七大统计手法(自己汇总,总表)
QC七大手法

品质管理旧七大手法品质管理需要用科学的管理方法和统计技术,对影响品质的各方面因素进行系统的考虑,对相关数据进行收集,处理,分析;找出形成原因和解决方法。
实施改进。
因此,公司每一分子在自己的岗位上,应该具有品质意识,问题意识,改善意识,来寻求本身工作方法或推展方法缺失,谋求改善,全员协力之下达成顾客的需求与社会的要求。
其手段(即管理方法)为应用统计手法或观念。
品质管理活动中所运用的统计手法一般称为“QC七大手法”,七大手法的使用情况可以归纳如下;1.检查表(又称查检表)---收集,整理资料;根据事实,数据说话.2.柏拉图(又称排列表)----确定主导因素;并非对所有原因采取处置.而是先就其中影响较大的2-3项采取措施.3.因果图(又称特性要因图,鱼骨图)----寻找引发结果的原因;整理原因与结果之关系,以探讨潜伏性的问题.4.分层法(又称层别法)----从不同角度层面发现问题;所有数据不可仅止于平均,须根据数据的层次,考虑适当分层.5.散布图(又称散点图)----展示变量之间的线性关系;6直方图(数次表)---展示过程的分布情况;凡事物不能完全单用平均值来考虑,应该了解事物均有变异存在,须从平均值与变异性来考虑.7.控制图(又称管控图)----识别波动的来源,凡事物不能完全单用平均值来考虑,应该了解事物均有变异存在,须从平均值与变异性来考虑.品质管理的提高,必须要管理,改善与统计方法相辅相成,三者相互联系,在整体上才会发挥效果.具体步骤是:1.问题的把握点(柏拉图;直方图),2.对问题的现状分析(控制图,检查表,散布图,层别法).3.改善对策实施(利用各种统计方法及固定的技术)4.实施结果的确认(推移图,柏拉图)5.标准化.一.检查表1.什么是检查表:检查表是一种为了便于收集数据而设计的表格.使用时只用简单的符号来检核工作目标是否已达成或对于发生的特定事件给予累积记录,用简单易于了解的表格或图形,使工作者依规定作检查记录结果及状况,并加以统计整理数据,即称为检查表.2.检查表的种类2.1 记录用:为掌握问题发生的分布情况,作为是属于何种不良或缺点,发生于何处,发生多少的事实数据登记用,又分为三类;2.1.1 记数值用:如表所示,事先将项目层别,查检的结果以正记或者画记的方式登记于相关的栏内.2.1.2 计量值用:如表所示检查表的特性属计量值时,将测定结果登记于相关组,以掌握分布情形等.2.1.3位置类用:如表所示,将查检的对象置于相当的位置,以掌握缺点发生于何部位以及多少等.2.2 点检用:将对应的点检项目事先记录于表上,并据以点确认.3.检查表的作法3.1院对要收集的数据,须掌握的事等项目要先明确.3.2决定检查项目检查项目依早目的可有各种选定,基本上可分以下五类,1)生产活动的五要素别:作业者,机械,材料,生产方法,环境.2)时间类别,日,星期,上下午等.3)现象类别:不良现象,不良位置现象,事故等.4)部门类别:工程,课,组等.5)确认事项类别:不可忘的事项等.3.3决定样式以能简便达成掌握事实目的的样式为原则.例如 1)欲知查检项目相互关联发生情况时用矩阵格子型.2)欲知查检项目的集中倾向,数据全检,分布情形时用次数检查型.3)/欲知对象位于何位置时发生的缺点情形时用图形式.4)所定的事有无忘记,遗漏,可否确认时用点检式.3.4 决定数据收集,方法,登记并实施收集数据.3.5 记上其它必要事项:检查表标题(展示目的)期间,工程名,品名,测定者等.3.6 制作检查表应易于记录数据: 使记录取不致有遗漏,且对全体情况易于掌握和了解.且对问题的差异,重点易于解析.4.检查表的优点:记录数据情报不费工夫,问题点易于掌握;记录后,易于一看即了解整体的情况.因此易于采用适当的处理方法,可以层别数据资料,有利于分类收集统计解析.5.检查表活用的步骤5.1 目的明确化:明确收集数据的目的,数据若只止于收集并无意义,须根据数据采取改善措施才有好处,因此收集好的数据应如何应用必须想好.5.2 检查表的选择:有前述的多种种类,应以(易于收集,登记数据和整理活用)为要点.5.3 制作检查表:具体设计检查表,宜多听取有关人员的意见,使能达到收集数据的目的及可易于登记,整理活用地设计,并也预先考虑决定好由谁,何时,何处,以什么方法收集什么数据等.5.4 查检的实施:利用检查表,好好观察有关对象,查检登记.5.5 由检查表的数据作数据分析:整理统计分析检查表数据,要分析时可活用QC 七大手法.5.6 原因的明确化:由检查表数据的解析结果找出发生变异,不良或缺点的原因.5.7 对策的实施:想出支除上述步骤发掘到的原因对策并实施.5.8 效果的掌握:收集对策后的结果数据,并整理统计分析,确认对策效果.5.9 标准化:对改善有效的方法应该反应于标准的重要性,必要性,及正确内容施以教育训练,使有关人员遵守它.表1.1 计数值用检查表月日日日日日日不良计数面饼尺寸不良面饼花型不良面饼克重不足包装不良日期打印不良其它不良计数表1.2 计量用检查表面饼重(G) 查检小计80.00-80.3 II 280.3-80.6 II II II II I 980.6-80.9 II II II II II II II 1680.9-81.2 II II II II II II II II II II 2081.2-81.5 II II II II II II II II II 1681.5-81.8 II II II II II II II II 882.1-82.4 II II II II II 782.7-83.0 II 2合计 80二. 柏拉图1.什么是柏拉图:为了对发生频次从最高到最低的项目进行排列而采用的简单图示技术.一建立在巴雷特原理基础上,认为多数不合格及其引起的损失是由相对少数原因引起的,通过区分最重要的与较次要的项目,可用最少的努力获取最佳的改进效果.2.柏拉图的种类:2.1.分析现象用柏拉图:与不良结果有关,用来发现主要问题:2.1.1 质量:不合格,故障,顾客报怨,退货,维修等.2.1.2 成本:损失总数,费用等2.1.3 交货期:存货短缺,付款违约,交货拖延等2.1.4到安全:发生事故,出现差错等2.2到分析原因用柏拉图:这类柏拉图与过程因素有关,用来发现主要问题2.2.1 操作者:班次,组别,年龄,经验,熟练情况以及个人本身因素;2.2.2 机器:机器,设备,工具,等;2.2.3 原材料:制造商,工厂,批次,种类;2.2.4作业方法:作业环境,工序先后,作业安排,作业方法.2.3 分类方法不同,得到不同柏拉图.