危害分析工作单
HACCP(第10章))危害分析工作单
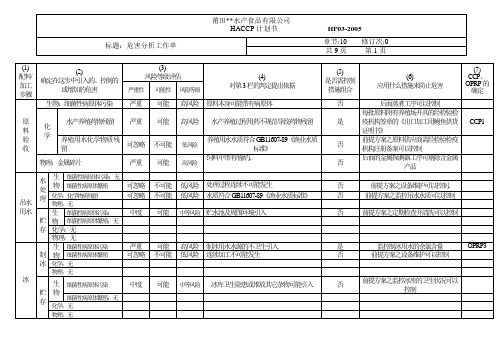
生 细菌性病原体污染:无 水 可忽略 物 细菌性病原体繁殖 处 化学:化学物质残留 可忽略 吊水 理 物理:无 用水 生 细菌性病原体污染: 中度 贮 物 细菌性病原体繁殖:无 存 化学:无 物理:无 生 细菌性病原体污染 严重 制 物 细菌性病原体繁殖 可忽略 冰 化学:无
物理:无
低风险 处理过程连续不可能发生 低风险 水质符合GB11607-89《渔业水质标准》
可能 不可能 可能 不可能 可能 不可能 可能 可能 偶尔
中等风险 剖杀过程设备、 工器具及人员卫生可能引入 低风险 温度低,时间短 中等风险 去鳍过程设备、 工器具及人员卫生可能引入 低风险 温度低,时间短 中等风险 补刀过程设备、 工器具及人员卫生可能引入 低风险 温度低,时间短 高风险 补刀片断裂造成,
中度
很少
中等风险
产品解冻可能造成 酱油酿造或配制过程卫生不规范可能引 入 酱油酿造或配制过程不规范使用添加剂 造成
否
前提方案之设备维护可以控制 符合GB2717-2003《酱油卫生 标准》 符合GB2760-1996《食品添加 剂使用卫生标准》
严重 严重
可能 可能
高风险 高风险
是 是
OPRP4
OPRP5
(3) 风险等级评估
严重性 可能性 风险等级
(4) 对第3栏的判定提出依据 酱油的包装桶密封不严(损坏),仓储环境不适宜可能引入 酱油盐度4.。5%-6%,糖度15%-20%,PH4.6-5.0,且密 闭容器贮存,细菌性病原体不易繁殖 清洗消毒过程的不规范引入
(6) 应用什么措施来防止危害 前提方案之监控仓库卫生、禁止违规操作可以控制 前提方案之监控酱油的保质期限可以控制
冷 藏
细菌性病原体污染: 无 生 可忽略 物 细菌性病原体繁殖
HACCP危害分析工作单的填写
较为适用的危害分析表格
01
02
进行危害分析的过程
03
制定预防控制措施
04
确定关键控制点
危害分析工作单
01
加工工序
03
识别潜 在危害
02
判断显 著危害
危害分析工作单
对判断的显著危 害提出依据
01
制定相应的预 防控制措施
02
该步骤是关键 控制点吗
03
危害分析工作单
产品名称
03
企业地址
兽药残留
天然毒素
包装材料
食品添加剂
2.第二栏
金属
物理性危害
玻璃
3.第三栏
➢ 危害显著性评价
4.第四栏
HACCP小组自由讨论
01
02
发生的可能性和严重性
发生的可能危害的显著性
4.第四栏
潜在危害未予控制
严重性 评估
对健康伤害严重程度
4.第四栏
生物性显 著危害
4.第四栏
02
04 储存及销售方法
企业名称 01
危害分析工作单
05 用途
1.第一栏
预先步骤中产品确认的工艺流程图
标题
填写到危害分析工作单第一个栏目
2.第二栏
确定本工序的潜在危害 来自原料自身、来自加工过程
2.第二栏
生物危害 占80%到
90%
细菌 病毒 寄生虫
2.第二栏
化学性 危害
环境中的污 染物
农药残留
不同产品加工过程不同
同一产品加工过程可能不同
03 02
04
产品或加工过程发生变化
针对某一产品加工过程
01
05
原辅料危害分析工作单和HACCP计划表

化学的
违禁食品添加剂、黄曲霉毒素
是
1、面粉在加工过程中可能加入违禁剂食品添加剂,或超限量使用,会影响人体健康造成伤害。
2、面粉贮存不当可能含有黄曲霉毒素。
选择合格供方,向供应商索取检验合格证明。
是
物理的
金属碎片、玻璃碎片等杂质
是
面粉生产过程中可能混入,一旦混入可伤害人体的健康。
生产过程中的过筛和金属探测可消除。
加工
步骤
确定潜在
危害
任何潜在食品
安全危害的显
著性(是/否)
对纵行3的判断提出依据
对显著危害能否提供什么预防措施
