输送流体用无缝钢管
GBT8163-2008《输送流体用无缝钢管》

GB/T8163-2008《输送流体用无缝钢管》一、单选题1.钢管的外径(D)和()(S)应符合GB/T17395的规定。
A.内径B.壁厚C.长度D.化学成分答案:B(4.1壁厚)2.钢管的通常长度为()。
A. 3000mm—12000mmB. 3000mm—6000mmC. 3000mm—12500mmD. 6000mm—12000mm答案:C(4.3.1通常长度)3.钢应采用()加炉外精炼或氧气转炉加炉外精炼方法冶炼。
A.电解法B. 电弧炉C.连续炼钢D.混合炼钢答案:B(5.2.1钢的冶炼方法)4.热轧(挤压、扩)钢管应以热轧状态或热处理状态交货。
要求()状态交货时,需在合同中注明。
A. 热轧B. 冷拔C. 热处理D.连铸答案:C(5.3.1)5.()钢管应以热处理状态交货。
A. 热轧B. 冷拔C. 热处理D.连铸答案:B(5.3.2)6.牌号为Q295、Q345、Q390、Q420、Q460,质量等级为B、C、D、E的钢管,当外径不小于70mm,且壁厚不小于6.5mm时,应进行()。
A. 冲击试验B. 压扁试验C. 扩口试验D. 弯曲试验答案:A(5.4.2.1)7.对于外径大于22mm—400mm,并且壁厚与外径比值不大于10%的10、20、Q295和Q345牌号的钢管应进行()。
A. 冲击试验B. 压扁试验C. 扩口试验D. 弯曲试验答案:B(5.5.1压扁试验)8.根据需方要求,经供需双方协商,并在合同中注明,对于壁厚不大于8mm的10、20、Q295和Q345牌号的钢管,可做()。
A. 冲击试验B. 压扁试验C. 扩口试验D. 弯曲试验答案:C(5.5.2扩口试验)9.根据需方要求,经供需双方协商,并在合同中注明,外径不大于22mm的钢管可做()。
A. 冲击试验B. 压扁试验C. 扩口试验D. 弯曲试验答案:D(5.5.3弯曲试验)10.弯曲角度为90º,弯芯半径为钢管外径的(),弯曲后弯曲处不允许出现裂缝或裂口。
GB∕T 8163-2018 输送流体用无缝钢管

GB8163-99输送流体用无缝钢管

GB816399输送流体用无缝钢管:一款高性能的管道材料一、产品概述GB816399输送流体用无缝钢管,是我国依据国家标准GB816399生产的一种高性能管道材料。
该产品主要适用于输送石油、天然气、水、蒸汽等流体介质,具有承压高、耐腐蚀、耐磨、抗冲击等特点,广泛应用于石油、化工、电力、冶金、城市建设等领域。
二、产品特点1. 高承压能力:GB816399无缝钢管采用优质钢材,经过严格的热处理工艺,确保了管道具有较高的承压能力,满足各种流体输送需求。
4. 抗冲击性能:GB816399无缝钢管具有较高的韧性和抗冲击性能,即使在恶劣环境下,也能保证管道安全运行。
5. 安装便捷:无缝钢管采用热轧或冷拔工艺生产,尺寸精度高,易于切割、焊接,安装方便。
三、产品规格GB816399输送流体用无缝钢管规格齐全,可根据客户需求定制。
主要规格如下:1. 外径:10mm1020mm;2. 壁厚:1mm100mm;3. 长度:5m18m。
四、应用领域1. 石油、天然气输送:GB816399无缝钢管适用于输送石油、天然气等介质,为我国能源事业提供有力支持。
2. 化工行业:无缝钢管可用于输送各种腐蚀性流体,如酸、碱、盐等。
3. 电力、冶金行业:作为高温、高压管道材料,GB816399无缝钢管在电力、冶金等行业有着广泛的应用。
4. 城市建设:无缝钢管可用于城市供水、供热、排水等管道系统,保障城市基础设施的正常运行。
五、产品优势1. 质量稳定:GB816399输送流体用无缝钢管在生产过程中严格执行国家标准,确保了产品质量的稳定性,让用户无后顾之忧。
2. 成本效益:相较于其他材质的管道,无缝钢管具有更高的性价比,降低了工程项目成本,提高了投资回报率。
