无缝钢管的热挤压技术
无缝钢管的热挤压技术探讨
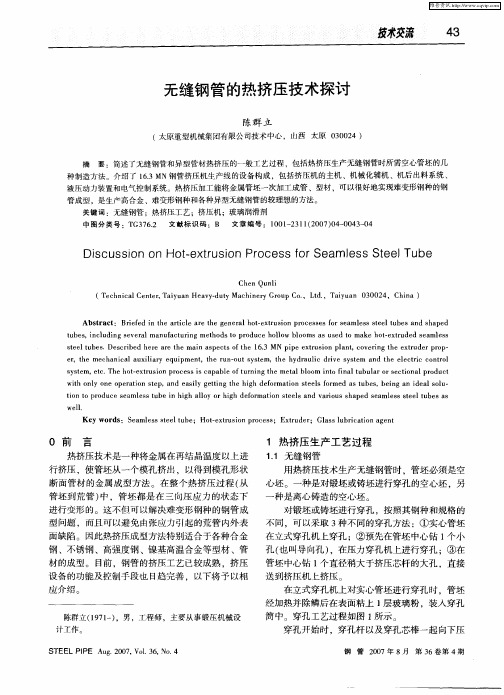
在 立式穿 孔机上 对实 心管坯进 行穿  ̄H .管坯 L- , t
经 加热并 除鳞 后在表 面粘上 1 层玻 璃粉 ,装入 穿孔
陈群立 (9 1 ) 1 7 一 ,男 ,工程 师,主要从 事锻 压机械设
计 工作 。
S TEEL PI Au . 0 7 Vo . 6 No 4 PE g 2 0 , 13 , .
用 热挤 压技术 生产 无缝钢 管时 ,管坯 必须是 空 心坯 。一种 是对 锻坯或 铸坯进行 穿孔 的空 心坯 ,另
一
~~~~ 一一~
管坯到荒管 ) 中,管坯都是在三 向压应力的状态下 进行 变形 的。这不但 可 以解 决难 变形 钢种 的钢管 成 型 问题 ,而且可 以避免 由张应力 引起 的荒管 内外 表
6一 ቤተ መጻሕፍቲ ባይዱ持芯棒
7一 空心坯
8一 余料
图 1 立 式 穿孔 机 穿 孔 工艺 过 程 示 意
到管坯 的上端 。对管坯施加压力 ,先使管坯镦粗 ,
待 管坯 充满 穿 孑筒 以后 。穿孑 杆 与穿 孑 芯棒 脱 开 , L L L
热 ,温 度 升到 11 0~ 5 8 12 0℃ ,达 到塑 性 变 形 状
种是 离心 铸造 的空心 坯 。 对 锻坯 或铸坯 进行 穿孔 ,按 照其 钢种 和规格 的
不 同 ,可 以采 取 3种不 同的穿孔 方法 :①实 心管 坯
面缺陷。因此热挤压成型方法特别适合于各种合金 在立式穿孔机上穿孔 ;②预先在管坯中心钻 1 个小 钢 、不锈钢 、高强度钢 、 镍基高温合金等型材 、管 孑 ( L也叫导向孔 ) ,在压力穿孔机上进行穿孔 ;③在 材 的成 型 。 目前 ,钢管 的挤 压工 艺 已较 成熟 ,挤 压 管坯 中心钻 1 个直径 稍大 于挤压 芯杆 的大孔 ,直 接 设 备 的功能 及控制手 段也 日趋完善 ,以下将予 以相 送 到挤 压机 上挤压 。
无缝钢管制作方法

无缝钢管制作方法无缝钢管是一种不具有焊接接缝的钢管,其制作方法独特而精细。
本文将介绍无缝钢管的制作方法以及相关工艺和设备。
无缝钢管的制作方法主要包括:热轧法、冷轧法、冷拔法和挤压法。
下面将分别介绍这几种制作方法。
热轧法是最常用的制作无缝钢管的方法之一。
这种方法首先将钢坯加热到一定温度,然后通过连续轧制的方式将钢坯轧制成管状。
热轧法制作的无缝钢管具有良好的韧性和塑性,适用于各种应用场合。
冷轧法是在室温下制作无缝钢管的方法。
这种方法需要将钢坯加热到较高温度后进行轧制,然后通过冷却和拉伸的工艺来制作无缝钢管。
冷轧法制作的无缝钢管表面光滑,尺寸精确,适用于对外观和尺寸要求较高的场合。
冷拔法是将热轧或冷轧的钢管继续进行加工的方法。
这种方法需要将钢管加热到一定温度后进行拉拔,通过不断减小模具的孔径来制作无缝钢管。
冷拔法制作的无缝钢管表面光滑,尺寸精确,适用于对尺寸要求较高的场合,如汽车、机械等领域。
挤压法是将金属坯料置于模具中,通过施加压力使其从模具的孔口挤出,形成无缝钢管的方法。
这种方法适用于制作大口径和壁厚较薄的无缝钢管,具有生产效率高、产品质量好等优点。
除了上述的制作方法,制作无缝钢管还需要使用一些特殊的设备和工艺。
例如,热轧法需要使用轧机和加热炉,冷轧法需要使用冷轧机和冷却设备,冷拔法需要使用拉拔机和模具,挤压法需要使用挤压机和模具等。
在无缝钢管的制作过程中,还需要注意一些关键的工艺控制。
例如,控制钢坯的加热温度和轧制温度,以及控制轧制力和轧制速度等。
这些工艺参数的控制对于保证无缝钢管的质量和性能至关重要。
无缝钢管的制作方法多种多样,每种方法都有其适用的场合和优劣势。
在实际应用中,需要根据具体的要求来选择合适的制作方法和工艺,以确保无缝钢管的质量和性能。
通过不断改进和创新,无缝钢管的制作技术将会得到进一步的提升和发展。
无缝钢管的一般热处理过程和热处理目的

无缝钢管的一般热处理过程和热处理目的1..1无缝钢管退火处理过程:将无缝钢管加热到一定温度,保温一定时间,然后缓慢冷却到室温。
目的:①降低硬度、提高塑性,以利于切削加工及冷变形加工;②细化晶粒,均匀钢的组织,改善钢的性能及为以后的热处理作准备;③消除钢的内应力,防止零件加工后变形及开裂。
1.2无缝钢管退火类别:1.2.1完全退火过程:将钢件加热到临界温度(不同钢材临界温度也不同,一般是710~750℃,个别别合金钢的临界温度可达800~900℃)以上30~50℃,保温一定时间,然后随炉缓慢冷却(或埋在沙中冷却)。
目的:细化晶粒、均匀组织、降低硬度、充分消除内应力完全退火适用于碳含量(质量分数)在0.8%以下的锻件或铸钢件。
1.2.2球化退火过程:将钢件加热到临界温度以上20-30C,经过保温以后,缓慢冷却至500℃以下再出炉空冷。
目的:降低硬度,改善切削性能,并为以后淬火做好准备,以减少淬火后变形和开裂。
球化退火适用于碳含量(质量分数)大于0.8%的碳素钢和合金工具钢。
1.2.3去应力退火过程:将钢件加热到500~650℃,保温一定时间,然后缓慢冷却(一般采用随炉冷却)消除钢件焊接和冷校直时产生的内应力,消除精密零件切削加工时产生的内应力,以防止以后加工和使用过程中发生变形。
