表面处理编号规则
零件编号规则
零件编号规则一、机加工零件编号规则机加工零件编号组成:机加工零件代号 + 零件使用范围代号 + 零件图纸编号机加工零件代号----------------“J”零件使用范围代号:以5kW为基础,5kW和10kW通用件统一归到5kW机组用件里面,未编号区分的即为通用件。
5kW机组用件---------------“5”10kW机组专用件------------“0”举例:编号代表意义为:机加工零件,5kW机组或5kW和10kW机组通用的轮毂二、标准件编号规则标准件编号组成:标准件代号 + 名称代号 - 表面处理代号 + 级别代号 - 规格号解释:编号内名称代号为两位数字,自左到右为第一、二个数表面处理代号为一位数字,自左到右为第三个数级别代号为一位数字,自左到右为第四个数零件中不包含的内容则不写标准件代号-----------------“B”零件名称代号:外六角全螺纹螺栓-----“01”外六角半螺纹螺栓------“02”内六角全螺纹螺栓-----“03”内六角半螺纹螺栓------“04”十字花盘头螺栓-------“05”六角头螺母-------------“06”圆螺母---------------“07”平垫圈-----------------“08”止动垫圈-------------“09”弹簧垫圈---------------“10”开口销---------------“11”轴承-------------------“12”油封-----------------“13”轴用挡圈---------------“14”表面处理代号:达克罗处理----------“0”不锈钢------------“1”电镀处理------------“2”发黑处理----------“3”强度等级代号:4.8级---------------“4” 8.8级------------“8”10.9级--------------“0” 12.9级-----------“2”举例:编号意义:标准件外六角全螺纹螺栓M12x30,表面达克罗处理,8.8级说明:因为平弹垫没有等级所以平弹垫编号内等级代号没有如:直径为10的达克罗处理的平垫可编号为 B08-0-Φ10 相同道理轴承编号:B13-xxxx(轴承代号)三、成品件编号规则编号组成:成品件代号 + 零件代号 + 规格代号成品件代号----------“C”球头-----------“01”热缩管------“02”输电滑环-------“03”碳刷--------“04”碳刷杆---------“05”碳刷架------“06”活络结---------“07”钢丝绳------“08”电缆线---------“09”橡胶垫------“10”气垫膜---------“11”。
表面处理代码
DKBA 华为技术有限公司内部技术规范DKBA0.400.0002 REV.10.0代替DKBA0.400.0002 REV.9.0表面处理代码Surface treatment code2007年1月10日发布2007年1月10日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration 本规范拟制与解释部门:整机工程部结构造型设计部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:DKBA0.400.0002 REV9.0相关规范或文件的相互关系:无规范号主要起草部门专家主要评审部门专家修订情况DKBA0.400.0002 -1999 结构造型设计部:郑玲15593新发布DKBA0.400.0002 REV.1.0 结构造型设计部:郑玲15593增加新代码DKBA0.400.0002 REV.2.0 结构造型设计部:郑玲15593增加新代码DKBA0.400.0002 REV.A1 结构造型设计部:郑玲15593结构造型设计部:汤建强MQE:黄文源7536增加新代码DKBA0.400.0002 REV.4.0 结构造型设计部:郑玲15593结构造型设计部:曾献科3308增加以下新代码:G011/G108/G(L)121/G(L)122 /L021/ X003 /X004/F121/F219/F220;取消以下代码:G005/T004/T006/A001-2/ A101- 106;更改G220为粉末涂层。
文件格式改版。
DKBA0.400.0002 REV.5.0 结构造型设计部:郑玲15593MQE:黄文源7536;TQC:钟钢6920增加新代码:G205/G123/G124/G125/G128/G129/G130/G206/L117/L124/L125/L126/L127/L128/L129/L130/F215/F206/F207/F208/F209DKBA0.400.0002 REV.6.0 结构造型设计部:郑玲15593MQE:黄文源7536;TQC:张强4684深蓝色改为粉末涂层;增加热浸锌、达克罗的相应代码及要求;增加铝材上镀银、化学镀镍的代码及要求;增加新粉末涂料“支架灰”的代码及其要求;DKBA0.400.0002 REV.7.0 结构造型设计部:郑玲15593结构造型设计部:侯树栋10084MQE:黄文源7536;TQC:张强4684增加新代码:G136/L131~133/X005/X007/X008/F002/F004/F006恢复T004“镀银”;取消G206;明确G001中包含浸漆要求;更改G128的内容;锡-铅合金镀层改为纯锡镀层。
表面处理代码
