德国表面处理汇总
钢铁表面处理标准说明及各标准比较

钢铁表面主要表面处理标准GB8923-88 中国国家标准ISO8501-1:1988 国际标准化组织标准SIS055900-1967 瑞典标准SSPC-SP2,3,5,6,7和10 美国钢结构涂装协会表面处理标准 BS4232 英国标准DIN55928 德国标准JSRA SPSS 日本造船研究协会标准国标GB8923-88 对除锈等级描述:喷射或抛射除锈以字母“Sa”表示。
本标准订有四个除锈等级:Sa1 轻度的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮,铁锈和油漆涂层等附着物。
Sa2 彻底的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且氧化皮,铁锈和油漆涂层等附着物已基本清除,其残留物应该是附着牢固的。
Sa2.5 非常彻底的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
Sa3 钢材表面外观洁净的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽。
手工和动力工具除锈以字母“St”表示。
本标准订有二个除锈等级:St2 彻底的手工和动力工具除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
St3 非常彻底的手工和动力工具除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
除锈应比St2更为彻底,底材显露部分的表面应具有金属光泽。
我国的除锈标准与相当的国外除锈标准对照表:注:SSPC中的Sp6比Sa2.5 略为严格,Sp2为人工钢丝刷除锈,Sp3为动力除锈。
表面粗糙度及其评定喷砂、抛丸、手工和动力除锈,其目的除达到前述一定的表面清洁度外,还会对钢铁表面造成一定的微观不平整度,即表面粗糙度。
对于涂漆前钢铁表面的粗糙度通常以一些主要的波峰和波谷间的高度值来表示。
钢铁表面粗糙度对漆膜的附着力,防腐蚀性能和保护寿命有很大影响。
标准件标准区分

标准件标准区分标准件不同标准的区分德国的螺栓、螺母、垫圈国标DIN931、DIN934、DIN933、DIN127、DIN125、DIN434、DIN912对应我国的国标DIN125-A ——平垫——GB97.1-85DIN125-B——平垫(带倒角)——GB97.2-85DIN127-A ——重型弹垫——GB7244DIN127-B ——标准弹垫——GB93-87DIN434 ——方斜垫圈(U型)——GB852-88DIN912 ——内六角圆柱头螺钉——GB70-85DIN931——六角头螺栓(半牙)——GB5782-86DIN933 ——六角头螺栓(全牙)——GB5783-86DIN934 ——六角头螺母(1型)——GB6170-86标准就是规范,每个国家和部门都有自己的标准。
目前,我们在平时的业务中最常用到的标准有以下几种:GB—中国国家标准(国标)ANSI—美国国家标准(美标)DIN—德国国家标准(德标)ASME—美国机械工程师协会标准JIS—日本国家标准(日标)BSW—英国国家标准GB—国家标准是我国众多标准中的一种,另外还有行业标准,专业标准和部门标准等。
国家标准又分:GB(强制性标准)和GB/T (推荐性标准)以及GBn (国家内部标准)等。
我们平常看到的像GB30,GB5783等等都是强制性的标准。
以上几种标准除了一些基本尺寸如头部对边、头部厚度等的不同以外,最主要的是螺纹部分的不同。
GB、DIN、JIS等的螺纹都有是以MM(毫米)为单位,统称为公制螺纹。
另像ANSI、ASME等的螺纹是以英寸为单位的称为美标螺纹。
除了公制螺纹和美制螺纹外还有一种BSW—英制标准,其螺纹也是以英寸为单位,俗称惠氏螺纹。
公制螺纹是以MM(毫米)为单位,它的牙尖角为60度。
美制螺纹和英制螺纹都是以英寸为单位的。
美制螺纹的牙尖角也是60度,而英制螺纹的牙尖角为55度。
由于计量单位的不同,导致了各种螺纹的表示方法也不尽相同。
钢材类型品牌及表面处理方法
钢材的类型、品牌及表面处理方法表面处理方法:1.氮化处理2.热处理(一)C45 W 中炭钢美国标准编号:AISI 1050 ~ 1055;日本标准编号:S50C~ S55C德国标准编号:1.1730。
中炭钢或45# 钢香港称为王牌钢,此钢材的硬度为:HB170 ~ HB220,特点:价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材。
(二)40 CrMn Mo 7 预硬塑胶模具钢美国、日本、新加坡、香港、中国标准编号:AISI P20,德国及有些欧洲国家编号:DIN:1.2311、1.2378、1.2312。
特点:此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由28 ~ 40 HRC 视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用。
品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB 一胜百牌,瑞典产的有两种不同硬度,718S HB290~HB330(33~34HRC)、718H HB330~HB370 (34~38HRC)。
大同钢厂,日本产:NAK 80(硬度40HRC+20)及NAK55(硬度40HRC+20)两种,一般情况下,NAK 80做定模镶件,NAK55做动模镶件,要留意NAK55 不能直接做EDM皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN ,德国产,有好几种编号:GS-711(硬度34~36HRC)、GS738(硬度32~35HRC)、GS808V AR (硬度38~42HRC)、GS318(硬度29~33HRC)、GS312(硬度29~33HRC),GS312含硫不能做EDM纹,在欧洲做模架较为普遍,GS312的Code 为40 Cr MN Mo S8 ,百禄(BOHLER)奥国产,编号有:M261(38~42HRC)、M238(36~42HRC)、M202(29~33HRC),M202不能做EDM纹,也是含硫,尚有其它品牌,不能尽录。
DIN 55928

替代`77.01版本1991年5月与国际标准机构(ISO)制定的标准ISO8501—1:1988 之间的相互关系请看说明。
“金属材料构件通过涂层和衬里来防腐”DIN55928包括以下部分:DIN55928第1部分一般介绍,概念,腐蚀强度。
DIN55928第2部分有利于防腐的结构。
DIN55928第3部分防腐工作计划。
DIN55928第4部分表面的预处理和检查。
