XA5032 立式升降台铣床电路图 2009
XW5032型立式升降台铣床
XW5032型立式升降台铣床一、XW5032型立式升降台铣床电气控制(见附图1)控制电路由控制变压器TC1提供110V的工作电压,QF4用于交流电源的短路保护,QF5用于控制电路的短路保护,该电路的主轴制动,工作台常速进给和快速进给分别由控制电磁离合器Yc1、Yc2、Yc3来完成,电磁离合器需要的直流工作电压是由变压器Tc2及整流器Vc来提供的,QF7、QF8分别用于交、直流电源的短路保护。
1.主轴电动机M1控制M1由交流接触器KM1控制,在机床上安装了一套启动SB3、SB4和停止SB6,点动SB5对M1的控制包括主轴的启动、点动、制动和快速进给。
(1)启动:在启动前先按照顺铣或逆铣的要求,用组合开关SA1预定M1的转向。
按一下SB4→KM1线圈通电→KT1、KT2延时接通→KM1自锁→主轴M1启动运行→M1启动后M2才能启动运行。
(2)停机与制动:按下SB5或SB6→KM1线圈断电,电磁铁Yc1通电→主轴电动机M1停止并制动。
制动电磁离合器Yc1装在主轴传动系统与M1转轴相连的传动轴上,当Yc1通电吸合时,将摩擦片压紧,对M1进行制动。
停转时,应按住SB5或SB6直至主轴停转才能松开,一般主轴的制动时间不超过0.5S。
(3)主轴的变速冲动:主轴的变速是通过改变齿轮的传动比实现的。
在需要变速时,将变速手柄拉出,转动变速盘调节到所需的转速,然后再将变速柄复位。
手柄复位时,瞬间压动行程开关SQ0,手柄复位后,SQ0也随之复位,在SQ0动作瞬间,SQ0的常开触点先断开其他支路,然后其常开触点闭合,相当于点动控制,使得齿轮转动一下以利于啮合,如果点动一次齿轮还不能啮合,可以重复进行上述动作。
(4)主轴换刀控制:在上刀或换刀时,主轴应处于制动状态,以避免发生事故。
此时只要将换刀制动开关SA01扳至“接通”位置,其常闭触点SA01断开控制电路,保证在换刀时各机床没有任何动作;其常开触点SA01接通制动电磁铁YC1,使主轴处于制动状态。
X5032铣床
西安技师学院工业自动化系
12届电维预备技师班
《工业自动化机床电气》
课题名称:X5032立式铣床
指导老师:王文成
组员:王小苗、孙长军、邢化友、罗书敏
1、项目目标描述:
1.1 制定项目计划,实施方案;
1.2 了解各生产设备的工作过程;
1.3 绘制X5032铣床的电气原理图;
1.4 分析排除工业自动化设备出现的故障;
1.5 掌握工业自动化设备排除故障及使用的方法。
2、工作周期:
一周(每周五天,每天工作七小时)
3、项目小组成员、分工及组织方式:
3.1 项目小组成员
王小苗、邢化友、罗书敏、孙长军
3.2 组长:王小苗
3.3 分工:
3.4 项目工作组织方式
项目工作小组由四人组成,由组长负责小组分工及制定工作计划,小组工作计划和项目所需的各种资源需求由指导老师批准后执行。
4、项目工作任务及分解
4、工作技术要求及资料
一、项目计划
二、X5032铣床电气控制原理
1、主轴冲动
按下SQ1-1,。
铣床电路控制原理图
精心整理铣床控制电路:
一、铣床的结构原理:
1、铣床的工作台及夹具
2、铣床的外形
3、铣床结构:
①、主轴;②、悬梁;③、刀杆支架;④、工件工作台;⑤、(工件工作台)左右进给操作手柄;
⑥、(工件工作台)前后进给操作手柄;⑦、(工件工作台)上下操作手柄;⑧、进给变速手柄及变速盘;
⑨、升降工作台;⑩、主轴变速盘及变速手柄;⑾、主轴电动机及进给电动机等等。
4
②、,
YC3(YC3
5
6
YC2(
M2———
YC3
7
④、(装上分度盘)可以铣切齿轮和螺旋面;
⑤、(装上园工作台)可以铣切凸轮和弧形槽。
二、铣床电路控制原理:
1、电路图(见上)
2、原件作用:
SA1——主轴上刀制动开关;
SA2——工作台状态选择开关:当接通圆形工作台时SA2-2(15-13)接通;当圆形工作台不工作时SA2-1(8-15)、SA2-3(11-12)接通。
SA3——主轴正反转转换开关;SA4——照明;
精心整理
SQ1——主轴变速瞬时点动行程开关(主轴工作:手柄使SQ1-2通,SQ1-1断;主轴上刀制动:手柄使SQ1-2断,SQ1-1通)
SQ2——进给变速瞬时点动行程开关(正常时SQ2-1断,瞬时点动时SQ2-1闭合);
M1
M2
M3
1
2
3
4
5
6
7
8、列出一条快速进给时,KM3线圈得电的电流通路。
9、十字手柄扳向向前位置,并按下快速进给,KM3或KM4哪个线圈得电,列出线圈得电的电流通路。
10、SQ3-2不能复位,有哪几种故障形式。
XA5032设备使用说明书
XA5032XA5032/2 立式升降台铣床XA5032/3使用说明书工作台面宽度 320 mm出厂编号中华人民共和国北京第一机床厂欢迎您使用我厂的产品!为了您和本产品的安全,请您在吊运、安装、使用、操作、保养、维修本产品前,仔细阅读本使用说明书。
我们诚挚地欢迎您对我厂产品提出宝贵的改进意见。