DKBA 华为技术有限公司内部技术规范DKBA0.400.0002 REV.10.0代替DKBA0.400.0002 REV.9.0表面处理代码Surface treatment code2007年1月10日发布2007年1月10日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration 本规范拟制与解释部门:整机工程部结构造型设计部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:DKBA0.400.0002 REV9.0相关规范或文件的相互关系:无规范号主要起草部门专家主要评审部门专家修订情况DKBA0.400.0002 -1999 结构造型设计部:郑玲15593新发布DKBA0.400.0002 REV.1.0 结构造型设计部:郑玲15593增加新代码DKBA0.400.0002 REV.2.0 结构造型设计部:郑玲15593增加新代码DKBA0.400.0002 REV.A1 结构造型设计部:郑玲15593结构造型设计部:汤建强MQE:黄文源7536增加新代码DKBA0.400.0002 REV.4.0 结构造型设计部:郑玲15593结构造型设计部:曾献科3308增加以下新代码:G011/G108/G(L)121/G(L)122 /L021/ X003 /X004/F121/F219/F220;取消以下代码:G005/T004/T006/A001-2/ A101- 106;更改G220为粉末涂层。
文件格式改版。
DKBA0.400.0002 REV.5.0 结构造型设计部:郑玲15593MQE:黄文源7536;TQC:钟钢6920增加新代码:G205/G123/G124/G125/G128/G129/G130/G206/L117/L124/L125/L126/L127/L128/L129/L130/F215/F206/F207/F208/F209DKBA0.400.0002 REV.6.0 结构造型设计部:郑玲15593MQE:黄文源7536;TQC:张强4684深蓝色改为粉末涂层;增加热浸锌、达克罗的相应代码及要求;增加铝材上镀银、化学镀镍的代码及要求;增加新粉末涂料“支架灰”的代码及其要求;DKBA0.400.0002 REV.7.0 结构造型设计部:郑玲15593结构造型设计部:侯树栋10084MQE:黄文源7536;TQC:张强4684增加新代码:G136/L131~133/X005/X007/X008/F002/F004/F006恢复T004“镀银”;取消G206;明确G001中包含浸漆要求;更改G128的内容;锡-铅合金镀层改为纯锡镀层。
艾默生表面处理代码
艾默生网络能源有限公司检验标准名称:表面处理代码图号:DMBM0.402.022拟制:何浩审核:张士杰、徐建平标准化:詹轶群IQC会签:汪长华批准:张运清修订信息表目录表面处理代码 (5)1 目的 (5)2 适用范围 (5)3 关键词 (5)4 引用/参考标准或资料 (5)5 规范内容 (5)5.1 术语 (5)5.2 技术说明 (6)5.3 备注 (6)表面处理代码1 目的本标准规定了图纸中标注表面处理时所用的代码内容,并说明了每种工艺所对应的技术要求以及每种外观要求应采用的标准样板。
2 适用范围本标准适用于艾默生网络能源有限公司产品的结构件零件、组合件的设计及图纸标注和后续的采购、生产、检验。
3 关键词表面处理电镀喷漆粉末喷涂标准代码4 引用/参考标准或资料下列标准包含的条文,通过在本标准中引用而构成本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
DMBM0.402.003表面处理通用检验标准DMBM0.487.006 环氧玻璃布层压板检验标准DMBM0.402.001 产品表面外观缺陷的限定标准5 规范内容5.1 术语5.1.1 组合件:指用铆接、搭接、胶接、点焊、或压配合等类似方法组装在一起的部件。
5.1.2 无色阳极化:即无色硫酸阳极化(纯水封闭)。
5.1.3 光亮阳极化:即化学抛光后再进行无色硫酸阳极化处理。
5.1.4 喷砂光亮阳极化:即先喷砂再进行光亮阳极化处理。
5.1.5 黑色阳极化:即硫酸阳极化着黑色。
5.1.6 金黄色阳极化:即硫酸阳极化着金黄色。
5.1.7 喷砂光亮黑色阳极化:即先喷砂再进行化学抛光及黑色阳极化。
5.1.8 光亮无色化学氧化:即先化学抛光后再进行无色化学氧化处理。
5.1.9 喷砂光亮无色化学氧化:即先喷砂处理再进行光亮无色化学氧化。
5.2 技术说明5.2.1 表面处理代码以字母加数字表示。
家具厂编码规则(新)

家具⼚编码规则(新)迈特家具⼚编码规则所有的编码都是由12位不同的数字或字母组成,编码的第⼀位表⽰⼤类,⼤类中数字表⽰成品或半成品,字母表⽰材料,编码中不会出现字母“O”,全部为数字“0”。
⼤类分类如下:“2105-01”表⽰⾃滑路轨-02 表⽰⿊⾊⾃滑路轨“1”表⽰半成品“A ”表⽰五⾦“B ”表⽰塑胶、玻璃“C ”表⽰板材、实⽊“D ”表⽰⽊⽪“E ”表⽰油漆“F ”表⽰包材“G ”表⽰⽣产辅料、胶⽔“H ”表⽰固定资产:使⽤时间在⼀年以上,价值在500元(含500元)以上的⼯具,设备、办公资产、模具等物资。
“I ”表⽰车间⽤品:⾮办公室⽤的、使⽤时间短、不直接构成成品的消耗性⽤品。
如机械配件、劳保品等。
“J ”表⽰办公⽤品:办公⽤的相关⽤品、⽂具等。
“K ”表⽰⼯具、⼑具:价值在500元以下的⼯具。
1.“2105-01”表⽰⾃滑路轨编码规则:2105-01”表⽰⾃滑路轨类010”表⽰路轨的尺⼨,如:12⼨路轨为012。
“XXXXX ”表⽰产品编码,如Mayline-NCT1⽤NCT1表⽰,NEXTL ⽤前四位字母来表⽰,CCD 后加0来补⾜五位。
“XX ”表⽰产品颜⾊代码,颜⾊代码参照《迈特家具颜⾊编码》的第⼀栏,MT101⽤01表⽰,依此类推,MT901⽤09表⽰,MT1001改⽤11,MT1009⽤19表⽰,MT1010⽤20,依此类推,MT1018⽤18,每个颜⾊代码代表现有⽣产的每种产品的颜⾊,如:MT101代表Mayline 胡桃⾊。
XX”表⽰产品流⽔号,相同编号的不同产品由流⽔号来区分,流⽔号从01⾄99共99个编号。
2.“1”半成品编码规则:A:Avenue M:MesaB:Aberdeen O:OSPC:Cosica P:OSSOD:Dena Q:TuohyE:Eclipse R:StorlieF:Offi S:SorrentoG:Mirrela T:ToscanaH:HBF U:UPI:Mira V:J:Empire W:K:Krug X:XenaliL:Luminany Y:N:Napoli Z:其它A:主桌B:后桌C:单脚副台D:桥接副台E:背柜F:柜桶G:吊柜桶H:横⽃柜I:横⽃吊柜J:空格柜K:圆桌L:会议桌N:⾐柜M:掩门柜O:⽩板P:中央抽Q:挂墙柜R:⽂件柜S:P/U形台T:前台U:四门矮柜V:⾓柜W:茶⼏X:四门四抽柜Y:⽅桌Z:其它编码的第四⾄五位数字“XX”表⽰产品部件名称,以下分别是每个字母所表⽰的各部件。