这一步是否是CCP点(是/否)
面
粉
验
收
生物的
病原体(沙门氏菌、致病性大肠杆菌、金黄色葡萄球菌、)
是
面粉在加工、运输、贮存过程中可能污染致病菌,人们食用后可能致病。
选择合格供方,向供应商索取检验合格证明。
寄生虫等
是
1、鱼肉在养殖、加工、运输、贮存过程中可能污染致病菌,人们食用后可能致病。
2、鱼肉有养殖过程中可能会感染寄生虫,但因鱼肉冷冻状态下使用,且产品食用时需充分加热后食用,寄生虫危害不大可能发生。
索取官方检验证明和供应商质量证明
否
是
化学的
药残(磺胺类药物、克球酚等)、重金属
是
1、鱼在养殖过程用药不规范,容易引起药物残留,影响人体健康。
直接观察和检查证书及其指标值
每批
验收员
无单证者拒收,通知并退回供应商。
供方提供的相关检验报告
验收记录
纠偏记录
每批复查证明文件和记录,化验室对每批原料进行微生物取样化验。
蔬菜
验收
CCP1-2
食品原材料危害分析工作单

(HACCP计划控制)
是
化学性
瘦肉精、生长素ቤተ መጻሕፍቲ ባይዱ药物残留和重金属残留
是
肉中的药物残留和重金属残留会导致食物中毒甚至死亡
定期查验供货商原料兽药残留和重金属合格检验证明
(OPRP控制)
否
物理性
碎骨
否
肉在分割过程中产生
在加工过程中对每批原料进行感官检查
(OPRP控制)
否
水产品
生物性
副溶血性弧菌、霍乱弧菌、沙门氏菌等致病菌;病毒污染;寄生虫如华支睾吸虫等
3生物从被污染的水环境富集;
4某些鱼类天然组氨酸含量高;
5鱼类不新鲜造成
1不从赤潮或工业污染水域购买水产品;
2购买新鲜水产品
(OPRP控制)
否
物理性
鱼刺、碎石、碎玻璃等异物
是
鱼本身带有鱼刺、贮存、运输过程中受到污染
1告知食用者小心食用
2对每批原料进行感官检验
(OPRP控制)
否
蛋类
生物性
沙门氏菌等致病菌
是
1水产品自身带有;
2生存的环境受到污染;
3生物从被污染的水环境中富集;
4储存、加工不当造成致病菌繁殖
1选择合格的供应商;
2查验每批产品的检验检疫合格证明;
3验收时加强感官检查,保证每个产品的活、鲜
(OPRP控制)
否
化学性
海洋藻类毒素、组胺、挥发性盐基氨和铅、砷、镉、汞等重金属
是
1水产品自身带有;
2水产品生长的水域受到污染;
否
豆制品
生物性
致病菌、霉菌
否
制作过程、贮存不当
选择合格的供应商
(OPRP控制)
否
工作危害分析表模板

1、作业空 间狭小,通 风和光线不 良,缺氧和 温度过高
2、人身伤 害
2、检查起吊 装置安全性能 完好,电机固 定牢固
2、有害气 体(CO) 泄漏、积聚
2、穿戴个体 防护用品
3、作业场
地物料杂乱 4、平台上
有油污等易
滑物
1、未确定开 关电源,操 作错
1、电机温 度过高
5、平台爬 梯、遮拦损 1、触电 坏
工作危害分析表(JHA)
工作任务:更换电动葫芦电机
岗位: 电器保全工
分析人/时间:
审核人/时间
序号 工作步骤
人
危险源分析 物 作业环境 最坏后果
安全措施
1、在起吊物 1、电机固
1、设备损 1、人员身体
下站立
定不牢坠落
坏
不位于危险部
1
准备、吊 运备机
2、手、脚伸 入起吊物下
2、起吊设 备安全设施 失灵或强度 不够
1、二人或以 上业,确认 开关,有效切 断电源
拆卸原电
2、未有效切 断电源
2、设备上 有锋利的毛 刺、毛边
2、高温中 2、检查作业 暑,有害 平台、护栏安 气体中毒 全可靠
2
机,更换 新电机
3、有分散注 意力的行为
3、高空坠 落
3、光线通风 良好,调整作 业时间
4、未正确佩
戴防护用品 5、单人未经
许可私自作
业或开停设
1、设备故
3
更换新电 机后试车 确认良好
运转时在 设备上检查 、清扫等作 业
障, 2、制动装 置失灵,旋 转物件固定
1、设备损 1、运转时不
坏