地 址: 北京市顺义区林河开发区双河大街16号邮政编码: 101300销售处电话: 0086-10-586911080086-10-89451664传 真: 0086-10-586903540086-10-89451779外经处电话: 0086-10-586933980086-10-58690247传 真: 0086-10-58693594E- Mail: BYJC@目 录1 主要用途与适用范围 (4)2 工作安全注意事项 (4)3 工作条件 (9)4 主要规格及技术参数 (9)5 主要结构性能及机械传动系统 (11)6 润滑系统 (21)7 冷却系统 (21)8 电气系统 (22)9 开箱、吊运、保管 (26)10 安装与试车 (26)11 使用与操作 (27)12 机构的调整 (29)13 维修及常见故障排除 (30)14 附件及易损件 (32)图1 XA5032 立式升降台铣床外形图 (34)图2 机械传动系统图 (37)图3 主传动电磁离合器制动结构图 (38)图4 主轴转速分布图 (39)图5 进给箱电磁离合器结构图 (40)图6 进给速度分布图 (41)图7 滚动轴承位置图 (42)图8 机床润滑图 (43)图9 机床电气原理图 (44)图10 机床电气接线图 (47)图11 机床吊运图 (51)图12 安装基础图 (52)图13 主轴输出特性曲线图 (53)图14 机床操纵位置 (54)图15 主轴轴承调整图 (57)图16 自锁器调整图 (58)图17 纵向丝杠轴向间隙调整图 (58)图18 进给变速箱外观图 (59)图19 进给箱电刷结构图 (60)图20 工作台左视图 (61)图21 摇臂结构图 (62)易损件图 .......................................................................................................... 63-691 主要用途与适用范围立式升降台铣床属于通用金属切削机床。
学习任务三XA5032立式铣床电气控制线路的装接
:X A5032立式铣床电气控制线路的装接4、掌握相关职业素养要求,会运用;5、能够按照工作方案完成电气线路的装接、检查6、能按照电气调试安全要求完成电气线路的通电调试工作;7、能够分析调试过程中电气线路故障的原因,会采用正确的方法排查故障;现学院学习活动一:明确工作任务24课时一体化教室学习内容一 阅读任务书,明确工作任务任务书我院在2004年购置了六台XA5032立式升降台铣床,放置在数控系普通机加工第二车间,供数控系一体化教学使用。
到目前为止,上述机床已使用了8年的时间,在使用过程中发现机床的电气线路老化,电路的工作不稳定,影响到了这些铣床的正常使用,现学院要求由数控机床装调维修班的学生在维修专业教师的带领下,用20天的时间,就地将这些机床的原有电气线路的进行更换和装接,整个电气线路的更新、装接要符合电气线路安装规程,安装后的线路要满足机床的电气控制技术要求,要有防止油液浸泡的防护措施,工作任务完成后由专业老师带领学生进行铣床的电气功能测试,由数控系设备管理员进行验收。
该项工作任务的实施将使我院数控机床电气控制线路稳定工作3年以上,降低因机床电气控制线路故障引发的机床停用时间,降低机床电气线路的维修费用。
具体工作要求如下:1、更换所有机床电气线路中的电气元器件、更换所有导线;2、更换电气元器件是尽量选用同品牌、同型号、同规格的产品,如该元件已停产,可选用其他品牌,同规格的产品替代。
3、电气元件的布局尽量与原布局保持一致,如因元件的品牌改变而导致布局改变时,电气元件的布局必须满足电气安全的相关要求,4、电气线路的连接必须与原机床电气原理图、接线图保持一致,线路的连接符合电气安装规范。
5、电气线路重新装接后,机床的功能、操作方式、操作习惯与原机床保持一致。
6、重新编写机床电气使用说明书,其内容包括:电气元件明细表、电气原理图、电气元件安装布置图、电气接线图等,待机床验收时,交学院验收人员收存。
XW5032型立式升降台铣床
XW5032型立式升降台铣床一、 XW5032型立式升降台铣床电气控制(见附图1)控制电路由控制变压器TC1提供110V的工作电压,QF4用于交流电源的短路保护,QF5用于控制电路的短路保护,该电路的主轴制动,工作台常速进给和快速进给分别由控制电磁离合器Yc1、Yc2、Yc3来完成,电磁离合器需要的直流工作电压是由变压器Tc2及整流器Vc来提供的,QF7、QF8分别用于交、直流电源的短路保护。
1.主轴电动机M1控制M1由交流接触器KM1控制,在机床上安装了一套启动SB3、SB4和停止SB6,点动SB5对M1的控制包括主轴的启动、点动、制动和快速进给。
(1)启动:在启动前先按照顺铣或逆铣的要求,用组合开关SA1预定M1的转向。
按一下SB4→KM1线圈通电→KT1、KT2延时接通→KM1自锁→主轴M1启动运行→M1启动后M2才能启动运行。
(2)停机与制动:按下SB5或SB6→KM1线圈断电,电磁铁Yc1通电→主轴电动机M1停止并制动。
制动电磁离合器Yc1装在主轴传动系统与M1转轴相连的传动轴上,当Yc1通电吸合时,将摩擦片压紧,对M1进行制动。
停转时,应按住SB5或SB6直至主轴停转才能松开,一般主轴的制动时间不超过0.5S。
(3)主轴的变速冲动:主轴的变速是通过改变齿轮的传动比实现的。
在需要变速时,将变速手柄拉出,转动变速盘调节到所需的转速,然后再将变速柄复位。
手柄复位时,瞬间压动行程开关SQ0,手柄复位后,SQ0也随之复位,在SQ0动作瞬间,SQ0的常开触点先断开其他支路,然后其常开触点闭合,相当于点动控制,使得齿轮转动一下以利于啮合,如果点动一次齿轮还不能啮合,可以重复进行上述动作。
(4)主轴换刀控制:在上刀或换刀时,主轴应处于制动状态,以避免发生事故。
此时只要将换刀制动开关SA01扳至“接通”位置,其常闭触点SA01断开控制电路,保证在换刀时各机床没有任何动作;其常开触点SA01接通制动电磁铁YC1,使主轴处于制动状态。
XA5032 立式升降台铣床电路图 2023
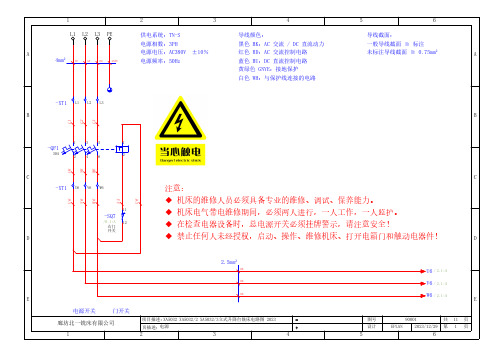
注意:◆ 机床的维修人员必须具备专业的维修、调试、保养能力。