去应力退火适用于各种铸件、锻件、焊接件和冷挤压件等。
2.1无缝钢管正火处理过程:将钢件加热到临界温度以上40~60℃,保温一定时间,然后在空气中冷却热处理。
目的:①改善组织结构和切削加工性能;②对力学性能要求不高的零件,常用正火作为最终热处理;③消除内应力3.1无缝钢管淬火处理过程:将钢件加热到淬火温度,保温一段时间,然后在水、盐水或油(个别材料在空气中)中急速冷却。
目的:①使钢件获得较高的硬度和耐磨性;②使钢件在回火以后得到某种特殊性能,如较高的强度、弹性和韧性等3.2无缝钢管淬火类别3.2.1单液淬火过程:将钢件加热到淬火温度,经过保温以后,在一种淬火剂中冷却。
无缝不锈钢管制作工艺

无缝不锈钢管制作工艺无缝不锈钢管的制造工艺可以大致分为两类:热轧(挤压)无缝钢管和冷拔(轧制)无缝钢管。
这两类工艺在细节上有所不同,但都是为了获得高质量的无缝钢管。
一、热轧(挤压)无缝钢管的制作工艺如下:1、圆管坯:这是无缝钢管的原材料,一般由钢锭或者钢坯经过热轧或挤压成一定尺寸的圆形截面。
这是无缝钢管制造的第一步,坯料的质量直接影响到后续工艺的效果。
2、加热:将管坯加热到一定温度,使其软化,以便进行后续的穿孔和轧制。
加热过程需要严格控制温度,以确保坯料的软化效果。
3、穿孔:将加热后的管坯穿孔,形成空心钢管。
这是无缝钢管制造的关键步骤之一,穿孔的效果直接影响到钢管的内部质量。
4、三辊交叉轧制、连续轧制或挤压:根据工艺要求,使用三辊轧机、连续轧机或挤压机对钢管进行轧制或挤压,以得到所需的外径和壁厚。
这一步骤需要精确控制轧制力度和速度,以保证钢管的尺寸精度。
5、管道剥离:将钢管从穿孔中拔出。
这一步骤需要保证钢管的表面光滑,无划痕等缺陷。
6、上浆(或减量):在钢管表面涂抹润滑剂或其他材料,以减小轧制过程中的摩擦力。
这有助于提高轧制效率,降低能耗。
7、冷却:将钢管冷却至一定温度,使其保持所需的形状和性能。
冷却速度和温度控制是关键,过快的冷却可能导致钢管变形。
8、矫直:对钢管进行矫直,以消除轧制过程中产生的弯曲和扭曲。
矫直质量直接影响到钢管的直线度和平整度。
9、水压试验(或探伤):对钢管进行水压试验或无损探伤,以确保其密封性能和无缺陷。
这是质量控制的重要环节。
10、标记:在钢管上打上标记,包括规格、生产日期等。
这有助于区分不同型号和生产批次的钢管。
11、仓储:将钢管储存起来,以备后续的处理或使用。
合理的仓储条件可以保证钢管的质量稳定。
二、冷拔(轧制)无缝钢管的制作工艺如下:1、圆管坯:与热轧(挤压)无缝钢管的坯料相同。
2、加热:将管坯加热到一定温度,使其软化。
3、穿孔:将加热后的管坯穿孔,形成空心钢管。
4、退火:使钢管软化,以减小轧制过程中的变形阻力。
无缝钢管生产工艺流程
无缝钢管生产工艺流程两种钢管工艺流程概述冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。
两种钢管工艺流程详解冷拔钢管用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。
轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退火线。
轧硬卷重一般在6~13.5吨,钢卷内径为610mm。
一般冷连轧板、卷均应经过连续退火(CAPL机组)或罩式炉退火消除冷作硬化及轧制应力,达到相应标准规定的力学性能指标。
冷轧钢板的表面质量、外观、尺寸精度均优于热轧板,且其产品厚度右轧薄至0.18mm左右,因此深受广大用户青睐。
以冷轧钢卷为基板进行产品的深加工,成为高附加值产品。
如电镀锌、热镀锌、耐指纹电镀锌、彩涂钢板卷及减振复合钢板、PVC 复膜钢板等,使这些产品具有美观、高抗腐蚀等优良品质,得到了广泛应用。
冷轧钢卷经退火后必须进行精整,包括切头、尾、切边、矫平、平整、重卷、或纵剪切板等。
冷轧产品广泛应用于汽车制造、家电产品、仪表开关、建筑、办公家具等行业。
钢板捆包后的每包重量为3~5吨。
平整分卷重一般为3~10吨/卷。
钢卷内径610mm。
热轧钢管用连铸板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。
直发卷的头、尾往往呈舌状及鱼尾状,厚度、宽度精度较差,边部常存在浪形、折边、塔形等缺陷。
其卷重较重、钢卷内径为760mm。
(一般制管行业喜欢使用。
)将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。
gb3087标准无缝钢管
gb3087标准无缝钢管GB3087标准无缝钢管。
GB3087标准无缝钢管是一种常用的钢管产品,广泛应用于石油、化工、电力、锅炉等行业。
它具有优良的耐高温、耐压性能,能够满足各种工程项目的需求。
下面将从材质、生产工艺、产品特点和应用领域等方面对GB3087标准无缝钢管进行详细介绍。
首先,GB3087标准无缝钢管的材质主要为20#钢和20G钢。
20#钢是一种碳素结构钢,具有良好的可塑性和焊接性,适用于制造机械零件、结构件等。
而20G钢是一种低合金高温钢,具有较高的耐热强度和抗氧化性能,适用于制造高压锅炉管道等。
这两种材质均符合GB3087标准的要求,保证了无缝钢管的质量和性能。