10-表面处理方法及标准

表面处理的代码及应用范围
表面处理的代码及应用范围网络能源有限公司修订信息表目录目录 (3)前言 (4)一、表面处理代码 (5)1 目的 (5)2 适用范围 (5)3 关键词 (5)4 引用/参考标准或资料 (5)5 规范内容 (5)5.1 术语 (5)5.2 技术说明 (6)5.3 备注 (6)二、表面处理工艺的应用范围 (12)1 目的 (12)2 适用范围 (12)3 关键词 (12)4 引用/参考标准或资料 (12)5 规范内容 (12)5.1术语 (12)5.2技术内容 (12)前言本规范由艾默生网络能源有限公司研发部发布实施,适用于本公司的产品设计开发及相关活动。
本规范由结构造型设计中心、SQE部门遵照执行。
本规范拟制部门:结构造型设计中心本规范拟制人:何浩本规范审核人:张士杰徐建平李立华本规范批准人:张运清一、表面处理代码1 目的本规范规定了图纸中标注表面处理时所用的代码内容,并说明了每种工艺所对应的技术要求以及每种外观要求应采用的标准样板。
2 适用范围本规范适用于艾默生网络能源有限公司产品的结构件零件和组合件的设计及图纸标注。
3 关键词表面处理电镀喷漆粉末喷涂标准代码4 引用/参考标准或资料下列标准包含的条文,通过在本标准中引用而构成本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
TS-S180003001铝合金表面处理技术规范TS-S180003002结构件电镀技术规范TS-S180003003金属零组件喷漆喷粉磷化技术规范TS-S180003005标准样板的规定及清单5 规范内容5.1 术语5.1.1 组合件:指用铆接、搭接、胶接、点焊、或压配合等类似方法组装在一起的部件。
5.1.2 无色阳极化:即无色硫酸阳极化(纯水封闭)。
5.1.3 光亮阳极化:即化学抛光后再进行无色硫酸阳极化处理。
5.1.4 喷砂光亮阳极化:即先喷砂再进行光亮阳极化处理。
汽车配件管理及营销 1-2汽车零部件的编号规则
是指配件的改进的次数,由“A” 开始顺序使用。
(6)颜色代码
如B41是黑色,U71是灰色,Q70 是米色。
THANK
(一)汽车零部件编号规则
2.源码 源码用三位字母、数字或字母与数字混和表示, 企业自定。
描述设计来源:指设计管理部门或设计系列
A 代码,由三位数字组成。
B 描述设计来源:指设计管理部门或设计系 列代码,由三位数字组成。
C 描述产品系列:指大总成系列代号, 由三位字母组成。
(
3.组号
一
用2位数字表示汽车各功能系统分类代号,按顺序排列。
(1)小组编码 把全车的一般配件按功能划分为若干个组,并给 每组指定2位数字的代码,称为小组编码。
(2)部位编码 对小组编码相同的配件,再按品种给予2位数字代码,称为部位编码。 (3)细分编码 当用前两项编码仍然不能确定一项配件时,则再给配件指定一位数 字代码,称为细分编码。如果有些配件还需要区分上下、左右、内 外,以及加大或缩小尺寸,也在此位给予代码。但细分编码仅用于 总成件或分总成件,不用于单一配件。
格混淆时,则该参数的全部规格均增为10倍表示。
(三)汽车标准件的编号规则
2.编号各部分的表示方法及含义 (5)机械性能代号 机械性能代号表示产品的性能等级。如果某一标准件仅有一种要求以及推荐采用的 基本要求,其相应的机械性能、材料代号应省略;选用其它机械性能、材料时应加 注相应的代号。 (6)表面处理代号 表面处理代号表示产品的表面处理状态。 如果某一标准件仅有一种要求以及推荐采 用的基本要求,其相应的表面处理代号应省略;选用其它表面处理方式时,应加注 相应的表面处理代号。 (7)分型代号 分型代号表示结构型式和功能要求。以一种结构型式为基础,通过改变局部结构型 式或增加新的技术内容所派生出的具有新增或不同功能的品种,其品种代号应与基 本品种一致,每种分别给出分型代号。在同一基本品种范围内,分型代号用一位大 写英文字母表示,由“A”开始顺序使用(不用字母“I”、“O”、“Z”)。
表面处理的代码及应用范围
表面处理的代码及应用范围网络能源有限公司修订信息表目录目录2前言4一、表面处理代码51 目的52 适用范围53 关键词54 引用/参考标准或资料55 规范内容55.1 术语55.2 技术说明65.3 备注6二、表面处理工艺的应用范围111 目的112 适用范围113 关键词114 引用/参考标准或资料125 规范内容125.1术语125.2技术内容12前言本规范由艾默生网络能源有限公司研发部发布实施,适用于本公司的产品设计开发及相关活动。
本规范由结构造型设计中心、SQE部门遵照执行。
本规范拟制部门:结构造型设计中心本规范拟制人:何浩本规范审核人:张士杰徐建平李立华本规范批准人:张运清一、表面处理代码1 目的本规范规定了图纸中标注表面处理时所用的代码内容,并说明了每种工艺所对应的技术要求以及每种外观要求应采用的标准样板。
2 适用范围本规范适用于艾默生网络能源有限公司产品的结构件零件和组合件的设计及图纸标注。
3 关键词表面处理电镀喷漆粉末喷涂标准代码4引用/参考标准或资料下列标准包含的条文,通过在本标准中引用而构成本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
TS-S180003001铝合金表面处理技术规范TS-S180003002结构件电镀技术规范TS-S180003003金属零组件喷漆喷粉磷化技术规范TS-S180003005标准样板的规定及清单5 规范内容5.1 术语5.1.1组合件:指用铆接、搭接、胶接、点焊、或压配合等类似方法组装在一起的部件。
5.1.2无色阳极化:即无色硫酸阳极化(纯水封闭)。
5.1.3光亮阳极化:即化学抛光后再进行无色硫酸阳极化处理。
5.1.4喷砂光亮阳极化:即先喷砂再进行光亮阳极化处理。
5.1.5黑色阳极化:即硫酸阳极化着黑色。
