FX5045立式升降台铣床
X5040(X53K)立式铣床的PLC改造
目录第一章绪论 (1)第二章总体设计 (2)2.1设计流程图 (2)2.2 X5040铣床简介 (2)2.3 FX2N(C)PLC简介 (4)2.4 X5040型铣床电气原理图线路分析 (4)2.5 PLC的I/O分配 (8)2.6 PLC接线图 (11)第三章X5040立式铣床电气系统的软件设计 (13)3.1 PLC程序设计 (13)3.2程序解释及调试 (16)第四章小结 (19)参考文献 (20)任务书............................................................................................. 错误!未定义书签。
摘要X5040铣床是一种应用广泛的多用途机床,它可以进行平面、斜面、螺旋面等多种表面的加工,它原是采用继电接触器电路来实现其电气控制,但是在电气控制系统中,故障的查找与排除是非常困难的,特别是在继电器接触式控制系统,由于电气控制线路触点多、线路复杂、故障率高、检修周期长,给生产与维护带来诸多不便,严重的影响生产。
PLC是专为工业应用而设计,其可靠性高,抗干扰能力强。
可将X5040铣床电气控制线路改造为基于FX2N的可编程控制器控制,可以提高铣床的整个电气控制系统的工作性能及参数指标,具有较高的可靠性与灵活性,减少工人维护、维修的工作量。
本文介绍了用PLC取代X5040铣床的继电器控制电路,阐述了PLC的设计方案;根据控制要求,确定PLC的输入输出点数,对I/O地址进行了分配,并画出了I/O接线图;根据控制原理,进行系统的软件设计,画出了T形图。
关键词:X5040铣床;电气控制;PLC控制;梯形图第一章绪论可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
他采用可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字的、模拟的输入输出,控制各种类型的机械或生产过程。
FXK5045数控立式升降台铣床介绍

FXK5045数控立式升降台铣床介绍FXK5045数控立式升降台铣床主要由床身、升降台、主轴、控制系统和刀具等组成。
床身是该设备的主要部件,采用整体铸造结构,具有高强度和刚性,能够有效降低振动和噪音,提高加工精度。
升降台提供升降运动,通过液压系统控制,可实现工件的快速定位和精细调节。
主轴是该设备的核心部件,驱动刀具旋转,具有高速度和高刚性,能够满足各种加工需求。
FXK5045数控立式升降台铣床采用先进的数控技术,具有高自动化程度和灵活性。
控制系统采用行业先进的数控系统,可以实现各种加工程序的编程和控制。
操作人员只需要进行简单的编程操作,即可实现复杂零件的加工,大大提高了工作效率。
FXK5045数控立式升降台铣床适用于各种金属材料的加工,如铸造铁、铝合金、不锈钢等。
它具有多种加工功能,可进行平面铣削、凸轮铣削、螺纹铣削等。
同时,该设备还具有高速加工和高精度加工的能力,可以满足各种复杂零件的加工需求。
1.高精度:采用先进的数控技术和高精度的主轴,能够实现高精度的加工,满足各种零件的加工需求。
2.高效率:升降台设计使工件加工更稳定,可提高加工效率。
并且该设备采用高速主轴,可以实现高速切削,提高加工效率。
3.灵活性:采用数控技术,可以实现各种复杂加工程序的编程和控制,具有较强的灵活性。
4.易操作:控制系统具有良好的人机界面,操作简单,操作人员只需进行简单的编程操作即可完成复杂加工任务。
5.稳定可靠:床身采用整体铸造结构,具有高强度和高刚性,能够有效降低振动和噪音,保证了设备的稳定性和可靠性。
总之,FXK5045数控立式升降台铣床是一种先进的数控加工设备,具有高精度、高效率和灵活性等优点。
它适用于各种金属材料的加工,并且可以实现各种复杂零件的加工需求。
在工业生产中,它具有广泛的应用前景。
XW5032型立式升降台铣床
XW5032型立式升降台铣床一、XW5032型立式升降台铣床电气控制(见附图1)控制电路由控制变压器TC1提供110V的工作电压,QF4用于交流电源的短路保护,QF5用于控制电路的短路保护,该电路的主轴制动,工作台常速进给和快速进给分别由控制电磁离合器Yc1、Yc2、Yc3来完成,电磁离合器需要的直流工作电压是由变压器Tc2及整流器Vc来提供的,QF7、QF8分别用于交、直流电源的短路保护。
1.主轴电动机M1控制M1由交流接触器KM1控制,在机床上安装了一套启动SB3、SB4和停止SB6,点动SB5对M1的控制包括主轴的启动、点动、制动和快速进给。
(1)启动:在启动前先按照顺铣或逆铣的要求,用组合开关SA1预定M1的转向。
按一下SB4→KM1线圈通电→KT1、KT2延时接通→KM1自锁→主轴M1启动运行→M1启动后M2才能启动运行。
(2)停机与制动:按下SB5或SB6→KM1线圈断电,电磁铁Yc1通电→主轴电动机M1停止并制动。
制动电磁离合器Yc1装在主轴传动系统与M1转轴相连的传动轴上,当Yc1通电吸合时,将摩擦片压紧,对M1进行制动。
停转时,应按住SB5或SB6直至主轴停转才能松开,一般主轴的制动时间不超过0.5S。