允许接触设备
2、检查确认
2、人身伤 旋转部位安装
危害分析工作单(1)

中
否
物理危害
异物
否
土豆可能夹带泥沙等杂质
本工序通过振动和人工挑选可以去除
低
否
脱皮、挑切
生物危害
微生物污染
是
人员设备污染
通过操作性前提方案2、4、7控制
后道工序高温可消除
高
否
化学危害
龙葵素
是
土豆在进货贮存过程中存在发绿的现象
通过本工序进行脱皮、挑切去除绿土豆
中
否
物理危害
无
切 片
生物危害
低
否
物理危害
无
挑拣
生物危害
微生物污染
是
生产设备、人员、工器具、环境会引入有害微生物,使产品受到污染
按前提方案5、9进行控制
低
否
化学危害
消毒液残留
否
生产设备、人员、工器具清洗不彻底会导致消毒液残留
通过操作性前提方案2、6控制
低
否
物理危害
无
内包装
生物危害
微生物污染
是
设备、人员有可能污染,危害程序低
通过操作性前提方案2、3、4、7控制
运输过程中包装损坏会带入异物
通过前提方案9控制
送货员仔细检查外包装;接货单位接货时仔细检查纸箱的严密情况
低
否
编制: 批准:
(3)
对第3栏的判定依据
(4)
能用于显著危害的
控制措施是什么?
(5)
危害评估
(6)
本工序是不是关键控制点(是/否)
(7)
配 料
生物危害
致病菌污染
是
配制过程人员设备可能会污染
通过操作性前提方案2、3、4、7控制
工作危害分析表(丢弃、废弃、拆除与处置)

工作危害分析表(JHA )
工作任务:丢弃、废弃与处置
以往发生频率及现有安全控制措施
建议 改进 措施
序 号
工作 步骤
危害或潜在事件(作业环境\人\
主要 后果
偏差发 生频率 员工胜 任程度
安全 设施
L S R
物\管理)
管理措施
丢弃、废弃物应严格按照可回收和不可回收进行分 类,不可回收废弃物应交具备危险废弃物处置资质 单位处理
从未 发生 丢弃、废弃物未分类
环境污染
环境污染
环境污染
胜任
胜任 胜任 胜任 胜任 胜任
1 2 2
1
2
3
分类
处置
转移
从未
发生
重金属或有毒有害废物未分类单 独存放
重金属或有毒有害废物应分类单独存放并交具备危 险废弃物处置资质单位处理
1 2 2
1 2 2
1 5 5
1 2 2
1 2 2
从未
发生
应专门设置危险废弃物存放区,并具备防晒、防雨、 通风良好等措施,应设立标示牌
未专门设置危险废弃物存放区
废弃物焚烧前未做安全处置 危险废弃物未转移,随处乱扔
转移过程中危险废弃物未包装好
从未 发生
环境污染 火灾
废弃物焚烧前应做好安全处置,焚烧时应派专人值 守
从未
发生
应和具备危险废弃物处置资质单位签订危险废弃物 处置合同,由专业单位回收处置
环境污染
环境污染
从未
发生
转移过程中危险废弃物应包装密封,不应出现泄漏 或散装情况
1/1。
食物烹调过程危害分析工作单

物理危害:无
否
造成致病菌残存
H
H
终产品致病菌不得检出
根据工艺有关要求分析讨论
烧熟烧透,使菜品中心温度高于75℃
是
CCP2-5
化学危害:无
否
物理危害:无
否
加工不彻底,红细胞凝集素残留
H
H
顾客使用后不出现中毒现象
根据工艺有关要求分析讨论
烧熟烧透,使菜品中心温度高于75℃
物理危害:无
否
豆制品的蒸炒
生物危害:致病菌残留
加工温度不适当,可能造成致病菌残存
H
H
终产品致病菌不得检出
根据工艺有关要求分析讨论
烧熟烧透,使菜品中心温度高于75℃
是
CCP2-4
化学危害:无
H
H
终产品致病菌不得检出
根据工艺有关要求分析讨论
烧熟烧透,使菜品中心温度高于75℃
是
CCP2-1
化学危害:油脂酸败
食用油回炸次数过多,使油脂酸败
H
H
食用油回炸不超过3次,3次后废弃
根据工艺及GB7102.1有关要求分析讨论
由OPRP控制
否
物理危害:无
否
肉禽类蒸、炸、炒、煎、烧