3. 环保节能:无缝钢管优异的耐腐蚀性能和耐磨性,减少了管道维护和更换的频率,有利于节能减排,保护生态环境。
六、选购指南1. 根据用途选择:在选购GB816399无缝钢管时,要明确管道的使用环境,如输送介质的种类、温度、压力等,以确保选购的钢管能满足实际需求。
无缝钢管的分类

无缝钢管的分类无缝钢管是一种常用的钢材产品,广泛应用于石油、化工、电力、航空、航天等领域。
根据不同的标准和要求,无缝钢管可以被分类为不同的类型,本文将对无缝钢管的分类进行介绍。
一、按生产工艺分类:1. 热轧无缝钢管:热轧无缝钢管是通过热轧工艺生产的,通过高温下的轧制,将坯料加工成管形。
热轧无缝钢管具有较高的强度和韧性,广泛用于高压、高温和耐腐蚀的环境中。
2. 冷轧无缝钢管:冷轧无缝钢管是通过冷轧工艺生产的,通过低温下的轧制,将坯料加工成管形。
冷轧无缝钢管具有较高的尺寸精度和光滑的表面,常用于精密仪器、机械设备和汽车制造等领域。
3. 冷拔无缝钢管:冷拔无缝钢管是通过冷拔工艺生产的,通过将热轧或冷轧的管坯进行拉拔加工,使其形成无缝钢管。
冷拔无缝钢管具有较高的尺寸精度和光滑的内外表面,广泛应用于机械制造、汽车零部件和航空航天等领域。
二、按用途分类:1. 结构用无缝钢管:结构用无缝钢管主要用于承受静载和动载的结构件,如建筑结构、桥梁结构、海洋平台等。
结构用无缝钢管要求强度高、耐腐蚀性好、焊接性能优良。
2. 流体输送用无缝钢管:流体输送用无缝钢管主要用于输送液体、气体和固体颗粒,如石油、天然气、水和粉煤灰等。
流体输送用无缝钢管要求耐压、耐腐蚀、密封性好。
3. 机械用无缝钢管:机械用无缝钢管主要用于制造机械设备和工程机械,如汽车、矿山设备和农业机械等。
机械用无缝钢管要求尺寸精度高、表面光滑、机械性能优良。
三、按材质分类:1. 碳素钢无缝钢管:碳素钢无缝钢管是由碳素钢制造的,其主要成分为碳和铁。
碳素钢无缝钢管具有良好的机械性能和焊接性能,广泛应用于各个领域。
2. 合金钢无缝钢管:合金钢无缝钢管是由多种合金元素(如铬、钼、钢等)与碳素钢相结合制造的。
合金钢无缝钢管具有良好的耐高温、耐腐蚀等特性,常用于高温、高压和特殊环境下的工作。
四、按外形分类:1. 圆形无缝钢管:圆形无缝钢管是最常见的一种无缝钢管,其截面为圆形。
GB8163-2008无缝钢管化学成分
GB8163-2008无缝钢管化学成分
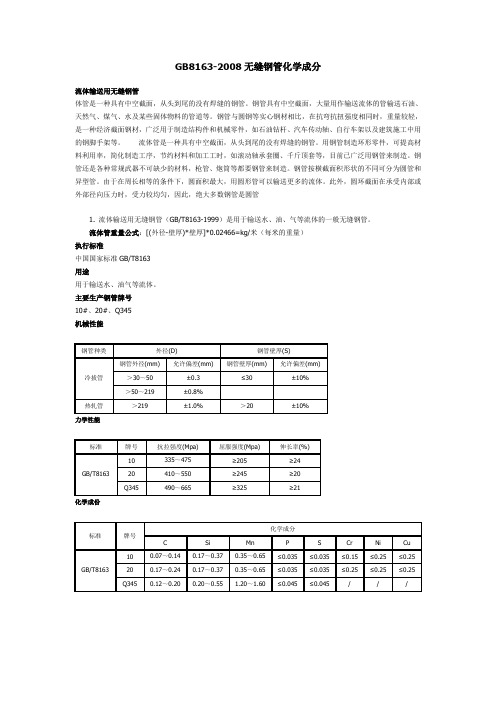
流体输送用无缝钢管
体管是一种具有中空截面,从头到尾的没有焊缝的钢管。
钢管具有中空截面,大量用作输送流体的管输送石油、天然气、煤气、水及某些固体物料的管道等。
钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。
流体管是一种具有中空截面,从头到尾的没有焊缝的钢管。
用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,如滚动轴承套圈、千斤顶套等,目前已广泛用钢管来制造。
钢管还是各种常规武器不可缺少的材料,枪管、炮筒等都要钢管来制造。
钢管按横截面积形状的不同可分为圆管和异型管。
由于在周长相等的条件下,圆面积最大,用圆形管可以输送更多的流体。
此外,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数钢管是圆管
1. 流体输送用无缝钢管(GB/T8163-1999)是用于输送水、油、气等流体的一般无缝钢管。
流体管重量公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
执行标准
中国国家标准GB/T8163
用途
用于输送水、油气等流体。
主要生产钢管牌号
10#、20#、Q345
机械性能
力学性能
化学成份。
无缝钢管国内标准