5.1.6金黄色阳极化:即硫酸阳极化着金黄色。
5.1.7喷砂光亮黑色阳极化:即先喷砂再进行化学抛光及黑色阳极化。
表面处理代码
技术有限公司内部技术规范表面处理代码2008年03月30日发布2008年03月30日实施录Table of Contents1表面处理代码编码规则 (3)2表面处理代码表示的内容 (3)3技术说明 (3)3.1代码所代表的工艺质量要求 (3)3.2关于作废代码的说明 (3)4附录:新旧标注的对应说明 (12)表目录List of Tables表1 表面处理代码对照表 (4)表2 已经作废的代码 (11)表3 新旧表面处理标注的对应关系 (12)1 处理代码编码规则表面处理代码以字母加数字表示。
其中字母取基体材料名称的拼音中第一位(“通用”代码除外);后三位数字为序号。
2 表面处理代码表示的内容表1 分类列出了每一代码所代表的详细工艺名称、工艺内容及加工所必须遵守的质量标准文件编号以及外观标准样板号。
所有图纸上出现的代码的加工处理方式应按表中对应的工艺及质量说明进行。
标准样板的说明参见DKBA 0.400.0001。
图纸上出现的几个代码相加情况时,表示生产加工时主要按代码顺序分别进行表面处理生产。
这种情况只存在以下两类:1)电镀锌后的局部喷粉(或喷漆):组合方式为:“电镀锌代码+钢基材喷粉的代码”(例如:G002+G108),表示电镀锌处理后再喷粉,注意此时的喷粉处理可以省略喷粉代码中的“磷化”过程。
2)铝阳极氧化后的局部喷粉(或喷漆):组合方式为:“阳极氧化代码+铝基材喷粉的代码”(例如:L001+L108),表示阳极氧化处理后再喷粉,注意此时的喷粉处理可以省略喷粉代码中的“化学转化”过程。
3 技术说明3.1 代码所代表的工艺质量要求表1 中,每一个代码后面都列出了质量规范的编号,表示这一代码的生产工艺质量必须满足这个规范中的质量标准要求。
表1中出现的“YB***”是外观标准样板代号,关于样板的详细说明可参见规范DKBA 0.400.0001《标准样板的规定及清单》。
出现了标准样板号的代码表示此生产工艺制作出的工件表面外观必须与这个代号的标准样板外观保持一致。
汽车常用标准件基础知识介绍
汽车常用标准件基础知识介绍汽车标准件产品编号规则一、编号组成:分型代号表面处理代号机械性能代号尺寸规格代号变更代号汽车标准件特征代号二、编号各部分的表示方法及含义:01、汽车标准件特征代号:以“汽”字汉语拼音第一位大写字母“Q” 表示。
02、品种代号:品种代号由三位数字组成,首位表示产品大类(大类含义见表1)。
第二为分级号、第三位组内序号、结构、功能。
03、变更代号:由于产品标准修订,虽然产品结构型式基本相同,但尺寸、精度、性能或材料等标准内容变更以致影响产品的互换时而给出的代号。
04、尺寸规格:尺寸规格代号可直接表示产品的主要尺寸参数。
05、机械性能代号:机械性能代号表示产品的性能等级。
机械性能按表2。
06、表面处理代号:表面处理代号表示产品的表面处理状态。
表面处理代号按表3。
07、分型代号:分型代号表示结构型式和功能要求。
三、编号示例01、六角头螺栓Q150B GB/T5783-2000 GB/T5782-2000 六角头螺栓Q151B GB/T5786-2000 GB/T5785-2000六角头螺栓Q151C GB/T5786-2000 GB/T5785-2000表示全螺纹表示表面处理为彩锌表示机械性能等级为10.9 级表示螺杆长度为100表示螺纹规格为M12 X 1.5表示变更代号表示产品品种为螺栓类表示汽车标准件特征代号编号示例:01)螺纹规格d= M12,公称长度1=50,性能等级8.8,镀锌钝化的六角头螺栓编号为Q150B125002)螺纹规格d= M12 X 1.25,公称长度1=50,性能等级10.9,防腐磷化的六角头螺栓编号为Q151B1250TF2.03)螺纹规格d= M12 X 1. 5,公称长度1=50,性能等级8.8,镀锌钝化的六角头螺栓编号为Q151C1250.02、六角法兰面螺栓GB/T16674-1996六角法兰面螺栓GB/T16674.1-2004编号示例:01)螺纹规格d= M12,公称长度1=50,性能等级10.9,镀锌钝化的六角法兰面螺栓编号为Q1841250TF 3.02)螺纹规格d= M12,公称长度1=50,性能等级8.8,镀锌钝化的六角法兰面螺栓编号为:GB/T 16674.1. M12X50 Q1841250T1F3 六角法兰面螺栓GB/T16674.2-2004编号示例:01)螺纹规格d= M12X 1.25,公称长度1=50,性能等级8.8,镀锌钝化的六角法兰面螺栓编号为:GB/T 16674.2 M12X 1.25 X 5002)螺纹规格d= M12X 1.5,公称长度1=50,性能等级8.8,镀锌钝化的六角法兰面螺栓编号为:GB/T 16674.2 M12X1. 5 X5003、六角螺母六角法兰面螺母(D ) Q34 0 B 1 2T 1 3F3(D)Q32 0 1 2T 1 3F3 编号示例:01)螺纹规格D= M12,性能等级8,镀锌钝化的1型六角螺母编号为Q340B1202)螺纹规格D= M12X 1.25,性能等级8,镀锌钝化的1型六角螺母编号为Q341B1203)螺纹规格D= M12X 1.5,性能等级8,镀锌钝化的1 型六角螺母编号为Q341C1204)螺纹规格D= M12,性能等级10,镀锌钝化的1型六角螺母编号为Q340B12T13F305)螺纹规格D= M12X 1.25,性能等级10,镀锌钝化的1 型六角螺母编号为Q341B12T13F31 型六角螺母细牙螺母8、10和12 级应进行淬火并回火处理04、六角法兰面螺母Q320 GB/T 6177(6177.1-2000)编号示例:01)螺纹规格D= M12,性能等级8,镀锌钝化的六角法兰面螺母编号为Q3201202)螺纹规格D= M12,性能等级10,镀锌钝化的六角法兰面螺母编号为Q340B12T13F3 03)螺纹规格D= M12 X 1.25,性能等级10,镀锌钝化的六角法兰面螺母编号为GB/T6177.2 M12X 1.2504)螺纹规格D= M12X 1.5,性能等级10,镀锌钝化的六角法兰面螺母编号为GB/T6177.2 M12X1.505、六角薄螺母Q350B (GB/T6172) Q351B Q351C (GB/T6173)编号示例:01)螺纹规格D= M12,性能等级04,镀锌钝化的六角薄螺母编号为Q3501202)螺纹规格D= M12X 1.25,性能等级05,镀锌钝化的六角薄螺母编号为Q351B12T15F 3 03螺纹规格D= M12X 1.5,性能等级05,镀锌钝化的六角薄螺母编号为Q351C12T15F 3六角薄螺母04 级可以不淬火, 05 级应进行淬火并回火处理。