生物危害:致病菌残存
加工温度不适当,可能造成致病菌残存
H
H
终产品致病菌不得检出
根据工艺有关要求分析讨论
烧熟烧透,使菜品中心温度高于75℃
是
CCP2-2
化学危害:无
否
物理危害:无
否
蔬菜炒制
生物危害:致病菌残存
加工温度不适当,可能造成致病菌残存
H
H
终产品致病菌不得检出
根据工艺有关要求分析讨论
生产车间工作危害分析表

2
5
10
中等(三级)
XX
3
人员被施工机械伤害
人员伤害
提高各工种人员安全意识
2
3
6
高度重视
XX
4
将地下电缆挖断
影响生产、人员触电伤害
由电气人员确认后施工
1
5
5
高度重视
XX
5
将地下工艺管线挖断
影响生产、财产损失
由工艺人员确认后施工
1
5
高度重视
XX
6
将地下消防水管辖挖断
影响灭火、损失扩大
由消防人员确认后施工
1
5
5
高度重视
XX
1
作业后
施工现场没有设置围栏
人员伤害
设置围栏
2
3
6
高度重视
XX
2
施工现场没有设置交通警告牌
人员伤害
设置警告牌
2
3
6
高度重视
XX
3
施工现场没有设置夜间警示灯围栏
人员伤害
设置围栏
2
3
6
高度重视
XX
工作危害分析表(JHA)
部门:生产车间工作任务:断路作业
序号
工作步骤
危害
后果
现有控制措施
L
S
R
风险等级
建议改进措施
1
作业前
不办理断路作业票证
违章作业引发事故、财产损失
严格办理作业证
2
5
10
中等(三级)
XX
2
安全措施不落实
引发事故
严格执行公司有关管理规定
2
5
10
工作危害分析表

工作危害分析表(228)工作任务:日常办公工作岗位:各部室通用分析日期:工作危害分析表(229)工作任务:会议管理工作岗位:分析日期:工作危害分析表(230)工作任务:文印管理工作岗位:分析日期:工作危害分析表(231)工作任务:汽车驾驶工作岗位:司机分析日期:工作危害分析表(236)单位:中心化验室岗位区域:试剂室工作任务:硫酸溶液配制分析日期:工作危害分析表(237)单位:中心化验室岗位区域:试剂室工作任务:分析日期:工作危害分析表(238)单位:中心化验室岗位区域:成品分析室工作任务:尿素采样分析日期:分析人员:审核人:审核日期:工作危害分析表(239)单位:中心化验室岗位区域:成品分析室工作任务:工业甲醇采样分析日期:工作危害分析表(240)岗位区域:成品分析室工作任务:硫酸铵采样分析日期:2009-11-29单位:中心化验室工作危害分析表(241)岗位区域:成品分析室工作任务:盐酸,液碱采样分析日期:2009-11-29单位:中心化验室工作危害分析表(242)单位:中心化验室岗位区域:成品分析室工作任务:水处理,润滑油采样分析日期:工作危害分析表(243)单位:中心化验室岗位区域:成品分析室工作任务:尿素,甲醇分析分析日期:2009-11-29工作危害分析表(244)单位:中心化验室岗位区域:成品分析室工作任务:分析日期:工作危害分析表(245)单位:中心化验室岗位区域:成品分析室工作任务:煤分析分析日期:2009-11-29工作危害分析表(246)单位:中心化验室岗位区域:成品分析室工作任务:分析日期:分析人员:审核人:审核日期工作危害分析表(247)单位:中心化验室岗位区域:成品分析室工作任务:盐酸,液碱,水处理剂分析分析日期:工作危害分析表(248)单位:中心化验室岗位区域:成品分析室工作任务:水质分析分析日期:工作危害分析表(249)单位:计量中心工作任务:分析日期:工作危害分析表(250)单位:行政科工作任务:清扫保洁分析日期:工作危害分析表(251)单位:行政科工作任务:厂区绿化分析日期:工作危害分析表(252)单位:工作任务:进出车辆管理分析日期:。
危害分析工作单

危害分析工作单危害分析工作单是一种用于评估和识别潜在风险和安全问题的重要工具。