无缝钢管国内标准
无缝钢管的国内标准具体如下:
1. 结构用无缝钢管(GBT8162-2008)。
主要用于一般结构和机械结构,其代表材质(牌号)包括碳素钢、20、45号钢;合金钢Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。
2. 输送流体用无缝钢管(GBT8163-2008)。
主要用于工程及大型设备
上输送流体管道,代表材质(牌号)为20、Q345等。
3. 低中压锅炉用无缝钢管(GB3087-2008)。
用于制造各种结构低中
压锅炉过热蒸汽管、沸水管及机车锅炉用过热蒸汽管、大烟管、小烟
管和拱砖管,代表材质为10、20号钢。
在具体规格方面,无缝钢管的规格通常为:外径(毫米),厚度(毫米),长度(米)。
根据实际需要,双方协商确定。
输送流体用无缝钢管常用规格品种
输送流体用无缝钢管常用规格品种
输送流体所使用的无缝钢管常用规格品种有很多,主要根据不
同的工作压力、温度、流体类型和管道用途来选择。
以下是一些常
见的无缝钢管规格品种:
1. GB/T8163-2008《无缝钢管》,主要用于输送水、油、天然
气等流体。
常见规格有Φ10、Φ20、Φ45、Φ57等。
2. GB 3087-2008《低中压锅炉无缝钢管》,适用于低中压锅炉
和压力容器,输送蒸汽和热水。
常见规格有Φ10、Φ20、Φ45、
Φ57等。
3. GB 5310-2008《高压锅炉无缝钢管》,适用于高压锅炉和超
高压锅炉,输送高温高压蒸汽。
常见规格有Φ20、Φ45、Φ57、
Φ89等。
4. GB/T17396-2009《无缝热交换管》,用于石油、化工、电力、锅炉等行业的热交换设备中。
常见规格有Φ1
5.88、Φ19.05、
Φ25.4、Φ31.75等。
5. ASTM A106/A106M-19《无缝碳钢管适用于高温服务》,用于输送高温流体,如水蒸气、气体等。
常见规格有1/2英寸、3/4英寸、1英寸、1-1/2英寸等。
此外,根据不同的标准和要求,无缝钢管的材质也有所不同,包括碳钢、合金钢、不锈钢等。
在选择无缝钢管时,需要根据具体的工程需求和使用环境来确定合适的规格品种。
流体输送用无缝钢管规格

流体输送用无缝钢管规格
流体输送用无缝钢管的规格通常根据其用途、工作压力、流体性质等因素来确定。
一般来说,无缝钢管的规格包括外径、壁厚和长度等参数。
外径,流体输送用无缝钢管的外径通常根据输送流体的流量和工作压力来确定,常见的外径包括1/8英寸到36英寸不等,具体的外径尺寸需要根据具体的工程要求来选择。
壁厚,无缝钢管的壁厚也是根据输送流体的压力、温度等因素来确定的,一般来说,壁厚越大,承受的压力就越大。
常见的壁厚包括SCH10、SCH20、SCH30、SCH40、SCH60、SCH80、SCH120、SCH160等不同等级。
长度,无缝钢管的长度一般有固定长度和随机长度两种,固定长度一般为6米或者12米,随机长度则根据客户的要求进行切割。
除了上述基本规格外,流体输送用无缝钢管的材质也是非常重要的,常见的材质包括碳钢、合金钢、不锈钢等,不同的材质具有不同的耐腐蚀性能和机械性能,需要根据具体的使用环境和要求来
选择合适的材质。
此外,根据不同的标准和规范,无缝钢管的规格也会有所不同,比如国际上常用的ASTM标准、国内常用的GB标准等,都会对无缝
钢管的规格有详细的规定。
总的来说,流体输送用无缝钢管的规格是根据具体的使用要求
来确定的,需要综合考虑流体性质、工作压力、温度、材质等多个
因素,选择合适的规格才能确保管道系统的安全可靠运行。
输送流体用无缝钢管常用规格品种

输送流体用无缝钢管常用规格品种全文共四篇示例,供读者参考第一篇示例:输送流体用无缝钢管是在输送石油、天然气、水等流体时必不可少的管材,它具有耐高压、耐腐蚀、耐低温等优点,因此在各类管线工程中得到广泛应用。