(整理)基础数据编码规则
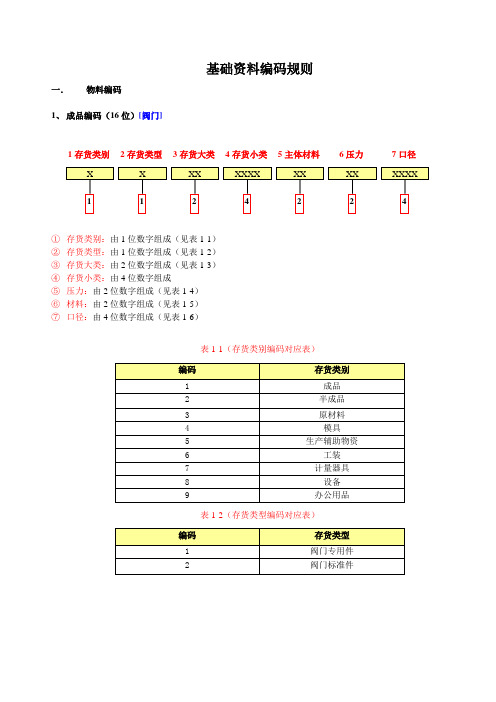
基础资料编码规则一.物料编码1、 成品编码(16位)[阀门]① 存货类别:由1位数字组成(见表1-1) ② 存货类型:由1位数字组成(见表1-2) ③ 存货大类:由2位数字组成(见表1-3) ④ 存货小类:由4位数字组成⑤ 压力:由2位数字组成(见表1-4) ⑥ 材料:由2位数字组成(见表1-5) ⑦ 口径:由4位数字组成(见表1-6)表1-1(存货类别编码对应表)表1-2(存货类型编码对应表)1存货类别 2存货类型 7口径 6压力 5主体材料3存货大类 4存货小类表1-3(存货大类编码对应表)表1-4(压力编码对应表)表1-5(材料编码对应表)表1-6(口径编码对应表)目的:1.在输入同一类型的阀门型号时,改变口径编码快速输入。
参考:品号编码的常用通则1.编码应反应不同种类物料的分类(解释:编码反应出存货类别和阀门类型)2.编码应反应不同产品系列的先后顺序(解释:同一类的阀门可依按口径排序)3.变动属性不应纳入编号原则(解释:不含变动属性)4.长短应适中(8-12 最佳) (解释:12位)5.避免有意义编号6.避免使用中英文字母混合(解释:全部为数字)7.避免使用特殊符号(., /,%,$,@)(解释:没有使用)8.同类编号长度应要求一致(解释:全部12位)9.编号应有防错功能(解释:全部为数字,不含数字0和字母O等容易混淆的编号)2、半成品专用件以外的:存货类别+存货大类+存货中类+存货小类+规格3、工具库物资:存货类别+存货大类+存货中类+存货小类+规格4、原材料专用件:存货类别+存货类型+存货小类+压力+材料类型+材料小类+口径5、原材料专用件以外:存货类别+存货大类+存货中类+存货小类+规格(流水号)6、机器设备:属固定资产未定义7、工装夹具:未定义8、计量器具:存货类别+存货大类+存货中类+存货小类+规格(流水号)9、办公用品:存货类别+存货大类+存货中类(没有用01补上)存货小类+规格(流水号)10,模具通用零部件:存货类别+存货大类+存货中类(没有用01补上)存货小类+规格(流水号)11,模具通用零部件以下外:存货类别+存货大类+存货中类(没有用01补上)存货小类+规格(流水号)10、 半成品编码(待定)① 存货类别:由1位数字组成(见表1-1) ② 半成品类别:由1位数字组成(见表2-1)表2-1(半成品类别编码对应表)2.1专用件编码(16位)① 存货类别:由1位数字组成(见表1-1) ② 阀门类型:由2位数字组成(见表1-2) ③ 压力:由2位数字组成(见表1-3) ④ 材料:由2位数字组成(见表1-4) ⑤ 专用件小类:由4位数字组成⑥ 口径:由4位数字组成(见表1-5)表2-1(零件名称编码对应表)1存货类别2阀门类型5阀门小类 6口径 3压力 4材料表2-2(零件特征说明)目的:1.在输入同一类型的零件时改变特征编码快速输入,增加输入速度。
2011华为技术规范DKBA04000002-H 表面处理代码

DKBA 华为技术有限公司内部技术规范Technical Specification of HuaweiTechnologies Co., LtdDKBA0.400.0002 REV.H代替To replace DKBA0.400.0002 REV.G表面处理代码Surface Treatment Code2011年09月30日发布2011年10月1日实施Released on Sep. 30, 2011 Implemented on Oct. 1, 2011华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration本规范拟制与解释部门:整机工程部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:DKBA0.400.0002 REV G相关规范或文件的相互关系:无规范号主要起草部门专家主要评审部门专家修订情况DKBA0.400.0002 -1999 结构造型设计部:郑玲15593/ 新发布DKBA0.400.0002 REV.1.0 结构造型设计部:郑玲15593/ 增加新代码DKBA0.400.0002 REV.2.0 结构造型设计部:郑玲15593/ 增加新代码DKBA0.400.0002 REV.A1 结构造型设计部:郑玲15593结构造型设计部:汤建强MQE:黄文源7536增加新代码DKBA0.400.0002 REV.4.0 结构造型设计部:郑玲15593结构造型设计部:曾献科3308增加以下新代码:G011/G108/G(L)121/G(L)122 /L021/ X003/X004 /F121/F219/F220;取消以下代码:G005/T004/T006/A001-2/A101- 106;更改G220为粉末涂层。
文件格式改版。
DKBA0.400.0002 REV.5.0 结构造型设计部:郑玲15593MQE:黄文源7536;TQC:钟钢6920增加新代码:G205/G123/G124/G125/G128/G129/G130/G206/L117/L124/L125/L126/L127/L128/L129/L130 /F215/F206/F207/F208/F209DKBA0.400.0002 REV.6.0 结构造型设计部:郑玲15593MQE:黄文源7536;TQC:张强4684深蓝色改为粉末涂层;增加热浸锌、达克罗的相应代码及要求;增加铝材上镀银、化学镀镍的代码及要求;增加新粉末涂料“支架灰”的代码及其要求;DKBA0.400.0002 REV.7.0 结构造型设计部:郑玲15593结构造型设计部:侯树栋10084MQE:黄文源7536;TQC:张强4684增加新代码:G136/L131~133/X005/X007/X008 /F002/F004/F006恢复T004“镀银”;取消G206;明确G001中包含浸漆要求;更改G128的内容;锡-铅合金镀层改为纯锡镀层。
