铸造涂料第2章耐火粉料及载液
铸造涂料配方及作用

铸造涂料配方及作用 Final approval draft on November 22, 2020铸造涂料配方及作用1、涂料所用原材料简介确定涂料的配方,需确定涂料的耐火材料组成、悬浮剂、消泡剂、载体溶剂的种类,掌握相关材料的理化性能和微观结构等资料。
1. 1 耐火材料耐火材料应主要根据铸造合金种类选定。
铸铁用涂料的耐火材料常选用鳞片石墨和普通石墨、石英粉、铝矾土、滑石粉、蓝晶石粉等,对几种国外铸铁涂料的耐火材料进行了X射线荧光光谱分析和衍射分析,发现他们的耐火材料常有硅灰石、莫来石、云母、刚玉、锂辉石等,骨料中各种粒型也是搭配使用,具说可提高涂料的透气性和强度,粒型有片状、纤维状及粒状。
铸钢件用涂料常选镁砂粉、锆英粉、高铝粉、棕刚玉粉等耐火粉料。
对于高锰钢常用电熔镁砂粉和镁橄榄石粉,这些材料可抗高锰钢的碱**蚀。
粒度一般在320目—200目,也要搭配使用。
此种涂料必须注意镁橄榄石粉中SiO2(石英)含量≥40%时,往往影响涂料的作用,因为SiO2和MnO会产生化学反应而粘砂。
硅灰石【CaO*SiO2】:是一种偏硅酸盐,属三斜晶系,分低温型高温型两种,低温型在1125℃转变成高温型。
硅灰石具有针状、纤维状晶体形态(长/径比≥22:1)和良好的耐热性低(耐热度≥1500℃)和烧结性,在涂料中可增加涂料强度、悬浮性和高温透气性。
一般应选用SiO2%≥50,沉降度<70的高温型材料。
它在吉林、辽宁地区蕴藏量非常大,可在铸铁涂料中广泛使用。
莫来石【3AI2O*2SiO2】:斜方晶系,熔点1810℃,多角粒型。
化学性质稳定。
线膨胀系数小(20~1000℃,5.3×10-6/℃),抗激冷激热性好,商品粉料可选用经过高温烧结的煤矸石粉,可保证涂料的高温稳定性。
该材料国内供应丰富,价格较低,在铸铁和普通铸钢中可使用。
云母【KAI2(AISi3O20)(OH*F)2】:一种具有层片状的硅酸盐,密度2.6~2.86,导热系数低(平均0.67W/m.K),保温性能较好。
铸造涂料

砂型涂料
铸造生产中砂型铸造涂料是量大、面广。
砂型铸造涂料组成:悬浮剂、黏结剂、功能粉料、溶剂(载体)及少量助剂。
按溶剂分:水基涂料、醇基涂料;按用途分:铸钢用涂料、铸铁用涂料、有色金属用涂料、流涂涂料、消失 模涂料、压铸涂料。按耐火材料分:石英粉涂料、石墨粉涂料、铝矾土涂料、锆英粉涂料、莫来石粉涂料、刚玉 粉涂料、铬铁矿粉涂料、橄榄石粉涂料、镁砂粉涂料、蓝晶石粉涂料及其上述复合粉涂料等。
石英砂是一种坚硬、耐磨、化学性能稳定的硅酸盐矿物,其主要矿物成分是SiO2,石英砂的颜色为乳白色、 或无色半透明状,硬度7,性脆无解理,贝壳状断口,油脂光泽,密度为2.65,堆积密度(1-20目为1.6~1.8), 20-200目为1.5,其化学、热学和机械性能具有明显的异向性,不溶于酸,微溶于KOH溶液,熔点1750℃。
纸浆废液涂料基本配方见下表:
涂料涂挂
消失模铸造涂料刷涂法
(1)概述。刷涂法,顾名思义,其主要是依靠手工通过刷子来完成的,相对而言,刷涂法对于涂料的技术性 要求不及喷涂法和浸涂法严格,但是由于其主要是靠人工来完成,对于操作者的技术和经验要求相对比较高。
(2)优缺点。刷涂时,涂料的厚度均匀性虽说不如喷涂法或者浸涂法,但是效果还令人满意,对于一些结构 复杂的消失模模样最好选择刷涂,这样会避免采用喷涂法造成的一些“死角”部位喷涂不到的现象,同时也可以 避免浸涂法难于排除某些凹槽中的推挤涂料的现象。对于刷涂法而言,最大的缺点就是劳动强度大、生产效率低, 几乎所有工作都靠人工完成,因此在批量生产时不宜采用,只适用于修复性补刷操作或者体积较大而又无法浸涂 或者喷涂的单件生产。
关于浸涂操作的注意事项,经总结有以下几个方面:(1)进行浸涂操作前,必须对涂料进行合理的搅拌,最 好在浸涂过程中一直处于缓慢搅拌之中,防止卷入空气;(2)浸涂时应选择好消失模模样浸入涂料的方向、部位, 防止模样变形;(3)涂层要均匀,涂层上不得有露白现象出现;(4)浸涂后的消失模模样,从容器中取出、运送、放 置时均应防止变形。(5)消失模模样经浸涂后,应及时抖动,以使涂层均匀并使多余的消失模涂料去除。
探论流变特性对铸造涂料工艺性能的影响
探论流变特性对铸造涂料工艺性能的影响发布时间:2022-09-13T02:01:51.468Z 来源:《科学与技术》2022年第5月9期作者:文桂涛[导读] 涂料的技术性能在涂料的流变性能中起着关键作用,只有涂料具有良好的流变性能,涂料才能发挥良好的性能。
文桂涛牡丹江中车金缘铸业有限公司黑龙江省牡丹江市 157000摘要:涂料的技术性能在涂料的流变性能中起着关键作用,只有涂料具有良好的流变性能,涂料才能发挥良好的性能。
在本文中,分析了流变性能对铸造涂料工艺性能的影响,结果显示,铸造涂料的流变性能与固体含量、悬浮稳定性、涂层厚度和抗流淌性直接相关。