无缝钢管的规格品种繁多,下面就来介绍一些常用的规格品种。
1. GB/T 8163-2008 无缝钢管该标准规定了以常压流体输送为目的的无缝钢管的规格和尺寸。
其主要材质为20#、45#、16Mn等,常用直径范围为6-426mm,壁厚范围为0.8-8mm。
因其制造工艺简单、质量稳定,在各类管道工程中应用广泛。
5. ASTM A106 碳素钢无缝管该标准规定了用于高温、高压环境下的碳素钢无缝管的规格和尺寸。
常见的材质有A106B、A106C等,常用直径范围为10-530mm,壁厚范围为2-50mm。
这种管材具有高耐压、抗腐蚀等特点,广泛应用于石油、化工等行业。
无缝钢管作为重要的管道材料,在各类工程中起着不可替代的作用。
不同的规格品种适用于不同的工况和要求,选择合适的无缝钢管对于工程的安全和稳定至关重要。
希望以上介绍能够对您有所帮助,谢谢阅读!第二篇示例:无缝钢管是一种常用的输送流体管材,主要用于石油、天然气、水等各种流体的输送。
无缝钢管具有优良的机械性能和耐腐蚀性能,因此在工业领域得到广泛应用。
在选择无缝钢管时,常见的规格品种包括不同的直径、壁厚和材质。
本文将介绍一些输送流体用无缝钢管常用的规格品种。
一、直径无缝钢管的直径是其主要的尺寸参数之一,通常以英寸或毫米表示。
常见的直径有1/8英寸、1/4英寸、1/2英寸、3/4英寸、1英寸、2英寸、3英寸、4英寸等。
根据不同的需求和管道系统的设计,选择适当直径的无缝钢管可以提高输送效率和减少能耗。
二、壁厚无缝钢管的壁厚是指管壁的厚度,通常以英寸或毫米表示。
不同的工程项目对无缝钢管的壁厚要求不同,较小直径的管道通常需要较薄的壁厚,而较大直径的管道则需要更厚的壁厚。
GBT14976~1994流体输送用不锈钢无缝钢管参数
◎
◎
◎
◎
◎
◎
133
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
140
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
146
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
152
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
159
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
168
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
180
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
194
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
219
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
245
◎
◎
◎
◎
◎
◎
◎
◎
◎
237
◎
◎
+15
-12.5
±12.5
壁厚
S
0.5~1
±0.15
±14%
±0.12
>1~3
+12%
-10%
≥15
+20
GB8163无缝钢管
GB8163-1999
GB8163无缝管
是流体输送用无缝钢管(GB8163-1999),是用于输送水、油、气等流体的一般无缝钢管。
GB8163无缝管(流体管)是一种具有中空截面,从头到尾的没有焊缝。
无缝管具有中空截面,大量用作输送流体的管输送石油、天然气、煤气、水及某些固体物料的管道等。
无缝管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。
