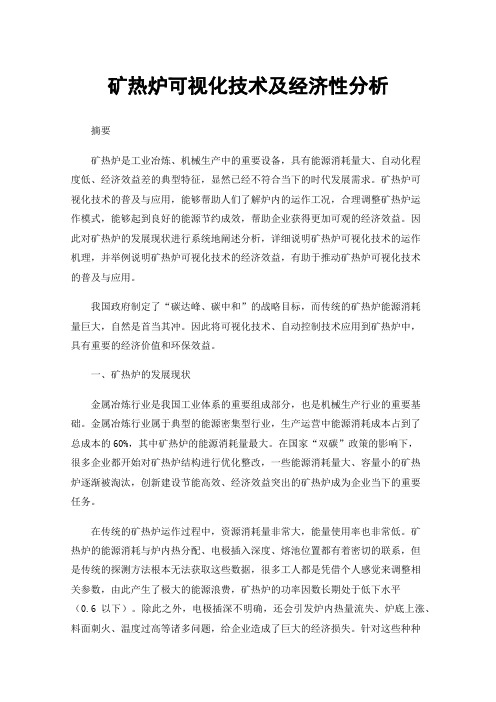
矿热炉可视化技术及经济性分析摘要矿热炉是工业冶炼、机械生产中的重要设备,具有能源消耗量大、自动化程度低、经济效益差的典型特征,显然已经不符合当下的时代发展需求。
矿热炉可视化技术的普及与应用,能够帮助人们了解炉内的运作工况,合理调整矿热炉运作模式,能够起到良好的能源节约成效,帮助企业获得更加可观的经济效益。
因此对矿热炉的发展现状进行系统地阐述分析,详细说明矿热炉可视化技术的运作机理,并举例说明矿热炉可视化技术的经济效益,有助于推动矿热炉可视化技术的普及与应用。
我国政府制定了“碳达峰、碳中和”的战略目标,而传统的矿热炉能源消耗量巨大,自然是首当其冲。
因此将可视化技术、自动控制技术应用到矿热炉中,具有重要的经济价值和环保效益。
一、矿热炉的发展现状金属冶炼行业是我国工业体系的重要组成部分,也是机械生产行业的重要基础。
金属冶炼行业属于典型的能源密集型行业,生产运营中能源消耗成本占到了总成本的60%,其中矿热炉的能源消耗量最大。
在国家“双碳”政策的影响下,很多企业都开始对矿热炉结构进行优化整改,一些能源消耗量大、容量小的矿热炉逐渐被淘汰,创新建设节能高效、经济效益突出的矿热炉成为企业当下的重要任务。
在传统的矿热炉运作过程中,资源消耗量非常大,能量使用率也非常低。
矿热炉的能源消耗与炉内热分配、电极插入深度、熔池位置都有着密切的联系,但是传统的探测方法根本无法获取这些数据,很多工人都是凭借个人感觉来调整相关参数,由此产生了极大的能源浪费,矿热炉的功率因数长期处于低下水平(0.6以下)。
除此之外,电极插深不明确,还会引发炉内热量流失、炉底上涨、料面刺火、温度过高等诸多问题,给企业造成了巨大的经济损失。
针对这些种种问题,如何清晰全面地了解炉内热能分配情况、电极插入深度、熔池位置等关键信息,进而对矿热炉运作模式进行科学合理的调整与控制,是企业需要考虑的重要的问题,也是当下人们的关注焦点。
二、矿热炉可视化技术分析(一)矿热炉可视化简介可视化技术是利用计算机图形学、图像处理技术,把数据变成图形并投影到屏幕上,进而开展人机交互、智能调控的方法与技术。
硅铁炉

4000kVA硅铁矿热炉技术规格书一、硅铁的用途硅铁是炼钢工业中必不可少的脱氧剂,也作为合金剂添加。
在炼钢工业中,每生产1t钢大约消耗3-5kg 75%硅铁。
二、 4000kVA电炉主要参数1.电极直径:φ680mm2.炉壳直径:φ5300mm3.炉膛直径:φ3800mm4.炉膛深度:1800mm5.炉壳高度:3400mm6.极心圆直径:φ1800±50mm7.电极工作行程:1000mm8.电极检修行程:1600mm9.出铁口:2个10.变压器额定容量:4000kVA11.一次侧电压:35KV12.二次侧额定电流:20620A13.二次电压:100\104\108\112\116\120\125V二次常用电压 112V100-112V恒电流 112-125V恒功率三、主要技术经济指标:1.冶炼电耗(75%硅铁):8500-8800kWh/t2.动力用电:250-300 kWh/t3.年工作天数:340-3454.产品合格率:>99.5%5.元素回收率: 90%-92%6.入炉料品位:SiO2>97%四、主要原材料消耗(75%硅铁):1.硅石:1780-1850kg/t2.焦碳:890-930kg/t3.钢屑:220-230 kg/t4.电极糊:45-55 kg/t5.电极壳:3-6 kg/t6.锭模及渣罐:15-20 kg/t7.耐火材料:15-25 kg/t8.功率因数cosф:0.85-0.88五、日产量:7.5t六、主体设备简介:本设计选用矮烟罩半封闭固定式炉型,使4000KVA硅铁炉设备先进、工艺合理,主要设备简介如下:1.炉体:炉壳采用δ16钢板焊接成圆柱体,炉底采用δ20钢板并用工字钢(25#)支撑在基础上,自然通风冷却炉底。