其次,GB3087标准无缝钢管的生产工艺主要包括热轧和冷拔两种方式。
热轧是将坯料加热至一定温度,通过轧制形成无缝钢管;而冷拔则是在常温下将坯料进行拉拔,通过挤压形成无缝钢管。
这两种工艺各有优劣,用户可以根据具体需求进行选择。
此外,GB3087标准无缝钢管具有优良的产品特点。
首先,其内外表面光洁,尺寸精准,能够满足高精度的工程要求。
其次,无缝钢管具有较高的耐压、耐温性能,能够承受高温高压环境下的工作条件。
同时,无缝钢管的强度和韧性也很好,能够保证工程的安全可靠性。
最后,GB3087标准无缝钢管广泛应用于石油、化工、电力、锅炉等行业。
在石油行业,无缝钢管主要用于输送油气和液体;在化工行业,无缝钢管用于输送化工介质;在电力行业,无缝钢管用于输电输煤;在锅炉行业,无缝钢管用于制造锅炉管道。
可以说,GB3087标准无缝钢管在工程建设中发挥着重要作用。
总之,GB3087标准无缝钢管具有优良的材质、生产工艺和产品特点,广泛应用于各个行业。
它的出现为工程建设提供了可靠的管道材料,为各行业的发展做出了重要贡献。
希望本文的介绍能够帮助大家更好地了解GB3087标准无缝钢管,为工程项目的选择提供参考依据。
无缝钢管生产线能耗分析报告

170厂耗用新水量月均16.5万吨,月均生产钢管2.4万t,其中生活水6000吨(折合1.55t标准煤),工业用水15.9万吨(折合40.9t标准煤),用水综合循环率为96.4%,单位钢管水耗为6.63 m³/t(折合1.7kgce/t),螺杆式空压机提供的压缩空气按7kw/ m³配算,需要配备840kw电机(折合0.103kg标准煤)。
环形加热炉
热处理炉
经过热处理,平均每吨钢管增加附加值1500元。
72.8
11.2
吨钢(钢管)总能耗(kgce/t)
170厂未经热处理的钢管总能耗为101.4,经过热处理的钢管总能耗为112.6。
热轧无缝钢管工序能耗(带热处理)应不大于150kg标准煤。
设计年生产能力5万吨
用途:将来料钢管加热到奥氏体区,为淬火或正火做准备。
形式:步进梁式
燃料:高炉焦炉混合煤气(1400大卡每标准立方)
加热钢种:炭钢、合金钢
钢管规格:Ф51~219×5.5~50×6000~12000mm
布料方式:单排
装钢温度:室温~600℃
出钢温度:max1060℃
最高炉温:1100℃
394.46(2.13GJ)
2)
炉子热效率η膛=Q产/Q烧×100%
55.01%
51.44%
根据上表可知,环形炉目前工况下单位燃耗为2.13GJ(折合72.8kg标准煤),炉子热效率为51.44%,炉窑散热损失主要是出炉膛废气带出的物理热损失(31.37)和炉壁导热损失(10.49%)。
2.热处理线上淬火炉为步进式加热炉1座,技术参数如下
不锈钢无缝钢管工艺
不锈钢无缝钢管的生产工艺主要可以分为热轧法和冷轧法。
以下是两种方法的工艺流程:
热轧法:炼钢-连铸圆管坯-加热-穿孔-三辊斜轧、连轧或挤压-脱管-定径(或减径)-冷却-坯管-矫直-水压试验(或探伤)-标记-入库。
这种方法主要使用穿孔机进行穿孔,然后使用轧管机进行轧制。
穿孔后,圆管坯会先后通过三个轧辊的缝隙进行轧制,得到所需的钢管。
这种钢管的特点是壁厚均匀,精度较高。
冷轧法:炼钢-连铸圆管坯-加热-穿孔-定径-冷却-矫直-水压试验(或探伤)-酸洗-入库。
这种方法首先需要使用拔管机将钢管从坯料中拔出,然后通过冷轧机进行冷轧。
这种方法主要用于生产小规格的钢管,生产效率较高。
另外,不锈钢无缝钢管的生产工艺中还有一些关键步骤,如坯管准备、酸洗润滑、冷轧、热处理、矫直、精整和检验等。
其中,坯管准备包括检查坯管质量、锯切、剥皮等;酸洗润滑是为了去除钢管表面的氧化铁皮并涂上一层润滑剂,以便后续的冷轧处理;热处理则是为了改善钢管的机械性能;矫直和精整是为了进一步提高钢管的质量和精度;最后进行检验以确保钢管的质量符合要求。
无缝钢管的热挤压技术
引言表1 我国挤压机生产线现状金属挤压是一种压力加工成形方法,是将金属毛坯置于耐压容器中,施加外力使金属在三向压应力状态下产生塑性变形。
挤压加工时金属处于三向压应力状态,因此可以得到比轧制、锻压更大的塑性变形。
依据材料、挤压方法的不[1]同,挤压的延伸系数可达5~500,甚至更高。
由于挤压制品具有尺寸精度高、金属组织致密、力学性能稳定的特点,因此,热挤压技术被广泛地应用于核电、火电、石化、航空、航天、交通等领域。
这些挤压机生产线的建成投产,标志着我国从一个钢管1 热挤压钢管行业的现状大国走向了钢管强国,使我国的高端无缝钢管产量得到了快20世纪50年代,随着玻璃润滑剂的发明,黑色金属的挤速增长,无缝钢管产业得到了不断的优化。
压技术得到了快速发展。
采用热挤压技术生产无缝钢管具有 2 钢管的热挤压工艺产品质量稳定、更换品种灵活、工模具费用低的优点,适用于不锈钢、特殊钢以及低塑性和难变形材料的加工。
对于高温耐蚀合金管、不锈钢油井管、双相不锈钢管、尿素级不锈钢管、高参数奥氏体火电锅炉管等,采用热挤压是必需的生产方法。
目前,世界上有70多台(套)钢挤压机组,其中大多数用于生产优质管材。
我国在20世纪70年代初,四川江油长城钢厂从原西德引进了一条31.5MN挤压机生产线,专门用于生产不锈钢及特殊合金管及棒材。