用无缝管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,如滚动轴承套圈、千斤顶套等,目前已广泛用无缝管来制造。
无缝管还是各种常规武器不可缺少的材料,枪管、炮筒等都要钢管来制造。
无缝管按横截面积形状的不同可分为圆管和异型管。
由于在周长相等的条件下,圆面积最大,用圆形管可以输送更多的流体。
此外,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数钢管是圆管。
Q235b是碳素结构钢
①由Q+数字+质量等级符号+脱氧方法符号组成。
它的钢号冠以“Q”,代表钢材的屈服点,后面的数字表示屈服点数值,单位是MPa例如Q235表示屈服点(σs)为235 MPa的碳素结构钢。
②必要时钢号后面可标出表示质量等级和脱氧方法的符号。
质量等级符号分别为A、B、C、D。
脱氧方法符号:F表示沸腾钢;b表示半镇静钢:Z表示镇静钢;TZ表示特殊镇静钢,镇静钢可不标符号,即Z和TZ都可不标。
例如Q235-AF表示A级沸腾钢。
dn15无缝钢管尺寸
dn15无缝钢管尺寸
摘要:
1.DN15 无缝钢管的含义
2.DN15 无缝钢管的尺寸
3.DN15 无缝钢管的应用领域
正文:
一、DN15 无缝钢管的含义
DN15 无缝钢管是一种无缝钢管,其尺寸为15mm。
在工业领域中,DN 是表示管道直径的符号,其后面的数字则代表管道的直径。
因此,DN15 无缝钢管就是指直径为15mm 的无缝钢管。
二、DN15 无缝钢管的尺寸
DN15 无缝钢管的尺寸主要包括外径、壁厚和长度。
其中,外径是指管道的外部直径,壁厚是指管道的壁厚,长度则是指管道的长度。
这些尺寸可以根据具体的使用需求进行定制。
三、DN15 无缝钢管的应用领域
DN15 无缝钢管由于其良好的密封性能和强度,被广泛应用于各种流体输送系统中,如水管、气管、油管等。
其无缝设计使得管道在输送过程中不会出现泄漏的问题,从而保证了流体的输送效率和安全性。
此外,DN15 无缝钢管还可以用于制造机械零件和构件,如轴类零件、齿轮、螺母等,其强度和耐磨性使得这些零件在机械设备的运行中能够承受更大的负荷和摩擦。
GBT14976-1994流体输送用不锈钢无缝钢管参数

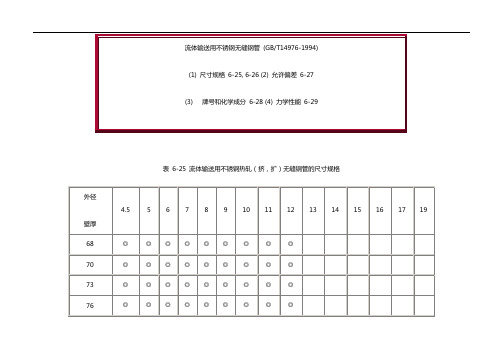
表6-25 流体输送用不锈钢热轧(挤,扩)无缝钢管的尺寸规格
注: 1. ◎表示热轧管规格。
2 .根据需方要求,经供需双方协议,可供应表6-25 和表6-26 规格以外的其他尺
寸的钢管,尺寸偏差执行相邻较大规格的规定。
表6-26 流体输送用不锈钢冷拔(轧)钢管的尺寸规格
注:●表示冷拔(轧)钢管规格。
表6-27 流体输送用不锈钢无缝钢管的尺寸允许规格偏差壁厚
壁厚<
15mm ………………………………………………………1.5mm/m
壁厚≥15mm………………………………………………………2.0mm/m 热扩管………………………………………………………3.0mm/m
表6-28 流体输送用不锈钢无缝钢管的牌号和化学成分
①残余Ni ≤0.60。
表 6-29 流体输送用不锈钢无缝钢管的力学性能
注:1. 热挤压管的抗拉强度允许降低20MPa。
2. 钢管经热处理并酸洗交货。
凡经整体磨,镗或经保护气氛热处理的钢管,可不经酸洗交货。
3.根据需方要求,在合同中注明,可测定钢管的屈服强度。
GB T14976-1994 流体输送用不锈钢无缝钢管参数

表 6-25 流体输送用不锈钢热轧(挤,扩)无缝钢管的尺寸规格
注: 1. ◎ 表示热轧管规格。
2 .根据需方要求,经供需双方协议,可供应表 6-25 和表 6-26 规格以外的其他尺
寸的钢管,尺寸偏差执行相邻较大规格的规定。
表 6-26 流体输送用不锈钢冷拔(轧)钢管的尺寸规格
注:● 表示冷拔(轧)钢管规格。
表 6-27 流体输送用不锈钢无缝钢管的尺寸允许规格偏差壁厚