DIN55928第4部分的附录1 比较样板图片DIN55928第4部分的附录1 A1 DIN55928第4部分的附录1的更改。
DIN55928第4部分的附录2 对部分钢表面进行打磨预处理的样板图片(标准—清洁度Pma)DIN55928第4部分的附录2 A1 DIN55928第4部分的附录2的更改。
DIN55928第5部分防腐系统和涂层材料。
DIN55928第6部分防腐工作的执行和监督。
DIN55928第7部分检查表面的技术条例。
DIN55928第8部分(草案)薄壁结构的防腐。
DIN55928第9部分涂层材料,粘和剂和涂料的配方。
德国DIN标准化研究所喷涂材料和类似涂层材料标准化协会(FA)建筑工程标准化协会(NABau)喷砂材料标准化协会(Astra)目录1.目的和使用范围2.一般介绍3.预处理表面的原始状态3.1 未涂层表面3.2 涂层表面4.表面清洁度,表面预处理方法4.1 清洁程度要求和清洁度4.2 外来涂层/附着物的清除4.3 本身涂层和附着物的清除4.3.1 去氧化皮4.3.2 除锈4.3.3清除镀锌层腐蚀物质4.4 机械化表面预处理方法4.4.1 喷砂4.4.1.1 喷砂系统4.4.1.1.1 干式喷砂4.4.1.1.2 潮湿喷砂4.4.1.1.3 湿式喷砂4.4.1.2 喷砂材料4.4.1.3 特殊情况下喷砂的使用4.4.1.3.1 薄钢板的喷砂4.4.1.3.2 清扫式喷砂4.4.1.3..3 点式喷砂4.4.2 使用手工工具进行机械式表面预处理4.4.3 使用电动工具进行机械表面预处理4.5 高温表面预处理方法(火花除锈)4.6 化学表面预处理方法(酸洗)4.7 锈蚀转化剂,锈蚀稳定剂,和渗透剂4.8 环境条件对表面预处理和表面清洁度的影响4.9 预处理过程中周围环境的保护4.10 预处理表面的质量检查4.10.1 肉眼可见污渍的检查4.10.2 肉眼不可见污渍的检查5.表面粗糙度5.1 一般介绍5.2 经过喷砂处理后的粗糙度检查6.预处理表面处理完毕后,涂层加工之前的过渡性保护7.经过过渡性保护或部分经过过渡性保护的表面要继续涂层前的处理7.1焊接,铆接,螺钉和其它连接部位的预处理7.2 涂层表面还需做进一步涂层时的预处理7.3 需涂层的热度锌表面预处理7.3.1镀锌层缺陷部位和因安装、运输造成损伤的部位的处理7.3.2未经风蚀的热镀锌表面预处理7.3.3经过风蚀的热镀锌表面预处理涉及的标准和其它资料其它有关标准更改说明1.目的和使用范围:[1](1)钢结构件[1]的防腐保护涂层和衬里的效果和使用寿命(下面简称涂层和衬里)在很大程度上取决于需要防腐的表面的预处理质量。
表面处理标准大众13750-中文

保密,保留所有权力。
未经大众汽车集团标准部门的许可,不得复制或转换本文件的任何一部分。
合同当事方仅能通过B2B供应商平台“”获取本标准。
第2页删除了“带微小裂缝的光亮镀铬处理”表面保护类型(代码f320),(代替以Ofl-f350)。
制定了“镀锡处理”表面保护类型的涂层厚度(代码g...)。
增补了电解沉积铝和铝/猛合金涂层的表面保护类型(代码q600, q605, q610, q615)。
含六价铬Cr(VI)的“镀锌/铁合金处理”表面保护类型(代码r600, r605, r610, r620 和r630),限于可行的应用(不再允许用于新设计,有关替代类型请参见表A.1)。
增补了不含六价铬Cr(VI)的“镀锌/铁合金处理”表面保护类型(代码r301和r302)。
“镀锌/镍合金处理”表面保护类型(代码r640, r650, r660, r665, r670, r675),限于可行的应用(不再允许用于新设计,有关替代类型请参见表A.1)。
增补了不含六价铬Cr(VI)的“镀锌/镍合金处理”表面保护类型(代码r642, r643, r649, r672, r673和r677)。
增补了不含六价铬Cr(VI)的“复合镀层处理”表面保护类型(代码s611, s617, s621和s627)。
含六价铬Cr(VI)的“复合镀层处理”表面保护类型(代码s610, s615, s620和s625),限于可行的应用(不再允许用于新设计,有关替代类型请参见表A.1)。
“锌片涂层”表面保护类型(代码t300, t310, t320, t345, t600, t620和t645),限于可行的应用(不再允许用于新设计,有关替代类型请参见表A.1)。
增补了不含六价铬Cr(VI)的“锌片涂层”表面保护类型(代码t602, t611, t615和t647)。
重新增补了“表面镀黑抛光处理”表面保护类型(代码u110)。
含六价铬Cr(VI)的“渗铬处理”表面保护类型(代码v110),限于可行的应用(不再允许用于新设计,代替以Ofl-v111)。
DELTA表面处理

Iso7380 10.9 DELTA-SM8X20DELTA表面处理达克罗是DACROMET译音和缩写,简称达克罗、达克锈、迪克龙。
国内命名为锌铬涂层,是一种新型的耐腐涂层,与传统的电镀锌相比:锌铬涂层耐腐蚀性能极强,是镀锌的7—10倍,无氢脆性,特别适用于高强度受力件,高耐热性、耐热温度300℃,尤其适用于汽车、摩托车发动机部件的高强度构件,高渗透性、高附着性、高减磨性、高耐气候性、高耐化学品稳定性、无污染性。
达克罗技术的基体材料范围:钢铁制品及有色金属如铝、镁及其合金,铜、镍、锌等及其合金。
而且涂覆全过程中无污染,在金属表面处理历史上是一场革命,是当今世界上金属表面处理富有代表性的高新技术。
达克罗最早诞生于二十世纪五十年代末,在北美、北欧寒冷的冬天,道路上厚实的冰层严重阻碍机动车的行驶,人们用盐撒在地上的方法来降低凝固点的温度,这样缓解道路畅通问题,但是紧接而来的氯化钾中的氯离子侵蚀了钢铁基体,交通工具严重受损、严峻的课题出现了。
美国的科学家迈克·马丁研制了以金属锌片为主同时加入铝片、铬酸、去离子水做溶剂的高分散水溶性涂料,涂料沾在金属基体上,经过全闭路循环涂覆烘烤,形成薄薄的涂层,达克罗涂层成功地抵抗氯离子的侵蚀,防腐技术进入了新的台阶,革新了传统工艺防腐寿命短的缺陷。
由此,达克罗技术被美国军方采纳,成为一项防腐军事技术(美军标MTL-C-87115),到了七十年代日本的NDS公司从美国MCI 公司引入达克罗技术,并且买断了在亚太地区的使用权,并控股美国MCI公司。
岛国的日本每年钢铁件腐蚀吨位大,因此她尤其注重防腐技术,达克罗技术又通过日本的改良后,在本国并迅速发展了100余家涂覆厂以及70余家制药单位,一些发达国家也纷纷引进达克罗技术,中国在1994年正式从日本引进达克罗技术,最初仅用于国防工业和国产化的汽车零部件,现已发展到电力、建筑、海洋工程、家用电器、小五金及标准件、铁路、桥梁、隧道、公路护栏、石油化工、生物工程、医疗器械粉末冶金等多种行业。
VDA16-表面检测标准