汽车标准件基础知识
汽车常用标准件基础知识培训资料汽车常用标准件基础知识汽车标准件产品编号规则一、编号组成:Q□□□ T□ F□ □分型代号表面处理代号机械性能代号尺寸规格代号变更代号品种代号汽车标准件特征代号二、编号各部分的表示方法及含义:01、汽车标准件特征代号:以“汽”字汉语拼音第一位大写字母“Q”表示。
02、品种代号:品种代号由三位数字组成,首位表示产品大类(大类含义见表1)。
第二为分级号、第三位组内序号、结构、功能。
03、变更代号:由于产品标准修订,虽然产品结构型式基本相同,但尺寸、精度、性能或材料等标准内容变更以致影响产品的互换时而给出的代号。
04、尺寸规格:尺寸规格代号可直接表示产品的主要尺寸参数。
05、机械性能代号:机械性能代号表示产品的性能等级。
机械性能按表2。
06、表面处理代号:表面处理代号表示产品的表面处理状态。
表面处理代号按表3。
表307、分型代号:分型代号表示结构型式和功能要求。
由大写英文字母表示,由A开始,不使用(I、O),Q—全螺纹,M—涂密封胶,S—预涂锁固胶,L—左旋螺纹。
三、编号示例01、六角头螺栓Q150B GB/T5783-2000 GB/T5782-2000六角头螺栓 Q151B GB/T5786-2000 GB/T5785-2000六角头螺栓 Q151C GB/T5786-2000 GB/T5785-2000表示全螺纹表示表面处理为彩锌表示机械性能等级为10.9级表示螺杆长度为100表示螺纹规格为M12×1.5表示变更代号表示产品品种为螺栓类表示汽车标准件特征代号表示表面处理为彩锌表示机械性能等级为10.9级表示螺杆长度为100表示螺纹规格为M12×1.5表示变更代号表示产品品种为螺栓类表示汽车标准件特征代号编号示例:01)螺纹规格d= M12,公称长度l=50,性能等级,镀锌钝化的六角头螺栓编号为Q150B1250 02)螺纹规格d= M12×,公称长度l=50,性能等级,防腐磷化的六角头螺栓编号为Q151B1250TF2. 03)螺纹规格d= M12×1. 5,公称长度l=50,性能等级,镀锌钝化的六角头螺栓编号为Q151C1250.02、六角法兰面螺栓GB/T16674-1996六角法兰面螺栓GB/编号示例:01)螺纹规格d= M12,公称长度l=50,性能等级,镀锌钝化的六角法兰面螺栓编号为Q1841250TF 3.02)螺纹规格d= M12,公称长度l=50,性能等级,镀锌钝化的六角法兰面螺栓编号为:GB/T . M12×50六角法兰面螺栓GB/编号示例:01)螺纹规格d= M12×,公称长度l=50,性能等级,镀锌钝化的六角法兰面螺栓编号为:GB/T M12××50 02)螺纹规格d= M12×,公称长度l=50,性能等级,镀锌钝化的六角法兰面螺栓编号为:GB/T M12×1. 5×5003、 六角螺母 六角法兰面螺母D)(D )Q340B12T13F3表示表面处理为彩锌表示机械性能等级为10级表示螺纹规格为M12表示变更代号表示产品品种为螺母类表示汽车标准件特征代号Q32012T13F3表示表面处理为彩锌表示机械性能等级为10级表示螺纹规格为M12表示产品品种为螺母类表示汽车标准件特征代号编号示例:01)螺纹规格D= M12,性能等级8,镀锌钝化的1型六角螺母编号为Q340B1202)螺纹规格D= M12×,性能等级8,镀锌钝化的1型六角螺母编号为Q341B12 03)螺纹规格D= M12×,性能等级8,镀锌钝化的1型六角螺母编号为Q341C1204)螺纹规格D= M12,性能等级10,镀锌钝化的1型六角螺母编号为Q340B12T13F3 05)螺纹规格D= M12×,性能等级10,镀锌钝化的1型六角螺母编号为Q341B12T13F31型六角螺母细牙螺母 8、10和12级应进行淬火并回火处理04、六角法兰面螺母 Q320 GB/T 6177编号示例:01)螺纹规格D= M12,性能等级8,镀锌钝化的六角法兰面螺母编号为Q3201202)螺纹规格D= M12,性能等级10,镀锌钝化的六角法兰面螺母编号为Q340B12T13F3 03)螺纹规格D= M12×,性能等级10,镀锌钝化的六角法兰面螺母编号为GB/ M12×04)螺纹规格D= M12×,性能等级10,镀锌钝化的六角法兰面螺母编号为GB/ M12×05、六角薄螺母 Q350B (GB/T6172) Q351B Q351C (GB/T6173)编号示例:01)螺纹规格D= M12,性能等级04,镀锌钝化的六角薄螺母编号为Q3501202)螺纹规格D= M12×,性能等级05,镀锌钝化的六角薄螺母编号为Q351B12T15F3 03)螺纹规格D= M12×,性能等级05,镀锌钝化的六角薄螺母编号为Q351C12T15F3机械性能等级四、汽车紧固件一般技术要求01、机械性能:所有产品的机械性能中都规定了产品的材料要求、硬度要求、最小拉力载荷、保证载荷、标志要求、检验的试验方法及检测项目。
DIN50961-表面处理