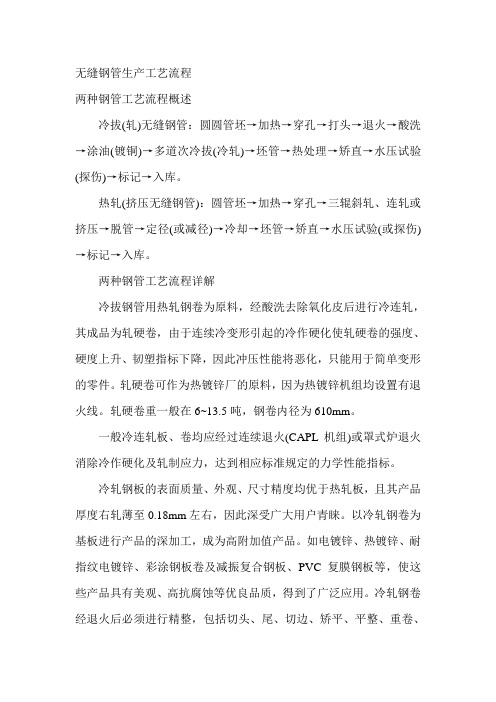
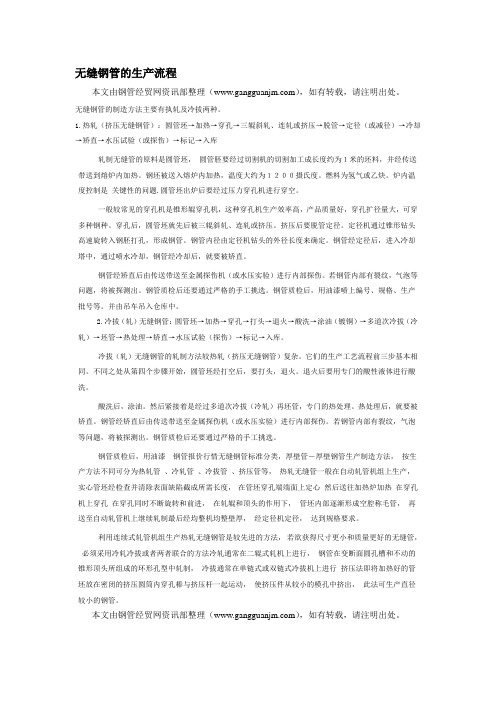
21世纪初,浙江久立 1.支承垫 2.模支承 3.模垫 4.挤压模 5.挤压筒内衬 6.穿孔集团从意大利的Danieli公司引进了一台35MN挤压机,成为针 7.挤压垫 8.挤压杆 9.针连接器 10.挤压筒中衬 11.挤压筒外了我国第一家专门用挤压机生产不锈钢管的民营企业。
至今衬 12.坯料 13.玻璃垫 14.模套 15.制品已先后建成投产多条挤压机生产线,详见表1。
图1 钢管的热挤压简图钢管的热挤压工艺流程坯料准备→环形炉预热→立式感应炉加热→玻璃粉润滑→立式压机冲(扩)孔→除磷→立式感应炉再加热→玻璃粉润滑→挤压→切压余→冷却王国颖(太原通泽重工有限公司,山西 太原 030032)随着玻璃润滑剂的出现,无缝钢管的热挤压技术得到了快速的发展。
“热挤压+冷轧”制造022Cr25Ni7Mo4N无缝钢管的工艺技术研究
简称 2 0 ) 目前 超级 双相 不锈 钢 管系 列 中的典 型 57是
优越 ,机械强度高 ,耐点蚀和缝隙腐蚀性能优 良。 热膨 胀 系数低 ,耐 冲击 ,耐 疲 劳腐蚀 ,服役 周期 成 本低 。近年来 ,随着 我 国大幅度 提 高油气 产 量 ,炼 制含 硫原 油 的能力 不 断提 升 ,深 度 开发 以 乙烯为 原
Ab t a t s r c :S p l ft e 0 2 r Ni M o N s p rd p e t i l s t e e ml s i e a e e d d o m— u p y o h 2 C 25 7 4 u e u l x s a n e ss e ls a e sp p s h s d p n e n i
DigW e y n,S a n n a h oYu, S e g Z u Xi q a g uCh n , h n in ,W a gKu n n,Zh n i a gJe
( hja gJU I ie hMeasC . t. Z ein I L — c tl o,Ld,Hu h u 3 0 ,C ia) H t z o 1 1 3 2 hn
f c urng t hno og a t i ec l y
铁 素体 一 氏体双 相 不 锈 钢管 ,兼 有 铁素 体 不 奥 锈钢 和奥 氏体 不锈 钢 的优点 ,耐应力 腐蚀 开 裂性 能
0 2 r 5 7 4 AS M 牌 号 U S¥ 2 5 2 C 2 NiMo N( T N 3 7 0,
中 图分 类 号 :T 3 .1 文 献 标 志 码 :B 文 章 编 号 :1 0 - 3 ( 0 2 0 - 0 5 0 G3 57 0 12 1 2 1 ) 10 3 — 4 1
无缝钢管的热轧工艺综述

无缝钢管1.无缝钢管的制造加工方法:(1)热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库(2)冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库2.热轧(1)热轧的概念:热轧(hot rolling)是相对于冷轧而言的,冷轧是在再结晶温度以下进行的轧制,而热轧就是在再结晶温度以上进行的轧制。
(2)热轧的优缺点优点:a.热轧能显著降低能耗,降低成本。
热轧时金属塑性高,变形抗力低,大大减少了金属变形的能量消耗。
b.热轧能改善金属及合金的加工工艺性能,即将铸造状态的粗大晶粒破碎,显著裂纹愈合,减少或消除铸造缺陷,将铸态组织转变为变形组织,提高合金的加工性能。
c.热轧通常采用大铸锭,大压下量轧制,不仅提高了生产效率,而且为提高轧制速度、实现轧制过程的连续化和自动化创造了条件。
缺点:a.经过热轧之后,钢材内部的非金属夹杂物(主要是硫化物和氧化物,还有硅酸盐)被压成薄片,出现分层(夹层)现象。
分层使钢材沿厚度方向受拉的性能大大恶化,并且有可能在焊缝收缩时出现层间撕裂。
焊缝收缩诱发的局部应变时常达到屈服点应变的数倍,比荷载引起的应变大得多。
b.不均匀冷却造成的残余应力。
残余应力是在没有外力作用下内部自相平衡的应力,各种截面的热轧型钢都有这类残余应力,一般型钢截面尺寸越大,残余应力也越大。
残余应力虽然是自相平衡的,但对钢构件在外力作用下的性能还是有一定影响。
如对变形、稳定性、抗疲劳等方面都可能产生不利的作用。
c.热轧不能非常精确地控制产品所需的力学性能,热轧制品的组织和性能不能够均匀。
其强度指标低于冷作硬化制品,而高于完全退火制品;塑性指标高于冷作硬化制品,而低于完全退火制品。
d.热轧产品厚度尺寸较难控制,控制精度相对较差;热轧制品的表面较冷轧制品粗糙Ra值一般在0.5~1.5μm。
热挤压法无缝钢管制作工艺流程

热挤压法无缝钢管制作工艺流程嘿,朋友们!今天咱们来好好聊聊热挤压法无缝钢管的制作工艺流程,这可有意思啦!首先呢,得准备好原材料。
这就像做饭得先有食材一样,制作无缝钢管常用的原材料有圆钢坯、实心管坯等等。
这些坯料的质量那可得过关,不能有啥大的缺陷或者杂质,不然会影响后面钢管的质量。
原材料准备好后,就得进行加热啦。
把坯料放进加热炉里,让它的温度升得高高的。
