川崎滚边技术介绍
浅谈汽车行业机器人滚边设备技术要求
浅谈汽车行业机器人滚边设备技术要求摘要:当前汽车行业为了追求产品更加动感的外形造型需要,对比传统车身门盖内外板的连接工艺上使用传通模具和压机进行包边,由于外板的包边轮廓要根据车身外形的变化而变化,沿整个轮廓包边的角度也不同,包边过渡急剧变化的区域和包边角度过大的区域,传统压合包边工艺已经非常困难,难以满足汽车造型需要要求和工艺质量要求。
同时传统的冲压包边模具占地多,设备投入成本高,车型共用型柔性差。
如今主流汽车厂为了缩短汽车开发周期、提高产品竞争力,大量采用新型内外板的连接技术—机器人滚边技术逐渐应用于汽车焊装门盖、侧围、顶盖的生产中。
关键词:机器人滚边、滚边胎膜。
1.术语和定义滚边(或叫辊边)是包边的一种,机器人滚边工艺是机器人按预定的程序和轨迹控制滚边工具的运动,将部件按相应程序进行折边处理的工艺过程。
按照滚边成型类型分标准式滚边、水滴式滚边、楔边式包边、特殊式包边;按照滚边头设备分为普通滚边、飞行滚边。
2.滚边工装设备技术要求2.1滚边胎膜技术要求2.1.1 滚边胎模的设计基于产品闭合数据,滚边胎膜的形状被设计成一个整体式结构,中间设计有相应的加强筋。
胎膜设计时需要考虑外板的打开角度、翻边高度、折边缩进量(Roll in),在胎膜正式设计前其一般是确定的。
常见胎膜外轮廓面设计,一种设计形式为胎模的轮廓尺寸相对产品轮廓大0.3mm~1.0mm;另一种为胎膜的轮廓尺寸与产品轮廓同样大小,胎膜调试基准面是否采用60°倒角不做强制要求;胎膜轮廓线与零件是否平齐不做强制要求。
2.1.2 滚边胎膜的公差和型面以及外轮廓有关,在滚边胎膜中需要设计四个基准孔用于胎膜精度标定使用,基准孔需要设置盖板,防止灰尘等进入基准孔从而影响测量精度。
2.1.3 胎模表面不允许有粘砂、夹砂、飞边、毛刺,浇冒口和氧化皮在出厂前需要清理干净,不允许存在影响胎膜铸件性能的裂纹、缩孔、夹渣、穿透性气孔等。
2.1.4 螺纹孔与螺丝孔、螺纹孔与销孔之间的尺寸公差为±0.2mm,销孔到基准孔之间的尺寸公差为±0.02mm。
滚边机器人在四门二盖中运用
10.16638/ki.1671-7988.2021.011.041滚边机器人在四门二盖中运用刘阳(杭州吉利汽车有限公司,浙江杭州310000)摘要:相比于传统液压机包边,滚边机器人柔性化在汽车制造业得到广泛推广。
滚边技术主要运用在汽车四门二盖制造,四门二盖直接影响白车身整体产品质量,滚边机器人设备构造工艺参数设置选择在生产过程中起到关键性作用,文章主要针对滚边机器人设备组成、工艺和在生产过程中常见影响质量缺陷问题学习,提高设备人员对滚边机器人的掌握水平,进一步提升四门二盖产品质量。
关键词:滚边机器人;四门二盖;质量中图分类号:U466 文献标识码:A 文章编号:1671-7988(2021)11-129-04The Hemming Robot is Used in Four Doors and Two CoversLiu Yang( Hangzhou Geely Automobile Co., Ltd., Zhejiang Hangzhou 310000 )Abstract: The flexible application of hemming robots has been widely promoted in the automobile manufacturing industry compared with traditional hydraulic presses. Hemming technology is mainly used in the manufacture of four doors and two covers for automobiles. The four doors and two covers directly affect the overall product quality of the body in white. Parameter setting selection plays a key factor in the production process. The article mainly focuses on the composition and technology of the hemming robot and the common quality defects that affect the production process. It increases the equipment personnel to master the hemming robot and improves the quality of the four-door two-cover product. Keywords: Hemming robot; Four doors and two covers; QualityCLC NO.: U466 Document Code: A Article ID: 1671-7988(2021)11-129-041 引言汽车四门二盖(左前车门、右前车门、左后车门、右后车门、前盖、后盖)内外板之间装配不能采用焊接工艺[1],传统四门二盖包边工艺需起重机或其他装(承)载设备将模具吊装搬运到液压机上固定,人员将冲压零部件内外板放入模具内。