(3)主轴的变速冲动:主轴的变速是通过改变齿轮的传动比实现的。
在需要变速时,将变速手柄拉出,转动变速盘调节到所需的转速,然后再将变速柄复位。
手柄复位时,瞬间压动行程开关SQ0,手柄复位后,SQ0也随之复位,在SQ0动作瞬间,SQ0的常开触点先断开其他支路,然后其常开触点闭合,相当于点动控制,使得齿轮转动一下以利于啮合,如果点动一次齿轮还不能啮合,可以重复进行上述动作。
(4)主轴换刀控制:在上刀或换刀时,主轴应处于制动状态,以避免发生事故。
此时只要将换刀制动开关SA01扳至“接通”位置,其常闭触点SA01断开控制电路,保证在换刀时各机床没有任何动作;其常开触点SA01接通制动电磁铁YC1,使主轴处于制动状态。
FX5045立式升降台铣床

FX5045立式升降台铣床简介FX5045立式升降台铣床是一种常见的铣床设备,它采用立式结构,可以进行铣削、钻孔、攻丝等各种工艺加工。
具有加工范围大、加工精度高、操作简单等特点,被广泛运用在模具、机械制造、钣金加工等行业。
技术参数FX5045立式升降台铣床的主要技术参数如下:•工作台尺寸:500mm x 160mm•工作台行程:300mm x 130mm x 180mm•主轴端面至工作台距离:60-320mm•主轴速度范围:70-2800rpm•主轴锥度:R8或ISO30•主电机功率:1.5kW•整机重量:460kg功能特点FX5045立式升降台铣床具有以下功能特点:立式结构设计立式结构设计使得机床具有高刚性、高稳定性,使加工件能够均衡地承受加工能量,从而保证加工件的加工质量。
升降台设计FX5045铣床采用升降台设计,工作台和铣头可以相互移动。
整个台身支撑在铁塔上,通过手轮带动升降螺杆实现工作台上下行动,可加工深度大,且方便操作。
数字显示FX5045铣床的操作面板采用数字显示,直观方便,能够在实时监测机床各项运行参数,方便进行工件加工控制和调节。
自动进给FX5045铣床采用自动进给的方式进行铣削,可工作于不同的产品要求下,在保证加工质量的情况下提高生产效率。
节能环保FX5045铣床电机功率小,噪音低,工作时无油蒸汽和废气排放,节能环保。
应用领域FX5045立式升降台铣床广泛应用于模具制造、汽车配件、航空航天、铸造业、电子仪器、工艺品等加工领域,进行铣削、钻孔、攻牙、倒角等各种精密加工。
维护保养FX5045铣床平时需要进行维护保养,具体措施如下:工作前检查开机前需要检查铣床各部分保护装置是否完好,润滑是否良好,松紧情况是否正常,电器系统是否安全可靠等。
保养润滑FX5045铣床需要进行润滑,每日每班需要加油润滑至要求的润滑位置,并清理浮渣垢巡检配置是否完善。
零部件清洗铣床谨防清洗时将整机放在光滑坚硬的台面上,将每部件拆下后单独清洗。
X5025立式升降台铣床的数控改造设计
目录第一章前言 (4)1.1 概述 (4)1.2 普通铣床数控化改造的条件 (4)1.3 普通铣床数控化改造的一般步骤 (4)第二章总体方案的确定 (6)第三章主传动系统设计 (7)3.1 确定主轴传动功率 (7)3.2 电动机的选择 (8)3.3 主传动的调速过程 (8)第四章伺服进给传动系统设计 (10)4.1 滚珠丝杠螺母副的设计和选用 (10)4.1.1滚珠丝杠螺母副的计算 (10)4.1.2 滚珠丝杠的安装 (16)4.1.3滚珠丝杠螺母副的支承方式 (16)4.2轴承的选用和计算 (17)4.2.1轴承的载荷计算 (17)4.2.2轴承的派生轴向力计算 (19)4.2.3轴承的轴向载荷计算 (19)4.2.4轴承的当量动载荷计算 (19)4.2.5验算两轴承的寿命 (20)4.3同步带轮传动的设计和计算 (20)4.3.1确定梯形齿同步带轮的基本参数 (20)4.3.2确定带的中心距 (21)4.3.3选择带的类型 (22)4.4电机的选择和计算 (22)4.1.1确定电机的类型 (22)4.4.2伺服电机的计算 (23)4.4.3电机的安装 (25)第五章数控铣床的PLC控制 (26)5.1 电气接口 (26)5.2 铣床的安全互锁 (27)第六章数控机床的润滑系统 (29)6.1 润滑的作用 (29)6.2 数控铣床的润滑系统 (29)小结 (30)参考文献 (31)[摘要]本文对一台普通铣床进行数控化改造,在改造后要达到高的静、动刚度;传动副之间的摩擦系数小,反向传动无间隙;输出转矩大等要求。
对主传动部分不作太大的变动,保留原有传动链,为了满足调速范围和转矩特性,采用调速电机的无级变速和机械的有级变速相结合的配置方式。
进给传动需作较大改动才能满足数控加工的要求,文中对滚珠丝杠、电机的选用等方面进行了详细的设计分析。
通过对铣床的数控改造设计,对机床的机械结构有了进一步的感性认识,为以后的发展作了铺垫。
X5030A铣床操作规程

深圳华晶玻璃瓶有限公司工作文件HJ/JC—DL—027共1 页第 1 页版序/改次:E/0立式升降台铣床操作规程--------------------------------------------------- 1.目的:明确立式升降台铣床的操作步骤与方法,确保设备的正常运行及安全。
2.适用范围: 适于X5030A立式升降台铣床操作。
3.用途:本机床用于中小批量生产和工具、维修,可用于铣削平面、梯面、斜面、沟槽及钻镗。
配用分度头附件,可以加工螺旋槽和齿轮。