◆ 机床电气带电维修期间,必须两人进行,一人工作,一人监护。
◆ 在检查电器设备时,总电源开关必须挂牌警示,请注意安全!◆ 禁止任何人未经授权,启动、操作、维修机床、打开电箱门和触动电器件!XA5032 XA5032/2 XA5032/3立式升降台铣床电路图 2023项目描述:ABCDE11共页XA5032 XA5032/2 XA5032/3立式升降台铣床电路图 2023项目描述:=图号90008ABCDE元件汇总表元件代号型号描述制造商数量1机床工作灯,E27/AC24V/40WJC34-EL1西门子3中间继电器,双层,4NO+4NC,线圈AC110V 3TH82 44 - 0XF0-KA1...-KA3西门子2接触器,3P/32A/15KW,2NO+2NC,线圈AC110V 3TB44 22 - 0XF0-KM1;-KM22接触器,3P/9A/4KW,2NO+2NC,线圈AC110V 3TB40 22 - 0XF0-KM3;-KM4西门子1交流电动机,7.5kW/15.2A/1455r/min YE4-132M-4-M11交流电动机,1.5kW/3.3A/1425r/minYE4-90L-4-M21冷却泵电机,380V/120W/0.38A/2800r/min,流量25L,扬程4m;;YSB-25-M3丹东山川1塑壳断路器,3P/30A,分励线圈380V QSM1-100L/3310/30A -QF1澳洲奇胜澳洲奇胜1电动机保护器,14~20A。
QSVU13-1MN00-QF2澳洲奇胜1电动机保护器,0.4~0.6A。
QSVU13-1ME00-QF3澳洲奇胜1电动机保护器,3.2~5A。
QSVU13-1NJ00-QF4澳洲奇胜3单极断路器,1P/1A;;QS30-63/1P D1-QF6...-QF8澳洲奇胜1单极断路器,1P/2A QS30-63/1P D2-QF9澳洲奇胜3单极断路器,1P/3AQS30-63/1P D3-QF10...-QF12澳洲奇胜3二位选择开关,1NO+1NC,黑;QSLA37-11XS/20K -SA1;-SA2;-SA6澳洲奇胜1三位选择开关,1NO+1NC,黑;QSLA37-11XS/30K -SA3澳洲奇胜1二位选择开关,2NO+2NC,黑;QSLA37-22XS/20K -SA4澳洲奇胜2圆按钮,2NO+2NC,黑;QSLA37-22/K -SB1;-SB2澳洲奇胜2圆按钮,1NO+1NC,白;QSLA37-11/W -SB3;-SB4澳洲奇胜2圆按钮,1NO+1NC,灰;QSLA37-11/GR -SB5;-SB6澳洲奇胜2自锁蘑菇按钮,2NO+2NC,红;;QSLA37-22ZS/MT/R-SB7;-SB8123456123456ABCDE 11共页第11页廊坊北一铣床有限公司XA5032 XA5032/2 XA5032/3立式升降台铣床电路图 2023部件汇总表 : LX1-11K - DLMX-5KS设计2023/12/27EPLAN项目描述:页描述:+=图号ABCDE元件汇总表元件代号型号描述制造商数量德力西2开启式行程开关,1NO+1NCLX1-11K -SQ1;-SQ2霍尼韦尔2行程开关,单轮自动复位,10A/300V,1NO+1NC SZL-WLC-A -SQ3;-SQ4德力西2开启式行程开关,6A/500V,1NO+1NC LX3-11K -SQ5;-SQ6北京第一机床电器厂1行程开关,滚轮直动式,2NO+2NC,2AX2-N-SQ7西门子1行程开关,10A/500V,1NO+1NC 3ES3-100-0B -SQ81变压器,输出110V;JBK3-100-TC11变压器,输出28V;JBK3-100-TC21控制变压器,63VA,输出24V;JBK3-63-TC31整流器,10A/600V;ZPQIV-1-VC11湿式多片电磁离合器,双出线,线圈电压DC24V;作为主轴制动使用。
X5032A铣床电气控制线路的PLC改造高级技师论文
技师专业论文题目:X5032A铣床电气控制线路的PLC改造姓名:职业:维修电工身份证号:鉴定等级:高级技师单位:中国北车长春轨道客车股份有限公司二○一一年六月二十日X5032A万能铣床电气控制线路的PLC改造内容摘要:为了缓解X5032A铣床在生产中故障率高的问题,利用欧姆龙PLC作为控制核心,对继电控制电路进行改造,使原机床控制大大的简单化,提高电气系统的稳定性和可靠性,并且维修方便,易于检查。
节省大量的继电器元件,使机床的工作效率更高。
关键词:X5032A铣床欧姆龙PLC 程序设计目录概述 (3)一、X5032A型铣床简介 (4)二、X5032A型铣床继电控制线路概述 (5)三、X5032A型铣床PLC控制 (6)四、PLC控制与继电控制的优缺点 (8)五、结束语 (9)参考文献 (9)概述:PLC专为工业环境应用而设计,其显著特点之一就是可靠性高,抗干扰能力强。
我用PLC控制系统代替X5032A铣床复杂线路中的继电器、接触器等系统对其改造,降低了设备故障率,提高整个电气控制系统的工作性能,减少维护、维修的工作量。
一、 X5032A型铣床简介X5032A型铣床是一种通用的多用途机床,它可以进行平面、斜面、螺旋面及成型表面的加工,是一种较为精密的加工设备,它采用继电接触器电路实现电气控制。
其操作是通过手柄同时操作电气与机械,以达到机电紧密配合完成预定的操作,是机械与电气结构联合动作的典型控制,是自动化程度较高的组合机床。
二、X5032A型铣床电气控制电路概述电气原理图:由电气控制原理图可知,X62W型万能铣床由三台电动机拖动,主轴电动机M1、进给电动机M2和冷却泵电动机M3。