DPCA机器人滚压包边
开启件包边技术机器人滚压包边(标准密级)****—**—**发布****—**—**实施*********有限公司发布签字目次前言 (III)标准演变 (IV)1 范围 (1)2 规范性引用文件 (1)3 术语和定义 (1)4 包边的概述 (2)4.1 包边产品的DFN (2)4.2 DFNIE参数确定的原则 (3)4.2.1一般的水平包边(机器人滚压包边) (3)4.2.2水滴包边(机器人滚压包边) (3)5 包边的各种形式 (4)6 产品滚边后应满足的要求 (4)7 滚压包边的基本工艺 (4)8 机器人滚压包边设备 (5)8.1机器人滚边设备的构成 (5)8.2滚压头的技术要求 (5)8.3胎膜的材料及热处理 (7)9 滚边胎膜的返修工艺 (7)9.1调试过程及正常生产过程中的返修工艺,见表一。
(7)9.2控制胎膜出现缺陷的方法: (8)10 滚边的缺陷及解决方法 (8)11 其他 (9)11.1滚边设备备件的提供 (9)11.2滚边设备辅助工具的提供 (9)前言自B53项目引进机器人滚压包边工艺以来,该工艺方案因其成本低廉、柔性好、调试周期短等特点,逐渐取代传统包边技术,广泛应用于开启件生产线,根据DPCA几年来机器人滚压包边技术运用情况进行总结而形成本标准。
本标准于*****年XX月(首次)发布。
本标准自******年XX月XX日开始实施。
本标准由技术中心整车部车身产品及工艺设计分部提出。
本标准由技术中心整车部整车综合分部标准法规室归口。
本标准由整车部车身产品及工艺设计分部焊装工艺室负责解释。
范围本标准规定了**汽车有限公司焊装生产准备项目及现生产项目中关于白车身开启件的包边技术:机器人滚压包边技术的相关规范,用于指导和规范机器人滚压包边工艺及设备的验收。
本标准适用于**汽车有限公司生产的各类汽车。
规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
川崎BA006N型弧焊机器人标准规格书说明书

标 准 规 格 书 BA006NFE012018年05月22日 川崎重工业株式会社承认机械控制 机器人事业中心 书籍编号:90101-2303DC C 川崎公司保留对未经预先通知而变更、修订或更新本手册的权利。
1. 机器人规格〔1〕本体部规格1.机械型式BA006N-A 2.手臂形式多关节型3.动作自由度6轴4.构成轴规格动 作 轴 最大动作范围最 高 速 度 手臂旋转(JT1)+165 ゜~-165 ゜240 ゜/s 手臂前后(JT2)+150 ゜~-90 ゜240 ゜/s 手臂上下(JT3)+90 ゜~-175 ゜220 ゜/s 手腕旋转(JT4)+180 ゜~-180 ゜430 ゜/s 手腕弯曲(JT5)+135 ゜~-135 ゜430 ゜/s 手腕扭转(JT6)+360 ゜~-360 ゜650 ゜/s 5.重复定位精度±0.06 mm (手腕法兰面)6.最大可搬重量 6 kg7.合成最大速度11900 mm/s (手腕法兰面)8.手腕轴容许负荷JT412 N ・m 0.4 kg ・m 2JT512 N ・m 0.4 kg ・m 2JT6 3.75 N ・m 0.07 kg ・m 2注*9.驱动电动机同期型无刷电机10.作业范围参照添付图11.机械重量150 kg (可选配件除外)12.涂装色Munsell 10GY9/1 等效13.设置方法地面式、吊顶式14.设置环境环境温度 0~45 ℃、相对湿度 35~85%(无结露现象)15.内置功能空气配管 (φ8×1根)、 气体配管 (φ8×1根) 内置焊接电缆 (60sq、JT1底座部~JT3间)16.可选件 焊接线缆 [Daihen, / 其他 ( )]送丝机用内置电磁阀双 / 单控电磁阀 计2回路以内可变制动器 JT1涂装色Munsell( )设置规格 壁挂规格设置架台 600 mmH / 300 mmH 安装底板 750 mm×750 mm行走装置行程( mm)17.其他关于保修零件、备用件请另行商讨。
日本川崎钢铁公司的不锈钢生产技术综述
·国外技术·日本川崎钢铁公司的不锈钢生产技术综述技术情报室 朱敏之【摘 要】 随着钢铁产品品种结构调整和升级换代,目前不锈钢已成为钢铁材料中备受青睐的、仍属可持续发展的品种之一。
全世界的不锈钢消耗量在逐年增加,预计2000年可达1900万吨。
为此,世界各大型钢铁企业都在扩大不锈钢生产能力或谋求新的发展规划。
本文介绍了川崎公司高纯度不锈钢冶炼、不锈钢高速连铸、不锈钢热带钢轧机控制轧制和冷轧钢板表面检测等技术的开发与应用情况。
【关键词】 不锈钢冶炼工艺 川崎钢铁公司 不锈钢生产技术1 序言众所周知,不锈钢具有耐腐蚀性、耐热性、高强度等各种优越的性能,可以说是一种适用于近年日趋严峻的环保问题的各种设备部件和适应节能要求的维修性好、再利用性强等对环境有利的材料。
若将不锈钢的人均消耗量作为衡量经济发展程度的指标,预测未来几年亚洲、非洲各国以及中国都将会有更大的发展。
预计2000年全世界不锈钢消耗量可达1900 万吨。
因此,目前世界各大钢铁企业都在扩大生产能力或谋求参与新的发展规划。
川崎钢铁公司是一家具有近50年不锈钢生产历史和经验的钢铁企业,在不锈钢生产技术方面集开发与应用于一体,不断进行新领域的技术探求和设备更新,独自开发了以“River lite”系列为代表的众多不锈钢产品,同时也开发出了直接使用Cr矿石的SR-KCB+DC-KCB+VOD冶炼技术、不锈钢立弯式连铸机高速浇铸技术、最新热带钢轧机不锈钢控制轧制技术和冷轧钢板表面检测技术等多项生产技术,并取得了显著的应用效果。