VDA 16德国汽车工业协会汽车工业的质量管理汽车内外装配-和功能件的装饰表面评价条件特征定义和缺陷分类验收准则2004年第1版汽车内外装配-和功能件的装饰表面评价条件特征定义和缺陷分类验收准则2004年第1版VDA德国汽车工业协会前言制订本卷时有来自下列企业的同事参加:Adam Opel AG(欧宝)Alcan Singen GmbHAudi AG 奥迪BMW AG宝马DECOMA Germany GmbH Werk PrometalDURA Automotiv Body & Glass Systems GmbH Erbsloeh AGIBB InternationalIralco LtdJAC Products Holding Europa GmbHCarl Kittel Autoteke GmbHLinden GmbH &C.o KG林德SAM Sueddeutsche Aluminium Manufaktur mbH Silmet Societa Italiana Lavorazioni Metalli s.p.aV olkswagen AG大众Walter Klein GmbH &C.o KGWiegand GmbH威岗Zentralverband Oberflaechentechnik 表面技术总协会2004年6月, 上乌瑟尔VDA德国汽车工业协会目录前言1. 目的2. 应用范围3. 适用范围4. 评价区域5. 评估条件5.1 位置5.2 照明条件5.2.1 亮度和色温5.2.2 光线入射角度5.2.3 光源定向5.3 观察间距5.5 目标约定5.5.1 ppm(百万分之一)和适用范围5.5.2 质量状况5.5.3 获得质量状况5.5.4 特殊PPM-约定6. 特征定义和缺陷分类7.验收准则7.1 允许有公差范围的缺陷特征7.2 可计数的特征7.2.1 分类7.2.2 许可的缺陷密度/出现频率8. 评价方法9. 其它10 附录10.1 允许有公差范围的特征的举例表格10.2 可计数的特征的举例表格,按照表格10,1 10.2.1 按照数量和许可的出现频率分类举例10.2.1 按照个别缺陷相互最小间距分类举例10.3 用于特征分类的图片样本10.4 文献目录1. 目的1.1 本卷VDA用于OEM(初始设备制造厂家)和供货商之间关于装饰表面技术规范谈判的基础,其协商结果将确定写入合同细节。
达克罗-表面处理方式

1、 汽车、摩托车行业:达克罗技术起源于汽车行业,世界著名的汽车制造公司,如美国的通用、福特、克莱斯勒,法国 的雷诺,德国的大众,意大利的菲亚特以及日本的丰田、三菱等在汽车零部件表面处理上均要求使用达克罗技术。汽车零部 件经过达克罗处理具有较高的稳定性、防热、防潮及防蚀性。随着我国加入 WTO,我国汽车工业与国际接轨的步伐越来越快, 达克罗技术在国产汽车业上的应用前景越来越广阔。 2 、电器通讯行业:家用电器、电子产品、通讯器材等高档产品的零部件、原器件、配套件等,有的需长期置于户外,所 以对产品的质量要求较高,过去使用电镀锌的方法,质量低且达不到要求。如果使用达克罗技术处理,产品的防腐性能将大 大提高,产品的使用寿命、质量也将大幅提高,同时美化了环境,扩大了市场。所以国内已有越来越多的企业开始采用该项 技术。如广州“美的”空调、“皇明”太阳能热水器、联通通讯发射塔、中兴通讯的户外机柜体,等等。 3 、交通设施行业:地铁和隧道都处于地下,环境阴暗潮湿,通风较差;大桥、高架、港口机械长期处于户外日晒雨淋,它 们均极易生锈,很快就会发生锈蚀现象,大幅降低了安全系数。如果关键的结构件和紧固件采用达克罗技术处理,不但安全 可靠,而且美观持久。现在国内的地铁工程、港口机械等已开始运用达克罗处理技术。
机械工业部紧固件产品质量
9
螺栓拉力试验
检测中心 (上海)
GB3098.1
94.8KN 颈头无断裂
耐冲性(Ф
25.4mm1000g50cm) 上海市化工产品质量监督检 10 测中心 (达克罗涂层样板)
杯突试验(≥6mm)
GB/T 1732 GB/T 7642
福莱格霍莫尔产品手册说明书

福莱格霍莫尔产品手册德国福莱格霍莫尔紧固件集团福莱格霍莫尔公司于1946在德国斯图加特成立。
在国际化进程中,公司分别在美国,中国台湾,中国天津,法国,俄罗斯,波兰,墨西哥,和泰国设有子公司与合资公司。
集团拥有员工890名。
2015年总销售额超过20亿人民币。
几十年以来福莱格霍莫尔公司专注于紧固技术和连接技术的研发与生产。
公司拥有的大量国际专利技术,其中国际专利产品FS-全钢防松自锁螺母系列在轨道交通,汽车制造,风能发电,机械制造,矿山及工程机械,建筑桥梁,船舶制造和航空航天等制造行业中,为国际知名客户的产品提供了优质的安全保障。
目录FS -全钢防松自锁螺母DIN980 / ISO 7042 -------------------------------------------------------------------------------------------------2 FS-全钢防松自锁螺母细牙DIN EN ISO 10513-------------------------------------------------------------------------------------------3 FS-全钢防松自锁法兰螺母DIN ISO 7044 / DIN EN 1664-------------------------------------------------------------------------------4 FS -全钢防松自锁螺母(特型螺母)----------------------------------------------------------------------------------------------------------5 FS -全钢防松自锁螺母DIN 267 –2 / ISO 4759 –1 --------------------------------------------------------------------------------------6 FH -尼龙嵌件防松螺母DIN 985 (薄型)-----------------------------------------------------------------------------------------------------7 FH -尼龙嵌件防松螺母DIN 982 (厚型) -----------------------------------------------------------------------------------------------------8 FH -尼龙嵌件防松法兰螺母DIN EN 1663-------------------------------------------------------------------------------------------------9 FH –CNC 