DIN50961-表面处理与国际标准组织ISO出版发行的国际标准ISO2081-1986和ISO2082-1986的关系请参见注释.1. 应用范围和用途本标准适用于在做过铬酸钝化处理和未做过铬酸钝化处理的钢铁材料上的镀锌层和镀镉层. 本标准为不同的高负荷等级规定了最低限度的耐腐蚀性, 并为此规定了推荐的层厚度. 镀层或镀层系统用做防腐蚀和/或用于装饰.本标准不适用于半成品.*1对于机械连接件, 适用DIN267第9部分.对于构件的螺纹应在协议中规定.*1 ―半成品‖含义参见DIN199第2部分注释: 使用本标准时应注意危险品的规定, MAK数值表, TRK目录, 和其它技术调节机构如UVV 电镀技术(VBG 57).2 概述2.1电镀层电镀层是金属层, 是在阴极从电解液中沉积到导电构件上(参见DIN50965/02.82).2.2 铬酸钝化处理铬酸钝化处理是通过含有铬化合物的并适用于此用途的溶液进行处理, 制造出基本由铬化合物组成的镀层.注释: 铬钝化处理层可用到锌电镀层和镉电镀层上, 以改善外观和提高耐腐蚀性.在镀层或类似的层面上, 一般通过铬酸钝化处理可提高对锌电镀层和镉电镀层的附着.2.3 基本面(功能面)参见DIN50982第9部分.如果没有另外的规定, 则所有能和20mm 直径的球接触的面都可认为是基本面.3. 表示式关于表示式的结构和在表示式中使用的缩写符号, 请参见DIN50960第1部分中的内容. 例子:对于按照DIN50961的规定, 在具有8μm厚锌镀层(Zn8) 的钢结构件(Fe)上进行了兰色铬酸钝化处理(B) 的锌镀层表示式:镀层 DIN 50 961 – Fe / Zn 8 B对于按照DIN50961的规定, 在具有12μm厚镉镀层(Cd12) 的钢结构件(Fe)上进行了黄色铬酸钝化处理(C) 的镉镀层表示式:镀层 DIN 50 961 – Fe / Cd 12C对于按照DIN50961的规定, 在具有12μm厚锌镀层(Zn12) 的钢结构件(Fe)上进行了橄榄色铬酸钝化处理(D) 并加以封闭(d)的锌镀层表示式:镀层 DIN 50 961 – Fe / Zn 12 D d对于按照DIN50961的规定, 在具有8μm厚锌镀层(Zn8) 的钢结构件(Fe)上进行了黑色铬酸钝化处理(F) 的锌镀层表示式:镀层 DIN 50 961 – Fe / Zn 8 F4. 订货说明订货时应提供第7节规定的负荷得等级, 并同时提供本标准的编号和镀层金属. 必要时还应提供铬酸钝化处理的规定和后处理的规定, 或者提供第3节规定的表示式.其它有关制造商和买方之间的协议的说明在DIN50960第1部分中规定. 5. 表面性质5.1 基本材料镀锌或镀镉的构件不应有材料的缺陷, 加工的缺陷或表面的缺陷. 这些缺陷将对镀层的外观和/或耐腐蚀性产生不利的影响. 例如用轧制产品制成的工件上的裂纹, 孔穴, 杂质和分层现象; 在铸件上的缩孔, 焊疤, 收缩裂纹, 缺口裂纹, 以及涡状孔, 和收缩孔穴等缺陷. 影响镀层厚度, 测量结果和腐蚀程度的因素包括表面性质, 和表面的微几何外形. 因此建议在制造商和买方之间订立协议予以规定.对于高强度材料, 无论是预处理时, 还是在镀锌或镀镉时, 都有可能出现氢诱发的脆裂现象(请参见DIN 50969*).* 目前处于起草阶段.5.2 镀层在镀锌或镀镉的构件在基本面上(参见第三节)应该没有可影响外观和耐腐蚀性的缺陷,确例如粗大的孔和裂纹(请参见DIN 50903), 粗糙表面, 斑点和非故意造成的污染. 镀层必须附着在构件上. 关于镀层附着能力试验方法的选择应该在制造商和买方之间订立协议予以规定.6. 镀层厚度6.1概述然而, 按照表1和表2中对于基本面所推荐的最小厚度并不能保证成品件的耐腐蚀性. 在规定基本面时, 应考虑与镀锌或镀镉的构件形状有关的镀层厚度分布.6.2镀层厚度测量镀锌层或镀层镉的厚度可通过破坏性或非破坏性方法测量. 破坏性测量可采用以下方法: - DIN 50955 规定的库仑分析法.- DIN 50950 规定的显微镜法.- DIN 50933 规定的利用一个卡规进行差分测量的方法.- DIN 50988第一部分规定的重量分析法.- DIN 50988第二部分规定的容量分析法.*非破坏性方法测量可采用以下方法:- DIN 50981 规定的磁化方法.- DIN 50983 规定的利用β –反散射的方法.- DIN 50983 规定的利用X –射线荧光法.铬酸钝化处理层的厚度不予考虑.7. 负荷等级负荷等级用数值表示在使用电镀构件时和在必要情况下使用铬酸钝化处理层的构件时所期望的耐腐蚀程度:4 特别强3 强2 一般1 较弱在表1和表2中列出了在短时间试验中能达到最小稳定性的负荷等级与所推荐镀层厚度之间的关系(结果评价参见8.1节).表1: 关于镀锌层和铬酸钝化处理镀锌层的试验方法, 试验持续时间和推荐的最小镀层厚度(DIN 50980 规定的评价数字10)负荷等级DIN 50960 第一部分中规定的铬酸钝化处理方法的类别DIN 50018 – KFW 2.0 S* 规定的冷凝水坝- 气候变化的循环 DIN 50021 –SS* 规定的喷盐雾试验的持续时间(小时) 推荐的最小镀层厚度(μm)4 X ohne 7 192 25CD 10 3603 X ohne 3 96 12CD 5 1922 X ohne 2 48 8XABF 3 72CD 4 1201 X ohne 1 24 5XABF 1 48CD 2 72* 目前处于起草阶段.表2: 关于镀镉层和铬酸钝化处理镀镉层的试验方法, 试验持续时间和推荐的最小镀层厚度(DIN 50980 规定的评价数字10)负荷等级DIN 50960 第一部分中规定的铬酸钝化处理方法的类别DIN 50018 – KFW 2.0 S* 规定的冷凝水坝- 气候变化的循环 DIN 50021 –SS* 规定的喷盐雾试验的持续时间(小时) 推荐的最小镀层厚度(μm)4 X ohne 8 360 25CD 12 4803 X ohne4 192 12CD 5 2402 X ohne 2 72 8XABF 2 96CD 3 1201 X ohne 1 48 5XABF 1 72CD 2 96* 目前处于起草阶段.8. 短时间的腐蚀试验和评价对于承受负荷等级3和4的构件, 一般建议采用方法类别 C和D规定的铬酸钝化处理(参见DIN50960第1部分.). 这种铬酸钝化处理在短时间的腐蚀试验中可产生很高的保护值. 从短时间的腐蚀试验的结果中, 还不能马上对使用中的镀锌或镀镉的构件及铬酸钝化处理的构件的腐蚀表现下结论. 但能够对不同的层系统进行质量评定. 基本材料的腐蚀按照标准方式对照表1和表2试验的样品进行评价. 求值按DIN 50980的规定进行,还应当对允许的评价值达成协议,对于基本面小于25mm2的试样,应当对试样的数目和允许的评价值达成协议。
金蝶物料编码规则
包括:一、类、有、变、数、短、长、跳。
一、求唯一通常情况下,只要物料的物理或化学性质有变化,只要物料必须要在仓库中存储,就必须为其指定一个编码,即通常所说的一物一码。