危害分析工作单通常由风险管理专家、安全专家和其他相关人员填写。
以下是危害分析工作单的模板,其中包含一些可能需要列入工作单的主要组成部分。
1. 业务、设备或活动信息这一部分列出相关的业务、设备或活动名称,以及其相关的特点和组成。
包括但不限于产品名称、设备型号、工作场所、工作任务等。
此部分的目的是为了明确要分析的对象,便于后面的工作。
2. 可能的危险源在这一部分中,列出可能存在的危险源和安全问题。
这些危险源和安全问题可能会产生负面影响,并导致人身伤害、财产损失或其他相关问题。
危险源可以是设备、物质、环境或人为因素。
在此部分,应详细描述危险源的特征、数量和位置。
确定潜在的风险是危害分析的核心工作。
在此部分,应对可能的风险进行分类,包括对工作人员、消费者或环境的影响。
对于不同的风险,应进行逐一的分析,并描述其严重程度及发生概率。
4. 风险的来源风险的来源通常是危险源。
在此部分,需要详细描述每个风险的来源。
例如,某项工作可能导致人员健康问题,来源可能是某种材料或设备,或者是环境因素。
5. 风险的控制措施风险控制措施可以分为三个方面:预防、缓解和应对。
在这一部分,应描述控制措施的种类、实施方法和效果。
对于每个可能的风险,都应列出相关的控制措施,以最大限度地减少或消除风险。
6. 风险管理计划在此部分,需要对危害分析的结果进行总结,制定风险管理计划。
该计划应详细描述控制措施的实施细节、责任分配、监控反馈等。
计划的内容应以可操作性为导向,确保能够落实到位并能持续改进。
危害分析工作单是一种非常重要的安全管理工具,可以帮助组织评估和识别潜在风险和安全问题,并采取相应的控制措施。
在制定危害分析工作单时,应根据实际情况合理规划各部分内容,确保工作单可操作、实效。
危害分析工作单范文

危害分析工作单范文
1.风险辨识:对工作环境中可能存在的危险因素进行识别和辨识。
这
些危险因素可以是物理性、化学性、生物性或人为性的,例如高温、噪音、有毒物质、细菌等。
3.风险评估:对已识别的危险因素进行评估,确定其造成伤害或损害
的可能性和严重程度。
通常采用风险矩阵或类似的评估方法,将可能的伤
害和潜在风险进行分类和定级。
风险评估的目的是帮助确定优先控制的危
险因素。
4.控制措施:根据风险评估的结果,为每个危险因素制定相应的控制
措施。
控制措施应根据危险等级的高低来确定优先级。
控制措施可以包括
工程控制、行为控制和个人防护装备等。
5.实施和监督:根据制定的控制措施,组织实施并进行监督。
确保控
制措施的有效性和可操作性,并定期进行检查和评估,及时调整或改进控
制措施。
危害分析工作单的使用有助于提高工作环境的安全性和员工的健康水平。
通过全面的危害分析工作,可以有效地预防事故和职业病的发生,减
少潜在的风险和伤害。
另外,危害分析工作单也是法律和监管要求的一部分,企业需要根据相关法规对工作环境进行评估和控制,以确保符合法律
要求。
总之,危害分析工作单在企业的安全生产管理中起到重要的作用。
通
过对潜在危险因素的辨识、评估和控制,可以保障工作环境的安全,降低
事故的发生率,提高员工的生产效率和工作质量。
因此,在实施危害分析
工作单时,企业应重视风险管理的重要性,并确保严格按照程序和要求进行操作。
工作危害分析(JHA)记录表
工作危害分析(JHA)记录表1.工作危害分析(JHA)记录表单位:未给出工作任务:未给出分析人员及岗位:未给出审核:未给出工作岗位:焊工、架子工、管工、保温工2.建议改整/控制措施着装不规范:加强教育、检查高处落物:协调配合遵守操作规程焊接气割:遵守操作规程、配备防护设施钢结构、吊装:遵守操作规程、配备灭火器材吊物不设禁界线:加强教育、检查物件捆绑不合适:加强教育、检查高空坠落:加强教育、配备防护设施登高作业:加强教育、配备防护设施电源线破损:规范用电、电工巡视施工用电漏电融失灵:使用前检查、及时整改插头插蝴:使用前检查、及时整改除锈、油漆中毒:集中注意力、协调配合粉尘:戴口罩、专人监护3.改写后的文章下面是一份工作危害分析(JHA)记录表,其中包含了焊工、架子工、管工和保温工等工作岗位的危险源描述、危险因素、造成后果、现有安全控制措施及发生频率等内容。