关键词:流变特性;铸造涂料;工艺性能前言:流变学是研究科学的流动规律和材料变形。
对于涂料来说,涂料的流动性能是指涂料的流变性能,特别是在不同剪切速率下涂料粘度的变化规律和剪切应力。
影响涂料许多性能的综合而复杂的指标是涂料的流变性能,与涂料流变性能有关的具体指标有抗流动性、剪切流化、触变性、粘度、流平、涂层等。
载液和耐火骨料在铸造涂料中,占涂料率的90%以上,助剂、悬浮剂、结合剂等成分的总和不到10%,因此可以确认剩余材料可能会影响铸造涂料流变特性,一方面,涂料的流变性能往往被忽视,是因为决定涂料流变性能的流变助剂的用量很少。
另一方面,涂料的流变性能对配方的变化非常敏感,是因为由于流变助剂的添加量很少。
流涂过程中流涂涂料的滴落、流痕、裸露等现场涂装质量问题,以及涂刷过程中刷涂性能不足、刷涂刷痕明显等问题,通常是由与制造过程不相容的涂料的流变特性引起的。
由于涂料的流变性能非常重要,本文首先分析了涂料工艺性能与涂料的流变特性的关系,其次分析了流变性能对铸造涂料的影响,希望对相关行业有所帮助。
一、涂料的流变特性与涂料工艺性能的关系(一)涂料的屈服值与工艺性能的关系为了涂料具备剪切速率γ,施加在涂料上的剪切应力τ必须大于一定值,最低剪切应力τγ可以在涂料剪切速率中产生,称为涂料的屈服值。
1.5 铸造用涂料及分型剂
1.5 铸造用涂料 (coating,dressing,paint)及分型剂 , , 1.5.1 铸造用涂料
1. 涂料作用: ①改善铸件表面粗糙度 ,同时防止粘砂。 ② 加固铸型,减少浇注时的冲砂现象。 ③ 特种用途,如促使铸件表面合金化;在涂料的耐火粉料中 掺合呈薄片状的粉料如云母、滑石,防止由于砂型或砂 芯表面出现裂纹而使铸件形成毛刺等。
水基涂料常用的悬浮剂是膨润土、有机高分子化合物(如羧 甲基纤维素(CMC)、海藻酸钠、聚乙烯醇 等)、膨润土 -有机高分子化合物复合稠化体系 醇基涂料较理想的悬浮剂是,在乙醇中可溶胀的有机膨润土、 锂基膨润土、钠基膨润土、改性累托石以及聚乙烯醇缩 丁醛(PVB,polyvinyl butyral)等。
1.5 铸造用涂料 (coating,dressing,paint)及分型剂 , , 及分型剂 1.5.1 铸造用涂料 3. 涂料的配制 铸造涂料的形式有粉末状、粒状(一般<5mm)、软 膏状及悬浮液。 涂料制备的关键是保证各种组分达到高度分散,使 涂料稳定具备所要求的性能。 注意有些组分要预处理,例如有机高分子化合物一 般需先配成一定质量分数的溶液;膨润土等也常 加水浸泡,使其充分溶胀;有机膨润土需先用二 甲苯或溶剂油泡开呈膏状,然后兑入乙醇。
制备工艺种类: ②单纯用搅拌机搅拌;
1.5 铸造用涂料 (coating,dressing,paint)及分型剂 , , 及分型剂 1.5.1 铸造用涂料
制备工艺种类: ③用搅拌机搅拌后的涂料再经胶体磨(或对滚机)使涂料受到 很大的剪切力、摩擦力、离心力和高频振动等作用,达 到被有效的粉碎、搅拌、均质和分散的目的。
1.5.1 铸造用涂料
④ 粘结剂 作用:使涂料中的耐火粉料彼此粘结在一起,并使涂料能牢 固粘附在型、芯的表面。 粘结剂可分为低温粘结剂和高温粘结剂。 对水基涂料来说,属于低温型的有膨润土、有机高分子化合 物(如羧甲基纤维素(CMC)、海藻酸钠、聚乙烯醇 等), 水溶性合成树脂、聚醋酸乙烯乳液(乳白胶)、淀粉、干性 植物油、亚硫酸盐纸浆废液、水柏油等;属于高温型的 有钠水玻璃、硅溶胶、聚合磷酸等,后者中大多在低温 时也起粘结作用。
铸造用涂料的分类及配比
序号 1 2
3 4 5 6
序号
1 2
3 4 5 6 7 8
土状石 锂基膨润 酚醛树脂:4 乙醇:适量 黏土:2 一般铸铁件 墨:80鳞 土:3 硅石粉:70 有机膨润 松香:6 乙醇:适量 氧化铁:5 一般铸铁件 土状石墨:20 土:4 鳞片石墨:10 PVB:0.5 硅石粉:60 有机膨润 酚醛树 乙醇:适量 铁白粉:0.5 厚大铸铁件 土状石墨:20 土:3 脂:3 鳞片石墨:20 PVB:0.4 锆英粉: 锂基膨润 酚醛树脂:3 乙醇:适量 厚大铸铁件浅色涂料 100 土:3 铝矾土:80 锂基膨润土:3 香:3 乙醇:适量 松 厚大铸铁件 鳞片石墨:20 镁橄榄石:60 凹凸棒 酚醛树 乙醇:适量 氧化铁:4 一般铸铁件 土状石墨:20 土:4 脂:3 鳞片石墨:20 HPC:0.5 硅石粉:80 有机膨润土:3 PVB:0.5 乙醇:适量 松香:6 一般铸铁件浅色涂料 长石粉:20 鳞片石墨:10 锂基膨润 酚醛树 乌洛托品:0.2 一般铸铁件 硅石粉:25 土:5 脂:3 叶蜡石粉:65
序号 1 2 3 4 5 6 7
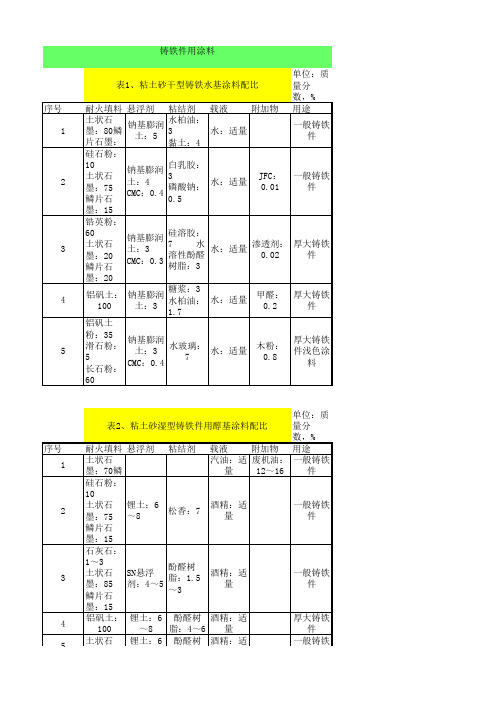