这个加热过程可讲究了,温度要控制得恰到好处。
如果温度太低,坯料就不好挤压变形;要是温度太高了,坯料可能会被烧得太“软”,影响钢管的性能。
等坯料加热到合适的温度,接下来就是关键的挤压步骤啦。
这就像做蛋糕的时候把面团放进模具里挤压成型一样。
不过无缝钢管的挤压可复杂多了!会把加热好的坯料放进挤压机里,通过强大的压力,让坯料从模具的孔中挤出来,慢慢变成管状。
在挤压的时候,模具的选择很重要。
不同尺寸、不同形状的钢管需要不同的模具。
而且模具的精度和质量也会直接影响钢管的尺寸精度和表面质量。
挤压出来的钢管还只是个“毛坯”,接下来要进行穿孔处理。
这一步是为了在钢管上穿出一个中心孔,让后续的加工更方便。
穿孔完成后,就得对钢管进行酸洗和磷化处理。
这两个步骤就像是给钢管“洗澡”,把表面的氧化皮、铁锈之类的脏东西洗掉,同时在表面形成一层磷化膜,能起到防锈和润滑的作用。
然后就是冷拔或者冷轧啦。
通过冷加工的方法,让钢管的尺寸更加精确,表面更加光滑,性能也更好。
经过冷加工之后,钢管还需要进行热处理。
这一步是为了调整钢管的组织结构和性能,比如提高强度、韧性等等。
热处理的方式有退火、正火、淬火等等,具体用哪种方式得根据钢管的材质和要求来决定。
热处理完了,还没完事儿呢!还得对钢管进行精整。
包括校直、切断、检查等等。
校直就是把弯曲的钢管弄直,切断就是把钢管切成需要的长度,检查就是看看钢管有没有缺陷、尺寸合不合格。
在整个制作过程中,质量检测是贯穿始终的。
每一道工序完成后,都要对钢管进行检查,确保没有问题才能进入下一道工序。
无缝钢管工艺
无缝钢管工艺
无缝钢管是一种通过特定工艺制造的钢管,其内外表面没有焊缝。
以下是常见的无缝钢管制造工艺:
1. 热轧法(Hot Rolling):这是最常用的无缝钢管制造工艺。
首先,将坯料加热到适当的温度,然后通过轧机进行挤压和拉伸,将坯料形成管状。
热轧法可用于制造直径较大和壁厚较厚的无缝钢管。
2. 冷拔法(Cold Drawing):在冷拔法中,先将热轧或冷轧的钢坯进行酸洗和冷处理,然后将钢坯拉入模具中,通过拉拔过程逐渐减小钢管的直径和壁厚,最终得到无缝钢管。
冷拔法可制造出直径较小和壁厚较薄的无缝钢管,具有较高的尺寸精度和表面光洁度。
3. 冷轧法(Cold Rolling):冷轧法与热轧法类似,但在冷轧法中,钢坯在室温下进行轧制。
冷轧法可制造直径和壁厚较小的无缝钢管,具有较高的尺寸精度和表面质量。
4. 热挤压法(Hot Extrusion):热挤压法适用于制造较大直径和较厚壁的无缝钢管。
在热挤压过程中,将坯料加热到高温,并通过挤压机将其挤出模具,形成无缝钢管。
5. 合拢法(Plug Rolling):合拢法主要用于制造较大直径和较厚壁的无缝钢管。
在合拢法中,将钢坯加热至特定温度后,通过合拢机的轧辊将其压制成管状。
这些工艺方法可以根据钢管的尺寸、材质和应用需求进行选择。
无论采用哪种工艺,都需要确保生产过程中的温度控制、机械加工和质量检验,以确保最终制造出高质量的无缝钢管。
钢管热挤压成形技术与装备的发展
无缝钢管生产工艺流程(一)

无缝钢管生产工艺流程(一)无缝钢管生产工艺1. 前置处理工序1.材料选料:根据使用要求和环境条件,选择相应的材料。
2.加热处理:将钢坯加热到一定温度,以便后面的轧制和穿孔等操作。
3.轧制:将加热后的钢坯进行轧制,使其成为所需大小和形状的毛坯。
2. 穿孔工序1.冷穿孔:用轮胎式轧辊将毛坯推入圆锥形模具中,从而穿出成型管。
2.热穿孔:将毛坯在高温下进行穿孔成型,常用的方法为两辊挤压法和三辊挤压法。
3. 热轧加工工序1.热轧加工:将穿孔成型后的钢管进行热轧加工,使其成为所需的精确尺寸和形状。
2.热处理:将热轧加工后的钢管进行淬火或回火处理,以改善其力学性能。
4. 表面处理工序1.啮缝:用啮合器将钢管表面的氧化物和锈垢去除。
2.直条砂轮:用研磨机将钢管表面进行粗磨。
3.高速砂带:用高速砂带机将钢管表面进行精磨,使其达到表面光洁度要求。
5. 检测工序1.超声波检测:用超声波探头对钢管进行检测,以发现可能存在的裂纹等问题。
2.磁粉探伤:涂上磁粉的钢管在磁粉感应下进行检测,以发现表面和内部的裂纹等问题。
3.气密性检测:将气密性要求高的钢管进行检测,以发现可能存在的气泄漏等问题。
6. 包装工序1.包装:将检测合格的钢管进行包装,以保护其表面不受污染和磨损。
2.贮存:将已包装的钢管进行贮存,等待出售或运输。
7. 总结无缝钢管的制造工艺是一个复杂的过程,需要严格的控制质量和工艺参数,以保证钢管的力学性能和表面质量符合使用要求。
从前置处理工序到最终的包装贮存,每个环节都有严格的要求和标准。
检测工序的重要性也不可小觑,只有通过科学的检测才能保证无缝钢管的质量和可靠性。
无缝钢管技术知识

市场需求分析
石油天然气领域
随着全球能源需求的增长,石油 和天然气行业对无缝钢管的需求 持续增加,主要用于油气输送管 道、油井管和天然气管道等。
建筑行业
建筑行业是另一个重要的无缝钢 管需求领域,主要用于高层建筑、 桥梁、地铁等基础设施的建设。
机械制造领域
机械制造行业对无缝钢管的需求 量也较大,主要用于汽车、船舶、 航空航天等高端装备的制造。
不锈钢管
由不锈钢制成,具有优异的耐腐蚀性和美观的外 观。