高精密机加工件-------------------------------------------------------------------------------------------------------------------10 FH -冷镦压件-------------------------------------------------------------------------------------------------------------------------------11/12 FH -油堵螺丝-----------------------------------------------------------------------------------------------------------------------------------13FS-全钢防松自锁螺母DIN980 / ISO 7042d h s e min.M5588.79M661011.05M881314.38M10101718.9M12121921.1M14142224.49M16162426.75M18182729.56M20203032.95M22223235.72M24243639.55M27274145.63M30304650.85M36365560.79M39396066.44M42426572.61M48487583.91M56568595.07M646495106.37编号材料强度级别表面处理FS 8011碳钢8镀白锌FS 8012碳钢8镀黄锌FS 8013碳钢8DAC 达克罗FS 8014碳钢8Geomet 交美特FS 8121碳钢10镀白锌FS 8122碳钢10镀黄锌FS 8123碳钢10DAC 达克罗FS 8124碳钢10Geomet 交美特FS 8231碳钢12镀白锌FS 8232碳钢12镀黄锌FS 8233碳钢12DAC 达克罗FS 8234碳钢12Geomet 交美特FS 7012不锈钢A28-FS 7013不锈钢A48-FS 7014不锈钢A28带涂层FS 7015不锈钢A48带涂层FS 9016耐高温材料8-FS 201铜--FS-全钢防松自锁螺母细牙DIN EN ISO 10513编号材料强度级别表面处理FS 1011碳钢8镀白锌FS 1012碳钢8镀黄锌FS 1013碳钢8DAC 达克罗FS 1014碳钢8Geomet 交美特FS 1121碳钢10镀白锌FS 1122碳钢10镀黄锌FS 1123碳钢10DAC 达克罗FS 1124碳钢10Geomet交美特FS 1231碳钢12镀白锌FS 1232碳钢12镀黄锌FS 1233碳钢12DAC 达克罗FS 1234碳钢12Geomet 交美特FS 7022不锈钢A28-FS 7023不锈钢A48-FS 7024不锈钢A28带涂层FS 7025不锈钢A48带涂层FS 9060耐高温材料8-FS 2015铜--d h se min.M5588.79 M661011.05 M8 x 181314.38 M10 x 1.25101718.9 M12 x 1.5121921.1 M14 x 1.5142224.49 M16 x 1.5162426.75 M18 x 1.5182729.56 M20 x 1.5203032.95 M22 x 2223235.72 M24 x 2243639.55 M27 x 2274145.63 M30 x 2304650.85 M36 x 2365560.79FS-全钢防松自锁法兰螺母DIN ISO 7044 / DIN EN 1664编号材料强度级别表面处理FS 3011碳钢8镀白锌FS 3012碳钢8镀黄锌FS 3013碳钢8DAC 达克罗FS 3014碳钢8Geomet 交美特FS 3121碳钢10镀白锌FS 3122碳钢10镀黄锌FS 3123碳钢10DAC 达克罗FS 3124碳钢10Geomet 交美特FS 3201碳钢12镀白锌FS 3202碳钢12镀黄锌FS 3203碳钢12DAC 达克罗FS 3204碳钢12Geomet 交美特FS 7112不锈钢A28-FS 7113不锈钢A48-FS 7114不锈钢A28带涂层FS 7115不锈钢A48带涂层FS 9120耐高温材料8-FS 218铜--d h s me M5 5.7811.88.78 M6 6.81014.211.05 M88.741317.914.38 M1010.341521.817.77 M1212.57182620.03 M1414.82129.923.36 M1617.22434.526.75 M2020.33042.832.95FS-全钢防松自锁螺母特型螺母特型防松螺母按客户要求定制!编号材料强度级别表面处理FH X011碳钢8镀白锌FH X012碳钢8镀黄锌FH X013碳钢8DAC 达克罗FH X014碳钢8Geomet 交美特FH X021碳钢10镀白锌FH X022碳钢10镀黄锌FH X023碳钢10DAC 达克罗FH X024碳钢10Geomet 交美特FH X201碳钢12镀白锌FH X202碳钢12镀黄锌FH X203碳钢12DAC 达克罗FH X204碳钢12Geomet 交美特FH X402不锈钢A28-FH X403不锈钢A48-FH X404不锈钢A28带涂层FH X405不锈钢A48带涂层FH X08铜--FS-全钢防松自锁螺母DIN 267 –2 / ISO 4759 -1编号材料强度级别表面处理FS 2301碳钢8镀白锌FS 2302碳钢8镀黄锌FS 2303碳钢8DAC 达克罗FS 3204碳钢8Geomet 交美特FS 2314碳钢10镀白锌FS 2315碳钢10镀黄锌FS 2316碳钢10DAC 达克罗FS 2317碳钢10Geomet交美特FS 2328碳钢12镀白锌FS 2329碳钢12镀黄锌FS 2323碳钢12DAC 达克罗FS 2324碳钢12Geomet交美特FH 7512不锈钢A28-FH 7513不锈钢A48-FH 7514不锈钢A28带涂层FH 7515不锈钢A48带涂层FH 3080铜-磷化发黑d h h1h2d1s M162620101621FH-尼龙嵌件防松螺母DIN 985 (薄型)编号材料强度级别表面处理FH 4011碳钢8镀白锌FH 4012碳钢8镀黄锌FH 4013碳钢8DAC 达克罗FH 4014碳钢8Geomet 交美特FH 4121碳钢10镀白锌FH 4122碳钢10镀黄锌FH 4123碳钢10DAC 达克罗FH 4124碳钢10Geomet 交美特FH 4201碳钢12镀白锌FH 4202碳钢12镀黄锌FH 4203碳钢12DAC 达克罗FH 4204碳钢12Geomet 交美特FH 7212不锈钢A28-FH 7213不锈钢A48-FH 7214不锈钢A28带涂层FH 7215不锈钢A48带涂层FH 220铜--d h max s e min.m M4577.66 