针对不规范着装、高处落物、焊接气割等危险源,建议加强教育、检查、协调配合遵守操作规程、配备防护设施或灭火器材等措施。
对于登高作业、电源线破损等危险源,应配备防护设施、规范用电、电工巡视、使用前检查及时整改等措施。
同时,针对除锈、油漆中毒、粉尘等危险源,应集中注意力、戴口罩、专人监护等措施。
需要注意的是,文章中未给出单位和工作任务,分析人员及岗位以及审核等信息,需要补充完整。
1.有时候安全检查不够严格,存在偶尔不检查的情况。
建议经常检查,确保安全控制措施得以执行。
2.在操作规程方面,虽然有规定但员工胜任程度不够稳定,需要加强培训和管理。
3.针对不同的危险源和危险因素,需要制定相应的防范和控制措施,并加强执行,以降低风险度。
4.在工作危害分析方面,需要对不同的工作任务进行分析,确定相应的安全控制措施,并加强检查和督促执行。
建议改进的防范控制措施:1.施工工具和准备工具必须经过检查,确保完好无损。
2.作业人员必须持有有效的作业票。
3.物件必须固定牢固,以防坠落。
危害分析工作单

食品安全危害
危害显著(是/否)
判断依据
预防措施
关键控制点(是/否)
苹果原料
生物性:微生物
是
1.文献报道
2.运输条件超出规定范围导致微生物繁殖
3.工厂检查记录
1.索取原料供应商的卫生许可证
2.索取每批原料的检验合格证
3.对原料的运输条件和状况进行检查
4.依照原料验收标准验收,合格接受
化学性:农药残留、重金属、激素
过滤
生物性
化学性:有害化学物质
是
过滤材料中可能存在有害化学物质
1.选择可用于食品的材料
2.索取检验合格证
物理性:杂质
是
过滤网失效
清洁或更换过滤设备
收集桶
生物性:微生物
是
1.管道受污染
2.清洁不彻底,有微生物残留
设备的清洗和维护按CI是
1.收集桶死角部位难以清洗
2.桶本身含有害物质
2.加大消毒后洗瓶强度
物理性
冷却
生物性
化学性:热敏成分受热变化
是
根据对产品成分分析
控制冷却时间和冷却水温度
物理性
水处理
生物性:过滤、反渗设备污染微生物
是
水源水质或设备卫生状况不佳
1.定期全面清理消毒水处理系统,及时更换滤芯、渗透膜等
2.每周进行微生物检测
化学性:pH、含铁量
是
水源水质或设备卫生状况不佳
1.每小时自动检测pH
2.每周检测铁含量,超过0.1时进行反冲清洗
物理性:电导、浊度
是
水源水质或设备卫生状况不佳
1.每小时自动监测
2.按要求更换元件
无菌装罐
生物性:微生物繁殖
危害分析工作单
本步骤不可能发生
金属杂质
否Hale Waihona Puke 本步骤不可能发生挑选
环境化学污染物
否
本步骤不可能发生
金属杂质
否
本步骤不可能发生
切割
环境化学污染物
否
本步骤不可能发生
金属杂质
是
切割刀可能产生金属碎片并污染产品
用金属探测仪连续探测
否
烘干
环境化学污染物
否
本步骤不可能发生
金属杂质
是
切割刀可能产生金属碎片并污染产品
用金属探测仪连续探测
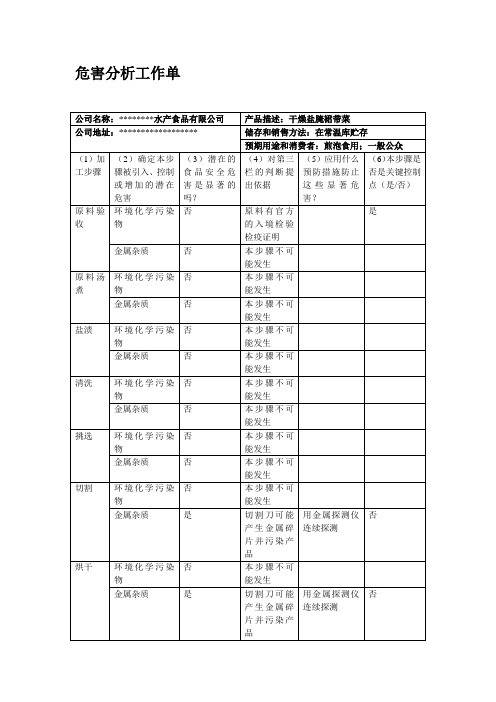
危害分析工作单
公司名称:********水产食品有限公司
产品描述:干燥盐腌裙带菜
公司地址:******************
储存和销售方法:在常温库贮存
预期用途和消费者:煎泡食用;一般公众
(1)加工步骤
(2)确定本步骤被引入、控制或增加的潜在危害
(3)潜在的食品安全危害是显著的吗?