合金钢无缝钢管
含有多种合金元素,如铬、镍、钨等,以提高钢 管的高温性能和耐腐蚀性。
按标准分类
国标无缝钢管
按照国家标准生产,规格统一,质量稳定。
欧标无缝钢管
按照欧洲标准生产,规格与国标有所不同,但质量要求较高。
美标无缝钢管
按照美国标准生产,规格与国标有所不同,但质量要求较高。
电炉
利用电能将生铁和废钢熔化为 钢水,具有熔炼温度高、杂质
去除效果好等优点。
真空脱气装置
用于去除钢水中气体,提高钢 的纯净度。
连铸机
将钢水连续铸造成钢坯,便于 后续轧制。
轧制设备
穿孔机
将实心钢坯穿孔成空心钢管。
轧管机
通过多道次轧制,将穿孔后的钢管逐 渐缩小直径,直至达到所需规格。
精轧机
对轧管机轧出的钢管进行精整,提高 钢管的表面质量和尺寸精度。
竞争格局分析
国内市场竞争
国内无缝钢管企业数量众多,但规模和实力参差不齐 ,市场竞争激烈。大型企业通过提高产品质量和技术 水平,不断巩固市场地位。
国际市场竞争
在全球范围内,美国、日本和欧洲的无缝钢管企业在 技术和市场上具有较强优势,中国无缝钢管企业需要 加强技术创新和品牌建设,提高国际竞争力。
无缝钢管的生产流程
无缝钢管的生产流程本文由钢管经贸网资讯部整理(),如有转载,请注明出处。
无缝钢管的制造方法主要有执轧及冷拔两种。
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。
钢坯被送入熔炉内加热,温度大约为1200摄氏度。
燃料为氢气或乙炔。
炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。
一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。
穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。
挤压后要脱管定径。
定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。
钢管内径由定径机钻头的外径长度来确定。
钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。
钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。
若钢管内部有裂纹,气泡等问题,将被探测出。
钢管质检后还要通过严格的手工挑选。
钢管质检后,用油漆喷上编号、规格、生产批号等。
并由吊车吊入仓库中。
2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。
它们的生产工艺流程前三步基本相同。
不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。
退火后要用专门的酸性液体进行酸洗。
酸洗后,涂油。
然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。
热处理后,就要被矫直。
钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。
若钢管内部有裂纹,气泡等问题,将被探测出。
钢管质检后还要通过严格的手工挑选。
钢管质检后,用油漆钢管报价行情无缝钢管标准分类,厚壁管-厚壁钢管生产制造方法,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等,热轧无缝管一般在自动轧管机组上生产,实心管坯经检查并清除表面缺陷截成所需长度,在管坯穿孔端端面上定心然后送往加热炉加热在穿孔机上穿孔在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔称毛管,再送至自动轧管机上继续轧制最后经均整机均整壁厚,经定径机定径,达到规格要求。
钢管卧式挤压生产技术和装备的发展

更大的塑性变形 ;可以生产用其他方法难 以加工或 根 本无 法加 工 的复 杂断 面 的型材 ;并 且挤 压 产 品的
尺 寸精 度高 ,金 相组 织致 密 ,力学 性 能 良好 。 目前 国 内核 电 站 蒸 汽 发 生 器 用 U型 管 全 部 依 赖 进 E . 1
而 生产 蒸 汽发 生 器用 U型 管 的原 料 管 ,必 须 先 通 过热 挤压 管机 生 产 出荒管 ,再 经冷 轧管 机轧 制 ,进
立式 挤 压机 和 卧式挤 压 机 ,目前 国 内立 式 挤压 机 的 挤 压 力最 大 已达 到 3 0MN,卧式 挤压 机 的最 大挤 6
张海军 (9 6 ) 1 6 一 ,男 ,高级工程 师 ,从 事钢管工程设 计_ 。 T作
S TEEL PI Ap . 01 ,Vo. 0,No 2 PE r2 1 14 .
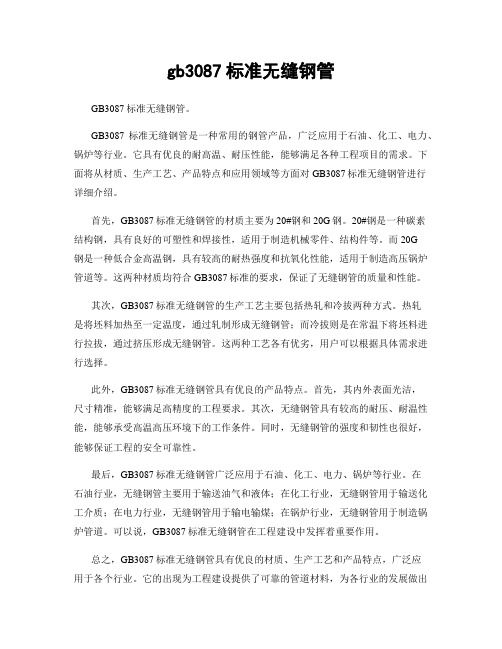
合格光坯 l l 合格毛坯 定尺锯切 f f定尺锯切
钻 定心 孔
坯料 的表 面加 工质 量 ,对坯料 的表 面粗 糙度 都有 严 格 要求 。 我 国新 建 的钢管 卧式 挤压 机用坯 料 的表 面粗糙
度 也达 到 了 Ra . I ≤1 m。 6x
I些 壹 堕
! 内外 涂玻璃 !