其中,主轴电动机M1由接触器KM1和限位型转换开关QC控制,将QC扳至不同地档位即可控制主轴电动机M1的正、反转。
进给电动机M2由接触器KM3 和KM4控制其正、反转。
冷却泵电动机M3由转换开关QS控制。
(一)主轴电动机M1的控制按下按钮SB1或SB2,接触器KM1通电闭合,主轴电动机M1启动运转,按下按钮SB5或SB6,主轴电动机M1制动停止。
XA5032普通立式铣床

摘要数控机床即数字程序控制机床,是一种自动化机床,数控技术是数控机床研究的核心,是制造业实现自动化、网络化、柔性化、集成化的基础。
随着制造技术的发展,现代数控机床借助现代设计技术、工序集约化和新的功能部件使机床的加工范围、动态性能、加工精度和可靠性有了极大的提高。
本设计是对XA5032普通立式铣床进行数控化改造。
为了实现把XA5032普通立式铣床改造成经济型数控铣床,Z进给系统进行数控改造,并增加了CNC装置和伺服系统。
对主传动系统,我选用FANUC 20M DC 电动机通过带传动驱动主轴。
对进给系统,我把原先的滑动丝杠换成滚珠丝杠,以提高精度和效率。
通过单片机的设计,构成控制系统。
关键词:数控改造,滚珠丝杠,伺服系统ABSTRACTCNC machine tools that the digital process control machine tools, is an automated machine tools, CNC numerical control machine tool technology is the core of the study, manufacturing automation, networking, flexible, integrated basis. With the development of manufacturing technology, modern CNC machine tools with modern design techniques, process intensification and new features to make machine tools, machining range, dynamic performance, machining accuracy and reliability has improved greatly.This design is XA5032 ordinary vertical milling machine NC transformation. In order to achieve the XA5032 vertical milling machine into the general economy CNC milling machine, I am against this milling the main drive Z to the feed system NC transformation, and to increase the CNC servo devices and systems. The main drive system, I choose FANUC DC motor drive through the belt drive spindle. The feed system, I replaced the original sliding screw, to improve accuracy and efficiency, and the original manual control, into the motor control. Converter to achieve through the main transmission and feed the CVT. SCM through the design of a control system.Key Words: NC transformation, ball screw, Servo System.前言随着科学技术的不断发展,对机械产品的质量和生产率提出了越来越高的要求,产品的更新换代也不断加快。
XA5032
山东英才学院毕业设计题目 XA5032普通立式铣床的数控改造专业机电一体化姓名张永春指导教师二O 年月日摘要本文提供了一种XA5032铣床的经济型数控化改造方案,改造的主要模块有:机械部分和数字控制电路部分。
机械部分主要是对丝杠、驱动元件和减速齿轮的改造。
改造后的系统是以步进电机为驱动执行元件的开环控制系统,以MCS-51型单片机为控制处理芯片,实现X、Y两坐标联动改造,使得改造后的机床能加工除了铣削键槽、平面及孔等简单的零件外,还能加工形状复杂(如加工圆弧面、斜面及凸轮等)的零件。
改造后的数控机床具有高精、高效及加工产品范围广等特点。
最后再对系统的误差及精度进行分析,并提出改进的方法、建议。