3.操作规程3.1主轴转速在70转/分以下切削时,主轴扭矩不应超过382NM。
主轴转速在100转/分以上可以使用全功率。
较高转速时可短时间超载,超出额定功率的25%。
3.2 工作台最大承载为250KG,工作台最大水平拖力12348N。
3.3铣切钢时的最大切削范围:材料45钢,抗拉强度极限588MPa/mm²,刀具为T15合金端铣刀,直径100mm,齿数4,铣切宽度50mm,铣切深度3mm,主轴转速800转/分,进给量520mm/min,主切削功率在4~5KW。
3.4铣切铸铁时的最大切削范围:材料HT150,硬度HB190~220,刀具为YG8合金端铣刀,直径150mm,齿数6,铣切宽度100mm,铣切深度5mm,主轴转速100转/分,进给量380mm/min,主切削功率在4KW。
3.5机床的润滑:主轴套筒的前后轴承采用ZL-2锂基润滑脂,其余采用HJ-30机械油润滑,见机床上润滑点图。
使用中应观察油窗是否有油,如果没有应及时检查,添加主轴套筒的锂基润滑脂时,将立铣头前方的M8螺钉旋出,主轴向下移动一段距离,时螺孔对着套筒上方的∅12孔,并旋出套筒下方的螺塞。
锂基润滑脂的注入量为套筒内轴承空间的1/3~1/2为宜。
要定期清洗机床内部的个润滑油池,油泵滤油网,机床使用后3个月清洗一次,以后每半年清洗一次。
3.6试车:接上电源后,检查主轴的转向是否与换向开关标牌的方向相符。
安钢第二炼轧厂常规连铸板坯低倍工艺简介
安钢第二炼轧厂常规连铸板坯低倍工艺简介作者:凌颖陈从虎来源:《科技创新导报》2012年第22期摘要:简介低倍检验在安钢第二炼轧厂的应用情况,分析说明了低倍检验对连铸工艺技术质量所起到的作用,以及在生产实践中的主要贡献。
介绍了安钢第二炼轧厂常规连铸板坯的低倍组织及缺陷酸蚀检验法、缺陷评级等现状,提出板坯精铣加工及酸蚀标准中存在的一些问题和解决思路。
关键词:板坯精铣低倍组织评级中图分类号:TG3 文献标识码:A 文章编号:1674-098X(2012)08(a)-0081-01安钢第二炼轧厂常规板坯连铸机采用多点弯曲、多点矫直、结晶器漏钢预报、液面自动控制、动态配水、动态轻压下技术,两机四流生产连铸板坯厚度为210~230mm,宽度为800~1650mm,长度为9000~11000mm,板坯重量32t,年产能力510万t,为1780mm热连轧机组及2800mm机组提供定尺坯原料,实现年产无缺陷热轧商品卷400万t以及中厚板110万t。
1 现状及存在问题1.1 低倍检验的必要性连铸坯的宏观缺陷检查也叫低倍缺陷检查,通常是借用肉眼或低倍放大镜来观察和判断缺陷的性质。
安钢第二炼轧厂生产线主体于2007年投产,针对连铸坯缺陷评级工艺依赖于外协加工检验。
因此,实现快速稳定的离线加工连铸坯,批次检验连铸坯成为无缺陷连铸工艺技术的关键,低倍检验成为指导连铸工艺质量必要的工序,低倍检验需要进一步提高并规范化、标准化。
1.2 火切连铸坯加工的必要性连铸板坯试验室的低倍试样和酸浸试样的铣削磨加工板坯要求如下:外形尺寸:11000mm×1650mm×230mm(定尺坯参考),总重:约32t,端面铣削研磨专用机床:2台,工作台面:3000mm×1000mm(参考),加工试样尺寸:1600mm~2400mm×320mm~420mm×80mm,刀盘直径:φ500mm,工作台进给速度:100~3200mm/min(变频无级调速),工作台行程:3000mm,铣头、磨头横向行程:900mm,铣头、磨头垂向行程:300mm,铣削后表面粗糙度:Ra1.6μm,研磨后表面粗糙度:Ra0.8μm(选项),研磨后平面度:0.02mm/m,单件加工时间:≤3h。
X52K-1立式升降台铣床

国超高的立式铣床引领者,领先的研发、制造厂商,我们会向客户提供 满意需求。
X52K-1 立式升降台铣床
主要技术参数 工作台尺寸(长×宽) mm T 型槽数/槽宽/槽距 mm 主轴孔锥度 工作台行程 mm 工作台进给范围(X×Y×Z) mm/min 主轴转速 r.p.m 主轴端面至工作台距离 mm 主轴中心至床身垂直导轨面距离 mm 立铣头最大回转角度 主轴套筒轴向移动距离 主电机功率 kw 进给电机功率 kw 机床外形尺寸(长×宽×高)mm 机床重量 kg X52K-1 1500×360 5/14/50 ISO50 7:24 1000×320 (8 级)24-600/18-450/5-130 (12 级)60-1800 0-500 350 ±45° 100 5.5 1.1 2100×2510×2000 3000/3200
立式升降台铣床操作规程
WM-X5032立式升降台铣床操作规程
1.工作台纵向、横向和升降用的操作手柄以及主轴起、停止和工作台快速行程按钮等,都有两套,即所谓复式操纵装置,分别装在机床的正面和左面,操作者在两个位置上均可操作,但不允许两人同时操作;
2.利用手柄来控制三个方向,手柄的扳动方向就是工作台的移动方向。
3.手摇首轮和手柄时,操作者首先要把手轮向里推,使离合器接合;在机动进给时,手轮被互锁机构推出,使离合器脱开,手轮不致于同时弹出。
4.按钮站包括“急停”“停止”“起动”“快速”四个按钮组成。
按下“急停”机床的全部运动停止并制动;按下“起动”按钮,主轴电机启动;按下“停止”按钮时,切断主轴电动机电源并接通主轴制动电磁离合;