炉衬采用耐火砖(轻质粘土砖,重质粘土砖,高铝砖),炉底炉圈采用碳砖砌筑,砖缝用电极粉、矿粉的混合物填充。
2.矮烟罩:采用20#槽钢制作水冷骨架;立柱采用φ159钢管;烟罩上盖由耐热混凝土浇注,矮烟罩侧壁采用耐火砖砌筑。
铁合金-3

(7)单位产品冶炼电耗:指在一定时间内生产1t(基准吨)合格 铁合金所消耗的电量。计算公式如下: 冶炼总耗电量(KW h) 单位产品冶炼电耗(KW h / t ) 合格产量( t ) (8)单位产品原材料消耗:是指以实物量(干重)表示的单位产 品平均耗用的某种原材料数量。计算公式如下:
原材料实际消耗量(干重,Kg ) 单位产品原材料消耗( / t ) 合格产量(基准吨)
3)电极系统 由电极把持器、电极升降装臵、电极压放装臵等组成。 电极把持器应保证铜瓦与电极良好接触,使电流均匀分布 在电极上,以减少接触电阻热损失并保证电极烧结良好。电极 烧结带是整个电极强度的薄弱环节,铜瓦对电极的抱紧力为 0.05-0.15MPa。采用组合把持器的电极有助于改善电极烧结。 电极升降装臵有卷扬机传动和液压机构传动两种。由于炉 料运动电极电流可在瞬间发生急剧变化,工艺要求电极提升速 度大于下降速度。埋弧电炉电极移动速度通常为20-70cm/min。 自焙电极自重较大,电极移动过快会使电极内部产生应力。电 极行程通常为1000-1200mm。
(2)平均日产量:是指电炉在实际作业天数内平均每天的生产 能力。计算公式为: 合格产品产量(基准吨) 平均日产量(t / d ) 实际作业天数(d )
(3)电炉日历作业率:是指电炉实际作业时间占日历时间的百 分比。 实际作业时间(h) 电炉日历作业率 100% 日历作业时间(h)
(4)电炉日历利用系数:是指在日历时间内电炉每百万伏安变 压器额定容量,平均每昼夜生产的合格铁合金产量。
决定电极直径大小的最重要因素是电流密度。 电流密度选择过大,会使电极过早烧结,电极温度 过高,容易产生硬料;而且会使铜瓦和电极接触 不良,从而导致电极发红,电极上电损增大,压 降增加,有效相电压降低。 电流密度选择过小,则使电极烧结不良,电极温度 过低,易造成软断或流糊,使铜瓦夹不紧,电极 下滑。
南非GLPS公司直流冶炼矿热炉设计和建筑进展情况介绍

南非GLPS公司直流冶炼矿热炉设计和建筑进展情况介绍工程项目设计和建造存在一定的风险,特别是直流矿热炉项目。
风险控制至关重要,南非GLPS公司的成功经验值得借鉴。
本文以项目设计和建造风险控制角度,介绍GLPS公司60MW铬铁合金直流矿热炉设计和建造的选择战略。
关键词:矿热炉、直流电弧和铬铁合金1、介绍2009年5月,南非GLPS公司与客户密切合作设计和建造的最大的一台直流矿热炉在萨曼科铬铁合金公司投产,并在60MW水平成功运行。
之后于2009年8月在南非Mogale铁合金厂建成投产的最小的10MW直流矿热炉。
加上1995年,在挪威特隆赫姆介绍的30MW(40MW)直流矿热炉1#生产铬铁合金(这台矿热炉是20年以前铬铁合金生产成本最低的矿热炉),到目前为止,南非GLPS公司与不同客户密切合作成功设计和建造了三台直流矿热炉。
目前所设计的直流冶炼矿热炉生产能力已经达到70MW。
2、技术选择2.1、选择最适合生产工艺技术的商业风险通常考虑两方面因素:1)、综合考虑环境和资源可利用性等所有因素之后,选择具有可持续投资价值的生产工艺技术;2)、向用户提供的生产工艺技术必须在实际生产中具有明显的成本竞争优势。