通过不同的角度观察问题.把握问题实因质,需要用不同的分类方法进行分类.3.作用:通过分析柏拉图可看出采取行动的顺序;不良,失误等的总数有多少?它们的大小顺序是如,,,何分布的?在多大程度上减少其中的哪一件.可望在总体上收到多大的效果?可对报告团,记录,成果等进行确认;可查清不良,故障的原因等.4.柏拉图使用步骤4.1 确定所要调配的问题以及如何惧收集数据4.1.1库确定调查问题的类型,如不合格项目,损失金额,事故等到4.1.2 确定时间4.1.3性确定哪些数据是必要的,数据如何分类,如按不合格类型,时间等4.1.4到确定收集数据的方法,以及在什么时候收集4.2成电路设计记录表,将数据填入表中计算4.3作图5.例:用柏拉图分析方便面面饼的品质善状态5.1 确定调配问题的分类:面饼偏重,面饼偏轻,花型不良,块型不良,油炸不良,异物,色泽不良,品评不良;确定时间:2003年3月.5.2 数据收集及分析;各项目数据按大小排列,并求累积数,及累积比率.NO 不良项目不良数累积数比率数累积比率1 面饼偏重 412 412 26.38% 26.38%2 花型不良 320 732 20.49% 46.86%3 面饼偏轻 258 990 16.52% 63.38%4 品评不良 187 1177 11.97% 75.35%5 块型不良 143 1320 9.15% 84.51%6 色泽不良 132 1452 8.45% 92.96%7 油炸不良 98 1550 6.27% 99.23%8 异物 12 1562 0.77% 100%5.3分析:从响图中可看出面饼偏重是面饼品质状态的主要不良因素,应对其朝晖行分析,查找偏重形成的原因,可以运用QC手法中的其他方法进行数据的收集和处理.5.4 经分析对策,进行改进后,于4月份在基数相同的情况下又进行了柏拉图分析,与3月份对比如下:面饼偏重的情况减少了115次.三.因果图1.什么是因果图书馆因果图就是当一个问题的特性(结果)受到一些原因的影响时,我们将这些原因予以整理,成为有相关关系的图形.简言之就是针对造成某结果的确良诸多原因,以有系统的方式表达结果与原因之间的关系,并设法使用图解法找出这些原因来.因果图又叫石川图或鱼骨图..(如附图)因果图适合于下列情况下使用要将茫然不清的问题变得清楚的时候,使许多可能发生关系明确化,而欲追求重要原因时,帮当改善问题时,如欲追求问题特性的可能原因以及造成此等到原因的原因.并使用权其系统化后,因果图可以说是很有用的手法.如此,对于影响问题的要因先掌握之后,对问题的改善方能助益. 2.因果图的作法2.1院确定结果:针对要解决的问题想出评价项目,此评价项目能具体地衡量该问题的改善和度以作为问题特性.2.2 绘制骨架:特性写在右边,自左画一粗横箭头线代表.2.2.3写下大骨并以□框起来,加上箭头的大分枝到粗横线,工作现场的大骨一般常用的是5M(人员,机械,材料,方法,测定).2.4 大骨的中骨写下来,就各大骨的范围内研讨产生该问题的特性要因是什么,作为中骨,并以箭头画向大枝.2.5中骨的小骨写下来,中骨的再深一层的小骨是什么,必须写下来,用小枝连到中枝.2.6 圈出重要原因,检查有无遗漏,确认有无遗漏之要因,有遗漏者即追加,然后从目前对问题特性影响比较大的是那些要因,圈选四之六项.2.7 列明相关事项,如制作目的,制作者,对象工程名,作此因果图的年月日等.3. 制作因果图的注意事项3.1集思广益的制作:在制作因果图过程中,QC小组全体成员的积极参与,充分的交换意见,即真正做到集思广益,是至关重要的.可以运用脑力激荡法.33.2 特性和原因尽可能表述的简洁具体:不要用长篇文章来表述,只用一两句短语表述出来.特性和要因(结果和原因)关系需采用大家都能理解的表述形式. 3.3 更具体地追查原因:反复的问为什么,不仅只注意大骨,中骨,追查要因须深入到小骨,细骨的层次.3.4 按现象分别作成因果图问题特性要具体表示朵针对什么作因果图.宜先就改善目的所在,即特性.予以明确化,如提高制品品质,减少不良(A,零件不良率,B,零件的尺寸变异)等具体表示为宜,对可能原因都予以收集,有时认为不可能的影响原因,实际上却是很重要的要因,所以宜利用脑力激起术,使有关人员一起贡献智慧,协力制作因果图以免遗漏为要,为避免必要的要因遗漏,视情况可作工程顺序因果图,或设备顺序因果图特性要因分析再分析.3.5 一个问题要解决,有时只作一因果图是不够具体深入,故视必要情况必针对重点项目筇各别为更具体的确良特性分别作因果图.并追根究底的探讨其原因.并将原因记录本下来,有助于问题的分析改善.4.因果图的活用4.1用来解析工序的问题,发现改善点:因果图内容能详实正确,则异常的发生时就不致于原因不明,同时因果图应该灵活运用,必要时,需作适当的增修,使之切合实际,这是为要使技术达到存储和提高,所以必需使用的重要方法.4.2 因果图可应用于记录用检查表的运用:把因果图中列举的要因做为检查项目,每天进行记录管理,可以发现哪种要因对特性产生着巨大的影响.把产生较大影响的要因作为主要要因进行对策.4.3 可用于工序管理或针对管理点的管理,可以发现工序的管理项目等.4.4 可用于教育培训:通过画因果图可以理解特性和要因(结晶果和原因)的因果关系.同时,通过此类活动,能够提高科学地追究课题究竟在哪里的能力.经由有关人员在提出个人经验或技术的相互讨论研究后,使用权每位参加的人员因此可获得新知,达到学习的效果.5. 例:用因果图分析油炸棕榈油品质不良四.层别法1.什么是分层法:是指分门别类地收集数据以找出其间差异的方法.通常将根据所具有的共同点或特点(如不良的现象或原因等)把全部数据分面几组的做法称为分层.分层可以说是收集和整理数据时所必须遵循的一种基本思考方法.分层的思考方法也被下列的一些手法采纳:*柏拉图是把分层后的数据表示为柱图进而按大小顺序排列,标出累计曲线后所形成的图.*因果图也是对原因系列(要因)按大骨,中骨,小骨,进行分层后形成的.*记录用的数据表也对数据进行分层,可以方便的收集数据.2.