5.若纵向、横向和升降的操作手柄不再零位,按下“起动”按钮的同时,相应的进给也随之开动,开动进给之后,要求主轴停止时,须把电气箱们上的主轴转向开关手柄扳到中间零位;
6.“快速”按钮只在按下时起作用,放下后快速行程立即停止;。
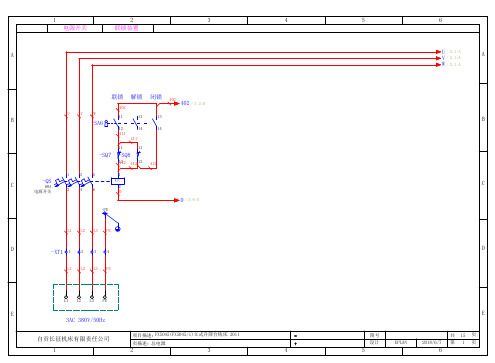
FXK5045数控立式升降台铣床(GSK983Ma) 长征 2013
-CC2
MPG
-CM1
MDI
-CN3
-MPG
B
I/O单元
-I/O
主轴驱动
-SV5
4轴驱动
-SV4 C
-A3 I/O
/9.1:D
+24V
GND
-CC1
servo drive
-A7 4 AXIS
/16.4:B
U/V/W
-CN1
-CN2
Z轴驱动
-SVZ
-A6 Z AXIS
/16.2:B
6
1
804
4.6:D / 804
2
选用
A
13
5
5
-SA1-2
-KA17E
-KA22
14 /13.5:C 9
/13.3:C 9
804A
804C
21
B
-KM17
/5.3:D 22
804B
3
-KA22B
/13.4:C 11
21
-KM17B
/5.4:D 22
C
822
3
5
-KA22B
/13.4:C 9 804D 3
主轴夹紧主轴制动a轴放松工装1松开夹紧工装2松开夹紧a轴夹紧防护罩照明选用fxk50451带a轴工装12为客户定制在主轴进给停止状态才能动作
1
2
3
4
A
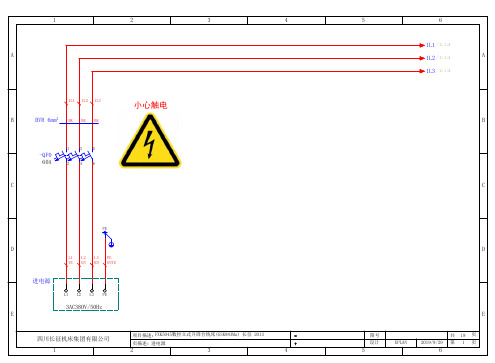
1L1 1L2 1L3
B
BVR 6mm² BK BK BK
-QF0 60A
135 246
C
小心触电
PE
D
L1 L2 L3 PE YE GN RD GNYE
C
FXK5045数控立式升降台铣床介绍

FXK5045数控立式升降台铣床介绍一、主要特点FXK5045数控立式升降台铣床是我公司引进欧美技术开发的新型数控立式升降台铣床,机床负荷能力强、规格参数大、刚性高、结构精。
其主要特点如下:1、机床床身和升降台水平导轨均采用超音频淬火、贴塑处理,其承载为传统升降台铣床的2—3倍,具有很高的强度和刚度。
2、机床具有完整的润滑系统,配置自动润滑装置保证导轨润滑充分。
3、三向进给采用精密滚珠丝杠,伺服电机驱动,并在安装时进行了预拉伸保证了机床的传动精度。
4、机床有足够的功率和很广的变速范围,采用18级齿轮变速,切削扭矩大,能充分发挥机床的效能。
5、主轴变速有冲动装置,便于变速;机床能迅速有效地进行制动。
6、操纵台与电柜采用分体式,操纵台安装于机床吊挂上,能转动角度,操作方便。
7、机床主配置FANUC 0i mate-MC数控系统,也可根据用户要求配置其它数控系统。
该机床适用于形状复杂的平面和立体零件,如冲模、压模、锻模、塑料模等各模具及样板,凸轮、飞机零件、内燃机的连杆和其他的斜面、沟槽、齿轮等的机械加工。
二、主要规格参数1三、FANUC 0i mate-MC系统功能(一)、基本功能:2四、主要外配件供应商1、数控系统: FANUC2、主电机:河北电机厂或宜宾力源电机厂3、进给伺服驱动及电机: FANUC4、三向丝杠:汉江机床厂5、主轴轴承:哈轴或洛轴6、丝杠轴承:哈轴或洛轴7、润滑元件:中日合资永嘉流遍五、设备工作环境1、厂房高度:≥4M2、厂房湿度:相对湿度≤85%3、环境温度: 5~40°4、电源:动力电源(三相):AC 380V ±10%电源频率: 50HZ±1HZ总容量: 23KVA六、技术服务1、货到需方后供方即派出安装调试人员免费调试。
2、产品的质量“三包期”为一年,产品在用户使用过程中,发现质量问题,在接到通知后24小时内做出答复或派出维修人员。
本产品在“三包期”以外,提供终身有偿技术服务。
X5040立式铣床资料
2011年金蓝领技师专业论文X5040型升降台铣床采用微电子型多功能继电器控制线路*名:***职业:维修电工鉴定等级:技师单位:山东煤机集团泰安煤矿机械有限公司二零一一年九月二是十五日摘要本文阐述了x5040型升降台铣床采用微电子型多功能继电器控制线路的工作原理及机床的操作步骤。
关键词:微电子型多功能继电器X5040升降台铣床电力拖动故障保护前言在机械行业中,几乎所有的工作机械都用电动机来拖动,这种方式成为电力拖动。
它和用内燃机等来拖动相比,具有效率高、价格低、操作简单和维修方便等优点。
应用电力拖动还能对工作机械实行远距离操纵和自动控制,在实现生产过程自动化方面日益显示出它的优越性。
X5040立式升降台铣床是一种强力金属切削的机床,该机床适于加工各种零件的平面、斜面、沟槽、孔等,是机械制造、模具、仪器、仪表、汽车、摩托车等行业的理想加工设备。
X5040型升降台铣床电源进线为三相四线制380V,50HZ 动力电路。
电气控制部分除机床照明与电源指示线路外主要采用微电子型多功能继电器控制,型号为WJ1-20/10,它的特点是接线简单,可靠性高,动作相应快,通过程序控制机床的动作,并且维修简单,操作方便。
机床的操作主要集中在滑鞍前侧按钮站及右壁。