3.2 M5588.79 3.5 M661011.05 4.5 M881314.386 M10101617.777 M12121820.039 M14142123.3610 M16162426.7511 M1818.52729.5614 M202203032.9515 M22223235.0316 M24243639.5516 M27274145.219 M30304650.8523 M36365560.7928 M39396066.9630 M42426572.6133 M45457078.2635 M48487583.9138FH-尼龙嵌件防松螺母DIN 982 (厚型)编号材料强度级别表面处理FH 6011碳钢8镀白锌FH 6012碳钢8镀黄锌FH 6013碳钢8DAC 达克罗FH 6014碳钢8Geomet 交美特FH 6121碳钢10镀白锌FH 6122碳钢10镀黄锌FH 6123碳钢10DAC 达克罗FH 6124碳钢10Geomet 交美特FH 6201碳钢12镀白锌FH 6202碳钢12镀黄锌FH 6203碳钢12DAC 达克罗FH 6204碳钢12Geomet 交美特FH 7312不锈钢A28-FH 7313不锈钢A48-FH 7314不锈钢A28带涂层FH 7315不锈钢A48带涂层FH 221铜--d h max.s e min.mM5 6.388.79 4.4 M681011.05 4.9 M89.51314.38 6.44 M1011.51718.98.04 M12141921.110.37 M14162224.4912.1 M16182426.7514.1 M18202729.5615.1 M20223032.9516.9 M22253235.0318.1 M24283639.5520.2 M27314145.222.5 M3032.64650.8524.3 M3638.95560.7929.4FH-尼龙嵌件防松法兰螺母DIN EN 1663编号材料强度级别表面处理FH 9011碳钢8镀白锌FH 9012碳钢8镀黄锌FH 9013碳钢8DAC 达克罗FH 9014碳钢8Geomet 交美特FH 9121碳钢10镀白锌FH 9122碳钢10镀黄锌FH 9123碳钢10DAC 达克罗FH 9124碳钢10Geomet 交美特FH 9201碳钢12镀白锌FH 9202碳钢12镀黄锌FH 9203碳钢12DAC 达克罗FH 9204碳钢12Geomet 交美特FH 7412不锈钢A28-FH 7413不锈钢A48-FH 7414不锈钢A28带涂层FH 7415不锈钢A48带涂层FH 231铜--d h s me M57.18 4.78.79 M69.110 5.711.05 M811.1137.614.38 M1013.5169.617.77 M1216.11811.620.03 M1418.22113.323.36 M1620.32415.326.75 M2024.83018.732.95FH -CNC 高精密机加工件福莱格霍莫尔公司拥有五轴,六轴数控机床加工园。
表面处理工艺-PVD及其他
DC ( 导电材料 ) RF ( 绝缘介质材料 ) 反应 (氧化物、氮化物) 或不反应 ( 金属 )
溅射过程的物理模型
入射离子 + 真空 固体 渗透深度 溅射粒子(离子或中性粒子)
注入离子
磁控溅射原理 为了提高离化率,增加溅射沉积的速率,在靶背面增加磁场 是个有效的方法----电场与磁场的交互作用,使得二次电子 在靶面做螺旋式运动, 大大延长了二次电子的运动行程, 从而大大增加了它同气体分子碰撞的机会,从而大大地提 高了离化率,增加了溅射速率。
1 6 3 8
10 10 pa(10 10 Torr)
6 10 8 12
10 pa( 10 Torr)
10 12
真空的基本特点
在真空中,气体分子密度低,在某些情况 下,真空可以近似地看作没有气体“污染” 的空间。真空中,气体分子或带电粒子的平 均自由程为:
kT
黑紫色
灰黑色 灰黑色 金 色 灰 色 银白色
真空蒸发
玻璃钟罩
衬底 衬底架
反应气体管道 充气管道 Plume 厚度监控仪 加热丝、舟或坩埚
真空泵
常用蒸发源
加热丝
加热舟
坩埚
盒状源(Knudsen Cell)
NCVM镀膜材料
In-Sn丝
锡粒
NCVM工艺流程
PVD蒸镀法
真空蒸镀
溅射蒸镀
粒子生成机构 粒子 蒸镀均匀性 蒸镀金属 蒸镀合金 蒸镀耐热化合物 粒子能量 惰性气体离子冲击 表面与层间的混合 加热(外加热) 蒸镀速率10 m/sec
反应溅射
射频磁控溅射
磁控溅射原理
1.氩气电离 Ar Ar+ + e
2.在电场作用下电子会加速飞向阳极 3.在电场作用下, Ar+会加速飞向阴极的靶材,靶材离子及 二次电子被击出,前者到达基材表面形成薄膜,后者会被加 速至阴极途中促成更多的电离 4.垂直分布的磁力线将电子约束在靶材表面附近,延长其在 等离子中的运动轨迹,提高它参与气体分子碰撞和电离过程 中的几率的作用。
达克罗技术――表面处理工艺
达克罗技术――表面处理划工艺达克罗是DACROMET(品牌名)译音和缩写,简称达克罗、达克锈、迪克龙。
国内命名为锌铬涂层,是一种以锌粉、铝粉、铬酸和去离子水为主要成分的新型的防腐涂料。
达克罗(又称达克锈、锌铬膜、达克曼等),即片状锌基路盐微涂层金属防腐涂层,是当今世界表面处理的高新技术,被专家们誉为国际表面处理行业中具有划时代意义的革命性产品。
钢铁达克曼技术目前在国内尚属空白。
达克罗涂层具有多种性能。
如极强的抗腐蚀性:比电镀锌提高7-10倍;无氢脆:特别适用于高强度受力件;高耐热性:耐热温度300℃。
特别适用、摩托车发动机部件的高强度构件。
此外,还具有高渗透性、高附着性、高减摩性、高耐气候性、高耐化学品稳定性及无环境污染等优点。
适用达克罗技术的基体材料范围:钢铁制品及有色金属如铝、镁及其合金,铜、镍、锌等及其合金。
达克罗技术可以代替电镀锌、电镀镉、热浸镀锌、热喷锌、机械镀锌、锌基合金镀层、氧化、磷化等多种表面防护工艺。
极好地杜绝了环境污染的发生。
无铬锌铝涂层目前实现了产业化的产品屈指可数,如由美国MCI公司推出的Geomet(交美特)涂层,德国Delta公司推出的Delta涂层等以及其它品牌。
国内也已有水性无铬锌铝涂层。
目前Geomet(交美特)主要市场是美国和日本;Delta主要市场是欧洲和亚洲部分国家;BNC主要市场是西欧和中国台湾。
三种涂层基本占据了世界95%以上的无铬达克罗市场份额。
达克罗金属表面处理方法,最早诞生于二十一世纪五十年代。
在冬天寒冷的北美、北欧,由于下雪,道路上结下的厚实冰层严重阻碍了机动车的行驶。
人们用在地上撒盐的方法来降低水凝固点的温度,溶解冰层,缓解道路畅通的问题,但接踵而来的是盐中的氯离子严重侵蚀了钢铁体,以致大量交通工具受损而遭到破坏。
于是,如何保护由高昂代价制成的诸如轿车类的行驶工具便成为制造商面临的严峻课题。