分层的方法2.1 明确分层对象:进行分层时,原则上必须选择对特性(结果)产生影响的要素作为分层的标准分层对象(项目) 具体内容1.以时间分层小时,上午,下午,白天,夜晚,日期,周,月,季试2.以作业员分层作业员,男,女,年龄,岗龄,班次,新人,熟练工3.以设备分层机器设备,型号,新旧,生产线,工具夹.4.以原材料分层供货商,产地,批号,零件批次,化学成分5.以作业条件分层作业场地,温度,速度,检查方法,照明条件6.以生产线分层 A.B.C生产线别2.2设计收集资料的表格;利用检查表收集和记录资料;2.3整理数据并绘制相应图表.比较分析的最终的推论;23.例:以时间分层,2.3月份的油耗图3.1书馆数据列表1月份油耗 2月份油耗 3月份油耗1 17.14% 112 128 189 1910 203.2绘制层别图3.3分析:每月中旬10-15日油耗较高.控制较差,应注意在此时间段内加强管理,月初和月末的控制较理想.五.散布图1.什么是散布图是成对的 2 种数据之间关系状况的调查图.所谓成对的两面三刀种数据,指的是从其中的1种数据可以得出性质不同的第2种数据这一情形.散布图的作法:收集两面三刀种对应的相关数据,至少30对;找出数据中的X.Y 的最大与最小值.将被认为是原因的要素置于横轴上,设为X;将被认为是结果的要素置于纵轴上,设为Y/散布图的使用方法观察点的分布是呈右上倾斜方向,还是呈右下倾斜方向.呈右上倾斜方向时X增加了Y也增加了:正相反;呈右下倾斜方向时X增加发Y也随之减少.负相关.观察倾斜方向上的分散程度是多少,分程度小,表明相关关系强.观察倾斜方向上的分散程度是多少.分散程试大,表明相关关系弱.4.例: 恒温和面实验的温度与和面加水量之数据图.六.直方图1.什么是直方图:直方图也被称为数次表,即沿横轴以各组次数为高度.在每一组距上画一矩形所绘成之图形.根据所收集到的数据可以计算出平均值,标准差.并可以测知其分配形态.订定规格界限或作规格比较.2.直方图的作法:2.1 制作次数分配表2.1.1达式用检核表收集资料(样本N为50组以上),并记录于纸上.统计表上的资料很多.少则几十,多则上百,都要一一记录下来.其总数以N表示.2.1.2 找出最大值与最小值;全距?最大值最小值为2.1.3确定组数:K=1.决定各组之上下组界.组界精密度测定值勤的单位/22.1.5计算组距中心点上组界+下组界)/22.1.6计算平均值勤,标准差1.17以纵轴显示每一数值之发生次数.2.1.8 做次数分配表.2.2制作直方图2.2.1书馆将次数方配表图表化.以横轴表示数量的变化,纵轴表示次数.2.2.2 纵轴及横轴取适当的单位长度,再将各组之组界分别标在横轴上,各组界应等距离.2.2.3以各组内的次数为高.各组之组距为底,在每一组上画成一矩形,则完成直方图3.直方图的用途3.1把握分布的形态:直方图最基本的使用方法是把握分布的形态.3.3 调查分散和偏离的原因:通过比较用4M等分层的直方图,可了解分散和偏离的原因.3.3通过与规格相比较,可了解是否有问题:记入规格值后,就可以了解相对于规格的分散,不良的发生状况.3.4 研究改善前后的效果:将其用于解决工作现场的问题后,就能很清楚地了解平均值和分散的改善.4.例:90克方便面面饼重量直方图.4.2 计算相关数值:如最大,最小值,组界,组中点,平均值,标准差,频数等.4.3 绘制直方图4.4分析:工序偏差过大,重量的分布已超出了规定的上,下限.必须进行工序改善,全数筛选.如果可能的话,应扩大规格.七.控制图1.什么叫图表:'所谓图表,指"使数据结果一目了然的,对数据图表化的形式">1.1图表的交锋果:可以从众多的信息中对想要说明的事情(目的)进行概括,简单的表示出来.能够更快地读取信息.可以准确无误的采取必要的措施;能够让对方有兴趣地阅读.1.2图表的种类1.2.1型折线图:表示随时间地变化1.2.1柱形图:比较数量的大小1.2.3饼状图:了解明细(比例)1.2.4 带形图: 了解明细(比例)和每个项目的大小关系1.2.5不着雷达图:用雷达形式表示每个项目的大小比较2.什么是控制图:推移图的主要功能,是能够看出数据随时间变化而发生变化的情形.从折线的高低就可以知道品质之状况,如果在力图上再加上中心线及 3 的上下管制界线即成为控制图.3.控制图的种类13.1计量值管制图:它所依据的数据,都是由量具实际量测而得知.如,长度,重量.成份等,特性均为连续性质.最常用为下列四种:3.1.1平均值与全距管制图3.1.2平均值与标准差管制图31.3书馆中位数与全距管制图3.1.4书馆个别值与移动全距管制图3.2计数值管制图:它所依据的数据,都是不可连续读取的数据,如:不良数,缺点数等间断数据均属此类,最常用为下列四种.。
QC七大手法教材(图表)简易
QC七大手法教材—图表
折线图表(推移图)
(单位)
标题
数 75
字 表 示 的
70 ~~
15
˙
˙
名 10
称
˙
5˙ 0
˙
时间的经过
(1)收集资料期间;(2)资料来源;(3)绘制者。
7
QC七大手法教材—图表
3-3圆图表(面积比例图): 步驟1:依分类专案收集数据,按數量多少变更分类项目的順序。 步驟2:对每一項目计算在全体中所占比例(數量/总计=对全体的
4-3有纵坐标、橫坐标之图表的刻划都标示在轴的內侧,制作时要特 別注意。
4-4使用图表管理过程中,如有实超出管制基准时,就表示有变异存 在,必須注明发生原因及采取有效对策。并且有两个群体比较时,
应求实绩在稳定正常状态下作差异性较能客观。
4-5图表绘制时,应将刻度线(纵坐标)与区画线(橫坐标),各以等 间隔画入。
某单位支出費用直条图分析 (万元)
65
60 ~~
15
10
10
5
5
0 BS LT FM BTB CK AC
(1)收集資料期間:2003年7月 (2)資料來源:整修日報表 (3)绘图者:张三
0
項目 人事 行政 租賃 公 关
金 额 64 万 12.5 万 15 万 60 万
(1)收集資料期間2003年7月 (2)資料來源:支出費用单 (3)绘图者:张三
标
题
日
2003.8.01
8.16
9.01
9.16
10.01
10.16
項計 期
¦
¦
¦
¦
¦
¦
目劃
2003.8.15
新QC七大工具(七大手法),完整版,收藏起!