关键词:XA5032数控化改造单片机ABSTRACTIn this paper ,in base of our country’s eco- momic condition and the expensive CNC, in order to extend machining scope, high accuracy , small batch, and has a good condition in excitely complicative market .So,the numerization rebuilding of XA5032 is so necessary and feasible. This paper provides a way of how to implement the synchronied motion of the two axes in the X and Y plane with CNC system and an open-loop control which use stepping motors as actuators on a XA5032 mill,and the microcomputer is MCS-51.The numerization rebuilding of XA5032 milling machine not only is used for machining keyway,plane and hole etc,but also, it can ma- nufacting complicated shap and the accuracy is high.The technology of CNC has became the key and basic technology in the manufacturing industry .Keywords: XA5032mill numerization rebuilding single chip computer目录摘要 (2)ABSTRACT (3)绪论 (6)第一章整体改造方案 (8)1.1总体设计方案: (8)1.1.1 机床改造的方案比较 (8)1.1.2实现的目标 (10)1.2主传动的系统改造: (10)1.2.1机械部分的数控化改造: (10)1.2.2电气部分的数控化改造 (11)1.3进给系统的改造 (11)1.3.1 进给机构的改造 (11)1.3.2 XA5032的改造要求 (11)1.3.3导轨副的改造 (12)1.4微机系统的硬件与软件设计 (12)1.4.1 系统软件的设计 (12)1.4.2 硬件系统设计 (12)第二章横纵向系统的设计和计算过程 (13)2.1纵向方向(X轴)的设计: (13)2.1.1铣削力F的计算 (14)C2.1.2滚珠丝杠所受的平均轴向载荷F的计算 (15)m2.1.3丝杠副工作负荷计算及丝杠型号的选择 (16)2.1.4传动效率 的计算 (17)2.1.5刚度验算 (18)2.1.6稳定性的验算 (18)2.1.7齿轮传动设计的有关计算: (19)2.1.8齿轮材料的选用及许用应力: (20)2.1.9 直齿圆柱齿轮副的计算 (20)2.1.10步进电机型号的计算选择 (22)2.1.11纵向步进电机选择计算 (23)2.1.12步进电机动载荷矩频特性和运行矩频特性 (27)2.2横向(Y轴)的设计 (28)第三章数控部分设计 (30)3.1系统硬件设计 (30)3.1.1主控制器(CPU) (31)3.1.2存储器扩展电路 (31)3.1.3扩展I/O接口 (32)3.1.4步进电机驱动电路 (32)3.1.5行程控制 (34)3.1.6键盘与显示 (34)3.1.7复位电路 (34)3.1.8紧急停车 (34)3.2编程时应注意的问题 (35)3.3步进电机系统软件控制 (35)第四章误差来源及精度分析 (36)4.1误差的来源 (36)4.1.1机械结构原因 (36)4.1.2数控部分原因 (36)4.2误差补偿措施 (36)4.2.1齿轮副误差补偿分析 (36)4.2.2数控系统误差补偿分析 (37)4.2.3滚珠丝杠副误差补偿分析 (37)结论 (39)致谢 (40)参考文献 (41)绪论该课题来源于生产实践的需要,利用大量闲置旧机床,对其进行数控化改造后,成为一种高效的、多功能的经济型数控机床,是一种推陈出新、盘活存量资金的有效办法,是低成本自动化的必由之路。
XA5032普通立式铣床

ABSTRACT
CNC machine tools that the digital process control machine tools, is an automated machine tools, CNC numerical control machine tool technology is the core of the study, manufacturing automation, networking, flexible, integrated basis. With the development of manufacturing technology, modern CNC machine tools with modern design techniques, process intensification and new features to make machine tools, machining range, dynamic performance, machining accuracy and reliability has improved greatly.
摘要
数控机床即数字程序控制机床,是一种自动化机床,数控技术是数控机床研究的核心,是制造业实现自动化、网络化、柔性化、集成化的基础。随着制造技术的发展,现代数控机床借助现代设计技术、工序集约化和新的功能部件使机床的加工范围、动态性能、加工精度和可靠性有了极大的提高。
本设计是对XA5032普通立式铣床进行数控化改造。为了实现把XA5032普通立式铣床改造成经济型数控铣床,Z进给系统进行数控改造,并增加了CNC装置和伺服系统。对主传动系统,我选用FANUC 20M DC电动机通过带传动驱动主轴。对进给系统,我把原先的滑动丝杠换成滚珠丝杠,以提高精度和效率。通过单片机的设计,构成控制系统。