本文将以该公司千叶厂为背景对上述技术予以简述。
2 独特的高纯度不锈钢冶炼工艺川崎公司千叶厂从1994年7月开始在其新炼钢厂生产不锈钢,到目前为止,生产操作稳定,产量和质量保持了持续提高。
该厂的特点是采用了原料选择自由度大的熔融还原-脱碳工序。
为适应超低碳化和质量控制的严格要求,采用了V O D二次精炼和立弯式连铸机浇铸的炼钢工艺,即SR -KCB(熔融还原炉)-DC-KCB(脱碳炉)-V O D(真空脱气炉)-CC(连铸机)的工艺流程(见图1)。
纸张滚边工艺

纸张滚边工艺
纸张滚边工艺是一种用于纸张制作的技术。
在这种工艺中,纸张的边缘被滚动成圆形或斜角,以防止纸张撕裂或毛边。
这种工艺可以应用于各种不同类型的纸张,例如书籍、杂志、海报和宣传单张等。
纸张滚边可以使用手工或机器完成。
手工滚边需要使用滚边器或手动滚边工具,而机器滚边则需要使用专业的滚边机。
无论是手工还是机器滚边,都需要经过训练和掌握技巧。
纸张滚边工艺是一项重要的印刷加工技术,可以提高印刷品的质量和寿命。
- 1 -。
日本川崎钢铁公司的不锈钢技术特点
千叶厂 > 炼钢为适应不锈钢及高碳钢质量要 求,以提高作业率、改善环境为主要目的,于 !??> 年 @ 月建设了 > 号连铸机(表 !)。
7%7 板坯高质量化和高生产率技术 为了达到板坯的高质量和高生产率,主要从
设备方面进行了下列几方面的改进。 (!)引入立弯式连铸机和中间罐大型化。为
表 # 千叶厂 $ 号板坯连铸机的规格参数
图 # 示出凸度和板形控制系统。这些控制粗 分为设置和动态控制。控制对象的执行机构是交
·9·
特殊钢
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
除一般性措施减少和控制夹杂物含量外,在 夹杂物成分和形态控制中,添加 /5 合金可将钢水 中的高融点 O:H&$ 夹杂物变成低融点 /5&KO:H&$ 夹杂物,防止夹杂物堵塞连铸机水口。
通过 S5>9 氏等代表性 7,K+- 钢的渣K钢反应, 控制仅从 /5&K7,&HKO:H&$ 系渣还原的 O: 浓度,将 +-&K7,&H 夹 杂 物 进 行 形 态 控 制 至 低 融 点 +-&K
(7)采 用 离 心 分 离 式 中 间 罐 后,使 中 间 罐 内 的钢液氧含量减少了一半。
(:)高速浇注技术。通过对下列 > 个方面的 改进,将不锈钢最大浇注速度提高到 ! % C * A *#-, 提高了不锈钢生产率。
(!)钢包长水口拆装装置。使装置在长水口 支撑装置上的可升降定位销上升,与设置在钢包 滑动水口滑板下部的定位块对正进行自动对位。
精轧机全机架采用高速液压压下装置和高响
应交流电机,通过设置在 ,$ > ,? 机架出口侧的 @ 射线厚 度 仪 进 行 高 精 度 板 厚 控 制。 板 厚 控 制 由
川崎点焊机器人介绍

CPU 基板 焊枪电机 放大器 1-7轴
机器人控制器
1.1.伺服焊枪优势1:缩短节拍
优化电极开合控制
空气焊枪 最大开度 电极轨迹
与机器人其他驱动轴同时控制
空气焊枪 伺服焊枪 焊接示意 机器人动作 焊接示意
v
伺服焊枪
任意开合 电极轨迹
t
焊枪动作
加压 焊接
t
伺服焊枪仅在必要的最小的限 度内打开、移动,缩短了时间
基本轴1种,手腕轴1种 优异的轴的密封性
手腕容许转矩大
容许惯性力矩大 标准叉车搬运孔, 安装便利
※机器人本体规格
2.控制柜(E控制柜)
外部构造
2.控制柜(E控制柜)续
内部构造
※川崎焊接机器人应用事例
Hale Waihona Puke 川崎点焊机器人辅助设备1.集成管道
标准配置Z系列机器人
装配集成管道后的Z系列机器人
1.1.集成管道外形
1.2.配管线缆示例
1 1 1 5 2 3 7 4 5 7 6 6 6 1.焊接线缆 (4AWG/ 3pairs, OD- 17mm) 2.伺服焊枪电机线缆 (OD-10 mm) 3.伺服焊枪编码器线缆 (OD-10 mm) 4.焊枪温度检测线 2根 (OD-11 mm) 5.信号线 2根 (OD-8.9mm) 6.冷却水回流管 3根 (OD-12mm/ID-8mm) 7.冷却水流通管 3根 (OD-12mm/ID-8mm)
川崎焊接机器人系统 介绍
1.机器人本体
点焊机器人型号 1.ZH100U/ZX100L 2.ZX130S/ZX130L 3.ZX165U 4.ZX200S 5.ZX300S 川崎提供从负重100Kg至 300Kg的系列点焊机器人。
一文读懂机器人滚边技术及其市场应用
一文读懂机器人滚边技术及其市场应用当前,车身门盖内外板的连接通常都使用包边工艺,使用传通模具和压机进行冲压包边时,由于外板的包边轮廓要根据车身外形的变化而变化,沿整个轮廓包边的角度也不同,包边过渡急剧的区域和包边角度过大的区域,包边都会非常困难。
同时,传统的冲压包边模具占地多,成本高,柔性差。
为缩短汽车开发周期、提高产品竞争力,新型内外板的连接技术—机器人滚边技术逐渐应用于车身生产中。
1.机器人滚边技术及现状机器人滚边系统主要包括三大部分:滚边夹具系统、滚轮系统、机器人及其控制系统。