目录摘要 (2)前言 (3)一、X5040型升降台铣床的主要结构 (5)1、床身部分 (5)2、主传动部分 (5)3、主轴变速操纵部分 (6)4、进给变速箱部分 (7)5、工作台部分 (7)二、X5040铣床的电力拖动工作原理及操作步骤 (8)1、WJ1-20/10微电子型多功能继电器的简介 (8)2、电源部分 (8)3、交流电机控制 (9)4、主轴运动的电气操作 (9)5、进给运动的操作 (10)6、快速运动的操作 (10)7、冷却泵与机床照明电路 (10)8、机床故障保护 (10)三、附图 (11)1、机床外观图 (11)2、机床电路图 (11)结论 (12)参考文献 (12)一、X5040升降台铣床的主要结构1、床身部分由床身和底座组成,底座内腔是冷却液箱。
FX6045铣床操作说明

FX6045,FX6145铣床操作说明1. 图8是机床外形结构布置图,操纵按钮站13装在机床的右前方,向上可拿下来站到合适的位置操纵机床,操纵面板上标明了各按钮的功能,在机床电系统中作了较详细说明。
图8中19是悬梁移动的六方头,它与纵向手柄通用,当螺钉9松开后,移动19六方头,悬梁便可移动,然后用螺钉9紧固,悬梁上可装两个支架12,以便增强刀杆芯轴的刚性,11是将支架紧固在悬梁上的螺钉,15是两个紧固主传动变速箱体的螺钉。
18是主传动变速手柄,17是主传动变速冲动按钮,操作功能与进给部分相同,16是自动润滑泵,主要润滑升降台水平面及垂向导轨压板、夹条部分,齿轮,以及纵向导轨、丝杆、齿轮等,每隔15分钟注油一次,每次5.5ml,每个润滑点定量润滑。
图8中的10是冷却管,它可通过固定在悬梁上的支架任意移动,而金属软管喷嘴又可任意弯曲,以便使冷却液准确的冷却刀具。
2.主轴转速选择通过旋转手摇把18(见图8)可实现主轴变速,摇把每转一周速度更换一档可实现高,低速任意转换。
变速后的速度值由刻度盘显示。
但变速只能在主轴停转时进行。
如果出现变速不能到位,是因为齿轮顶牙,此时应点动主传动变速冲动按钮17使主轴电机产生冲动,便于齿轮啮合。
3.进给速度选择转动手把14(见图8)选择进给速度,其操作过程与主轴变速相同。
如果出现变速不能到位,是因为齿轮顶牙,此时应点动进给传动变速冲动按钮4(见图8)使进给电机产生冲动,以便于齿轮啮合。
但应注意的是刻度盘上所标值为纵向,横向进给量,垂向进给量为所标数据的1/3。
注意:变速只能在机床停止运动时才能进行。
4.冷却液供应将操作面板上冷却液选择按钮放在接通按钮位置即可输出冷却液。
5.间隙消除装置(工作台纵向运动)加工深槽,薄壁工件(包括一些不适应卡得很紧的工件)或高强度零件时使用顺铣加工方法更为有利。
为了使机床能够实现顺铣,在机床工作台丝杆和螺母间适当地消除间隙是很有必要的。
间隙消除机构就是为此增设的一套调整机构,它位于床鞍左侧。
FXK5045数控立式升降台铣床(GSK983Ma) 长征 2013
2
3
=
+
4
1
2 /3.3:D
3
4 /3.3:D
5
6 /3.3:D
13
14
21
22
31
32
43
44
图号 设计
5
EPLAN
1
2 /3.1:E
3
4 /3.2:E
5
6 /3.2:E
13
14
21
22
E
31
32
43
44
共 19 页 2019/9/29 第 5 页
6
1
2
3
4
102
5.6:A / 102
102 / 6.1:A
A
1
5
11
A
-QF38
-KA3
-SA1-1
1A
2
/13.1:C 9
12
B
138
5
5
5
5
-KA17
-KA17B
-KA17C
-KA17D
B
/13.2:C 9
/13.2:C 9
/13.6:C 9
/14.1:C 9
117A
117BA
113
117CA
117DA
3
3
3
3
-KA17B
-KA17
6
1
2
3
4
-A1
+24V
GND
A
CNC GSK983Ma
操作面板
-OP
-A2 OP
+24V GND
-CC2
MPG
-CM1
MDI
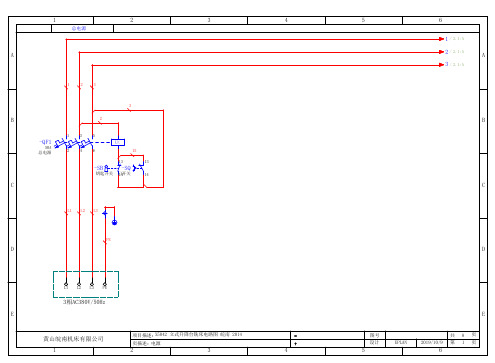
X5042 立式升降台铣床电路图 皖南 2014
1
2 /2.4:C 1
2 /2.1:D
9
5 /5.2:C
3
4 /2.3:C
3
4 /2.4:C 3
4 /2.2:D
8
12 /5.3:C
5
6 /2.3:C
5
6 /2.4:C 5
6 /2.2:D
21
22 /5.2:D
21
22 /5.1:D 21
22
E
53
54 /5.3:C
53
54 /5.3:C
61
62 /4.2:A
2
3
4
= +
4
5
6
1 / 2.1:A
2 / 2.1:A A
3 / 2.1:A
B
C
D
E
图号 设计
5
EPLAN
共 8 页 2019/10/9 第 1 页
6
/5.2:B /5.2:A /5.3:A
1
1.6:A / 1 1.6:A / 2 A 1.6:A / 3
2
冷却电机
3
主轴电机
4
5
进给电机
-SQ2
B
85
/6.4:C 14
工作台向左
9
-KA4
-KA4
53
53
-KM1 -KM2
/5.1:D 54 /5.2:D 54
63
72
13
-SQ1
/6.4:D 8 80
/6.4:D 5 86
/6.3:C 14
13
53
13
53
工作台 向右
-SB5
进给起动 81
-KM3
X5025立式升降台铣床设计