新QC七大工具(七大手法),完整版,收藏起!展开全文文章来源:网络品管七大手法,是常用的统计管理方法,又称为初级统计管理方法或者新旧QC七大工具(手法),都是由日本总结出来的。
日本人在提出旧七种工具推行并获得成功之后,1979年又提出新七种工具。
旧QC七大手法偏重于统计分析,针对问题发生后的改善,新QC七大手法偏重于思考分析过程,主要是强调在问题发生前进行预防。
之所以称之为“七种工具”,是因为日本古代武士在出阵作战时,经常携带有七种武器,所谓七种工具就是沿用了七种武器。
旧七大工具:检查表、数据分层法、排列图、直方图、因果分析图、散布图、控制图新七大工具:关联图、亲和图、系统图、过程决策程序图、矩阵图、矩阵数据分析法、箭条图01关联图法(Rolation Diagram)在现实的企业活动中,所要解决的课题往往关系到提高产品质量和生产效率、节约资源和能源、预防环境污染等方方面面,而每一方面又都与复杂的因素有关。
质量管理中的问题,同样也多是由各种各样的因素组成。
解决如此复杂的问题,不能以一个管理者为中心一个一个因素地予以解决,必须由多方管理者和多方有关人员密切配合、在广阔范围内开展卓有成效的工作。
关联图法即是适应这种情况的方法。
所谓关联图,如下图所示,是把若干个存在的问题及其因素间的因果关系用箭条连接起来的一种图示工具,是一种关联分析说明图。
通过关联图可以找出因素之间的因果关系,便于统观全局、分析以及拟定解决问题的措施和计划。
关联图法的主要用途是:1. 制订、展开质量保证和质量管理方针;2. 制订质量管理的推进计划;3. 分析制造过程中不良品的原因,尤其是潜在原因的分析;4. 提出解决市场投诉的措施;5. 有效的推进QC小组活动;6. 促进采购原辅材料、外构件的质量管理;7. 改进各职能管理工作的质量。
关联图法解决问题的一般步骤是:1. 提出认为与问题有关的一切主要原因(因素);2. 用简明通俗的语言表示主要原因;3. 用箭头表示主要原因之间,原因与问题之间的逻辑关系;4. 了解问题因果关系的全貌;5. 进一步归纳出重点项目,用双圈标出。
常用质量管理统计方法1
常用质量管理统计方法常用的质量管理统计方法包括:旧QC七大手法(检查表、数据分层法、排列图、因果图、散布图、直方图、控制图)和新QC七大手法(亲和图、树图、关联图、箭条图、PDPC、矩阵图、矩阵数据分析法),以及其它一些方法如:头脑风暴法、对策表、流程图、水平对比法等。
简介如下:一、检查表(调查表、统计分析表)1、概念:系统地收集资料和累积资料,确认事实并对资料进行粗略的整理和简单分析的统计图表。
2、分类:不合格品项目检查表、缺陷位置检查表、质量分布检查表、矩陈检查表、用于非数字数据分析用的检查表。
3、用途:用在对现状的调查,以备今后作分析。
4、制作步骤(1)确定搜集资料的具体目的。
(2)确定为达到目的所需搜集的数据资料。
(3)确定对资料的的分析方法、所釆用的统计工具。
(4)根据不同目的,设计用于记录资料的调查表格式。
(5)用收集和记录的部分资料进行表格试用,目的是检查表格设计的合理性。
(6)如有必要应评审和修改调查表。
5、注意事项(1)应能迅速、正确、简易地收集到数据,记录时只要在必要项目上加注记号;(2)记录时要考虑到层別,按人员、机台、原料、时间等分类;(3)数据来源要清楚:由谁检查、检查时间、检查方法、检查班次、检查机台,均应写清楚,其他测定或检查条件也要正确地记录下來;(4)尽可能以记号、图形标记,避免使用文字;(5)检查项目不宜太多,以4-6项为宜(针对重要的几项就可),其他可能发生的项目采用“其他”栏。
二、数据分层法(分类法、分组法)1、概念:数据分层法就是性质相同的,在同一条件下收集的数据归纳在一起,以便进行比较分析。
2、分类方法:数据分层可根据实际情况按多种方式进行。
例如,按不同时间,不同班次进行分层,按使用设备的种类进行分层,按原材料的进料时间,原材料成分进行分层,按检查手段,使用条件进行分层,按不同缺陷项目进行分层等等。
数据分层法经常与统计分析表结合使用。
3、应用步骤(1)收集数据。
质量管理常用七大手法(最新)

线硬
缆线
不宜
责任心不强 漆
技术水平低
不执行工艺 包 表
刮线
一次除漆多
面
疙
炉口
炉口温度高
不及时更 换毛毡硬
质尘
瘩
设备
工艺
温度低 环境
注意:图中用方框框起来的原因为“要因”
⑵工序分类型
工序分类型的作法是,首先按工艺流程把各工序作为影响产品质 量的平行的主次原因找出来,然后把各工序中影响工序质量的原因查 出来,再填写在相应的工序中,其法优点是,简单易生;其缺点是, 相同的因素会出现在不同的工序中。而且也难于表现数个原因交织在 一起的情况,反映不了因素间的交互使用。
“损 失金额”计算。
⑸ 不太主要的项目很多时,可以把最次要的几个项目合并为“其他”项,排 列
在柱形条最右边。 ⑹ 收集数据的时间不宜太长,一般以1~3个月为好。时间太长,情况变化
较大,不易分析及采取措施,时间短,只能说明一时的情况,代表性 则差。 ⑺ 视具体情况,首先解决紧迫问题。
三、层别法
1、层别法的用途:
把收集来的原始数据按照一定的目的和要求加以分类整理,以便进行比 较分析的一种方法。
2、分层的原则:
分层原则是使同一层次内的数据波动(或意见差异)幅度尽可能小,而层与 层之间差别尽可能大,否则就起不到归类汇总的作用。
3、分层的标志:
分层的目的不同,分层的标志也不一样,通常用人、机、料、法、环、 时间等作为分层的标志: ⑴ 人员别:可按年龄、工级和性别等分层。 ⑵ 机器别:可按设备类型、新旧程度、不同生产线工具类型等分层。 ⑶ 材料别:可按产地、批号、制造厂、成分、规范等分层。 ⑷ 方法别:可按不同的工艺要求、操作参数、操作方法和生产速度
QC七大手法简介
检查表记载的注意事项和作用:
作检查表应注意事项﹕ (1)明确作检查表目的 (2)检查项目要齐全 (3)决定检查频率 (4)决定检查表格式 (5)决定标记方式﹕如﹕正 ﹑+ 、X (6)记录相关条件 (7)决定检查的人员及方法 检查表作用: (1)为下一步分析提供数据 (2)观察各项目存在差异 (3)追究异常原因 (4)提供发展趋势 (5)可追溯到责任者
18.95%
10.23% 2.70%
87.07%
97.30% 100.00%
120.00% 1537 87.07% 68.13% 100.00% 100.00% 80.00% 60.00% 40.00% 20.00% 0.00% 废品数(件) 累计频率% 493 130