为了解决此问题,Diamond Shamrock公司开发出了耐盐害优异的金克洛金属,接着又开发出了金属部件使用的膜厚很薄的达克罗涂层。
DIN_EN_10152_CN
1分类编号:51256德国标准 2003年8月大众汽车公司:按照德国D I N 标准规定进行复制用于冷成形的冷轧电镀锌的扁钢制品 供货技术条件德语版本的欧洲标准EN 10152:2003EN 10152Q U E L L E N O L I S (应用标准之前请检查是否是最新版本)ICS 77.140.50替代:欧洲标准EN 10152:1993-12欧洲标准 EN 10152 : 2003 具有一个德国标准的地位国内版本前言欧洲标准EN 10152由欧洲钢铁标准委员会(ECISS )“有镀层的扁钢制品,质量,尺寸和特殊检测标准”技术委员会(TC )27/(秘书处:德国)制订。
主管的德国标准部门是钢铁标准委员会(FES )下属的01/2工作小组 “表面处理的扁钢制品”。
本欧洲标准包括技术要求:用于冷成形的电镀锌低碳非合金钢扁钢制品,也可以应用于其它未提及的钢材(见第1.2,1.3节);此规定可以扩展应用到不带镀层钢种(见表格1)。
但是由于表面处理的影响,在屈服点、断裂伸长和硬化指数的数值可能发生与DIN EN 10130 中对不带镀层钢种的规定不完全一致之处(见第5.7.1节)。
r- 和 n-值按照在ISO 10113和ISO 10275 中的规定检测。
求出锌镀层质量的参考方法(附录A )对应于德国标准DIN EN 10142中对热镀锌扁钢制品的规定。
只要标准编号互相不一致时,对于第2节中具有时间说明的CEN 报告和旧欧洲标准提示对照相应的德国标准:CR 10260 见德国标准草案DIN V 17006-100后续2-17页欧洲标准EN德国DIN 标准研究所钢铁标准委员会(FES )德国DIN 标准研究所,各种复制,即使是部分地也必须通过位于柏林的德国DIN 标准研究所批准。
德国Beuth 出版有限公司独家销售这些标准,邮编10772 柏林 参考编号:DIN EN10152;2003-08价格限度:11,合同编号:2311DIN EN10152: 2003-08变更相对于德国标准DIN EN 10152 :1993-12 进行了如下变更a)用于订货的举例中采纳了用材料编号的方式b)附加规定”有机漆膜”(S)表面防护方式c)采纳了条型码不干胶标签作为附加的标识d)扩展了订货说明内容e)至今为止的附录A和B通过参照国际标准ISO的相应编号而被替代f)编辑排版修订旧版本德国标准DIN 17163 :1988-03德国标准DIN EN 10152:1993-12国内附录NA(信息)参考资料DIN V 17006-100 :钢的符号标识系统-附加符号:德语版本的CEN报告CR 10260 1998 2欧洲标准EN 10152 EUROPEAN STANDARDNORME EUROPEENNE 2003年4月ICS 77.140.50 替代:欧洲标准EN 10152:1993-12德语版本用于冷成形的冷轧电镀锌的扁钢制品供货技术条件本欧洲标准于2003-02-21被欧洲标准委员会CEN接受。
表面处理工艺PVD及其他

Loading
Buffer
Sputtering Buffer Unloading Out
Chamber Chamber Chamber Chamber Chamber
EMI的优点
✓价格低. ✓金属薄膜厚度只有0.5~2μm,不影响装配. ✓环保制程,无污染. ✓欲溅射材料无限制 ✓被溅射基材几无限制 ✓膜质致密均匀、膜厚容易控制. ✓附著力强
加热丝
加热舟
坩埚
盒状源〔Knudsen Cell〕
锡粒
NCVM镀膜材料 In-Sn丝
NCVM工艺流程
PVD蒸镀法
粒子生成机构
粒子
蒸镀均匀性
复杂形状
平面
蒸镀金属
蒸镀合金
蒸镀耐热化合物
粒子能量
惰性气体离子冲击
表面与层间的混合
加热(外加热)
蒸镀速率10-9m/sec
真空蒸镀
热能 原子、离子 佳 佳 可 可 可 很低0.1~0.5eV 通常不可以 通常无 通常无
扩散泵
100 105 pa
涡轮分子泵
101 108 pa
溅射离子泵
100 1010pa
低温泵
101 1011pa
几种常用真空泵的工作原理
1. 旋片机械泵
旋片式机械泵
2. 油扩散泵
1. 水冷套; 2. 喷油嘴; 3. 导流管; 4. 泵壳; 5. 加热器
3.涡轮分子泵
1. 动叶轮;2. 泵壳;3. 涡轮排; 4. 中频电动机;5. 底座;6. 出气口法兰; 7. 润滑油池;8. 静叶轮;9. 电机冷却水管.
热阴极电离真空计 测量范围:1.33×10-1 ~
1.33×10-5 Pa 超高真空熱阴极电离计
涂装前钢铁表面处理
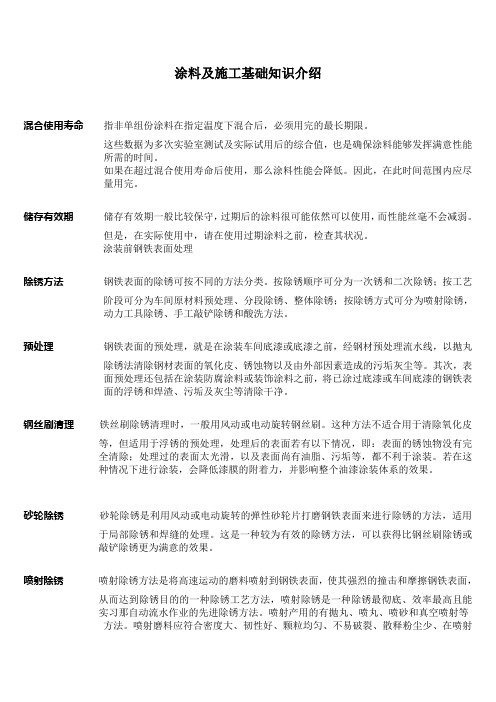
涂料及施工基础知识介绍混合使用寿命指非单组份涂料在指定温度下混合后,必须用完的最长期限。
这些数据为多次实验室测试及实际试用后的综合值,也是确保涂料能够发挥满意性能所需的时间。
如果在超过混合使用寿命后使用,那么涂料性能会降低。
因此,在此时间范围内应尽量用完。
储存有效期储存有效期一般比较保守,过期后的涂料很可能依然可以使用,而性能丝毫不会减弱。
但是,在实际使用中,请在使用过期涂料之前,检查其状况。
涂装前钢铁表面处理除锈方法钢铁表面的除锈可按不同的方法分类。
按除锈顺序可分为一次锈和二次除锈;按工艺阶段可分为车间原材料预处理、分段除锈、整体除锈;按除锈方式可分为喷射除锈,动力工具除锈、手工敲铲除锈和酸洗方法。
预处理钢铁表面的预处理,就是在涂装车间底漆或底漆之前,经钢材预处理流水线,以抛丸除锈法清除钢材表面的氧化皮、锈蚀物以及由外部因素造成的污垢灰尘等。
其次,表面预处理还包括在涂装防腐涂料或装饰涂料之前,将已涂过底漆或车间底漆的钢铁表面的浮锈和焊渣、污垢及灰尘等清除干净。
钢丝刷清理铁丝刷除锈清理时,一般用风动或电动旋转钢丝刷。
这种方法不适合用于清除氧化皮等,但适用于浮锈的预处理,处理后的表面若有以下情况,即:表面的锈蚀物没有完全清除;处理过的表面太光滑,以及表面尚有油脂、污垢等,都不利于涂装。
若在这种情况下进行涂装,会降低漆膜的附着力,并影响整个油漆涂装体系的效果。
砂轮除锈砂轮除锈是利用风动或电动旋转的弹性砂轮片打磨钢铁表面来进行除锈的方法,适用于局部除锈和焊缝的处理。
这是一种较为有效的除锈方法,可以获得比钢丝刷除锈或敲铲除锈更为满意的效果。
喷射除锈喷射除锈方法是将高速运动的磨料喷射到钢铁表面,使其强烈的撞击和摩擦钢铁表面,从而达到除锈目的的一种除锈工艺方法,喷射除锈是一种除锈最彻底、效率最高且能实习那自动流水作业的先进除锈方法。
喷射产用的有抛丸、喷丸、喷砂和真空喷射等方法。
喷射磨料应符合密度大、韧性好、颗粒均匀、不易破裂、散释粉尘少、在喷射后的表面不应有残余留存以及表面粉尘易清洁的要求,因此喷射磨料通常采用颗粒直径为0.5~1.5mm的铸铁丸、铸钢丸、棱角钢砂、钢丝段和铜矿渣等,或将起中的两种磨料以一定的比例掺和成混合磨料。