对普通铣床进行数控改造时,为提高其自动化程度,或者批量相对集中,需在加工过程中自动变换切削速度,可用双速电机代替原铣床的主电动机。一般采用由直流或交流调速电动机作为驱动的电气无级调速。但由于数控铣床的运动调速范围较大,单靠调速电机无法满足这么大的调速范围,另一方面调速电机的功率扭矩特性也难于直接与机床的功率和转矩要求相匹配。为扩大调速范围,适应低速大转矩的要求,也可以用齿轮有级调速和电动机的无级调速相结合的调速方式,以满足机床要求的调速范围和转矩特性。
将一台X5025型立式升降台铣床改造成数控铣床,改造目的主要能完成铣、镗、钻等切削运动,能在没有模板的情况下完成凸轮、样板、模具等形状复杂零件加工。所要达到的技术要求:主轴转速80 r/min-5440 r/min,为提高其自动化程度,或者批量相对集中,需在加工过程中自动变换切削速度。如何将机械传动的进给改造成数控系统控制的自动进给,还应具有更好的精度要求。驱动部件具有高性能,伺服电机要可靠,输出力矩要大,高低速性能要好,系统具备手动回机械零点功能,机床的定位精度和重复定位精度要高,能在不需要模具的情况下能确保零件的加工精度。
(4)机床的改造
包括对机床改造部分的现场施工、安装和连接;机床联调实验;机床及控制系统各部分功能联动实验;工作可靠性运行;机床定位精度、重复定位精度、各种补偿功能的调试;机床的加工切削实验。
(5)改造完成后的验收
一般验收要做以下工作:外观检查、机床及系统的各种功能检测、机床精度检测(定位精度、重复定位精度等)、机床的负荷实验、标准试件的切削、典型零件的加工等。
FX5045(FX5045_1)立式升降台铣床 (长征 2011)
504
504
504
5.6:A / 504
A
3 主轴停止
504
4 快速进给
轴选择 X
5 轴选择 Y
6 轴选择 Z
504
504
504
504 / 9.1:A A
13
-SQ9
14
222
B
B
222
-SB4
-SB3
11
13
11
11
23
11
13
13
12
SA1
-SB5
-SA2
12
14
12
12
24
12
14
14
-KM9
-KM10
-FR2
/4.2:A 3 2 6 /4.4:D 2 4 6 /4.4:D 2 4 6 /4.2:B 3 2 6
17.5A
5A
-PE
PE
U1 V1 W1 PE
U2 V2 W2 PE
-XT1 5 6 7 11
U1 V1 W1 PE
12 13 14 15 U2 V2 W2 PE
U1 V1 W1
进给反转 Q15 15
0434
21
-KM5
/4.3:D 22
C
0431
0432
0433
0434
6
Part 2 of 2
A
B
C
A1
A1
A1
A1
A1
A1
A2
A2
A2
A2
A2
A2
D
D
0
7.6:D / 0
0
-KM1-FV11
0
XK5040数控立式铣床及控制系统设计

摘要数控机床即数字程序控制机床,是一种自动化机床,数控技术是数控机床研究的核心,是制造业实现自动化、网络化、柔性化、集成化的基础。
随着制造技术的发展,现代数控机床借助现代设计技术、工序集约化和新的功能部件使机床的加工范围、动态性能、加工精度和可靠性有了极大的提高。
本文主要对XK5040数控立式铣床及控制系统进行设计,首先分析立式铣床的加工特点和加工要求确定其主参数,包括运动和动力参数;根据主参数和设计要求进行主运动系统、进给系统和控制系统硬件电路设计。
主要进行主运动系统和进给系统的机械结构设计及滚珠丝杠和步进电机的选型和校核;对于控制系统由于这里主要针对经济型数控铣床的设计,这里采用步进电机开环控制,计算机系统采用高性能价格比的MCS-51系列单片扩展系统,主要进行中央处理单元的选择、存储器扩展和接口电路设计。
由于本文采用8031单片机控制系统,因此,设计出的立式铣床性能价格比高,满足经济性要求。
可实用于加工精度较高的场合。
关键词数控技术;立式铣床;设计ABSTRACTThe numerical control engine bed is the digital process control engine bed, is one kind of automated engine bed, the numerical control technology is the core which the numerical control engine bed studies, is the manufacturing industry realization automation, the network, the flexibility, the integrated foundation. Along with the manufacture technology development, the modern numerical control engine bed with the aid of the modern design technology, the working procedure intensification and the new function part caused the engine bed the processing scope, the dynamic performance, the