97.30%
913
欠铸
冷隔
小砂眼
21
Why
四、特点因果图
b)对策追求型﹕此类型是将鱼骨图反转成鱼头向左的 图形﹐目的在于追求问题点应如何防止﹐目标结果 应如何达成的对策﹐帮以特性要因图表示期望效果 与对策间的关系。
How
22
四、特点因果图
3.绘制方法﹕ a)确定特性﹔ b)绘制骨架﹔ c)大略记载各类原因﹔ d)依据在要因﹐再分出中要因﹔ e)要更详细列出小要因﹔ f)圈出最重要的原因。 g)记载所依据的相关条件。
QC 7 TOOL
1.定义﹕ 根据所搜集的数据﹐按不良原因﹑不良状况﹑不良项目﹑ 不良发生的位置等不同区分标准化而国以整理﹑分类﹐藉以寻 求占最大比率之原因﹑状况或位置﹐按其大小顺序﹐再加上累 积值控的图形。 柏拉图又称ABC图和排列图。
(按项目将数据进行分类整理,按大小罗列的图)。
- 利用柱状图表、折线图表。
QC七大手法简介
统计学基本方法
统计学基本方法
统计学的基本方法有以下7种:
(1)大量观察法:指从社会现象的总体出发,对其全部单位或足够多数单位进行数量观察的统计方法。
(2)统计分组法:按一定的标志将总体划分为若干部分的方法。
是整理和分析统计资料的基本方法。
(3)综合指标法:指运用各种统计综合指标来反映社会经济现象总体的一般数量特征和数量关系的研究方法。
(4)时间序列分析法:利用这组数列,应用数理统计方法加以处理,以预测未来事物的发展。
(5)指数分析法:利用指数体系分析各影响因素变动对总指数的影响方向和程度,以及各因素对总指标的影响数额的一种分析方法。
(6)相关分析法:研究两种或两种以上数据有什么关系。
(7)抽样推断法:在根据随机原则从总体中抽取部分实际数据的基础上,运用数理统计方法,对总体某一现象的数量性作出具有一定可靠程度的估计判断。
七大统计手法(自己汇总,总表)
|
转速不足 |||| || |||| ||| || ||
时间不足 |
||
其他
||
|
||
·查检用查检表:
点检·顺序
1 2 3 4 5 6 7
点检项目
刷牙 洗脸 吃早餐 携带必备物品 服装仪容 公事包 大门钥匙
点检结果
(三)为何要用查检表
•有效解决问题→依据事实→收集资料 •避免「观察」与「分析」同时进行之KKD
产生
• 工业革命以后, 随着生产力的进一步发展,大规
模生产的形成,如何控制大批量产品质量成为一个突 出问题,单纯依靠事后检验的质量控制方法已不能适 应当时经济发展的要求,必须改进质量管理方式。于 是,英、美等国开始着手研究用统计方法代替事后检 验的质量控制方法。
•
1924年,美国的贝尔电话实验所休哈特博士提
管 制 图
了解品质
直 方 图
1.应用层别区分法, 借用其他图形, 找出数据差异的因 本身无固定图形 素而对症下药.
2.以4M之每1M进行 层别
1.了解两种因数或 数据之间的关系。
2.发现原因与结果 的关系
应用范围较受限 制
1.掌握制程现况的 品质
2.发现异常及时采 取行动
现实生产中,使 品质稳定的一种 管制情报
出将3Sigma原理运用于生产过程当中,并发表了著名
的“控制图法”,对过程变量进行控制,为统计质量
管理奠定了理论和方法基础。
作用
1、确保制程持续稳定、可预测。 2、提高产品质量、生产能力、降低成本。 3、为制程分析提供依据。 4、区分变差的特殊原因和普通原因,作为采取局部措
施或对系统采取措施的指南。
统称为充填机伺服机构
QC统计手法
QC统计手法
一、总述
QC七大手法:(查检收数据、层别找差异、拍拉抓重点、特性找要因、
直方显分布、管制防变异、散布找相关)
⒈查检表——收数据
⒉层别法——找差异
⒊柏拉图——抓重点
⒋特性要因图——找要因
⒌直方图——显分布
⒍管制图——防变异
⒎散布图——找相关
备注:
单项不良数
单项不良率= ×100%
抽样数
单项不良数
单项影响度= ×100%
总不良数
累计影响度 =各单项影响度的总和
二、各统计手法的具体运用
1.层别法:将收集的杂乱无章的数据进行整理、分类,使这一目了然,更为直观
例1:三班的产量及不良率
A:100万Y 0.3%
B:105万Y 0.4%
例2:
脏污:2Y 、脏污:1Y 、没织到:3Y 、钢扣穿交叉:2Y 、带子大小不一:4Y 脏污:1Y 、棕丝片穿错:2Y 、正面纱松:1Y 、宽度多0.5mm :2Y 、跳针:1Y 、轻微脏污:2Y 、宽度变小:1Y 、起毛、:
②
①③④
2.柏拉图
作用:除大害(基于选别法之上),即80/20法则,少数影响重大(以累计不良影响度80%为界限的不良项需要进行分析、处理、改善 正常的排列顺序:影响度由高向低排列 例1:以层别法例2的数据来做柏拉图
例2
414 100。
常用数据分析方法及七大手法
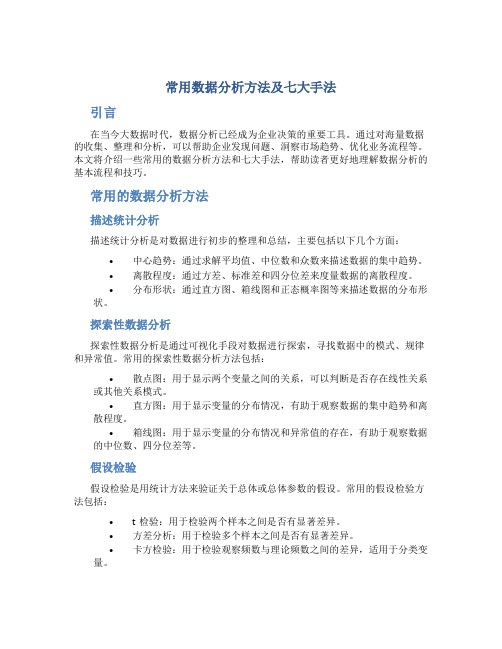
常用数据分析方法及七大手法引言在当今大数据时代,数据分析已经成为企业决策的重要工具。
通过对海量数据的收集、整理和分析,可以帮助企业发现问题、洞察市场趋势、优化业务流程等。
本文将介绍一些常用的数据分析方法和七大手法,帮助读者更好地理解数据分析的基本流程和技巧。
常用的数据分析方法描述统计分析描述统计分析是对数据进行初步的整理和总结,主要包括以下几个方面:•中心趋势:通过求解平均值、中位数和众数来描述数据的集中趋势。
•离散程度:通过方差、标准差和四分位差来度量数据的离散程度。
•分布形状:通过直方图、箱线图和正态概率图等来描述数据的分布形状。
探索性数据分析探索性数据分析是通过可视化手段对数据进行探索,寻找数据中的模式、规律和异常值。
常用的探索性数据分析方法包括:•散点图:用于显示两个变量之间的关系,可以判断是否存在线性关系或其他关系模式。
•直方图:用于显示变量的分布情况,有助于观察数据的集中趋势和离散程度。
•箱线图:用于显示变量的分布情况和异常值的存在,有助于观察数据的中位数、四分位差等。
假设检验假设检验是用统计方法来验证关于总体或总体参数的假设。
常用的假设检验方法包括:•t检验:用于检验两个样本之间是否有显著差异。
•方差分析:用于检验多个样本之间是否有显著差异。
•卡方检验:用于检验观察频数与理论频数之间的差异,适用于分类变量。
回归分析是用于建立变量之间的数学模型,并通过这些模型来预测或解释因变量的变化。
常用的回归分析方法包括:•线性回归:用于建立线性关系模型,通过拟合直线来预测因变量。
•逻辑回归:用于建立线性关系模型,并将结果转化为概率来预测分类变量。