钢 管 2 1 年 4月 第 4 01 0卷 第 2期
4 0
筏警工艺与 装备
序 ,如滚光 、抛光 、磨光或精车等,使坯料的表面 粗糙 度最 终达 到 R <25I 的要求 。 a .x m
生产 经验 表 明 :坯 料 的表 面粗 糙度 要 比其直 径 公差 更重 要 。 因此 ,在 精加工 坯料 时 。为 了保证 坯 料 的表 面粗 糙 度 ,无 需顾 及其 直径公 差 。
为 了满 足扩 孔机 的加 工要 求 ,坯 料还 要进 行钻
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
引言表1 我国挤压机生产线现状金属挤压是一种压力加工成形方法,是将金属毛坯置于耐压容器中,施加外力使金属在三向压应力状态下产生塑性变形。
挤压加工时金属处于三向压应力状态,因此可以得到比轧制、锻压更大的塑性变形。
依据材料、挤压方法的不[1]同,挤压的延伸系数可达5~500,甚至更高。
由于挤压制品具有尺寸精度高、金属组织致密、力学性能稳定的特点,因此,热挤压技术被广泛地应用于核电、火电、石化、航空、航天、交通等领域。
这些挤压机生产线的建成投产,标志着我国从一个钢管1 热挤压钢管行业的现状大国走向了钢管强国,使我国的高端无缝钢管产量得到了快20世纪50年代,随着玻璃润滑剂的发明,黑色金属的挤速增长,无缝钢管产业得到了不断的优化。
压技术得到了快速发展。
采用热挤压技术生产无缝钢管具有 2 钢管的热挤压工艺产品质量稳定、更换品种灵活、工模具费用低的优点,适用于不锈钢、特殊钢以及低塑性和难变形材料的加工。
对于高温耐蚀合金管、不锈钢油井管、双相不锈钢管、尿素级不锈钢管、高参数奥氏体火电锅炉管等,采用热挤压是必需的生产方法。
目前,世界上有70多台(套)钢挤压机组,其中大多数用于生产优质管材。
我国在20世纪70年代初,四川江油长城钢厂从原西德引进了一条31.5MN挤压机生产线,专门用于生产不锈钢及特殊合金管及棒材。
21世纪初,浙江久立 1.支承垫 2.模支承 3.模垫 4.挤压模 5.挤压筒内衬 6.穿孔集团从意大利的Danieli公司引进了一台35MN挤压机,成为针 7.挤压垫 8.挤压杆 9.针连接器 10.挤压筒中衬 11.挤压筒外了我国第一家专门用挤压机生产不锈钢管的民营企业。
至今衬 12.坯料 13.玻璃垫 14.模套 15.制品已先后建成投产多条挤压机生产线,详见表1。
图1 钢管的热挤压简图钢管的热挤压工艺流程坯料准备→环形炉预热→立式感应炉加热→玻璃粉润滑→立式压机冲(扩)孔→除磷→立式感应炉再加热→玻璃粉润滑→挤压→切压余→冷却王国颖(太原通泽重工有限公司,山西 太原 030032)随着玻璃润滑剂的出现,无缝钢管的热挤压技术得到了快速的发展。
同时,无氧化加热和工模具使用寿命等问题也随着无缝钢管热挤压技术的发展得到了有效解决。
近年来,我国先后引进和自主建设了多条热挤压无缝钢管生产线用于生产高端无缝钢管,使我国无缝钢管的热挤压技术水平得到了很大的提升。
玻璃润滑剂;热挤压;无缝钢管;生产线TG376.2 [摘要] [关键词] [中图分类号] [文献标识码] A [文章编号] 2095-0748(2013)05-0060-02无缝钢管的热挤压技术现代工业经济和信息化Modern Industrial Economy and Informationization2013年5月总第48期May,2013Total of 48工程技术厂家机组产品规格现状设计长城钢厂31.5MN φ42~2191978年投产西德浙江久立35MN φ42~2192008年投产意大利Danieli宝钢集团63MN φ76~3252009年投产德国SMS 太钢集团63MN φ76~3252010年投产德国SMS 常熟华新36MN φ42~2192011年投产通泽重工新兴铸管63MN φ76~3252012年投产意大利Danieli 北方工业360MN φ350~1 1002009年投产清华大学河北宏润500MNφ350~1 3202012年投产济南巨能钢管的热挤压坯料可以是锻坯、轧坯、连铸坯、离心浇质量。
④通过不同颗粒度和配比的选择,使其有不同的性注坯等。
长坯或短坯在加工车间经剥皮、锯断、钻深孔、车能,从而可用于不同的材料和不同的场合。
近年来,北京钢[2]铁研究院、上钢五厂、北京玻璃研究院、本溪玻璃厂等单位削端面及倒角后进入挤压生产线。
均对玻璃润滑剂做了深入研究,并取得了不错的成果。
加工好的坯料进入环形加热炉加热前要先经过清洗机进2.3 工模具的使用寿命行脱脂处理,再进入环形炉加热。
一般坯料在环形炉内加热由钢管的热挤压简图可以看出,工模具中与热坯料直接到900℃以内。
但可根据工艺要求直接加热到钢的热挤压温度接触的有挤压垫、穿孔针、挤压模和挤压筒,其中挤压垫工(适用于不需扩孔的坯料直接挤压)。
然后进入到立式感应作时处于受压状态,虽与热坯料直接接触,但之间没有相对加热炉加热到材料的热挤压温度。
加热好的坯料在铺粉台架金属流动,挤压垫正常使用时不会大量削耗,一般每套系统上将外圆涂好玻璃粉后,由机械手将坯料放入冲(扩)孔筒配2~3个挤压垫循环使用。
工模具的使用寿命通常指的是挤中,之后在坯料端部的“喇叭口”中加入玻璃粉后,在立式压筒、穿孔针和挤压模这些工作时与热金属接触,并与热金穿孔机上进行冲(扩)孔。
经过冲(扩)孔后的空心坯料由属有相对流动的工具的使用寿命。
于和模具接触而产生温降应进行补热即再加热,但坯料表面众所周知,挤压筒为过盈热装配在一起的多层筒,在过的玻璃粉影响再加热时的温度检测,从而使加热温度出现偏盈量设计合理,加工尺寸符合图纸要求的前提下,使用前先差,所以一般在再加热前先进行除磷,以清除坯料表面的玻预热,定期清理内壁玻璃粉,并检查内壁划痕的情况下,一璃膜,再进行加热,而加热后的坯料经过内外表面涂玻璃粉般使用寿命在5 000~10 000次以上。
挤压模在挤压过程中与热后,由供锭器送入挤压机中心,进行挤压。
挤压完成后由分金属的接触时间最长,使用寿命相对最短。
为使挤压模使用离锯分离制品和压余。
制品和工具需要进行相应的冷处理。
寿命更长,一般要求在可能的条件下挤压速度更快,锯切分在整个挤压生产过程中,坯料的无氧化加热,润滑以及离的时间更短,来缩短热金属在挤压模内的停留时间,同时工模具的寿命是影响钢挤压技术的三个重要工艺难题。
挤压模每次挤压后都应进行检查和处理,不仅能保证制品质2.1 坯料的无氧化加热量,也提高了挤压模寿命。
穿孔针由于断面积小,在挤压时一般来讲,材料在加热时,最高温度应在其“液相线”以包裹在热金属内,温升快而造成力学性能下降,所以必须进下80℃~150℃。
为了控制材料的加热过程中不产生“过烧”现[2]行充分冷却。
国外的钢挤压机设计时都设计了穿孔针的内冷象应严格控制金属材料的加热温度,但加热温度又不能过低系统,但从使用效果看比较一般。
对于小规格的穿孔针内冷而造成闷车。
现代挤压工艺中一般采用环形炉预热+立式感应孔极大地缩减了穿孔针的强度,易造成退针时针的断裂,而炉加热的方法。
一般认为900℃是钢的无氧化温度,在环形炉对大规格的穿孔针而言冷却速度又太慢。