滚边夹具系统用于将待滚边钢板固定在滚边模具上,而滚轮系统中,滚边头固定在工业机器人上,滚边头上面的滚轮根据折叠加工步骤的不同进行选取,通过滚轮将外部钢板的边缘绕里面的钢板进行弯曲。
机器人及其控制系统主要用于控制滚轮的运动轨迹,以及机器人与其它相关系统间的通信,可根据车身外形变化设定程序,以满足不同零件形状的滚边需求。
在滚边时,滚边头通过压力装置将压力传给滚轮,通过滚轮施加作用力将工件在冲压过程中预留的翻边向内侧翻折,从而将外板的待包边紧紧压紧内板,使外板和内板被整合成一体。
与传统的冲压包边相比,机器人滚边由于模具数量少,包边单元的投资和维护费用都相对较低,且其开发时间和投入使用的准备时间比较短。
另外滚边系统具有极高的灵活性,不同型号可以在同一个制造单元中生产,滚边机器人还可以在制造单元中进行其他抓取和涂胶等任务。
滚边零件的成形精度高,便面质量好。
因此,机器人滚边技术已经成为塑性加工领域的一个研究热点,这得益于国内外许多科研机构和大型汽车制造企业的深入研究。
现在国内外一些先进的汽车制造企业已将此项技术应用于制造外挂件,如车门,后盖和发动机罩,其它的应用领域包括天窗开口,以及轮罩包边。
2.滚边机器人现实应用案例本案例中,零件为发动机盖,将零件外板和内板利用机器人滚边压合在一起。
2.1工艺方法本案例中,零件上下侧采用三次滚压成型法,每次压合角度依次为30°、60°、90°,左右采用,四次滚压成型的工艺过程,每次压合角度依次为30°、90°、120°、180°。
机器人滚边技术在白车身制造中的应用与发展
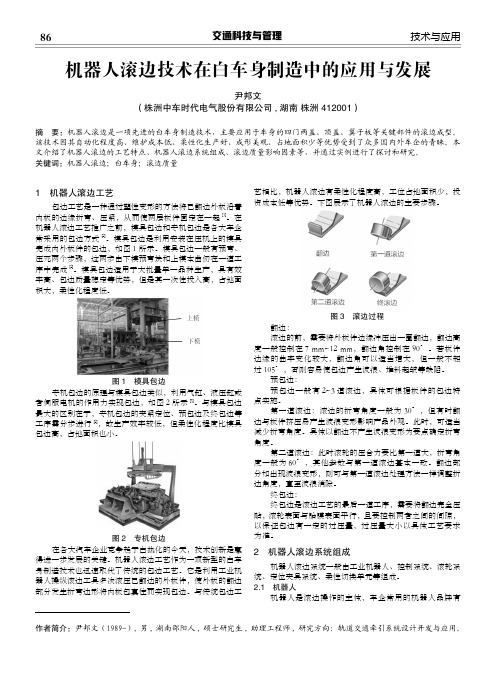
86交通科技与管理技术与应用1 机器人滚边工艺包边工艺是一种通过塑性变形的方法将已翻边外板沿着内板的边缘折弯、压紧,从而使两层板件固定在一起[1]。
在机器人滚边工艺推广之前,模具包边和专机包边是各大车企常采用的包边方式[2]。
模具包边是利用安装在压机上的模具完成内外板件的包边,如图1所示。
模具包边一般有预弯、压死两个步骤,这两步由下模预弯块和上模本曲仞在一道工序中完成[2]。
模具包边适用于大批量单一品种生产,具有效率高、包边质量稳定等优势,但是其一次性投入高,占地面积大,柔性化程度低。
图1 模具包边专机包边的原理与模具包边类似,利用气缸、液压缸或者伺服电机的作用力实现包边,如图2所示[3]。
与模具包边最大的区别在于,专机包边的夹紧定位、预包边及终包边等工序需分步进行[2],故生产效率较低,但柔性化程度比模具包边高,占地面积也小。
图2 专机包边在各大汽车企业竞争趋于白热化的今天,技术创新是赢得进一步发展的关键。
机器人滚边工艺作为一项新型的白车身制造技术也迅速取代了传统的包边工艺。
它是利用工业机器人操纵滚边工具多次滚压已翻边的外板件,使外板的翻边部分发生折弯边形将内板包裹住而实现包边。
与传统包边工艺相比,机器人滚边有柔性化程度高,工位占地面积少,投资成本低等优势。
下图展示了机器人滚边的主要步骤。
图3 滚边过程翻边:滚边的前,需要将外板件边缘冲压出一圈翻边,翻边高度一般控制在7 mm~12 mm,翻边角控制在90°。
若板件边缘的曲率变化较大,翻边角可以适当增大,但一般不超过105°,否则容易使包边产生波浪、堆料起皱等缺陷。
预包边:预包边一般有2~3道滚边,具体可根据板件的包边特点实施。
第一道滚边:滚边的折弯角度一般为 30°,但有时翻边与板件挤压易产生波浪变形影响产品外观。
此时,可适当减少折弯角度。
具体以翻边不产生波浪变形为要点确定折弯角度。
第二道滚边:此时滚轮的压合力要比第一道大,折弯角度一般为60°,其他参数与第一道滚边基本一致。
缓冲齿轮精密冷锻工艺及模具
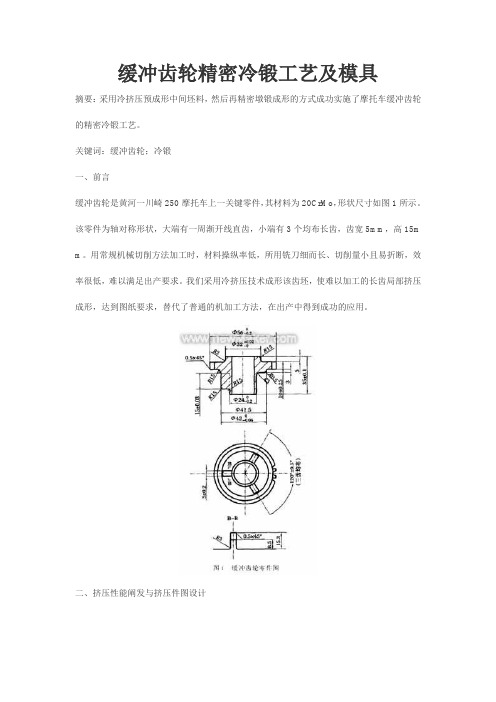
缓冲齿轮精密冷锻工艺及模具摘要:采用冷挤压预成形中间坯料,然后再精密墩锻成形的方式成功实施了摩托车缓冲齿轮的精密冷锻工艺。
关键词:缓冲齿轮;冷锻一、前言缓冲齿轮是黄河一川崎250摩托车上一关键零件,其材料为20CrMo,形状尺寸如图1所示。
该零件为轴对称形状,大端有一周渐开线直齿,小端有3个均布长齿,齿宽5mm,高15m m。
用常规机械切削方法加工时,材料操纵率低,所用铣刀细而长、切削量小且易折断,效率很低,难以满足出产要求。
我们采用冷挤压技术成形该齿坯,使难以加工的长齿局部挤压成形,达到图纸要求,替代了普通的机加工方法,在出产中得到成功的应用。
二、挤压性能阐发与挤压件图设计该零件布局为轴对称形状,且不复杂;材料为20CrMo,退火状态硬度HB120-135,强度不高,变形抗力不大;但大端处一周渐开线齿不适合挤压成形,应留给后续机加工完成以包管其精度;所给缓冲齿轮的尺寸精度和外表粗拙度要求一般,冷挤零件的外表粗拙度可达Ra=0.8-0.4μm,公差等级在IT8-IT7摆布,故冷挤压工艺完全可满足该零件的各项要求。
按冷挤压工艺要求和零件形状所设计锻件如图2所示。
三、成形工艺及参数该零件假设采用φ56mm毛坯一次成形,没有入模角,造成压力过大,长齿不克不及成形,且易发生裂纹。
其原因是由于长齿外圆处流动比φ26.5mm圆柱处慢很多,易使长齿被拉裂。
当采用φ 45mm坯料闭式墩挤成形时,更易呈现芯部φ26.5mm圆柱局部流出过快而3长齿流出很慢,底子无法充满的状态,而且两者因流速差别太大而发生扯破现象。
该零件成熟的成形工序可分为两步。
第1步先用φ42mm坯料正挤出直径为φ26.5mm的圆柱以及3条均布长齿。