铸铁件用涂料 表1、粘土砂干型铸铁水基涂料配比 单位:质量分数,% 耐火填料 悬浮剂 粘结剂 载液 附加物 用途 土状石 水柏油:3 钠基膨润土:5 水:适量 一般铸铁件 墨:80鳞 黏土:4 硅石粉:10 钠基膨润 白乳胶: 水:适量 JFC:0.01 一般铸铁件 土状石墨:75 土:4 3 鳞片石墨:15 CMC:0.4 磷酸钠: 锆英粉:60 钠基膨润 硅溶胶: 渗透剂:0.02 厚大铸铁件 土状石墨:20 土:3 7 水 水:适量 鳞片石墨:20 CMC:0.3 溶性酚醛 糖浆:3 铝矾土:100 钠基膨润土:3 水:适量 甲醛:0.2 厚大铸铁件 水柏油:1.7 铝矾土粉:35 钠基膨润 厚大铸铁 滑石粉:5 土:3 水玻璃:7 水:适量 木粉:0.8 件浅色涂 CMC:0.4 料 长石粉:60
铸造涂料
铸造涂料组成有哪些铸造涂料由5部分组成: 耐火填料、液体载体、悬浮剂、粘结剂和种助剂1、耐火填料是涂料的主体部分,其物理,化学性质对涂料效果有决定性的影响,特别是对涂层的耐火度和热化学稳定性影响很大.刚玉粉,锆英粉,铝矾土粉,铬铁矿粉,石英粉和石墨粉的耐火度均较高,但刚玉粉价格昂贵;铬铁矿粉和石墨均为黑色,对环境污染严重,且铬铁矿粉国内资源贫乏,需从国外进口,而石墨在铸钢件生产中容易引起增碳;石英粉虽为白色,但石英粉尘在清砂过程中容易使工人得矽肺病;锆英粉(米白色)和铝矾土粉(浅黄色)均为浅色,并具有高的耐火度和低的烧结点,且都是容易获得烧结剥离型的涂料,故这里选用铝矾土粉作为耐火填料代替锆英粉.2、液体载体国内一般采用乙醇.乙醇无毒,无臭,易挥发,可燃烧,是最经济,最安全的载液.但工业乙醇纯度一般在95 左右,涂料点火燃烧困难,不易充分燃烧,可加入一定量的甲醇与之混合使用,以改善其燃烧性能.甲醇比乙醇挥发快,燃烧快,但甲醇具有较强的毒性,尤其对眼神经刺激历害,使用时应注意.3、悬浮剂膨润土是涂料中最常用的悬浮剂.膨润土颗粒很小(可以小于0.1 m),被载体湿润后载体不仅吸附在其颗粒表面,还会进入它的晶层之间形成胶体质点,使载液变为胶体溶液.膨润土质点在胶体溶液中形成空问网状结构,使膨润土浆具有屈服值,耐火填料颗粒质点不易下沉.在本涂料中使用锂基膨润土作为悬浮剂.锂基膨润土是由天然钙基膨润土经离子交换处理后而得,它遇乙醇不能充分溶胀,只能形成胶体,因此需先加水使其充分溶胀,再以乙醇冲稀制成膨润土浆,放置2天~3天后使用.4、粘结剂热固性酚醛树脂具有很强的浸润能力,成型性能好,体积密度大,气孔率低,作为粘结剂.它溶于酒精,不溶于水.它可使涂料具有较高的表面强度,但发气量较大,故在涂料中的加入量不可过多.另外,可加入适量的聚乙烯醇缩丁醛(PVB),作为增稠剂和粘结剂,它不仅可以减缓载体向砂基体深处的渗失,而且可以减缓耐火填料的下沉,改善醇基涂料悬浮性,并使涂料具有较高的触变性.它与酚醛树脂配合可使涂层粘结强度更高,但应注意加入量切忌过多,以防涂层点燃后有麻坑或气泡.5、助剂(1)消泡剂涂料在搅拌过程中容易产生大量气泡,这些气泡若长时间不破裂,将会影响涂层的表面质量进而影响到铸件的表面质量.常用的消泡剂为正丁醇,正戊醇和正辛醇等.(2)烧结剂为了使高熔点的耐火填料能够烧结,可加入一定量的烧结剂如:云母粉,长石粉等促使耐火填料颗粒部分烧结而结壳.。
铸造涂料理论
1、绪论1.2 铸造涂料的发展及现状铸造涂料理论(1)抗粘砂机理,包括烧结剥离理论、光亮碳理论等。
(2)为防止涂料开裂、剥落,指明涂料的涂层与砂型(芯)的急热膨胀量应基本近似。
(3)宾汉模型和卡森模型。
涂料性能的检测波美读书为波美比重计;粘度为粘度杯;密度采用巴罗德泥浆天平(Baroid mud balance)涂料品种(1)水基快干涂料:涂层界面上的厚度一般为0.1~1㎜,渗入深度为2.5~4㎜。
这种涂料所采用的粘结剂主要为水溶性有机和(或)无机粘结剂。
(2)转移涂料:称为K-Y法。
这种涂料能精确复制出模样或芯盒内腔的形状。
可明显提高铸件尺寸精度。
(3)静电粉末涂料:是利用电晕放电原理是粉末涂料在喷枪头部的电晕放电区捕捉到一定电荷而带电,在电场力和风力作用下喷向砂型表面。
耐火粉料如鋯英粉、石英粉等颗粒表面包覆一层树脂粘结剂(例如热塑性酚醛树脂和六亚甲基四胺)膜。
(4)具有冶金效用基料如含碲、锡、铬、铝、硅、钴等。
1.3 铸造涂料涂敷工艺评论刷涂法(Brushing和Swabbing)浸涂法(Dipping)喷涂法(Spraying)(1)压缩空气系统的压强通常是500~600kPa。
(2)气流携带的液滴速度很高,撞击型面后回弹者颇多,影响涂料的表面质量。
(3)铸造涂料多为硬的磨料,喷涂用的喷枪不能承受其摩擦作用,喷嘴很易磨损。
(4)铸型中的深腔部分易产生压强,形成屏蔽效应而至喷涂困难。
.1 高压空气喷涂法常用的喷枪有两种类型:吸力型喷枪和压力型喷枪。