通泽公司在设计内加热到900℃以内,再由感应炉快速加热到材料的热挤压温36MN不锈钢挤压机时,考虑到产品对象中小规格产品居多,度。
不仅提高了加热速度,使金属的烧损得以减少,提高了加所以未设计内冷系统,而是设计了一套专门的穿孔针冷却装热质量,而且感应加热的过程自动化控制以及加热控制模型的置对穿孔针在挤压完成后进行外冷,取得了不错的效果,使建立可有效保证坯料长度方向和直径方向的温度精度,是保证[3]穿孔针使用寿命由原来的10~30次提高到100次以上,大大提挤压制品质量的关键。
对于部分钢种,也可在感应加热时采用高了穿孔针的使用寿命。
在保护气氛条件下加热,使金属不产生氧化。
以上三个工艺难题的解决对钢挤压技术起到了决定性的2.2 润滑作用。
润滑是钢挤压技术的关键工艺难题。
玻璃粉润滑剂的发3 结语明对钢的挤压技术的发展有里程碑的意义。
用玻璃粉作为钢现在的钢管热挤压技术随着生产中的不断摸索,已经取管热挤压的润滑剂有以下优点:①玻璃粉在高温状态下呈熔得了长足进步。
如常熟华新丽华特殊钢有限公司经过不断融状态附属在坯料表面,在挤压过程中,降低流动金属和工实验及摸索,已经成功生产了钛及钛合金、镍及镍合金、模具间的摩擦阻力,同时在制品表面形成均匀连续的玻璃特殊合金等上百种材质。
随着节能减排要求的提出和能源膜,保护制品的表面质量。
②玻璃在高温下的导热系数较价格的不断上涨,高污染高能耗的落后产能必将遭到淘低,具有非常好的隔热性能,保证工模具在挤压过程中不会汰。
高端无缝管企业应当抓住机遇使我国无缝钢管产业健过快升温从而保护工模具的使用寿命。
③玻璃粉的主要成分康发展。
有SiO, Al O, Na O, K O, B O等,具有稳定的化学性质,在2232223与高温的坯料接触时,不与其产生化学反应,保证了制品的(下转第67页)[参考文献]国安全科学学报,2004,14(5):99-102.[1]张景林,崔国章.安全系统工程[M].北京:煤炭工业出版社,2002.[4]潘璘玲.最小割集与最小径集在事故树分析中的作用[J].安全与[2]郭一冰,张建国.事故树法在环境风险评价中的应用[J].环境保护健康,2003(10):31-33.与循环经济,2009(3):33-35.[5]陈继章,施倬嘉.液氯汽车罐车罐体安全附件泄漏事故树分析[J].工[3]景国勋,贾智伟等.最小割集在系统安全分析方法中的应用[J].中业安全与环保,2005,31(4):51-53.Analysis of the Most Unfavorable Point of Chlorine Leak by the Fault TreeSU Cao-wen(Wuhu Fire Brigade, Wuhu Anhui 241000)[Abstract] By using the fault tree analysis method on the risk of a chemical plant chlor-alkali section analysis, risk evaluation, to determine such places, and formulate a scientific and reasonable disaster countermeasures, will have a very important significance for chlor-alkali chemical enterprise effective disposition of accidents, reduce the loss.[Key words] fault tree;risk identification;chlorine leak(上接第55页)究新运输形势下所面临的问题,从源头入手,内部挖潜,细范监控系统,保证故障车辆时刻处于受控状态,为大秦线重化分解,逐项制定有效的解决方案,不断完善TFDS安全防载货车运行安全提供可靠的保障。
Analysis and Solutions to Unchecked Train with TFDS Dynamic Inspection System of Datong-Qinghuangdao LineZHAO Yan-bing(Taiyuan Railway Administration, Taiyuan Shanxi 030013)[Abstract] This paper analyzes problems on unchecked train with TFDS dynamic inspection under the new situation of heavy haul freight train. Combined with effective solutions, reasons were analyzed in many ways and multiple perspectives, which in order to improve TFDS quality and realize real time protection of broken train to guarantee safety of heavy haul freight train.[Key words] TFDS; dynamic inspection; train; unchecked; analysis(上接第61页)[参考文献]津:中国金属学会轧钢学会钢管学术委员会,2008:36-51.[1]魏军.金属挤压机[M].北京:化学工业出版社,2006.[3]范玉仙.钢挤压机穿孔针冷却装置的研制[J].机械管理开发,2012(4):[2]邹子和.不锈钢的热挤压[A].钢管学会五届四次年会论文集.天109-110.Hot Extrude Technology of Seamless PipeWANG Guo-ying(Taiyuan Tongze Heavy Industry Co., Ltd, Taiyuan Shanxi 030032)[Abstract] With the glass lubricant appear, hot extrude seamless pipe technology get a quick development. At the same time, with the development of seamless pipe hot extrude technology, the problem of non-oxidation heating and die working life are also get an effective solution. For the past few years, our country brought in and independent constructed many hot extrude seamless pipe product line and make a great promote through hot extrude seamless pipe technology.[Key words] glass lubricant; hot extrude; product line。