第2步再将坯料头部由φ42mm墩粗到φ58mm,并成形φ32mm的顶端圆台。
应当说明的是当采用φ42mm坯料正挤成形时,虽然φ26.5mm的圆柱局部的流出速度仍然比3长齿局部的快,但差别较小,不会呈现扯破现象,因此预成形工艺得以顺利实施。
川崎机器人的工作范围
川崎机器人的工作范围1.引言1.1 概述川崎机器人作为一种先进的工业机器人,在生产制造领域扮演着重要的角色。
它由日本川崎重工业株式会社研发生产,采用了先进的技术和创新的设计,能够实现高效、精确和灵活的自动化操作。
川崎机器人具有广泛的工作范围,可以应用于各种不同的行业和领域。
首先,川崎机器人在汽车制造业中扮演着重要的角色。
它可以用于汽车生产线上的各种工序,如焊接、涂装、组装等。
川崎机器人具有精准的运动控制能力和高速度的执行能力,可以完成复杂的焊接操作,并能够确保焊接质量的稳定性和一致性。
同时,川崎机器人还可以进行涂装操作,确保涂装的均匀性和质量。
在汽车组装过程中,川崎机器人可以完成零部件的搬运和组装任务,提高生产效率和质量。
此外,川崎机器人还广泛应用于电子制造业。
在电子产品的生产过程中,川崎机器人可以实现精细的产品组装,保证产品的质量和一致性。
它可以完成电子零部件的安装、焊接和测试任务,提高生产效率和工作精度。
川崎机器人还可以应用于电子产品的包装和搬运,确保产品的安全和有效的物流操作。
另外,川崎机器人还可以在食品加工和医药生产等行业中发挥重要作用。
在食品加工领域,川崎机器人可以完成食品包装、分拣和烹饪等任务,提高生产效率和食品质量。
在医药生产中,川崎机器人可以完成药品的包装和生产流水线上的各种操作,确保药品的安全和质量。
总之,川崎机器人的工作范围十分广泛。
它可以应用于各种不同的行业和领域,完成各种复杂的自动化操作。
随着科技的不断发展和创新,相信川崎机器人在未来会在更多领域发挥更大的作用。
1.2文章结构文章结构部分的内容如下:1.2 文章结构本文将从以下几个方面来介绍川崎机器人的工作范围。
首先,我们将概述川崎机器人的基本情况和应用领域。
接着,我们将详细讨论川崎机器人的工作范围的要点。
最后,我们将总结文章内容,并对未来的发展进行展望。
以下是文章的具体结构安排:第二部分正文将分为两个要点来介绍川崎机器人的工作范围。
川崎机器人基础知识介绍
第6轴运动(手指部的运动)
工具安装在机器人手臂的前端法兰面上
手腕端部法兰面的尺寸(具体尺寸参照机器人说明书)
通孔
螺纹孔
法兰孔
安装螺栓形式(具体尺寸参照机器人说明书)
安装螺栓
抓手安装面
螺纹深度
抓手安装部 (法兰面)
机器人的设置方式
机器人在工厂安装之前,一定要确认好机器人的安装方法,设置的空间,设计好布局图 吊装方式 壁挂方式
第1轴运动(腰的运动)
第2轴运动(肩关节的运动)
第3轴运动(肘关节的运动)
第4轴运动(手腕的运动)
第5轴运动(手腕的弯曲运动)
第6轴运动(手指部的运动)
机器人的运动)
第2轴运动(肩关节的运动)
第3轴运动(肘关节的运动)
第4轴运动(手腕的运动)
第5轴运动(手腕的弯曲运动)
棚架安装方式
地面安装方式
所有机种的机器人都适用于地面安装方式,壁挂方式,棚架安装方式。吊装式只是用于一部分机种。
<注意事项> 安装机器人时一定要保证安装面水平。并且安装在设计好的位置内。 安装基础是,要按照设计好的基础尺寸范围进行安装,使用高强度的膨胀螺栓 使用安装台的时候,必须考虑好安装台的中心,会不会安装机器人之后方式倒斜。
川崎机器人基础知识介绍
制作:技术部 牛宏亮
日期:2014.12.2
机器人结构篇
机器人是由哪些部分组成的
以川崎机器人F系列(六轴)为例来说明
⑤旋转驱动电机 ⑤弯曲驱动电机 ④旋转 ⑤旋转 540° 540° ⑤旋转驱动减速机 ⑤弯曲驱动减速机 ③上下驱动减速机 ⑤旋转290° ⑤弯曲 ③上下驱动电机(无刷电机 ) ⑥绞动 720° ④旋转驱动减速机 ④旋转驱动电机
机器人现场编程-川崎机器人的点动

机器人现场编程-川崎机器人的点动简介川崎机器人是一种先进的工业机器人,广泛应用于生产线上的各种工厂和制造业。
其点动功能使得机器人更加灵活和高效,在现场编程中扮演着至关重要的角色。
什么是点动?点动是指机器人通过连续的单步运动,实现对机器人的位置和动作进行微调和控制的一种方式。
通过点动功能,操作员可以方便地通过按下按钮、旋转手柄或使用触摸屏等方式,逐步控制机器人的移动,以实现精确的位置调整和动作指令。
川崎机器人的点动功能川崎机器人具有强大的点动功能,并提供多种不同的控制方式。
以下是几种常见的点动方式:1.按钮控制:川崎机器人配备了多个按钮,用于进行前进、后退、上升、下降等简单的点动操作。
这些按钮布局合理,易于操作员掌握,并且通过简单的按压即可实现机器人的微调。
2.手柄控制:川崎机器人上配备了手柄,通过旋转手柄的方式可以实现更加精确的点动控制。
手柄控制可以在三个方向上进行微调,以实现精确的位置调整和动作控制。
3.触摸屏控制:川崎机器人的触摸屏界面友好且易于操作,提供了丰富的点动功能。
通过触摸屏,操作员可以直接指定机器人的目标位置,并通过简单的手势操作来实现机器人的微调和控制。
点动的应用场景点动在机器人的现场编程中有着广泛的应用场景,以下列举几个常见的应用:1.定位调整:在安装和调试机器人时,经常需要对机器人的位置进行微调,以确保机器人精确达到所需的位置。