.2低压热空气喷涂大量低压空气(压力0.035~0.07MPa),低压空气由可携式涡轮机产生,靠摩生热使空气升温至高于室温20℃以上。
由于喷枪枪口直径大,故适用于密度大的鋯英粉涂料。
.3低压喷涂该搅拌器靠气动马达驱动,用于近距离(300~380㎜)、大流量喷涂。
.4高压无空气喷涂这种工艺是用液体压力喷出涂料。
将涂料贮存在高压容器中,通过喷枪上的特殊喷嘴,涂料分散成小滴。
浅谈涂料对4100QB机体铸件质量的影响及预防措施
技师专业论文工种:铸造工题目:浅谈涂料对4100QB机体铸件质量的影响及预防措施姓名:身份证号:等级:准考证号:培训单位:鉴定单位:日期:目录摘要 (1)关键词 (1)引言 (1)第一章对涂料的认识 (1)一:涂料的分类 (1)二:涂料的组成 (2)三:涂料的性能 (3)四:涂料的作用 (3)第二章涂料对4100QB机体铸件质量的影响及预防措施 5 一:涂层开裂结疤缺陷 (5)二:粘砂 (7)三:起皮和夹灰 (8)四:气孔 (9)五:飞刺 (10)六:其他缺陷 (10)结束语 (10)参考文献 (11)浅谈涂料对4100QB机体铸件质量的影响及预防措施摘要:本文针对实际铸造工作中涂料在使用过程中对铸件质量造成的各种影响,根据分析并提出了相应的改善措施。
关建词:性能,基本组成,缺陷,措施。
引言:本文是作者在20年的铸造工作中对涂料在浇注时可以抑制或改善金属液与砂型界面间的接触状态,抑制高温下的不良反应,防止铸件缺陷的产生,改善铸件表面质量的一点认识。
论文正文:在铸造生产中,铸型的作用是十分重要的。
它使液态金属在其中凝固成为铸件,铸件的质量在很大程度上决定于工作表面的质量。
因为在金属液浇注和凝固过程中。
金属液与工作表面之间形成的界面上的相互作用会导致铸件表面粘砂,砂眼,麻点,气孔等铸件缺陷。
为改善铸型的工作表面质量,在其工作表面涂覆涂料,是保证获得表面质量优良的铸件的重要措施。
所谓的铸造涂料又称铸型涂料,它是涂覆于铸型表面的一层耐火涂层。
第一章对涂料的认识一:涂料的分类1:据不同铸造合金材料可分为:铸钢用涂料,铸铁用涂料,铸铜用涂料,铸铝用涂料,铸镁用涂料等。
2:根据不同铸型材料可分为:粘土砂湿型用涂料,粘土砂干型用涂料,水玻璃型用涂料,树脂砂型用涂料。
3:根据耐火粉料不同又分为:石墨粉涂料,石英粉涂料,镁砂粉涂料,锆石粉涂料等。
4:根据载液不同分为:水基涂料,有机溶剂快干涂料,水基自干涂料,有机溶剂自干涂料等。
铸造工艺学第二篇第四章铸造用涂料及胶合剂
以及醇基涂料的涂层在点燃干燥时可能产生的气泡或麻坑。 (3)防腐剂:防止涂料中海藻酸钠、纤维素衍生物,
糖浆、淀粉等多糖类有机物发酵变质。可应用的有甲醛液、 酚类及其衍生物等。
西安工业大学<<铸造工艺>>
(4)防潮剂:涂料中含水溶性粘结剂和悬浮剂较多时, 在形成涂层以后,常能吸收空气中水分使涂层性能恶化。 加入少量起偶联剂作用的硅烷或某些表面活性剂有一定防 潮效果。
-
-
-
- 西安- 工业大- 学<<铸√造工艺√>>
- √- - - O - -
(二)载体液体
作用:使耐火粉料分散或悬浮在载体内,使粉料保持 一定粘度和密度,便于喷涂、浸涂或刷涂到型、芯工作 表面。
可用的 载体液体
水
乙醇 1—丁醇 汽油
煤油
2—丙烯醛
甲基 氯化物
西安工业大学<<铸造工艺>>
(三)悬浮剂 稠化载体液体。 作用: 1、促使涂料中耐火粉料在载体液体中保持悬浮,防 止沉淀、分层; 2、使涂料具有适当触变性; 3、起粘结剂的作用。 水基涂料常用的悬浮剂:膨润土、有机高分子化合物、 膨润土—高分子化合物复合稠化体系。
西安工业大学<<铸造工艺>>
表3 不同铸件材质常用的耐火填料(注:“√”常用;“O”不常用;“-”不 用。)
铸件材质
耐火材料名称
锆 白刚 棕 刚 镁橄 镁砂 熟铝 硅石 鳞片 土状 滑石 自垩
砂 玉粉 玉粉 榄石 粉 矾土 粉 石墨 石墨 粉 粉
粉
粉
粉
铸 耐热钢 √ √ √ - - O O - - - -
耐火填料对铸造涂料质量的影响之欧阳与创编
欧阳与创编2021.03.08耐大填料对博這涂料质責萌彩朱剑审(郑州翔宇铸造材料有阻公司,河南郑州450016)搞與:铸惹涂料影响铸件的内在及表面质量,尤 其是消失複涂料是控制弄保证消失模铸造质量的耒键 因素M —。
次所周知,铸造涂料是田载体.耐火缜 料、悬睜齐粘结剂和辅助添力口剂五种基茶组分组 庆,其中耐火缜料为主要组分,它决定着涂料的耐火 度、化学稳定牲-绝热惟,对涂料的透乞性-饶结剥 离性也有重要影响。
因此可机说耐火填料的质量是铸 造涂料质量的关罐因素。
本文就翔宇公司多年采主产的各种铸惹涂料及耐 火缜料乍些惑结及探讨,供铸造厂家和同行切参考。