壁厚 <
15mm ………………………………………………………1.5mm/m
壁厚≥ 15mm………………………………………………………2.0mm/m
热扩管………………………………………………………3.0mm/m
表 6-28 流体输送用不锈钢无缝钢管的牌号和化学成分
①残余Ni≤0.60。
表 6-29 流体输送用不锈钢无缝钢管的力学性能
注:1. 热挤压管的抗拉强度允许降低20MPa。
2. 钢管经热处理并酸洗交货。
凡经整体磨,镗或经保护气氛热处理的钢管,可不经酸洗交货。
3.根据需方要求,在合同中注明,可测定钢管的屈服强度。
无缝管标准8163

无缝管标准8163无缝管是一种在无缝和焊接生产过程中制成的圆形截面的管材。
国家标准GB/T8163-2008《液压输送用无缝钢管》规定了无缝钢管的制造标准和技术要求。
一、标准适用范围本标准适用于石油、天然气、化工、水力、热力等行业的输送流体介质,特别是适用于高压和高温输送环境。
二、产品分类按照用途,无缝钢管可以分为输送流体、结构用钢管等类型。
根据不同的分类,其生产工艺和成分要求不同。
三、管材制造工艺1、冷拔(轧)制管子制造需要的原材料是钢坯,钢坯经过酸洗、切割、加热和轧制后成为管子。
制造过程中还需要对材料进行化学分析、力学性能测试、超声波探伤、涂层检查等一系列检测和质量控制措施,确保无缝管的质量。
2、热轧制热轧制是将钢坯加热至一定温度后轧制成管子的制造工艺。
这种工艺制造出的管子表面光滑、精度高、壁厚均匀、机械性能良好。
但是热轧制造比冷拔制造成本高,也易产生内部质量问题。
四、管子化学成分无缝钢管的化学成分主要由C、Si、Mn、P、S五个元素组成。
其中C、Mn、P和S含量越高,管材强度越大,同时也会影响到无缝管的可焊性。
五、管材机械性能无缝钢管在机械性能方面主要指其抗拉强度、屈服强度和延伸率三个指标。
这些机械性能指标的高低直接决定了无缝管可适用的使用环境和性能表现。
六、管材外观和尺寸误差无缝钢管的外观质量是指管子表面的光滑度、沟槽、凹凸和划痕等方面。
尺寸误差则是指管子的直径、壁厚等尺寸方面误差。
这些方面的误差都需要控制在国家标准规定的范围内。
七、质检标准无缝管的质检标准主要包括检测方法、检测项目和检测标准等方面。
其中检测方法包括物理和化学方法两种,检测项目涵盖了化学成分、机械性能、外观质量和尺寸等方面。
无缝管标准8163是液压输送行业需要遵从和遵守的标准。
这个标准的出现,无疑是促进了无缝管的制造技术随着科技的不断发展和进步,我们相信这个标准还会在未来继续发挥其重要的作用。
八、应用范围无缝管8163标准适用于输送石油、天然气、水、气体等流体介质的场合。
输送流体用无缝钢管标准
输送流体用无缝钢管标准
嘿,咱今儿就来聊聊输送流体用无缝钢管标准这档子事儿!
你想想看啊,这无缝钢管就好比是流体的专属通道,要是这通道不靠谱,那流体还不得乱了套呀!就像咱家里的水管,要是质量不行,三天两头漏水,那多闹心呀!
这输送流体用无缝钢管的标准那可真是太重要啦!首先呢,这尺寸得合适吧,不能太粗也不能太细,得刚好能让流体顺畅通过呀。
这就跟咱走路一样,路太窄了走起来费劲,路太宽了又容易走偏。
然后说说材质,那得结实耐用啊!不能用着用着就裂了、坏了。
这要是在一些重要的场合,比如输送石油啥的,钢管出了问题那可不得了,那不就跟大坝决堤了一样嘛!
还有啊,这钢管的表面也得光滑,不能有坑坑洼洼的。
你想啊,流体在里面流,要是碰到不光滑的地方,不就跟人走路碰到石头一样,容易磕磕绊绊的嘛。
再就是连接的地方,得密封好呀,不能漏!这就跟咱家里的水龙头接口似的,要是漏水,那不是浪费水嘛,还把家里弄得湿漉漉的。
咱国家对这输送流体用无缝钢管标准可是有严格要求的呀!这可不是闹着玩的,这是为了保证我们的生活和生产安全呢!你说要是没有这些标准,那市场上不就乱套了嘛,啥样的钢管都有,那多吓人呀!