(4)对第三栏的判断提出依据
否
风选
环境化学污染物
否
本步骤不可能发生
金属杂质
是
切割刀可能产生金属碎片并污染产品
用金属探测仪连续探测
否
精挑选
环境化学污染物
否
本步骤不可能发生
金属杂质
是
切割刀可能产生金属碎片并污染产品
用金属探测仪连续探测
否
过金属探测仪
环境化学污染物
否
本步骤不可能发生
金属杂质
是
切割刀可能产生金属碎片并污染产品
用金属探测仪连续探测
(5)应用什么预防措施防止这些显著危害?
(6)本步骤是否是关键控制点(是/否)
危害分析工作单完整可编辑版

否
物理危害
金属杂质
是
原料、生产过程有使产品混入金属杂质的可能
经过金属探测仪检测可去除金属杂质
高
是ccp-4
装袋/装箱
生物危害
微生物污染
否
生产过程中包装破损可能污染产品
通过操作性前提方案3、5控制
低
否
化学危害
无
物理危害
无
仓库
储存
生物危害
微生物污染
否
存放和发货过程中包装破损可能污染产品
通过操作性前提方案3、5控制
中
否
化学危害
消毒液残留
否
消毒设备时残留
通过操作性前提方案2、6控制
低
否
物理危害
金属
是
生产过程中有包装机零件掉入的可能
通过操作性前提方案5控制
后道设金属探测工序
高
否
金属探测
生物危害
微生物污染
是
设备有可能污染产品,但危害程度低
通过操作性前提方案2、3控制
中
否
化学危害
消毒液残留
否
消毒设备时残留
通过操作性前提方案2、6控制
通过脱皮、挑切工序去除
中
否
物理危害
异物
否
土豆可能夹带泥沙等杂质
本工序通过振动和人工挑选可以去除
低
否
脱皮、挑切
生物危害
微生物污染
是
人员设备污染
通过操作性前提方案2、4、7控制
后道工序高温可消除
高
否
化学危害
龙葵素
是
土豆在进货贮存过程中存在发绿的现象
通过本工序进行脱皮、挑切去除绿土豆
中
HACCP危害分析表和计划表样板
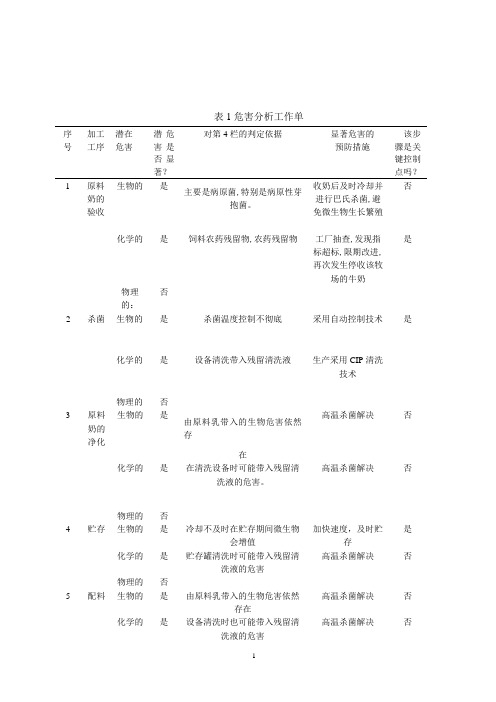
表1危害分析工作单序号加工工序潜在危害潜危害是否显著?对第4栏的判定依据显著危害的预防措施该步骤是关键控制点吗?1 原料奶的验收生物的是主要是病原菌,特别是病原性芽抱菌。
收奶后及时冷却并进行巴氏杀菌,避免微生物生长繁殖否化学的是饲料农药残留物,农药残留物工厂抽查,发现指标超标,限期改进,再次发生停收该牧场的牛奶是物理的:否2 杀菌生物的是杀菌温度控制不彻底采用自动控制技术是化学的是设备清洗带入残留清洗液生产采用CIP清洗技术物理的否3 原料奶的净化生物的是由原料乳带入的生物危害依然存在高温杀菌解决否化学的是在清洗设备时可能带入残留清洗液的危害。