XM%: 3T 失WW31,耐夫壇料,涂弭跋量Influence of Refractory Fillings on the Quality ofCoating on EPC ZHU Jianpu(Zhengzhou Xiangyu foundery materials Co.,Ltd.,Zhengzhou 450016,Henan)创作:欧阳与Abstract: The foundry coating influences the internal and surface quality of castings. And it is one of key factors to control and ensure the casting quality on EPC・ As is now well known,foundry coating is consist of 5 kinds of basic components such as carrier material,refractory fillings, defocculaing aent, binding agent and accessorial addition agent. In which the refractory fillings is its main components that it decides the refractoriness,chemical stability, diathermancy of the coating ,simultaneously it influences also the gas permeability,sinter delaminating property of the coating.Therefore it is observed that the quality of refractory fillings is a key factor to affect foundry coating quality.In this paper the summary and discussion are made on all kinds of foundry coatings and its refractory fillings by Xiangyu foundry materials Co.,Ltd.for a reference to foundries and fellowsKey words: EPC, refractory fillings,coating qualities 在消失模铸造中,如阿逹用涂料的耐火填料,主要考虔填料的如下性质:C1J耐火度;(2)密度;(3)热膨胀菜数;C4J粒燹坊粒度分布;(5)与金属液的7匕学反应牲;C6J发乏量;H)坊涂料中基它庆份的巫融惟;C8J对操乍工人姥康与环境是否影响。
铸造涂料配方及作用
铸造涂料配方及作用1、涂料所用原材料简介确定涂料的配方,需确定涂料的耐火材料组成、悬浮剂、消泡剂、载体溶剂的种类,掌握相关材料的理化性能和微观结构等资料。
1. 1 耐火材料耐火材料应主要根据铸造合金种类选定。
铸铁用涂料的耐火材料常选用鳞片石墨和普通石墨、石英粉、铝矾土、滑石粉、蓝晶石粉等,对几种国外铸铁涂料的耐火材料进行了X射线荧光光谱分析和衍射分析,发现他们的耐火材料常有硅灰石、莫来石、云母、刚玉、锂辉石等,骨料中各种粒型也是搭配使用,具说可提高涂料的透气性和强度,粒型有片状、纤维状及粒状。
铸钢件用涂料常选镁砂粉、锆英粉、高铝粉、棕刚玉粉等耐火粉料。
对于高锰钢常用电熔镁砂粉和镁橄榄石粉,这些材料可抗高锰钢的碱**蚀。
粒度一般在320目—200目,也要搭配使用。
此种涂料必须注意镁橄榄石粉中SiO2(石英)含量≥40%时,往往影响涂料的作用,因为SiO2和MnO会产生化学反应而粘砂。
硅灰石【CaO*SiO2】:是一种偏硅酸盐,属三斜晶系,分低温型高温型两种,低温型在1125℃转变成高温型。
硅灰石具有针状、纤维状晶体形态(长/径比≥22:1)和良好的耐热性低(耐热度≥1500℃)和烧结性,在涂料中可增加涂料强度、悬浮性和高温透气性。
一般应选用SiO2%≥50,沉降度<70的高温型材料。
它在吉林、辽宁地区蕴藏量非常大,可在铸铁涂料中广泛使用。
莫来石【3AI2O*2SiO2】:斜方晶系,熔点1810℃,多角粒型。
化学性质稳定。
线膨胀系数小(20~1000℃,5.3×10-6/℃),抗激冷激热性好,商品粉料可选用经过高温烧结的煤矸石粉,可保证涂料的高温稳定性。
该材料国内供应丰富,价格较低,在铸铁和普通铸钢中可使用。
云母【KAI2(AISi3O20)(OH*F)2】:一种具有层片状的硅酸盐,密度2.6~2.86,导热系数低(平均0.67W/m.K),保温性能较好。
其鳞片具有弹性,晶格稳定,热化学稳定性较好。
铸造用涂料的配制和使用PPT课件
正确使用涂料
参观实训车间,按照下表提示了解正确使用涂料的方 法。
1. 涂料由哪几部分组成? 应具备哪些性能?
感谢聆听!