咱平常可能感觉不到这些钢管的重要性,但你想想,没有它们,我们的石油怎么输送,天然气怎么供应,水怎么能流到我们家里呢?它们就像幕后的英雄,默默地工作着,保障着我们的生活。
所以啊,咱可得重视这输送流体用无缝钢管标准,买钢管的时候可得瞪大了眼睛,选那些符合标准的。
可别为了省那几个钱,买了不靠谱的钢管,到时候出了问题可就麻烦大啦!咱要的就是质量好、标准高的无缝钢管,让流体能安全、顺畅地在里面流淌,这才是最重要的呀,你说是不是?这可不是开玩笑的事儿,咱得认真对待呀!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、基本工艺 1.原料控制
具备冶炼能力,调坯轧材的钢坯化学成分和主要工艺装备应符合本技术条件。
2.主要工艺设备 2.1轧钢工艺流程
2.2制造方法
2.2.1钢的冶炼方法
钢由氧气转炉或电炉冶炼。
2.2.2管坯的制造方法
管坯采用连铸或热轧(锻)方法制造,钢锭也可直接用做管坯。
2.2.3钢管的制造方法
钢管采用热轧(挤压、扩)或冷拔(轧)无缝方法制造。
3.实验室
3.1具有独立的理化试验室。
3.2理化试验室的测试手段齐全,具备按GB/T 8163技术标准要求的全部检验项目的检验能力。
3.3理化试验室的全部检测设备符合计量法。
二、实物质量数据 1.牌号和化学成分
1.1钢管的牌号和化学成分(熔炼分析)(除P 、S 含量)符合GB/T 699和GB/T 1591的规定,P 、S 含量符合下表规定: 表1
2.力学性能:钢管的力学性能符合表2的规定。
3.尺寸、外形及允许偏差
3.1钢管的外径及壁厚允许偏差符合表3、表4、表5的规定。
4.工艺试验 4.1压扁试验
对于外径大于22mm —400mm ,并且壁厚与外径比值不大于10%的10、20、Q295和Q345牌号的钢管进行压扁试验。
压扁试验平板间距(H )按公式(1)计算:
P=
D
S a S
a /)1(++ (1)
式中:
H ——平板间距,单位为毫米(mm ); S ——钢管公称壁厚,单位为毫米(mm ) D ——钢管公称外径,单位为毫米
A ——单位长度变形系数,10钢取0.09;20钢取0.07;Q295、Q345取0.06。
压扁试验后,试样不出现裂缝或裂口。
4.2扩口试验
对于壁厚不大于8mm 的10、20和Q345牌号的钢管,可做扩口试验。
扩口试验顶心锥度为30°、45°、60°中的一种。
扩口后试样的外径扩口率符合表6的规定,扩口后试样不出现裂缝或裂口。
4.3 弯曲试验
外径不大于22mm 的钢管可做弯曲试验,弯曲角度为90°,弯芯半径为钢管外径的6倍,弯曲后弯曲处不出现裂缝或裂口。
4.4 液压试验
钢管逐根进行液压试验,试验压力按公式(2)计算,最大试验压力不超过19.0Mpa 。
在试验压力下,稳压时间不少于5s ,钢管不出现渗漏现象。
P=2SR/D …………………………………………………………(2) 式中:
P ——试验压力,单位为兆帕(Mpa ); S ——钢管的公称壁厚,单位为毫米(mm ); D ——钢管的公称外径,单位为毫米(mm );
R ——允许应力,取规定下屈服强度的60%,单位为兆帕(Mpa )。
可用涡流探伤、漏磁探伤或超声波探伤代替液压试验。
用涡流探伤时,采用GB/T 7735中的验收等级A ;用漏磁探伤时,采用GB/T 12606中的验收等级L4;用超声波探伤时,人工缺陷尺寸采用GB/T 5777中L4(C12)。
4.5 表面质量符合GB/T 8163要求。
5. 型式试验取样规定
5.1 每个产品取样2种不同牌号规格,每个规格取10支钢管。
5.2 规格范围较宽时,适当增加取样数量,保证能够覆盖规格范围。