•多元回归:用于建立多个自变量与因变量之间的关系模型。
七大数据分析手法数据分析手法是在具体分析实践中应用的技巧和方法,常用的七大数据分析手法如下:SWOT分析SWOT分析是一种常用的企业战略分析工具,通过评估企业的优势、劣势、机会和威胁来帮助企业确定战略方向和目标。
品质统计七大手法简介
品质统计七大手法简介 Corporation standardization office #QS8QHH-HHGX8Q8-GNHHJ8品质统计七大手法品质统计方法是工厂品质管理过程中经常运用的重要手法。
主要是通过对各种相关资料的收集.分析和利用,以用来证实产品生产过程能力及产品对规定要求的符合性。
其作用在应用于产品的设计.生产过程的控制.防止不合格品产生.品质问题的分析.查找原因.确定产品和过程的限定值,预测.验证并测量和评定产品质量特性。
为了达到上述目的就必须选择适宜的统计方法,下述即常用的统计方法及其应用。
一. 图示法(直方图.制程流程图.散布图.柏拉图.因果图等)主要用于进行问题诊断,并据此选择适宜的方法进行统计诊断二. 统计控制图(X –控制图等)主要用于监控产品的生产和测量过程。
三. 试验设计主要用于确定变量对过程和产品性能有显着影响。
四. 建立量化模型进行回归分析主要用于生产过程运作的条件和产品设计发生变化时,对产品和过程的特性进行分析。
五. 进行变量分析对各变量构成进行评估.似务变量占总体变量的比例,作为最佳的质量改进机会的依据。
为控制图.产品特性的确定和产品的放行设计抽样方案。
六. 抽样计划工厂质量管理如果能充分运用各种统计手法,将在各方面受益,并表现在:1.发现品质管制过程中的薄弱环节,对品质改善采取针对性的措施﹔2.查找形成品不良的因素,使品质追溯有据可依﹔3.验证品质控制方法有效性。
以下介绍品管七大手法1.直方图2.柏拉图3.因果图法(鱼刺图)4.层别法5.控制图6.检查表7.推移图2.统计技术的应用一直方图直方图有称柱状图,是将囤积数据汇总.分组,并将每组数据绘成柱状图,依统计数据的分布形状,进行产品生产过程.品质状态及管制能力的分析。
运用直方图进行分析的步骤为1.数据统计将同一类型和相近似的现象归纳在一起,以分析该类现象对产品品质的影响程度。
2.将统计数据分组.确定组数是直方图分析中的重要步骤,将统计的样本总数进行合理分组便于观察数据分布情况,合理的组数鱼样本总数的关系通常为:(见右下表)3.计算全距.组距.组界.中心值:差,即2.组距代号为,组距(h )=R /组数,组距通常选整﹔3.确定组界:最小一组的下组界= -测量值的最小位数/2测量值的最小位数一般是1或最小一组的上组界=下组界+组距4.确定中心值各组界之间的中心值,也称中值。
七大统计手法

七、工程能力计算
定义:
工程能力:人员、机器、材料、方法、测量和环境处于稳定状态下,所表现出来的保证工序质 量的能力叫工程能力 工程能力指数:衡量工程能力大小的指数叫工程能力指数,以CP或CPK表示
CP计算方法:CP当特性值的总体平均值等于公新式中心时,称工序无偏, 此时工序能力指数用CP表示:
27920
28630
实际数 28120
27550
27550
27550
27550
1
2
3
4
5
计划数
6
7
五、散布图
定义:散布图用来表示一组成对的数据之间是否有相关性的图形主要分为5 种.(正相关\、负相关、不相关、弱正相关、弱负相关)
例:下列是一组数据在横纵坐标上所体现出的相关性,为正相关
6. 0 4. 0 2. 0 0. 0 -2. 0 -4. 0
日期 1
2
3
4
计划数 27550 27550 27550 27550
实际数 28000 27920 28630 28120
…….. ……. ……..
31 …….. ……..
28800 28600 28400 28200 28000 27800 27600 27400 27200 27000
28000
-4. 0
-2. 0
Y_Pos
y = 0. 8885x + 0. 0658 R2 = 0. 995
0. 0 QC 2. 0
4. 0
6. 0
GOD
QC七大手法详解

QC七大手法概述新旧七种工具都是由日本人总结出来的。
日本人在提出旧七种工具推行并获得成功之后,1979年又提出新七种工具。
之所以称之为“七种工具”,是因为日本古代武士在出阵作战时,经常携带有七种武器,所谓七种工具就是沿用了七种武器。
有用的质量统计管理工具当然不止七种。
除了新旧七种工具以外,常用的工具还有实验设计、分布图、推移图等。
本次课程,主要讲的是QC七大手法,QC旧七大手法指的是:检查表、层别法、柏拉图、因果图、散布图、直方图、管制图。
旧七种工具是我们本次课程的内容,也是我们将要大力推行的管理方法。
从某种意义上讲,推行QC七大手法的情况,一定程度上表明了公司管理的先进程度。
这些手法的应用之成败,将成为公司升级市场的一个重要方面:几乎所有的OEM客户,都会把统计技术应用情况作为审核的重要方面,例如TDI、MOTOROLA等。
旧QC七大手法之-:查检表一、概述检查表是QC七大手法中最简单也是使用得最多的手法。
但或许正因为其简单而不受重视,所以检查表使用的过程中存在的问题不少。
不妨看看我们现在正在使用的各种报表,是不是有很多栏目空缺?是不是有很多栏目的内容用笔进行了修改?是不是有很多栏目内容有待修改?二、定义以简单的数据,用容易理解的方式,制成图形或表格,必要时记上检查记号,并加以统计整理,作为进一步分析或核对检查之用。
三、目的记录某种事件发生的频率。
四、时机1.当你必须记下某种事件发生的具体情况时;2.当你想了解某件事件发生的次数时;3.当你想收集资讯时。
五、检查表种类1.不合格项目的检查表;2.工序分布检查表;3.缺陷位置检查表;4.操作检查表。
六、使用检查表的注意事项1.应尽量取得分层的信息;2.应尽量简便地取得数据;3.应立即与措施结合。
应事先规定对什么样的数据发出警告,停止生产或向上级报告。
4.检查项目如果是很久以前制订现已不适用的,必须重新研究和修订。
5.通常情况下归类中不能出现“其他问题类”。
q7七大手段[精华]
![q7七大手段[精华]](https://img.taocdn.com/s3/m/274f545dce84b9d528ea81c758f5f61fb736283f.png)
Q7七大手法品管七大手法是常用的统计管理方法,又称为初级统计管理方法。