processing precision and the reliability had the enormous enhancement .This article mainly carries on the design to the XK5040 numerical control vertical milling machine and the control system, first analyzes the vertical millingmachine the processing characteristic and the processing request determines its host parameter, including movement and dynamic parameter; Carry on the host kinematic scheme according to the host parameter and the design request, enters for the system and the control system hardware circuit design. Mainly carries on the host kinematic scheme and enters for the system mechanism design and the ball bearing guide screw and electric stepping motor shaping and the examination; Regarding control system because here mainly aims at the economy numerical control milling machine the design, here uses electric stepping motor open-loop control, the computer system uses the high performance price compared to the MCS-51 series monolithic expansion system, mainly carries on the central processing element the choice, the memory expansion and the connection circuit design .Because this article uses 8,031 monolithic integrated circuits control system, therefore, designs the vertical milling machine performance price is higher than, satisfies the efficient request. But practical to processing precision higher situation .Key words Numerical control technology; Vertical milling machine; Design目录摘要 01 总体设计 (4)1.1、铣床简介 (4)1.2、 X K5040型数控铣床的总体布局、主要技术参数及总传动系统图 (4)1.2.1 XK5040型数控铣床的总体布局 (4)1.2.2 XK5040型数控铣床的主要技术参数 (5)1.2.3 总传动系统图 (7)2 主运动系统设计 (8)2.1 传动系统设计 (8)2.1.1参数的拟定 (8)2.1.2 传动结构或结构网的选择 (8)2.1.3 转速图拟定 (10)2.1.4齿轮齿数的确定及传动系统图的绘制 (12)2.2传动件的估算与验算 (15)2.2.1传动轴的估算和验算 (15)2.2.2齿轮模数的估算 (18)2.3展开图设计 (23)2.3.1结构实际的内容及技术要求 (23)2.3.2齿轮块的设计 (24)2.3.3传动轴设计 (26)2.3.4主轴组件设计 (29)2.4制动器设计 (34)2.4.1按扭矩选择 (34)2.5截面图设计 (35)2.5.1轴的空间布置 (36)2.5.2操纵机构 (36)2.5.3润滑 (36)2.5.4箱体设计的确有关问题 (37)3进给系统设计 (39)3.1总体方案设计 (39)3.1.1对进给伺服系统的基本要求 (39)3.1.2进给伺服系统的设计要求 (39)3.1.3总体方案 (39)3.2进给伺服系统机械部分设计 (40)3.2.1确定脉冲当量,计算切削力 (40)3.2.2滚珠丝杆螺母副的计算和造型 (42)3.2.3齿轮传动比计算 (51)3.2.4步进电机的计算和选型 (52)3.2.5进给伺服系统机械部分结构设计 (61)4控制系统设计 (65)4.1绘制控制系统结构框图 (65)4.2.选择中央处理单元(CPU)的类型 (65)4.3存储器扩展电路设计 (66)4.3.1程序存储器的扩展 (66)4.3.2数据存储器的扩展 (67)4.4I/O接口电路及辅助电路设计 (67)4.4.1I/O接口电路设计 (67)4.4.2步进电机接口及驱动电路 (68)4.2.3其他辅助电路 (69)参考文献 (72)致谢............................................................................................................错误!未定义书签。