通过点动功能,操作员可以通过逐步调整机器人的位置,实现精确的定位调整。
2.动作优化:在机器人的运行过程中,有时需要对机器人的动作进行微调,以达到更好的效果。
比如,在装配线上,机器人需要按照特定的步骤进行装配,通过点动功能,操作员可以针对每个步骤进行微调,以保证装配的准确性和效率。
3.故障排查:在机器人运行时,如果发现某个动作出现错误或异常,点动功能可以帮助操作员对机器人进行调试和排查故障。
通过点动功能,操作员可以逐步调整机器人的动作,以便找出问题所在,并及时进行修复。
机器人滚压包边DPCAF12001-2008
实用标准文案机器人滚压包边Sertissage robotise a la molette2008—11—12发布2008—11—12实施Q/DPCA神龙汽车有限公司企业标准神龙汽车有限公司 发布内部使用签字下列人员参加了本标准编写和审核:目次前言 (III)标准演变 (IV)1 范围 (1)2 规范性引用文件 (1)3 术语和定义 (1)4 包边的概述 (3)4.1 包边产品的DFN (3)4.2 DFNIE参数确定的原则 (4)4.2.1一般的水平包边(机器人滚压包边) (4)4.2.2水滴包边(机器人滚压包边) (4)5 包边的各种形式 (5)6 产品滚边后应满足的要求 (5)7 滚压包边的基本工艺 (5)8 机器人滚压包边设备 (6)8.1机器人滚边设备的构成 (6)8.2滚压头的技术要求 (7)8.3胎膜的材料及热处理 (9)9 滚边胎膜的返修工艺 (9)9.1 调试过程及正常生产过程中的返修 (9)9.2 控制胎膜出现缺陷的方法 (10)10 滚边的缺陷及解决方法 (11)11 其他 (12)11.1滚边设备备件的提供 (12)11.2滚边设备辅助工具的提供 (12)自B53项目引进机器人滚压包边工艺以来,该工艺方案因其成本低廉、柔性好、调试周期短等特点,逐渐取代传统包边技术,广泛应用于开启件生产线,根据DPCA几年来机器人滚压包边技术运用情况进行总结而形成本标准。
本标准于2008年11月12日首次发布。
本标准自发布之日开始实施。
本标准由技术中心整车部车身产品及工艺设计分部提出。
本标准由技术中心整车部整车综合分部标准法规室归口。
本标准由技术中心整车部车身产品及工艺设计分部焊装工艺室负责解释。
标准演变开启件包边机器人液压包边1范围本标准规定了神龙汽车有限公司焊装生产准备项目及现生产项目中关于白车身开启件的包边技术:机器人滚压包边技术的相关规范。
本标准用于指导和规范机器人滚压包边工艺及设备调试。
机器人滚边技术浅析
机器人滚边技术浅析张云;农明满;雷志华【摘要】针对几种常见的包边工艺进行研究分析,并对其优缺点进行归纳总结.详细阐述了机器人滚边技术相比传统包边技术的优势,重点介绍了机器人滚边系统的设备组成和功能,根据实际生产中机器人滚边技术的质量缺陷,归纳了滚边质量的控制方法和问题解决措施,以指导高柔性的滚边技术更好地应用于汽车制造领域.【期刊名称】《汽车工艺与材料》【年(卷),期】2016(000)001【总页数】6页(P1-5,10)【关键词】滚边技术;机器人;质量缺陷;控制方法【作者】张云;农明满;雷志华【作者单位】上汽通用五菱汽车股份有限公司,柳州545007;上汽通用五菱汽车股份有限公司,柳州545007;上汽通用五菱汽车股份有限公司,柳州545007【正文语种】中文【中图分类】U466汽车行业竞争愈来愈激烈,为满足消费者多样化需求,汽车制造商需要在短周期、低成本的前提下制造出高品质、多外形的汽车,这样才能立于不败之地。
车身覆盖件(尤其是汽车左/右前车门、左/右后车门,发动机罩盖和行李箱盖,即称四门两盖)作为汽车车身的主要外观部件,其外观质量和轮廓精度的重要性不言而喻。
包边工艺作为门盖零件在车身生产线的最后一道工序,决定了门盖总成装配到白车身的均匀间隙性、良好面差度及产品稳定性。
机器人滚边技术作为一项新包边技术,具有柔性化制造、生产率高、设备一次性投入小及维护成本低、作业面积小等显著特点,适应当前汽车制造业潮流,为汽车行业所青睐。
汽车生产工艺中的包边技术是指车身外板折边后包住内板的成型工艺,即通过外板四周边缘的翻边弯曲变形,将内板四周包压在其内形成牢固的连接,见图1。
1.1 包边工艺分类常见的门盖包边工艺可分为四种形式,即手工包边工艺、压力模具包边工艺、桌式包边工艺以及机器人滚边工艺。
前三种可归为传统包边工艺,而机器人滚边技术是近年发展的新技术。
以上四种包边工艺的包边过程大同小异,即翻边、预滚边、终滚边。
划时代技术引领发展
划时代技术引领发展
佚名
【期刊名称】《现代制造》
【年(卷),期】2017(000)019
【摘要】川崎机器人以近未来的生产线为构想,推出的车体模拟生产线,集点焊、弧焊、摩擦搅拌点焊(FSJ)多种焊接技术应用于一体,受到业界的广泛关注。
川崎机器人车体生产线中的亮点就是摩擦搅拌点焊(FSJ)技术,其被称作轻合金划时代的焊接法。
这项技术荣获了第33届日本产业技术大奖、审查委员会特别奖。
FSJ焊接技术是与点焊、激光焊接、铆接等不同的新型焊接方法,利用了“摩擦搅拌”原理,通过专用焊枪的高速旋转,使焊接材质迅速达到熔点进而相互熔合,达到焊接的目的。
【总页数】2页(P39-40)
【正文语种】中文
【中图分类】U671.8
【相关文献】
1.技术创新引领行业健康发展——2016中国微生物技术创新发展论坛侧记 [J],