它主要包括控制图(管制图)、鱼骨图(因果图)、散布图(相关图)、排列图(帕累托图)、检查表(统计分析表)、数据分层法、直方图等所谓的QC七工具。
检查表检查表(Check Sheets,统计分析表)是QC七大手法中最简单也是使用得最多的手法。
为了记录某种事件发生的频率,以简单的数据,用容易理解的方式,制成图形或表格,必要时记上检查记号,并加以统计整理,作为进一步分析或核对检查之用。
排列图排列图(Pareto Diagram,帕累托图)排列图法,又称主次因素分析法、帕累托(Pareto)图法,它是找出影响产品质量主要因素的一种简单而有效的图表方法。
排列图是根据“关键的少数和次要的多数”的原理而制做的。
也就是将影响产品质量的众多影响因素按其对质量影响程度的大小,用直方图形顺序排列,从而找出主要因素。
其结构是由两个纵坐标和一个横坐标,若干个直方形和一条折线构成。
左侧纵坐标表示不合格品出现的频数(出现次数或金额等),右侧纵坐标表示不合格品出现的累计频率(如百分比表示),横坐标表示影响质量的各种因素,按影响大小顺序排列,直方形高度表示相应的因素的影响程度(即出现频率为多少),折线表示累计频率(也称帕累托曲线)。
通常累计百分比将影响因素分为三类:占0%~80%为A类因素,也就是主要因素;80%~90%为B类因素,是次要因素;90%~100%为C类因素,即一般因素。
由于A类因素占存在问题的80%,此类因素解决了,质量问题大部分就得到了解决。
散布图散布图(Scatter Diagram,相关图)通过观察相关图看点的分布状态,概略地估计两因素之间有无相关关系,从而得到两个变量的基本关系,为质量控制服务。
它用于分析两测定值之间相关关系,有直观简便的优点。
通过作散布图对数据的相关性进行直观地观察,不但可以得到定性的结论,而且可以通过观察剔除异常数据,从而提高用计算法估算相关程度的准确性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5/6
8 0 0 0 4 12
5/9 5/10 5/11 5/12 5/13 合计 故障率
0 6 8 0 0 14 8 0 0 5 0 13 10 0 0 0 3 13 0 5 6 0 0 11 3 6 0 0 0 9 44 30 24 16 9 123 0.29 0.10 0.07 0.06 0.04 0.02 0.29 —— ——
工位 不合格数 抽样数 不合格率 A B C D E 10 5 6 8 9 100 100 100 100 100 10% 5% 6% 8% 9% F G 15 7 100 100 15% 7% H I J K 18 3 2 4 100 100 100 100 18% 3% 2% 4%
H 22%
C 7% G 8% D 9% E 10% A 11%
热交换器堵塞 氯水分离器感应 探针水氯附着 水环式压力下降 无法预知 氯水分离器浮筒 作动不良 其他 合计 总运转时间 故障率(%)
3502 5115 4852 4606 4820 3374 5065 5119 2955 2844 42252 0.31 0.31 0.25 0.26 0.25 0.41 0.26 0.25 0.37 0.32
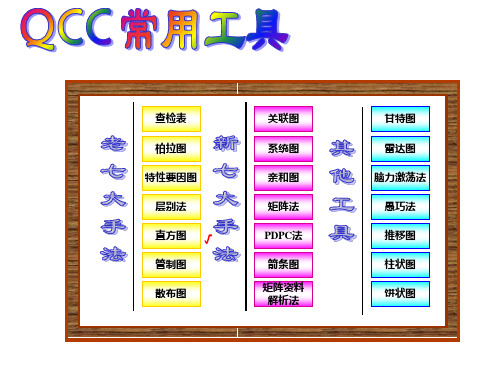
查检表
柏拉图 特性要因图 层别法 直方图
关联图
系统图 亲和图 矩阵法
甘特图
雷达图 脑力激荡法 愚巧法 推移图
√
PDPC法
管制图
散布图
箭条图
矩阵资料 解析法
柱状图
饼状图
QC 7大手法简介
手 法
特 性 要 因 图
柏 拉 图
分类清楚
图形
用途
1.管理.教育用 2.改善.解析用 3.源流管理用 4.现场操作标准用
F 17%
整理数据
¤ ¹¹ ¹¹¹¹ ¹ì ¹ ¹ ¹¹¹¹ H 18 100 18% F 15 100 15% A 10 100 10% E 9 100 9% D 8 100 8% G 7 100 7% C 6 100 6% B 5 100 5% K 4 100 4% I 3 100 3% J 2 100 2%
(二)查检表的分类
· 记录用(改善用)查检表:
查 检 表
按功能分类
把数据分类成数个项目,以符号、数字记录作为分 析问题及改善的图或表。
· 查检用查检表:
把非做不可、非查检不可的工作或项目按点检顺序列 出,逐一点检,记录的图或表。
· 记录用(改善用)查检表:
地区 机台 项目
· 查检用查检表:
点检«顺序 点检项目
° ² ªð ¢ ° ² ¡ · ð ¢ ° ² º ¨ð ¢ ° ² » ð ¹ Ô ª¡ ¹ ± Ë ª¡ ¹ ««ª¡ ¹ Õ ª ø Â ð ¢ Â È ð ¢ ² ø ð ¢ Õ ¶ð ¢ É § » ð ¢ ø ¶ ð Æ Î ª¡ Î ´ ª¡ Ì Æ ª¡ à ª¡ µ Ê ¹ ª¡ Æ Ñ ª ¸ Ù â ð ¢ ¸ Ò ð ¢ ¡ Ð × ð ¢ ø ´ ð ¶ Ä Í ª¡ ¶ ¹ ª¡ Ê Ê Ï ª¡ Ç Ó ª Â É È Ï ð ¢ ¹ «¸ ¹ «ð ¢ ¹ ©ð ¢ ® Ë º ¨ð ¢ ± ¹ «´ · «ð Ð » ªº ª¡ Á Æ ° Á Æ ª¡ ©¬ª¡ ©Ô ««ª¡ ª¬Æ ¸ Ñ Æ ª
20% 18% 16% 14% 12% 10% 8% 6% 4% 2% 0% H F A
备注:a.克重b.切料c.少料d.夹料e.单包料f.空包 g.连刀h.夹生i.焦面j.脏面k.异物
E
D
G
C
B
K
I
J
统计技术应用方法系列
QC 工具之三
控制图
管制图及相关概念的介绍
管制图的简要说明
管制图(Control Chart)是对过程或制程中各 特性值进行测定、记录、评估和监察过程是否 处于控制状态的一种用统计方法设计的图。也 叫控制图。
(三)实地演练
《降低TBA/9 300A线充填机环式压缩机压力异常故障率》
——台湾杨梅总厂 改善前数据收集:
日期:5/2~5/13 收集人:黄沐祥 单位:包
(%)
智力圈
项目
日期
5/2
0 5 0 6 0 11
5/3
4 0 10 0 2 16
5/4
7 0 0 5 0 12
5/5
4 8 0 0 0 12
作用 1、确保制程持续稳定、可预测。 2、提高产品质量、生产能力、降低成本。 3、为制程分析提供依据。 4、区分变差的特殊原因和普通原因,作为采取局部措 施或对系统采取措施的指南。
控制图的益处
1. 是了解过程变差并帮助达到统计控制状态的有效工 具
2.