X5032立式铣床控制电路分析
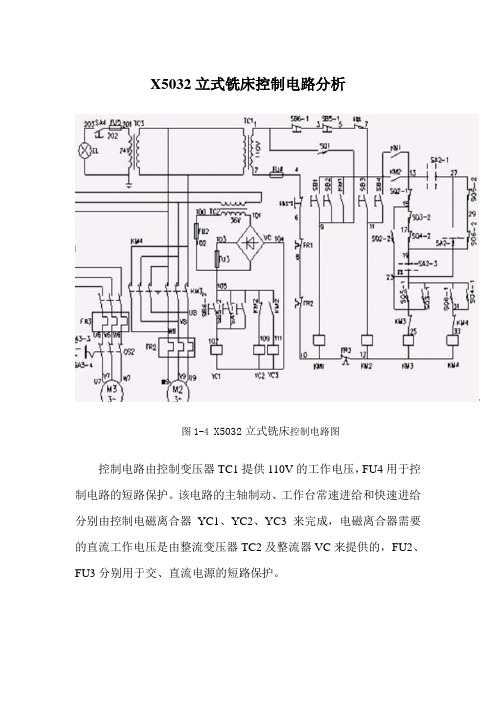
X5032立式铣床控制电路分析图1-4 X5032立式铣床控制电路图控制电路由控制变压器TC1提供110V的工作电压,FU4用于控制电路的短路保护。
该电路的主轴制动、工作台常速进给和快速进给分别由控制电磁离合器YC1、YC2、YC3来完成,电磁离合器需要的直流工作电压是由整流变压器TC2及整流器VC来提供的,FU2、FU3分别用于交、直流电源的短路保护。
1.主轴电动机M1的控制M1由交流接触器KM1控制,在机床的两个不同位置各安装了一套启动和停止按钮:SB2和SB6装在床身上,SB1和SB5装在升降台上。
对M1的控制包括主轴的启动、制动、换刀制动和变速冲动。
①启动:在启动前先按照顺铣或逆铣的工艺要求,用组合开关SA3预定M1的转向。
按一下SB1或SB2→KM1线圈通电并自锁→主轴电动机M1启动运行,标号(7-13)闭合→确保在M1启动后M2才能启动运行。
②停机与制动:按下SB5或SB6→KM1线圈断电,电磁铁YC1通电→主轴电动机M1停止并制动。
制动电磁离合器YC1装在主轴传动系统与M1转轴相连的传动轴上,当YC1通电吸合时,将摩擦片压紧,对M1进行制动。
停转时,应按住SB5或SB6直至主轴停转才能松开,一般主轴的制动时间不超过0.5s。
③主轴的变速冲动:主轴的变速是通过改变齿轮的传动比实现的。
在需要变速时,将变速手柄拉出,转动变速盘调节所需的转速,然后再将变速柄复位。
手柄复位时,瞬间压动行程开关SQ1,手柄复位后,SQ1也随之复位。
在SQ1动作瞬间,SQ1的常开触点先断开其他支路,然后其常开触点闭合,相当于点动控制KM1→M1,使得齿轮转动一下以利于啮合;如果点动一次齿轮还不能啮合,可以重复进行上述动作。
④主轴换刀控制:在上刀或换刀时,主轴应处于制动状态,以避免发生事故。
此时只要将换刀制动开关SA1扳至“接通”位置,其常闭触点SA1-2(4-6)断开控制电路,保证在换刀时候机床没有任何动作;其常开触点SA1-1(105-107)接通制动电磁铁YC1,使主轴处于制动状态。
X5032立式铣床电气原理分析

X5032立式铣床的运动方式有: 主运动:主轴带动铣刀的旋转运动 进给运动:工作台带动工件在三个相互垂直方向上的直线移动 辅助运动:工作台带动工件在三个垂直方向上的快速直线运动
以下幻灯片添加了动画效果和备注。下载使用,学习效果更好!
主 电 路 部 分
键块
第2道槽
为了避免打齿,变速必须 在主轴停止转动后进行!
控 制 电 路 部 分
主 轴 起 动 控 制 --按下按钮SB3或SB4,接触 器KM1线圈通电并自锁, 其主触点闭合,电动机M1 启动并自锁运行
控 制 电 路 部 分
主 轴 制 动 控 制 ---
按下按钮SB1或SB2,接触 器KM1断电释放,其主触 点断开,电动机M1失电
KM3将断 电释放
节点(11-15)间 电路断开,KM4 不会通电动作
控 制 电 路 部 分 工 作 台 进 给 连 锁 控 制 ---
左右进给手柄被扳 左或右时,SQ1或 SQ2将被压下,节 点(11-15)间电 路将断开
正在进行向上进 给时,又扳动了 另一手柄的情况
此触点现在 是断开的
KM4将断 电释放
控 制 电 路 部 分 工 作 台 进 给 运 动 控 制 --进给到位时,搬 动手柄至中间位 置,SQ1复位 KM3断电释放, 其主触点断开, M2停止运转
以右向进给为例
控 制 电 路 部 分 工 作 台 进 给 连 锁 控 制 ---
以正在进行右向 进给时,又扳动 了另一手柄为例
此触点现在 是断开的 上下和前后手 柄被扳至上、 下、前或后的 任一方向时, SQ3或SQ4将 被压下,节点 (18-15)间 电路将断开
控 制 电 路 部 分 工 作 台 快 速 移 动 控 制 ---
XA6132万能升降台铣床电路图(北一 2009)
6
1
2
3
4
5
6
8 3.6:B / 4
20
20 / 6.1:D
11
A
-SB7
/4.2:A
12
急停按钮
51
11
-SB8
/4.3:A
12
急停按钮
52
B
11
-SB1
/4.2:C
12
主轴停止
5
11
-SB2
/4.2:C
12
C
主轴停止
7
11
-SA2-2
12 主轴上刀制动
D 3.6:C / 01
13
11
-SQ6
-SA3-1
/6.2:B 12 进给冲动变速
22 圆工作台转换
28
SA3-1
-
+
SA3-2
+
-
SA3-3
-
+
A
22
工作台纵向进给开关
11
11
位置 符号
左
停
右
53
-SQ4-2
工作台向前向下 12
-SQ2-2
工作台向右 12
SQ1-1
-
-
+
SQ1-2
+
+
-
23
29
SQ2-1
+
-
+
+
54
26
11
-SA3-3
26
SQ4-1
-
-
+
SQ4-2
+
+
-
圆工作台转换 12 25
XA5032设备使用说明书
XA5032XA5032/2 立式升降台铣床XA5032/3使用说明书工作台面宽度 320 mm出厂编号中华人民共和国北京第一机床厂欢迎您使用我厂的产品!为了您和本产品的安全,请您在吊运、安装、使用、操作、保养、维修本产品前,仔细阅读本使用说明书。
我们诚挚地欢迎您对我厂产品提出宝贵的改进意见。