FX5045立式升降台铣床

FX5045立式升降台铣床一.主要规格参数工作台最大纵向行程:手动(毫米) (1330)机动(毫米) (1320)工作台最大横向行程:手动(毫米) (360)机动(毫米) (345)工作台最大垂向行程:手动(毫米) (630)机动(毫米) (600)主轴:主轴锥度号………………………………………ISO50:7:24主轴孔径(毫米) (29)主轴套筒移动距离(毫米)……………………(手动)90立铣头最大回转角度 (45)机床承载最大重量(公斤) (1500)主轴端面到工作台面的距离:最小(毫米) (95)最大(毫米) (725)床身垂直导轨到主轴中心线的距离(毫米) (450)二.机器的合理使用与保养1.机床的润滑机床的润滑应遵循以下几个条例:1.1主轴轴承采用2#精密主轴轴承润滑脂润滑,其余部分采用40#精密机床液压导轨润滑油;1.2保正润滑油池有油和油箱密封,防止灰尘进入;1。
3给油池加油时,最好使用过滤器;1.4机床运行期间,随时检查油标指示器是否出油,如有问题,应及时修理;1.5加油时,应擦净过滤器和油池;1.6换不同种类润滑油脂(时),应将原先的润滑油(脂)完全清洗干净,并擦干油池和容器等;1.7任何时候都不允许使用不同种类的混合润滑油(脂);1.8擦洗油池容器时,不得使用易燃物质和易掉毛的物品如棉丝等。
2.主传动齿轮机构的润滑主传动齿轮机构润滑油池位于床身中部,在床身左侧靠近导轨处有加油孔和油标指示器,通过主传动皮带轮中的齿轮泵将油从床身油池中抽出,输送到床身上部油池内,再经油管分配给各对齿轮,润滑齿轮后的油直接流回油池。
3。
X、Y、Z轴导轨的润滑纵向、横向和垂向导轨,均由自动润滑装置自动润滑.4。
垂向升降台丝杠的润滑为了提高润滑效果,立丝杠浸在由立丝杠螺母内腔构成的油池中。
为保证润滑效果,应保持升降台在最低位置时的正确液面高度,并设有液面指示的油标.5机床的维护机床的维护除清除导轨上的冷却液和切削,对较大的切削应随时清除,经常使用冷却液.至少一周一次检查冷却液储量,大约一月一次地更换冷却液,最好不要使用易产生沉淀物的冷却液。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FX5045立式升降台铣床
一.主要规格参数
工作台最大纵向行程:
手动(毫米) (1330)
机动(毫米) (1320)
工作台最大横向行程:
手动(毫米) (360)
机动(毫米) (345)
工作台最大垂向行程:
手动(毫米) (630)
机动(毫米) (600)
主轴:
主轴锥度号………………………………………ISO50:7:24
主轴孔径(毫米) (29)
主轴套筒移动距离(毫米)……………………(手动)90
立铣头最大回转角度 (45)
机床承载最大重量(公斤) (1500)
主轴端面到工作台面的距离:
最小(毫米) (95)
最大(毫米) (725)
床身垂直导轨到主轴中心线的距离(毫米) (450)
二.机器的合理使用与保养
1.机床的润滑
机床的润滑应遵循以下几个条例:
1.1主轴轴承采用2#精密主轴轴承润滑脂润滑,其余部分采用40#精密机床液压导轨润滑油;
1.2保正润滑油池有油和油箱密封,防止灰尘进入;
1.3给油池加油时,最好使用过滤器;
1.4机床运行期间,随时检查油标指示器是否出油,如有问题,应及时修理;
1.5加油时,应擦净过滤器和油池;
1.6换不同种类润滑油脂(时),应将原先的润滑油(脂)完全清洗干净,并擦干油池和容器等;
1.7任何时候都不允许使用不同种类的混合润滑油(脂);
1.8擦洗油池容器时,不得使用易燃物质和易掉毛的物品如棉丝等。
2.主传动齿轮机构的润滑
主传动齿轮机构润滑油池位于床身中部,在床身左侧靠近导轨处有加油孔和油标指示器,通过主传动皮带轮中的齿轮泵将油从床身油池中抽出,输送到床身上部油池内,再经油管分配给各对齿轮,润滑齿轮后的油直接流回油池。
3.X、Y、Z轴导轨的润滑
纵向、横向和垂向导轨,均由自动润滑装置自动润滑。
4.垂向升降台丝杠的润滑
为了提高润滑效果,立丝杠浸在由立丝杠螺母内腔构成的油池中。
为保证润滑效果,应保持升降台在最低位置时的正确液面高度,并设有液面指示的油标。
5机床的维护
机床的维护除清除导轨上的冷却液和切削,对较大的切削应随时清除,经常使用冷却液。
至少一周一次检查冷却液储量,大约一月一次地更换冷却液,最好不要使用易产生沉淀物的冷却液。
6.机床允许的最大切削规范:
6.1切削钢:钢的含碳量0.45%,抗拉强度极限600兆帕,铣刀直径160毫米,齿数10,铣切宽度5毫米,铣切深度100毫米,主轴转速710转/分,进给量400毫米/分。
6.2铣削灰铸铁:铣刀直径200毫米,齿数10,铣切宽度8毫米,铣切深度150毫米,主轴转速56转/分,进给量250毫米/分。
三.常见故障与排除方法。