3.
过程处于统计控制状态时其性能是可以预测的
处于统计控制状态的过程可以通过减少普通原因变 差和改进过程的中心线(目标)来进一步改进 通过区分变差的特殊原因和普通原因,为人们就任 何问题应采取适当的局部措施还是要求采取管理措 施提供依据,从而达到降低成本的目的
ã ð î ¼ ð ° ªÏ Ä ª
Ï Â ç ð ¢ Õ ¶ ð ¢ ¡ ªð ¢ Õ Ù ð ¢ Û ð ¢ ® ð ¢ Â ð ¢ ± ð É Ï Î ª¡ È Ò ª¡ Ð Ê ª¡ È Æ ª¡ Ö ª¡ Ñ ª¡ Ô ª¡ Ä ª Ë ªð ¢ ± ä ð ¢ ° ± ý ð ¢ Ð ® ð ¢ ð ¢ ß ð ¢ Ì ý Ì È ð È Ô ª¡ Ä Á ª¡ » Ñ Ä Ê ª¡ Ä Å ª¡ ©ª¡ Ï ª¡ º Ó ± ´ ª ¸ Ù â ð ¢ Ô µ ð ¢ ¸ Ì ð ¢ ã Ú Ì ð ¶ Ä Í ª¡ ´ Ï ª¡ » Ï É ª¡ Á Ê É ª ¸ ¸ ¼ ð ¢ É · ¼ ð ¢ Ð þ É ° ° ª¡ ° ¶ ° ª¡ Õ ¸ Í ð ¢ ¸ Ö ð ¢ ¡ · ð ¢ Ð ª¡ ª¡ ± Ë ª¡ ð ª Â È ð ¢ ¶ ¥ ð ¢ Ø È ð ¢ Î ´ ª¡ Ñ Á ª¡ Ë ´ ª¡ Ë ¸ ð ¢ º º ð ¢ ¶Ì ð È ª¡ «Ê ª¡ Á ± ª ¦ ¥ Ì ð ¢ §Æ ð ¢ Æ ² ¸ ¶ Ó É ª¡ ± Å ª¡ Ö Ô Å · ªä ð ¶ Ê ¹ ª Ë ªð ¢ Ç ¶ð ¢ º ¨ð ¢ È Ô ª¡ Ò Æ ª¡ ««ª¡ ¼ ð ¢ Ð ¢ ¼ ð ¢ Ê Æ ¼ ð ° ª¡ Ñ «° ª¡ ¬° ° ª Ô Û ð ¢ ± Ü ð ¢ ¤ß ð ¢ Â É ð ¢ ¸ ¸ ß Ð Ä ª¡ Ä «ª¡ ¶ » ª¡ Ð » ª¡ É ° Ï § È ð ¢ ¶³ ªä ð ¢ ¶³ º ¨ð ¢ ¸ ð ¢ Ê ´ ª¡ ¬Ò Ê ¹ ª¡ ¬Ò ««ª¡ Å ª¡ ð ¢ Ä Ê ð ¢ æ ¢ ªä ð ¢ æ ¢ ¡ · ð ¢ É ª¡ ° Ö ª¡ ² ² Ê ¹ ª¡ ² ² ± Ë ª¡ ° «± ð ¢ × ø ð ¸ » ª¡ ³ Ç ª
0
料号形态 不良现象
Note Book 主机板 //// //// // //// // 16 //// //
金手指 // // // //
其他
NP孔漏刮 SMD间距不足 Ring不够大 侧点漏做 其 他 小 计
//// 10
4
4
(五)实地演练
现况分析: (1)何谓伺服机构:供应充填机冰水(冷却水)、双氧水、 蒸馏水、液压油、润滑油、Air、包材之各部结构, 统称为充填机伺服机构 (2) 日期:90.9~90.11 收集人:黄淋详 单位:min 线别 TBA/9 TBA/9 TBA/19 合计 故障率(%) 生产线别伺 项目 300线 250线 330线 冰水供给机构 111 88 33 232 0.06 服机构故障 包材供给季候 78 45 42 165 0.04 18 0 126 0.03 率统计分析 双氧水供给机构 108 液压油供给机构 60 18 11 89 0.02
应用范围较受限 制
管 制 图
了解品质
现实生产中,使 品质稳定的一种 管制情报
直 方 图
了解一批品质之 好坏
统计技术应用方法系列
QC 工具之一
检 查 表
查检表的定义
查检表的分类 为何要用查检表 实际演练
(一)查检表的定义
系统地收集资料和累积资料,确认事实并
对资料进行粗略的整理和简单分析的统计图表。
效 果 确 认 标准化与检讨
(四)层别法的应用
(1)在收集数据或使用查检表时,必须
先作层别才有意义,才能做进一步的解析 ,才能取得更多的情报。 (2)层别法无固定之图形,必须与其他 QC手法作应用,如特性要因图、柏拉图、 直方图、散布图、管制图等,方能发挥 效用。
18 16 14 12 10 8 6 4 2
润滑油供给季候 33 21 0 Air供给机构 30 20 0 蒸馏水供给机构 22 0 0 合计 442 210 86 运转时数 221101 101971 82912 故障率(%) 0.20 0.21 0.10 54 50 22 738 405984 0.01 0.01 0.01 0.18
结论:同属于TBA/9型的300线与250线伺服机构故障率较高,因 此针对此两线再探讨
比较作用
层 别 法
相关易懂
1.应用层别区分法, 借用其他图形, 找出数据差异的因 本身无固定图形 素而对症下药. 2.以4M之每1M进行 层别
散 布 图
趋势明朗
1.了解两种因数或 数据之间的关系。 2.发现原因与结果 的关系
1.掌握制程现况的 品质 2.发现异常及时采 取行动 1.了解分布 2.了解制程能力 3.与规格比较 4.批品质情况监测
(三)层别法之用途
收集后之数据记忆层别分类,经过整理与