铸造用涂料的配制和使用
—铸造工艺与技能训练
涂料是指型腔和型芯表面的涂覆材料,有液态、稠体或粉状之分,它 可以提高铸型表面的耐火度、表面质量、化学稳定性等,在砂型(芯)表 面刷涂料可提高表面强度和防止铸件黏砂、夹砂ꎬ 减少清砂的劳动量。
一、涂料料的配比见表2-24。
三、涂料应具备的性能
涂料应具备良好的抗黏砂性等工艺性能,才能保证铸件的表面质量,见 表2-25。
四、涂料的使用
水基涂料和快干涂料的涂刷方法有: 用刷子(排笔)涂 刷,用喷雾器喷涂,用涂料桶浸涂。为了保证涂刷效果, 涂料的浓度要合适,并要边刷边搅动涂料,并且应涂刷 均匀。
上涂膏时,先将砂型(芯)刮去一层,然后抹上2mm左 右的涂膏,用镘刀单方向地将涂膏压紧压实,再刷上一 层稀涂料。
V法铸造涂料的研制和应用

v法 铸 造 涂 料 使 用 时将 涂 料 涂 覆 在 塑 料 薄 膜 外 侧 , 即 靠 近 铸 件 的 一 侧 ,这 样 可 以 阻碍 由薄 膜
砂 粒 及 涂 料 中 , 因此 需 要 耐 火 粉 料 表 面 局 部 熔 化
而 引起 烧 结 的 固相 烧 结 型 涂 料 。
分解产 生 的气 体进入铸件 ,从而 减少铸件 产生气
i r o n a n d s t e e l c a s t i n g s we r e d e t e r mi n e d . Th e p r e p a r a t i o n o f s l u r r y c o a t i n g a n d p o wd e r c o a t i n g we r e
c o a t i n g i S s u i t a b l e or f l o n g — d i s t a n c e t r a n s p o r t a t i o n .
Ke y wo r d s : mo l d c o a t i n g ; V- p r o c e s s ; h i g h — p r e s s u r e a i r l e s s s p r a y
根据 铸造 合金 的种 类 ,铸 钢 件 ( 主 要 是 碳
程 中使用 脱模剂 ,表 面张力 低不 易被 涂料润湿 和 附着 。附着性 能主要取决于粘结剂和表面活性剂 。
② v法 铸 造 工 艺 不 能采 用 高 温烘 干 ,要 求 涂 料 快 速
自干 或 低 温 干 燥 ( <5 0℃ ) , 以满 足 生 产 线 工 艺
e x p o u n d e d . T h e wo r k i n g p r i n c i p l e o f h i 曲- p r e s s u r e a i r l e s s s p r a y or f V - p r o c e s s c o a t i n g s wa s a n a l y z e d .
铸造涂料配方及作用
铸造涂料配方及作用1、涂料所用原材料简介确定涂料的配方,需确定涂料的耐火材料组成、悬浮剂、消泡剂、载体溶剂的种类,掌握相关材料的理化性能与微观结构等资料。
1、1 耐火材料耐火材料应主要根据铸造合金种类选定。
铸铁用涂料的耐火材料常选用鳞片石墨与普通石墨、石英粉、铝矾土、滑石粉、蓝晶石粉等,对几种国外铸铁涂料的耐火材料进行了X射线荧光光谱分析与衍射分析,发现她们的耐火材料常有硅灰石、莫来石、云母、刚玉、锂辉石等,骨料中各种粒型也就是搭配使用,具说可提高涂料的透气性与强度,粒型有片状、纤维状及粒状。
铸钢件用涂料常选镁砂粉、锆英粉、高铝粉、棕刚玉粉等耐火粉料。
对于高锰钢常用电熔镁砂粉与镁橄榄石粉,这些材料可抗高锰钢的碱**蚀。
粒度一般在320目—200目,也要搭配使用。
此种涂料必须注意镁橄榄石粉中SiO2(石英)含量≥40%时,往往影响涂料的作用,因为SiO2与MnO会产生化学反应而粘砂。
硅灰石【CaO*SiO2】:就是一种偏硅酸盐,属三斜晶系,分低温型高温型两种,低温型在1125℃转变成高温型。
硅灰石具有针状、纤维状晶体形态(长/径比≥22:1)与良好的耐热性低(耐热度≥1500℃)与烧结性,在涂料中可增加涂料强度、悬浮性与高温透气性。
一般应选用SiO2%≥50,沉降度<70的高温型材料。
它在吉林、辽宁地区蕴藏量非常大,可在铸铁涂料中广泛使用。
莫来石【3AI2O*2SiO2】:斜方晶系,熔点1810℃,多角粒型。
化学性质稳定。
线膨胀系数小(20~1000℃,5、3×10-6/℃),抗激冷激热性好,商品粉料可选用经过高温烧结的煤矸石粉,可保证涂料的高温稳定性。
该材料国内供应丰富,价格较低,在铸铁与普通铸钢中可使用。
云母【KAI2(AISi3O20)(OH*F)2】:一种具有层片状的硅酸盐,密度2、6~2、86,导热系数低(平均0、67W/m、K),保温性能较好。
其鳞片具有弹性,晶格稳定,热化学稳定性较好。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第二章耐火粉料及载液2.1概述粉状耐火材料在涂料的主要组成部分,也是最终在金属-铸型界面上起作用的骨干材料,它在涂料中所占的比例是最高的(45%-80%),因而也称之为“耐火粉料”或“耐火骨料”。