地 址: 北京市顺义区林河开发区双河大街16号邮政编码: 101300销售处电话: 0086-10-586911080086-10-89451664传 真: 0086-10-586903540086-10-89451779外经处电话: 0086-10-586933980086-10-58690247传 真: 0086-10-58693594E- Mail: BYJC@目 录1 主要用途与适用范围 (4)2 工作安全注意事项 (4)3 工作条件 (9)4 主要规格及技术参数 (9)5 主要结构性能及机械传动系统 (11)6 润滑系统 (21)7 冷却系统 (21)8 电气系统 (22)9 开箱、吊运、保管 (26)10 安装与试车 (26)11 使用与操作 (27)12 机构的调整 (29)13 维修及常见故障排除 (30)14 附件及易损件 (32)图1 XA5032 立式升降台铣床外形图 (34)图2 机械传动系统图 (37)图3 主传动电磁离合器制动结构图 (38)图4 主轴转速分布图 (39)图5 进给箱电磁离合器结构图 (40)图6 进给速度分布图 (41)图7 滚动轴承位置图 (42)图8 机床润滑图 (43)图9 机床电气原理图 (44)图10 机床电气接线图 (47)图11 机床吊运图 (51)图12 安装基础图 (52)图13 主轴输出特性曲线图 (53)图14 机床操纵位置 (54)图15 主轴轴承调整图 (57)图16 自锁器调整图 (58)图17 纵向丝杠轴向间隙调整图 (58)图18 进给变速箱外观图 (59)图19 进给箱电刷结构图 (60)图20 工作台左视图 (61)图21 摇臂结构图 (62)易损件图 .......................................................................................................... 63-691 主要用途与适用范围立式升降台铣床属于通用金属切削机床。
[整理]XK5032数控铣床电气系统基本说明.
![[整理]XK5032数控铣床电气系统基本说明.](https://img.taocdn.com/s3/m/d1a87ff54028915f804dc2cf.png)
目录一、实训目的和要求 (1)1.实训目的 (1)2.实训要求 (1)二、实训项目 (1)三、实训中所涉及XK5032数控机床的低压电器元件的特点及性能 (1)1.热继电器FR (1)2.熔断器FU (2)3.接触器KM (2)4.断路器QF (2)5.中间继电器KA (3)6.开关 (3)1.按钮开关SB (3)2.行程开关SQ (4)3.闸刀开关Q (4)四、XK5032电气原理图分析 (5)1.画出“X轴零点到达”指示灯亮的电路图 (5)2.按“冷却泵开”按钮后,泵启动的电路图 (6)3.FANUC-O系统主板MCU上各板信号图 (8)1.存储器板 (9)2.输出输入板 (9)3.基本轴控制板 (9)4.图形板 (10)5.电池单元 (10)4.各类变压器、中间继电器名称及其作用 (11)1.各类中间继电器的作用 (11)2.各类变压器的名称及作用 (11)数控机床电气装调实训说明书一、实训目的和要求1.实训目的:本课程设计目的是使学生进行一次全面的系统的维修方面的训练。
通过实训培养学生认真负责的工作作风。
全面提高学生理论联系实际的能力以及动手能力。
在对数控机床电气的基本维修方法从理论掌握的基础上,进一步如何将这些方法应用于实际当中,初步掌握一些常用检测元件的使用方法,各主要电气元件的名称以及如何看懂和画出电气原理图,基本了解数控机床的伺服驱动装置等方面的知识。
2.实训要求:对数控机床基本电子元器件的认识;根据数控机床的主要部件的电气线路图,分析各电器元件以及各元件之间互连的顺序;结合电气原理图讲解典型的重要的电器元件在机床中的部位,所引起的作用以及容易引起的故障;结合电路图和实物重点了解FANUC系统伺服单元的接线、信号流向、指示灯含义、各插件名称等。
二、实训项目XK5032数控铣床电子、电气元器件的认识及调试三、实训中所涉及XK5032数控机床的低压电器元件的特点及性能1.热继电器 FR热继电器是一种利用电流的热效应来切断电路的保护电器。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2
3
=
+
4
5
1
9 /4.2:C
8
4
12 /4.5:C
E
图号 设计
5
90001
共 8 页
EPLAN
2021/1/11 第 4 页
6
1
3.6:B / 4
11
-SB7
A
/4.2:A
12
急停按钮
51
11
-SB8
/4.3:A
12
急停按钮
52 B
11
-SB1
/4.2:C
12
主轴停止
5
11
-SB2
12
221
1
3
2
12
4
3A
2A
2
4
01
380V/110V/100VA
-QF7
12
3A
照明变压器
-TC3
-QF11
222
1
3
201 1 2
2
4
380V/24V/63VA
3A
2
-PE
203
13
-SA6
14
210
204
x1
-EL
机床照明 x2
B 4 / 5.1:A 01 / 5.1:D
C
D
项目描述:XA5032 立式升降台铣床电路图 2009
2