宋安勇
2.创新驱动科技引领以高新技术促经济发展方式转变--2012年邯郸市高新技术产
业发展状况 [J], 王建平;刘一敏
3.打造优势产业引领现代农业三业联动发展勇立发展潮头经济高效生态平衡技术领先长江总公司示范引领现代农业 [J], 蔡明清
4.划时代录影技术谈DVD的趋势发展 [J],
5.明确定位,努力打造引领行业技术发展的有影响力的科技期刊--《真空电子技术》第八届编委会会议暨真空电子技术发展研讨会 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Quality
Better surface since only low forces are led into the parts
High hemming flange quality The hemming force will be optimal fitted by the hemming robot Exact tolerances in the contours The tolerances can be influenced by the robot program
Roller Hemming Technology 包边工艺
Wheel house hemming in framing line
车轮罩包边
Roller Hemming Technology 包边工艺
Main Features and Advantages
Cost savings
Examples of flanges
No hydraulic hemming press No complex hemming tools No loss of time for hemming tool changing Equipment may be reused for later models Easy spare parts production after model run-out
川崎机器人预折边技术。解决了行业内覆盖件外板角度大 于130度无法采用机器人滚边技术的问题,实现了B40前盖 160度大角度的滚边工艺。预压机构需要一个大翻板系统 ,由于预压段过长,导致内板起弧线靠模现场精度极难调 整,所以我们采用了分段式靠模。使现场工装制造装配精 度达到了设计要求。
川崎机器人 Hemming System for flange openings until 180°: EDHS 180
Section of a sun roof frame
variable flange heights are possible with one tool
1. pre-hemming operation 2 . second hemming operation 3. third hemming operation 4. final hemming operation
Final Hemming Operation
Pre-Hemming Operation
Movie
(to start the movie, click the picture)
Roller Hemming Technology 包边工艺
Realization of several various flanges possible: 通常的几种包边方式:
drop formation standard flange
V-shaped roller
contour related roller
tool support
V-shaped flange at magnesium inner part special flange
Number of Hemming Steps with 30 to 45 Degrees per Step Number of steps depends on general conditions such as material or flange length.
机器人包边方法是通过压轮在金属薄板边上以不同的角度移动而使薄板边发生弯曲, 以达到 所期望的包边角度.
川崎机器人 Hemming System EDHS 130°
川崎机器人 Hemming System EDHS 180°
Function: 川崎机器人 Hemming Tool (90- 130° flangeopening)
contour related roller tool support V-shaped roller drop formation
Flexibility
Low cost implementation of product modifications Short implementation schedule of product modifications
It is possible to integrate further optional parts.
Technical data of the IAA-Presentation installation
• Robot Ultimate loadcapacity: - 180 kg Applied load: - 100 kg Weight: - 1.267 kg Possibilities of installation: - floor mounted or up sid down (mounted to the ceiling)