耐火粉料的性质决定了涂料的性质,如前所述,通常按涂料中的骨料来将涂料分类,如石墨粉涂料、刚玉粉涂料、锆英粉涂料等。
故应按铸件的材质、大小及其壁厚选用,以求用最低的费用取得令人理想的效果。
载液是涂料的重要组成部分,对于液状涂料来讲,载液是水或其他溶剂材料。
过去,常将载液叫作溶剂,这是不确切的,因为涂料并非溶液而是悬浮液或胶态分散体。
载液的主要作用是运载耐火骨料及其粘结剂、悬浮剂等,以便于将其涂覆于铸型或芯子表面。
完成运载任务之后,一般要将载液完全脱除,涂料实际上起作用时基本上不含载体。
以水作载体时,其脱除方式是烘干或晾干,以醇类作载体时,点火将其烧掉,以氯代烃作载体时,则让其自行挥发。
因而,有时也按所用的载液将涂料区分为水基涂料,醇基涂料(亦称快干涂料)和氯代烃基涂料(亦称自干涂料)。
这对于按铸造厂的生产条件选用涂料,是比较方便的。
除耐火骨料和载液外,涂料中还含有一些为保障涂料性能所必需的其他材料。
为使耐火骨料颗粒能粘结成为牢固的涂料层,并能有效地附着于铸型或型芯的表面上,涂料中应有适当的粘结剂。
可用于涂料的粘结剂品种及类型很多,而且在不断发展。
粘结剂应根据涂料的载液的种类来选用。
一般说来,用于水基涂料的应是能溶于水或亲水的,用于醇基或氯代烃基涂料的应能溶于相应的载液或是亲液的。
为使涂料具有良好的悬浮稳定性以便于现场施涂,涂料中应加有悬浮稳定剂。
为控制涂料的流变性能,各种涂料常加有适当的活性剂。
此外,还应根据需要在涂料中加入防腐剂、调色矫味剂等助剂。
悬浮剂、粘结剂何助剂将在第三章介绍。
2.2耐火粉料2.2.1耐火粉料应具有的基本性能耐火粉料的物理、化学性质对涂料效果有决定性的影响,特别是对涂层的耐火度和热化学稳定性影响很大,骨料是涂料中的主要组分,其质量如何及选用是否得当对涂料的使用效果影响极大。
同时,选用骨料时还应在工业卫生及经济等方面作较全面的分析。
选择耐火粉料时应考虑到它的如下性质:注:“√”为常用;“○”不常用;“—”为不用。
1)粉料的粒度和粒形;2)密度;3)耐火度;4)热膨胀系数;5)在浇注温度下与型砂及铸造金属的化学反应性(高温下化学稳定性);6)热传导率;7)原材料的来源及价格;8)发气量;9)对人体健康有无危害、对环境污染程度。
常用的几种耐火填料的物理化学性质见表2-1。
根据这些性质可按用途选择不同的耐火填料。
不同铸造合金、不同铸型种类、不同铸件尺寸、形状应选用不同的耐火填料来配制涂料。
表2-2列出了不同铸件材质常用的耐火粉料,可供参考。
2.2.2选用耐火粉料应注意的问题2.2.2.1关于骨料的耐火性能提到耐火性能时,通常包括两方面的内容:一是粉料的熔点或软化点,即其耐受高温的能力,也就是耐火度;二是它的高温化学稳定性,即其在高温下耐受其他氧化物侵蚀的能力。
对于铸造用的涂料,骨料在高温下是否易于烧结有着特别重要的意义。
骨料的烧结性能与其耐火度、高温化学稳定性、颗粒的细度等因素有关。
既然是耐火骨料,如不作具体分析,很容易使人误认为耐火性能愈高愈好。
正因为如此,对骨料耐火度和高温化学稳定性规定过高的要求,从而不惜代价地追求用高级耐火材料,这在铸造用户中比较普遍。
其实这种观点是片面的,因而也是不正确的。
涂料通常在液态金属和铸型界面上起作用,形成液态金属-涂料-铸型的界面。
如铸钢的浇注温度一般不超过1650℃,铸铁则不超过1450℃,其它合金的浇注温度更低。
如果考虑铸型对金属的冷却作用和界面上的温度落差,涂料层受热后能达到的温度将比上述数值还要低一些。
对于这样的温度条件,就耐火度而言,一般耐火材料都能满足要求,实无过分苛求的必要。
至于骨料的高温化学稳定性,也决不是愈稳定愈好。
在常用于涂料的一些骨料中,石英粉的高温化学稳定性是相当差的。
它在FeO的作用下,会生成熔点为1200℃左右的铁橄榄石,乃至熔点更低的共熔体。
同时,在用砂型铸造钢铁铸件的情况下,浇注时型内气氛是氧化性的,界面上不可避免地会有FeO存在。
但是,不少铸钢厂仍采用石英粉涂料,效果也很好。
实际上,因涂料骨料高温化学稳定性不佳而出问题的情况是十分罕见的。
浇注液态金属以后,由于高温的作用,涂料层中在常温下起作用的粘结剂因热解而失效。
这时,涂料层强度的建立,主要倚靠骨料颗粒的烧结。
如骨料的高温化学稳定性太好,不能烧结,则涂料层就可能剥落而使铸件上产生“夹涂料”(类似于夹砂)缺陷。
如果在金属-涂料-铸型界面上的涂料层易于烧结,液态金属注入后很快就形成致密的烧结隔离层,则对改善铸件的表面质量和减少清理铸件的劳动量都是非常有利的。
因此,作为涂料的骨料,其烧结性往往比耐火度和高温化学稳定性更为重要。
采用耐火度和高温化学稳定性都很高的材料作骨料时,一般都应有意加入粘土、氧化铁、甚至助熔剂、矿化剂等,以改善其烧结性能。
2.2.2.2关于骨料的颗粒尺寸骨料颗粒尺寸及粒度分布状况对涂料性能的影响,迄今仍缺乏系统的研究。
一般说来,骨料的颗粒愈细,则涂料的悬浮稳定性愈好,涂料层的烧结性能较好,而且,铸件的表面质量也高。
另一方面,骨料愈细,则所需的粘结剂愈多,涂料层也较易于开裂,要使涂料层中的骨料颗粒排列致密,最好能使较细的颗粒镶嵌于较粗的颗粒之间。
因而,粒度的分布宜分散而不宜集中,通常,采用骨料的粒度级配来达到。