3、铬铁合金直流矿热炉(某些其他合金生产也是一样)的选择战略。
3.1、原料技术要求全世界高等级原料资源尤其是成块铬矿正在迅速消耗殆尽。
直流电弧炉的设计和建造特别适合有效直接处理高品级粉矿或低品级铂金UG2尾矿资源。
同时直流矿热炉项目不需要使用很昂贵并日益短缺的焦炭作为还原剂,可以有效利用容易得到的小于20mm规格的煤和无烟煤作为常规还原剂。
3.2、环境因素由于在直流铬铁合金矿热炉敞开熔池上方能够达到很高还原条件,在矿热炉烟气处理系统捕获的细颗粒中不含有害的6价铬,有利于废弃物的处理。
因此,它能够处理粉料,直流矿热炉还可以使用其他矿热炉布袋灰尘器回收粉灰,回收含有金属和炉渣中重金属含量低。
3.3、生产成本在铁合金工业,多年来,直流矿热炉生产一直显示其低成本生产者角色, 即使与使用主要矿产资源的传统埋弧炉相比也是如此,具有成本竞争力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
14.1×6.5×3.0
35.66×10.67
炉底面积/
58
113
126
139
184
182
92
380
分布圆直径/m
3.0
3.0
3.2
3.2
3.76
3.4
3.0
电极直径/m
1.2
1.1
1.1
1.2
1.22
1.25
1.05
1.8
电极数量/根
3
6
6
6
6
6
3
6
电炉的额定容量/kV·A
450~500
450~500
450
130
国外大型矿热炉主要结构参数及技术经济指标
名称
北镍公司
彼阡克
诺林公司
汤姆逊
瓦特范尔
今贾恩施皮雷森处Fra bibliotek物料铜镍矿
铜镍精矿
铜镍精矿
铜镍精矿
铜镍精矿
铜镍精矿
铜精矿
铜精矿
炉子内部尺寸
长×宽×高或直径
11.2×5.2×4.0
20.5×5.5×3.9
22.7×5.5×5.1
23.2×6.0×5.1
27.4×6.71×3.96
600~800
600~800
600~900
600~750
760
锍放出口数量
3
3
4
4
3
放渣口数量
2
4
4
4
1
3
3
2
放渣口距炉底高度/mm
1500
1750
1750
1450
1525
1560
965
电极电流密度A·cm-2
2.78
1.64
2.7
2.2
2.65
吨料单位能耗/kW·h·t-1
780~815
710
740
30000(30000×1)
31500(10500×3)
50000(16667×3)
45000(15000×3)
18000(6000×3)
19500(6500×3)
5500(5500×1)
51000(17000×3)
变压器二次侧电压/V
390~500
314~683
475~800
266~743
160~300
525~625
400~430
689
460
吨料电极糊单耗/kg·t-1
2.9
4.1
4.1
2.8~3.4
1.75~1.9
2.7
2.46
吨料烟气量/ m3·t-1
1800
1700~1900
1700~1900
1200~1400
吨料耗水量/ m3·t-1
3
3
4.44
每日电极压放长度/mm·d-1
400~500
170~350
120~210
150~500
变压器二次侧
最大电流/A
31500
15400
25830
24920
32500
炉底单位面积功率/ kV·A·m-2
517
281
396
324
98
107
60
134
熔池深度/mm
2500
2300
2700
2500~2700
1118~1219
2300
锍层厚度/m
600~800