型号 3TH82 44 - 0XF0 3TB44 22 - 0XF0 3TB40 22 - 0XF0 H3Y-2 PYF08A-E Y132M-4-B5 Y90L-4 JCB-22 QSM1-100L/3310/30A 3VU1340 - 1MN00 3VU1340 - 1NJ00 3VU1340 - 1ME00 QS30-63/1P D3 QS30-63/1P D2 QSLA37-11XS/20K QSLA37-11XS/30K QSLA37-22XS/20K QSLA37-22/K QSLA37-11/W QSLA37-11/GR QSLA37-22ZS/MT/R
U6 W6
B
C
D
E
北京第一机床厂 1
2
3
4
5
6
-QF5
12
3A
整流变压器
-TC2
-QF8
220
1
3
101 1 2 102
2
4
36 3A
380V/28V/100VA
整流器
-VC1
-QF9
103
12
104
+
˜
˜
-
3A
05
A 104 / 4.1:A
05 / 4.1:E
控制变压器
-QF6
-TC1
-QF10
页描述:电源
2
3
=
+
4
5
6
A
B
C
D U6 / 2.1:A V6 / 2.1:A W6 / 2.1:A
E
图号 设计
5
90001
共 8 页
EPLAN
2021/1/11 第 1 页
6
1
1.6:D / U6 1.6:D / V6 A 1.6:E / W6
-QF2 14~20A
15.4A
B
2
B
C
135
135
135
135
13 23 33
C
-KM1
-KM2
-KM3
-KM4
-KA3
/5.2:D 2 4 6 /5.3:D 2 4 6
正转
反转
/6.3:D 2 4 6 /6.5:D 2 4 6
正转
反转
/5.3:D 14 24 34
D
U11
V11
W11
-XT1 U11 V11 W11 PE 2.5mm²
23
24 /5.4:C
33
34 /5.4:A
43
44
51
52
61
62
71
72
81
82
21
A1
-KA2
A2
13
14 /4.4:C
23
24 /5.5:A
33
34
43
44
51
52 /4.3:A
61
62
71
72 /4.6:B
81
82
D 01 / 6.2:D
E
图号 设计
5
90001
共 8 页
EPLAN
页描述:部件汇总表 : 3TH82 44 - 0XF0 - QSLA37-22ZS/MT/R
2
3
=
+
4
图号 设计
5
EPLAN
共 8 页 2021/1/11 第 7 页
6
1
元件汇总表
元件代号 A -SQ1;-SQ2
-SQ3;-SQ4 -SQ5;-SQ6 -SQ7
B -SQ8 -TC1 -TC2 -TC3 -VC1
工作台向前向下 14
C
13
13
-SQ2-1
-SQ4-1
工作台向左 14
工作台向后向上 14
20
26
30
20
D
5.6:A
31
-KM4
/6.5:D 32
27
A1
-KM3
正向进给 A2
5.6:D / 01
1
2 /2.3:C
3
4 /2.3:C
5
6 /2.4:C
13
14 /4.4:A
21
22
E
31
32 /6.5:D
13
14
43
21
22 /4.2:B 51
31
32 /5.2:D 61
43
44
71
81
项目描述:XA5032 立式升降台铣床电路图 2009
页描述:主电机控制
2
3
14 /2.5:C 24 /2.5:C 34 /2.5:C 44 52 62 72 82
3
A1
-KA1
A2
=
+
4
13
14 /5.3:C
U1 V1 W1 PE
-M1
M
E
7.5KW/15.4A 3 Y160M-4-B5 主轴电机
U21 V21 W21
-XT2 U21 V21 W21 PE 1mm²
U1 V1 W1 PE
-M2 1.5KW/3.7A
Y90L-4-B5
M
3
进给电机
北京第一机床厂 1
项目描述:XA5032 立式升降台铣床电路图 2009
2021/1/11 第 5 页
6
1
2
3
4
5
6
13
A
-SQ7
/1.2:C 14 右门开关
SA3圆工作台转换
19
位置 符号
接通
断开
11
21
-SQ6
-SA3-1
/6.2:B 12 进给冲动变速
22 圆工作台转换
28
SA3-1
-
+
SA3-2
+
-
SA3-3
-
+
A
工作台纵向进给开关
11
11
6
制造商 西门子 西门子 西门子 OMRON OMRON
澳洲奇胜 西门子 西门子 西门子
澳洲奇胜 澳洲奇胜 澳洲奇胜 澳洲奇胜 澳洲奇胜 澳洲奇胜 澳洲奇胜 澳洲奇胜 澳洲奇胜
数量
3
A
2
2
1
1
1
B
1
1
1
1
1
C
1
6
1
3
1
D
1
2
2
2
2
E
北京第一机床厂 1
项目描述:XA5032 立式升降台铣床电路图 2009
43
44
31
-KM3
/6.3:D 32
31
D
A1
-KM4
反相进给 A2
1
2 /2.4:C
3
4 /2.4:C
5
6 /2.4:C
13
14 /4.4:A
21
22
31
32 /6.3:D
E
43
44
北京第一机床厂 1
项目描述:XA5032 立式升降台铣床电路图 2009
页描述:进给电机控制
2
3
=
+
4
图号 设计
5
90001
共 8 页
EPLAN
2021/1/16 第 6 页
6
1
元件汇总表
元件代号 A -KA1...-KA3
-KM1;-KM2 -KM3;-KM4 -KT1 -KT1 B -M1 -M2 -M3 -QF1 -QF2 C -QF3 -QF4 -QF5...-QF9;-QF11 -QF10 -SA1;-SA2;-SA6 D -SA3 -SA4 -SB1;-SB2 -SB3;-SB4 -SB5;-SB6 E -SB7;-SB8
页描述:控制电源
2
3
=
+
4
E
图号 设计
5
90001
共 8 页