特别应提到的是,表示粉料粒度的目数与表示砂子粒度的目数,含义是大不相同的。
例如:200目砂子,是指能通过170目筛、不能通过200目筛的砂子;200目粉料,则是100%能通过200目筛的粉料,至于其细到何种程度?粒度分布如何?则须进一步筛分或分析才能知晓。
目数含义不同的原因是粉料难以用筛分方法分级,用风选法分级只能保证细到某一粒度以下。
因此,控制粉料的粒度分布是困难的。
生产经验表明,用于一般砂型(芯)的涂料,骨料的粒度以200目、270目、320目三种配合使用为好。
由于不同加工单位提供的同一目数的粉料的实际细度可以有很大的差别,故不能推荐具体的配比。
采用聚苯乙烯气化模铸造工艺时,因大量的气体要通过涂料层逸出,涂料层的透气能力特别重要。
在此情况下,骨料应较粗些,而且以粒度集中均匀为好。
2.2.3石墨粉2.2.3.1石墨的物化性能石墨的化学成分为单质碳(C),但自然界纯石墨少见,常含有多种杂质,如SiO2、Al2O3、FeO、MgO、CaO、P2O5、CuO和H2O、沥青及粘土等,杂质多时可达10~20%。
晶体结构为层状结构。
层内极坚固的结合,层间巨大的间距及弱键构成了石墨结构突出的特点,导致了石墨的片状形态和极完全解理、低硬度1~2(但垂直解理为3~5)、润滑、可塑、低密度(2.1~2.3g/cm3);晶格和金属性使石墨呈金属色(铁黑-钢灰)、金属光泽、不透明、良导电性和导热性;成分和坚强的结构的结构层使石墨具有化学稳定性和耐高温等等。
1. 耐高温性石墨系碳的高温变体。
它是目前最耐高温的材料之一。
它的熔点高达3850℃,于4500℃才气化。
7000℃的超高温电弧下加热10s,石墨的重量损失为0.8%,刚玉的重量损失为6.9~13.7%,而极耐高温金属的重量损失为12.9%。
在2500℃时石墨的强度反而比室温时提高一倍。
2. 导电和导热性能石墨的导电性约为一般非金属的100倍,碳素钢的2倍,铝的3~3.5倍。
石墨的导热性能超过了钢、铁、铝,且具异常导热性,即导热率随温度的升高而降低,在极高的温度下则趋于绝热。
3. 稳定性石墨在常温下表现出良好的化学稳定性,它不受任何强酸、强碱和有机溶剂的腐蚀。
但在500℃时开始氧化,700℃时水蒸气可对其产生侵蚀,900℃时CO2也能对其产生侵蚀作用。
石墨的热稳定性也好,膨胀系数小(1.2×10-6),故在高温下能经受温度的剧烈变化而不破坏,其体积变化也不大,不会产生裂纹。
4. 润滑性石墨具有良好的润滑性能,其摩擦系数在润滑介质中小于0.1,鳞片越大,磨擦系数越小,润滑性能越好。
5. 吸热性和散热性石墨有良好的吸热性能,每kg可以吸收(2.96~9.211)×107J的热量,而金属材料每kg的吸热量为4.061×107J;石墨的散热性能则几乎与金属一样好。
7. 涂敷性石墨可涂抹固体,形成薄膜,当其颗粒小到5~10μm时粘附力更强。
2.2.3.2石墨的分类、分级和技术指标石墨的结晶状态影响到它的工艺性能,因此工业上首先根据石墨的结晶程度将其分为两类。
一类为晶质石墨,呈鳞片状或块状,晶体大于0.001mm(1μm),一般可用肉眼或显微镜辨识其晶形;另一类为隐晶质石墨,晶体细小,显微镜下难以辨识其晶形,又称不定形石墨或土状石墨。
我国石墨资源丰富,著名的有四大石墨矿,如黑龙江省鸡西市柳毛石墨矿、山东南墅和北墅石墨矿产鳞片石墨、吉林省盘石石墨矿和湖南鲁塘石墨矿产无定形(土状)石墨。
我国于1982年颁布了《GB3518-83鳞片石墨国家标准》和《GB3519-83无定形石墨国家标准》(1)鳞片状石墨。
经加工提纯,可以提高其含碳量。
根据固定碳含量,可分为高纯石墨、高碳石墨、中碳石墨和低碳石墨,它们含固定碳的范围和代号如表2-3所列。
表2-3鳞片状石墨的分级各级石墨的技术指标分别列于表2-4-表2-5。
表中所列的牌号依次由代号、粒度和固定碳含量组成。
如LC50-9999指高纯石墨,粒度50目,含固定碳99.99%。
(2)隐晶质石墨(无定形石墨或微晶石墨),根据其粒度分为无定形石墨粉和石墨粒。
石墨粉分为0.149、0.074、0.044mm三个粒级,用阿拉伯数字作代号:石墨粒分为粗(6~13mm)、中(0.6~6mm)、细(0.149~0.6mm),分别用拼音字母C、Z、X为代号:特性代号为W,其中有含铁量要求者代号用WT。
牌号依次由石墨特性代号、固定碳含量,粒级代号组成,如W80-1指无定形石墨粉,含固定碳80%,粒度0.149mm,筛上特不大于10%;W78-Z指无定形石墨粒,含固定碳78%,粒度范围0.6~6mm。
铸造用的鳞片石墨按国家标准(GB/T3518-95)规定,见表2-4和2-5所列(中碳和低碳)的技术指标(只列出与铸造涂料有关的部分指标)。
表2-4中碳石墨的技术指标(%)铸造用无定形(土状)石墨粉按国家标准GB/T3519—95《微晶石墨》规定,分为两类,有铁要求者为一类,用WT表示,无铁要求者为一类,用W表示。
产品代号由分类代号、固定碳含量最大粒径组成,例如W90-45表示无铁要求的含碳量为90%、最大粒径为45μm的微晶石墨。
铸造行业使用的微晶石墨大多对铁无特别要求,其无铁要求的微晶石墨的技术条件见表2-6。