比如某零件要经过冲压成型、钻孔、喷漆三道工序才能完成。
如果该物料的三道工序都在同一车间完成,不更换加工单位,即冲压成型后立即进行钻孔,紧接着进行喷漆,中间没有入库、出库处理,则该物料可取一个代码。
如果该物料的三道工序不在同一个车间完成,其顺序是冲压、入库、领料、钻孔、入库、领料、喷漆、入库,则在库存管理中为了区分该物料的三种状态,必须编制不同的物料编码。
二、分类别在编码时,一般会按一定的分类方式对编号进行分类,这样,在日常的查询或报表列印时,同类的资料才能排在一起,便于我们比较和汇总统计等。
通常我们在对物料进行编码时,会按大类-中类-小类-流水号的形式进行编码,比如,第一码表示大分类,如成品,原材料,半成品等,第二、三码表示中分类,第四、五、六码表示小分类,最后是三位的流水号,通过这样的分类,我们可以保证相同类的物料在做统计分析时是可以排在一起的。
三、勿有意我们在给客户辅导编码时,非专业性的人员通常都要求让编号反映某些意义,使得编号容易记忆或者可以望“字“生义,常常会将英文单词的首几位或缩写字母编在编号上;再有,还要把物料的规格、尺寸等属性也要反映在料号中。
在资料量不大时,这种编码方式的确可能比较方便,使用起来可能会比较符合使用者现时的习惯,但是当资料数量越来越大时,要记忆的东西太多了,实际上已经达不到当初设想的易于记忆的目的了,结果给后续新增编码造成很大的困扰,无法进行新增编码的编制。
在很多企业中,常常就是为了要整理理出有意义的料号体系,而使得编号工作变得非常困难,经常会组织很多部门,来讨论如何才能将这些有意义的东西编到编码中去,耗费了大量的人力、物力和时间,经常是编到一半发现无法编制下去。
比如,我们在编电阻的编码的时候,客户人员常常会要求将阻值、材质加到编码中,甚至将10的几次“方“也要加到编码中,以方便看了编码就知道电阻的阻值和材质。
华为表面处理代码

DKBA 华为技术有限公司内部技术规范DKBA0.400.0002 REV.9.0代替DKBA0.400.0002 REV.8.0表面处理代码Surface treatment code2006年8月1日发布2006年8月1日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration 本规范拟制与解释部门:整机工程部结构造型设计部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:DKBA0.400.0002 REV8.0相关规范或文件的相互关系:无规范号主要起草部门专家主要评审部门专家修订情况DKBA0.400.0002 -1999 结构造型设计部:郑玲15593新发布DKBA0.400.0002 REV.1.0 结构造型设计部:郑玲15593增加新代码DKBA0.400.0002 REV.2.0 结构造型设计部:郑玲15593增加新代码DKBA0.400.0002 REV.A1 结构造型设计部:郑玲15593结构造型设计部:汤建强MQE:黄文源7536增加新代码DKBA0.400.0002 REV.4.0 结构造型设计部:郑玲15593结构造型设计部:曾献科3308增加以下新代码:G011/G108/G(L)121/G(L)122 /L021/ X003 /X004/F121/F219/F220;取消以下代码:G005/T004/T006/A001-2/ A101- 106;更改G220为粉末涂层。
文件格式改版。
DKBA0.400.0002 REV.5.0 结构造型设计部:郑玲15593MQE:黄文源7536;TQC:钟钢6920增加新代码:G205/G123/G124/G125/G128/G129/G130/G206/L117/L124/L125/L126/L127/L128/L129/L130/F215/F206/F207/F208/F209DKBA0.400.0002 REV.6.0 结构造型设计部:郑玲15593MQE:黄文源7536;TQC:张强4684深蓝色改为粉末涂层;增加热浸锌、达克罗的相应代码及要求;增加铝材上镀银、化学镀镍的代码及要求;增加新粉末涂料“支架灰”的代码及其要求;DKBA0.400.0002 REV.7.0 结构造型设计部:郑玲15593结构造型设计部:侯树栋10084MQE:黄文源7536;TQC:张强4684增加新代码:G136/L131~133/X005/X007/X008/F002/F004/F006恢复T004“镀银”;取消G206;明确G001中包含浸漆要求;更改G128的内容;锡-铅合金镀层改为纯锡镀层。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表面处理
QY8*** 塑料 螺帽or螺丝系列 LM9*** TL 0 *** * ***
仿金(锆金) 18K钛金色 黑镍BN 镀镍PN 亮光镍拉丝SN 亚光镍拉丝DSBN 白铁拉丝DSSS 拉丝铭SC 白色烤漆BLWH 饼干色烤漆BLBC 奶黄色ALM 奶白色BIS 青古铜拉丝AB 黑色烤漆BLBK 镀鉻CP 铬拉丝CB 亚光黑喷塑FB 橡胶黑拉丝VB 橡胶黑ORB 亮铜BB 红古铜AC 鍍五彩鋅色ZP 白色WH 饼干色BC 灰色:GY 黑色:BK
① ② ③ ④ ⑤ ①:零件名称代码:配件分类代号,见上图各系列项; ②:零件名称代号:配件分类代号,见上图各系列项; ③:流水号:各配件分类后的流水号; ④:材料代号:材料为SUS430时代号可省略;铜代号为 T ;SUS304代号为 S ;SUS201代号为 M ;
注:橡胶件锻造成型料不标材料代号;代表切割成型料代号为 T ;非常做材料则 (*) <*:代表橡胶代码>;
⑤:表面处理代号:见上图表面处理项; 注:如该配件为组合件则以大配件为主编号并在④后面加(Z)
编制:
审核:
批准:
米色:BGE
玉环康宇铜业有限公司
落水器配件编号规则 提拉杆系列 TL0*** 内篮系列 NL1*** 止水塞系列 ZS2*** 本体系列 BT3*** 垫片系列 DP4*** 落水器 KY-1XXX 外罩系列 WZ5*** 接管系列 JG6*** 芯子系列 XZ7***
其余(卡簧弹簧)系列
文件号: 版 次:
HQ75005 II