产品表面处理CMF:HP-RTM工艺生产应用
HP-RTM主要优点
➢ 树脂快速充满模腔。 ➢ 改善了树脂浸渍增强材料的质量。 ➢ 加速树脂反应性系统可以获得短的固化周期。 ➢ 对空气的排除和产品的孔隙减少具有重大意义。 ➢ 产品具有卓越的表面性能和质量。 ➢ 产品的厚度和三维形状尺寸偏差低。 ➢ 具有高的工艺稳定性和重复性。 ➢ 使用内脱模剂和自清洁系统。
汉高日本公司展出高压RTM车顶材料
日本“人与车科技展2014”展出使用“ Loctite MAX3” 的碳纤维增强树脂基复合材料的成形品(汽车的车顶)。
新型基体树脂“Loctite MAX3”耐热性与环氧树脂相同125℃, 比环氧基 体树脂成形时间短。延展率和韧性超过了环氧树脂、拉伸弹性模量和 拉伸强度与环氧树脂同等。Loctite MAX3树脂在高温下的粘度较低, 树脂注入工序中,更容易渗入到纤维材料中。缩短向成形模具注入树 脂到脱模的时间(脱模时间)。车顶材料以高压RTM 工艺成形时,脱 模时间为5.5分钟,为环氧树脂的1/5左右
早期设计复杂的模具注射阀,代替人 工插入模具自动化稍微提高
RTM成型工艺历史
先进的轻型树脂传递模塑工艺LRTM,首 次应用是于1970年,德国。真空密封环境 中进行,挥发性有机化合物零排放量
HP-RTM成型工艺
➢ 注射压力在10-60bar,工艺周期大约6分钟。
➢ 德国加工机械领域的专家迪芬巴赫公司(Dieffenbacher)和克 劳斯玛菲公司(KraussMaffei)共同开发了高压树脂传递模塑 成型工艺 (HP-RTM)的自动化生产线。包括预成型加工、压 制过程以及修整工艺。相比于传统的RTM工艺,HP-RTM工艺 减少了树脂注射次数,提 高了预制件的浸渍质量,并缩短了成 型周期。
克劳斯玛菲RIM-star HP-RTM 产品壳体
钢铁表面处理标准说明及各标准比较
钢铁表面主要表面处理标准GB8923-88 中国国家标准ISO8501-1:1988 国际标准化组织标准SIS055900-1967 瑞典标准SSPC-SP2,3,5,6,7和10 美国钢结构涂装协会表面处理标准 BS4232 英国标准DIN55928 德国标准JSRA SPSS 日本造船研究协会标准国标GB8923-88 对除锈等级描述:喷射或抛射除锈以字母“Sa”表示。
本标准订有四个除锈等级:Sa1 轻度的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮,铁锈和油漆涂层等附着物。
Sa2 彻底的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且氧化皮,铁锈和油漆涂层等附着物已基本清除,其残留物应该是附着牢固的。
Sa2.5 非常彻底的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
Sa3 钢材表面外观洁净的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽。
手工和动力工具除锈以字母“St”表示。
本标准订有二个除锈等级:St2 彻底的手工和动力工具除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
St3 非常彻底的手工和动力工具除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
除锈应比St2更为彻底,底材显露部分的表面应具有金属光泽。
我国的除锈标准与相当的国外除锈标准对照表:注:SSPC中的Sp6比Sa2.5 略为严格,Sp2为人工钢丝刷除锈,Sp3为动力除锈。
表面粗糙度及其评定喷砂、抛丸、手工和动力除锈,其目的除达到前述一定的表面清洁度外,还会对钢铁表面造成一定的微观不平整度,即表面粗糙度。
对于涂漆前钢铁表面的粗糙度通常以一些主要的波峰和波谷间的高度值来表示。
钢铁表面粗糙度对漆膜的附着力,防腐蚀性能和保护寿命有很大影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
>12
Fe/ZnFe12/F vorgeschri eben需要
>12 >6 >8 >12 >4 >5 >13
Fe/ZnFe12/F/T2 Fe/Sn6 Fe/Sn8 Fe/Sn12 Fe/Zn4/C Fe/Zn5/C Fe/Zn13/C
Herausgeb er 编辑
Norm 标准 WSSM21P17B3
Fe/Zn8/F Fe/Sn8 Fe/Cu12
Zink gelb chromatiert 锌黄铬酸盐 Zink blau chromatiert 锌铬酸盐蓝色 Zink schwarz chromatiert镀锌黑色 Zink oliv chromatiert 锌镀橄榄油的 Zink Dickschicht passiviert厚膜锌钝化 Zink Dickschicht passiviert厚膜锌钝化 Zink gelb chromatiert 锌黄铬酸盐 Zink gelb chromatiert 锌黄铬酸盐 Zink blau chromatiert 锌铬酸盐蓝色 Zink schwarz 镀锌黑色 chromatiert Zink oliv chromatiert 锌镀橄榄油的 Zink gelb chromatiert 锌黄铬酸盐 Zink-Nickel transparent passiviert 镍锌钝化透明
Herausgeb er 编辑
Norm 标准
Ausfü hrung / Abkü rzung 执行/缩写 A5
Schichtdicke in µm 镀层厚度
Name 名称
Versiege -lung 密封
DIN-Bezeichnung = KotschBezeichnungDIN-名 称 kotsch-名称 Fe/Zn5
Ausfü hrung / Abkü rzung 执行/缩写
Schichtdicke in µm 镀层厚度
Name 名称
Versiege -lung 密封
DIN-Bezeichnung = KotschBezeichnungDIN-名 称 kotsch-名称
S437
>8
WSFM1P89-A1 M1P89-A1 Ford WSFM1P89-A1 M1P89-A1 WSFM1P89-A2 M1P89-A2 WSFM1P89-A2 M1P89-A2 A1 A2 A3 A4 A5
DBL DaimlerBenz 戴姆勒奔驰 DBL 8451
8451.83 8451.86 8451.93 8451.96 Zn5\A Zn5\B Zn5\C Zn5\D Zn5\F Zn8\A Zn8\B DIN 50961 Zn8\C Zn8\D Zn8\F Zn12/A Zn12/B Zn12/C Zn12/D Zn12/F Zn25/A Zn25/B Zn25/C Zn25/D Zn25/F