川崎机器人包边工艺和技术介绍
Production Engineering
Rollerhemming.ppt
What is roller hemming? 什么是包边
The robotic roller hemming tool moves around the sheet metals to be processed and creates the desired hemming variants.
Time Schedule
Short realization schedule by using standard components Optimization only by robot program
special flange
此项目根据实际设备量进行了优化组合,创造性 的只使用两台机器人,两种滚边头就完成了四门 两盖共6个件的滚边工艺,体现了极高的工艺水 平和装备性价比。
Rollerpairs for Sunroof Hemming
Tool 1
Tool 2
Step 1 35°
Step 2 85°
Step 3 135°
Step 4 180°
Example: View of a Roller Hemming Cell
The cell consists of: • 1 robot • 1 roller hemming fixture • 1 hemming tool • safety area Optional: • adhesive equipment • additional hemming fixtures • clinch guns • welding guns
Roller Hemming Technology 包边工艺
Roller Hemming of a Tailgate (2 hemming robots)
两台机器 Technology 包边工艺
Conventional massive engineering for hemming Realization in case of a tailgate.
Roller Hemming Technology by 川崎机器人 滚边技术
Systems系统: • 川崎机器人 EDHS 130° Single单头 • 川崎机器人 EDHS 130° TwinStep双头 (patented专利) • 川崎机器人 EDHS 130° Verso反面 (patented专利) • 川崎机器人 EDHS 180° Our competencies实力: • Consulting in product development产品开发咨询 • SE-Support SE-支持 • Development of hemming method plan滚边方式开发 • Standardized Hemming Tools标准滚边工具 • Concept & Engineering概念及工程 • Simulation仿真 • Manufacturing, commissioning, start up制造,调试,启动 • Robot Programming, Quality cycles机器人编程,质量管理循环 • Realization from System integration to turn-key-solutions通过 系统集成在整个项目方案中实现 Your Advantage优势: • Experience in the special field of Roller Hemming 滚边专业领域的经验 • Experience in production facilities 产品设备的经验 • Experience in product development 产品开发的经验 • Skilled, highly qualified Engineers 拥有高技术,高质量的工程师 • Reduction of risks and interfaces for our customers by a complete Solution out of one hand 通过完整的方案来减少客户的风险 • High quality / stable processes 高质量/稳定的程序
Workspace volume: - ca. 55 m3 Maximum range - 2.700 mm Repeating accuracy <+/- 0,15 mm • Data of the installation programmed hemming velocity - 200 mm/sec programmed velocity during applying adhesive - 400 mm/sec speed between the individual operations - ca. 2.000 mm/sec Area of the hemming installation needed at the exhibition site - 6.000 mm x 6.000 mm Cycle time for the total process The „role“ of 川崎机器人 in the bodyshop - 150 sec