Versiege -lung 密封 erlaubt允 许 erlaubt允 许 vorgeschri eben需要 erlaubt允 许 erlaubt允 许
DIN-Bezeichnung = KotschBezeichnungDIN-名 称 kotsch-名称 Fe/ZnNi6-8/A/T2 Fe/ZnFe8/F Fe/ZnFe8/A/T2 Fe/ZnFe6-8/F Fe/ZnFe6-8/A Fe/Zn5/A Fe/Zn5/B Fe/Zn5/C Fe/Zn5/D Fe/Zn5/F Fe/Zn8/A Fe/Zn8/B Fe/Zn8/C Fe/Zn8/D Fe/Zn8/F Fe/Zn12/A Fe/Zn12/B Fe/Zn12/C Fe/Zn12/D Fe/Zn12/F Fe/Zn25/A Fe/Zn25/A Fe/Zn25/C Fe/Zn25/D Fe/Zn25/F
Herausgeb er 编辑
Norm 标准
Ausfü hrung / Abkü rzung 执行/缩写 8451.76
Schichtdicke in µm 镀层厚度 >8 >8 >8 6-8 6-8 >5 >5 >5 >5 >5 >8 >8 >8 >8 >8 >12 >12 >12 >12 >12 >25 >25 >25 >25 >25
erlaubt允 许 Vorgeschri eben需要 vorgeschri eben需要 vorgeschri eben需要 erlaubt允 许
Fe/Zn5/A
Fe/ZnFe5/F/T2
Fe/ZnFe5/A/T2
Fe/ZnNi6/A/T2 Fe/Zn8/C Fe/Zn8/D
erlaubt允 许
>5
GS 90010
ZNT
>5
ZNFE SW
>5
ZNFE SI BMW 宝马 N 60000.0 无效,由 GS 90010 取代 Uponor 欧博诺 WN 07029-0104 8451.11 8451.12 8451.13 8451.14 8451.15 8451.16 DBL DaimlerBenz 戴姆勒奔驰 DBL 8451 8451.18 8451.21 8451.22 8451.23 8451.24 8451.28 8451.66
Versiege -lung 密封
DIN-Bezeichnung = KotschBezeichnungDIN-名 称 kotsch-名称 Fe/ZnFe5/A
ZnFe5/C ZnFe5/C/T 2
>5
Fe/ZnFe5/C vorgeschri eben需要
>5
Fe/ZnFe5/C/T2
ZnFe5/F ZnFe5/F/T 2 ZnFe8/A
erlaubt允 Fe/Zn10-12/C 许 erlaubt允 Fe/Zn10-12/B 许 erlaubt允 Fe/Zn10-12/F 许 erlaubt允 Fe/Zn10-12/D 许 erlaubt允 Fe/Zn10-12/A 许 erlaubt允 Fe/Zn6-8/A 许 vorgeschri Fe/Zn10-12/C/T2 eben需要 erlaubt允 Fe/Zn6-8/C 许 erlaubt允 Fe/Zn6-8/B 许 erlaubt允 Fe/Zn6-8/F 许 erlaubt允 Fe/Zn6-8/D 许 vorgeschri Fe/Zn8/C/T2 eben需要 erlaubt允 Fe/ZnNi10-15/A/T2 许
Fe/ZnFe8/F vorgeschri eben需要
>8 >12
Fe/ZnFe8/F/T2 Fe/ZnFe12/A
ZnFe12/C ZnFe12/C/ T2
>12
Fe/ZnFe12/C vorgeschri eben需要
>12
Fe/ZnFe12/C/T2
ZnFe12/F ZnFe12/F/ T2 Fe/Sn6 DIN 50965 Fe/Sn8 Fe/Sn12 S-M1P5-A Fe/Zn4/C Ford 福特 S-M1P6-A Fe/Zn5/C S-M1P3-A Fe/Zn13/C
>5
ZNNIV SI ZN ZN OL ZN SW SN CUG
>6 >8 >8 >8 >8 >12 Cu 2-3\ Sn 3-5 10-12 10-12 10-12 10-12 10-12 6-8 10-13 6-8 6-8 6-8 6-8 >8 >8
Zink ohne Chromatierung 没有锌铬酸盐 Zink Dickschicht passiviert 厚膜锌钝化 Zink-Eisen schwarz chromatiert 镀锌铁黑色 Zink-Eisen Dickschicht passiviert 锌铁钝化厚膜 Zink-Nickel transparent passiviert 镍锌钝化透明 Zink gelb chromatiert 锌黄铬酸盐 Zink oliv chromatiert 锌镀橄榄油的 Zink schwarz chromatiert 镀锌黑色 Zinn 锡 Kupfer铜
DIN EN 德标
DIN EN 1403 DIN EN 4042
Herausgeb er 编辑
Norm 标准
Ausfü hrung / Abkü rzung 执行/缩写 ZnFe5/A
Schichtdicke in µm 镀层厚度 >5
Name 名称 Zink-Eisen Dickschicht passiviert锌铁钝化厚 膜 Zink-Eisen gelb chromatiert锌铁黄色铬 酸盐 Zink-Eisen gelb chromatiert锌铁黄色铬 酸盐 Zink-Eisen schwarz chromatiert锌铁黑色铬 酸盐 Zink-Eisen schwarz chromatiert锌铁黑色铬 Zink-Eisen Dickschicht 酸盐 passiviert锌铁钝化厚 膜 Zink-Eisen gelb chromatiert锌铁黄色铬 酸盐 Zink-Eisen gelb chromatiert锌铁黄色铬 酸盐 Zink-Eisen schwarz chromatiert锌铁黑色铬 酸盐 Zink-Eisen schwarz chromatiert锌铁黑色铬 Zink-Eisen Dickschicht 酸盐 passiviert锌铁钝化厚 膜 Zink-Eisen gelb chromatiert锌铁黄色铬 酸盐 Zink-Eisen gelb chromatiert锌铁黄色铬 酸盐 Zink-Eisen schwarz chromatiert锌铁黑色铬 酸盐 Zink-Eisen schwarz chromatiert锌铁黑色铬 酸盐 Zinn锡 Zinn锡 Zinn锡 Zink gelb chromatiert 锌黄铬酸盐 Zink gelb chromatiert 锌黄铬酸盐 Zink gelb chromatiert 锌黄铬酸盐