高温杀菌解决否物理的否4 贮存生物的是冷却不及时在贮存期间微生物会增值加快速度,及时贮存是化学的是贮存罐清洗时可能带入残留清洗液的危害高温杀菌解决否物理的否5 配料生物的是由原料乳带入的生物危害依然存在高温杀菌解决否化学的是设备清洗时也可能带入残留清洗液的危害高温杀菌解决否物理的是外来添加物带来的仔细检查是表2 HACCP的计划表关键控制点显著危害关键限值监控纠偏措施验证记录对象方法频率人员原料奶的验收CCP1化学危害(饲料农药残留物,农药残留物)《食品卫生标准》(GB/2751-1981)中规定控制有效证明查看食品有效证明每批质控员、采购员进行黄曲霉毒素、抗菌素检验;原辅料验收记录每月质控部都定期核查记录入模CCP2模具碎片消除残破损模具和有异物的瓶子残破模具和异物视觉观察每个检验员剔除缺陷模具验瓶记录每月质控部都定期核查记录灭菌CCP3病原微生物灭菌温度、灭菌时间温度、时间时钟每批操作者重新杀菌灭菌记录定期校准计量器具包装CCP4细菌、金属、毛发杀菌检查视觉检查每个操作者包装袋使用前的杀菌时间;紫外线照射2小时以上;异物不得检出。
杀菌记录定期核查。
米饭、粥类危害分析工作单

交叉污染引起
由OPRP控制
否
化学性:无
物理性:头发等异物
否
操作人员引入
由OPRP控制
否
控制热加工的温度和时间
由OPRP控制
否
化学性:清洗剂等残留
否
清洗设备、容器时清洗剂残留
由OPRP控制
否
物理性:无
5.出锅装盒或桶
生物性:致病菌污染
否
交叉感染
由OPRP控制
否
化学性:清洗剂残留
否
餐具、容器清洗时清洗剂残留
由OPRP控制
否
物理性:头发等异物
否
操作人员引入
由OPRP控制
否
6.售餐
生物性:致病菌污染
米饭、粥类危害分析工作单
(1)加工步骤
(2)可能出现的潜在危害
(3)潜在危害是否是显著
(4)判断依据
(5)防止显著危害的控制措施
(6)是否为关键控制点
2.原料贮存
生物性:致病菌
否
贮存不当导致微生物大量繁殖,从而出现原料的变质;操作人员带入,后续热加工工序中可去除
常温库房中设置温湿度计,温度控制在10~21℃,湿度50%以下;人员健康严格按照GMP要求操作
否
化学性:无
物理性:石子等杂志
否
粮食收购和加工时渗入
后续原料检验时挑拣去除
否
3.淘、洗原料
生物性:致病菌
否
操作人员带入
根据OPRP中操作规程的要求的进行操作
否
化学性:消毒剂等
否
清洗容器时消毒剂残留
由OPRP控制
否
物理性:头发制
4.煮制原料
生物性:致病菌残存
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
物理危害:温度
原料或生产过程中
是
带入
(3)
(4)
潜在的危害是 对第(3)栏的判断
否显著(是/否)
提出依据
加工、贮存中可能被 是
污染
重金属限量超出标 是
准
加工、贮存中可能带 否
入
是
霉菌易污染产品
温度波动太大,影响
是
产品品质
使用金属探测器检 查
(5) 应用什么预防措施 来防止显著危害? 内包装袋使用前经
臭氧杀菌 供应商提供的检验
合格单 使用前严格检查,发
现不得使用 定期对冷库进行消 毒,异味食品分开存 库温保持-18℃以
下,离墙 30cm
是 (6) 是关键控制点 吗?(是/否)
否
是
否
否
否
HACCP 计划表
CPP (1)
原 料 验 收
去壳 拣选 清洗
漂 烫
显著危害 关键限值
(2)
(3)
农残,重金 属
原料应新 鲜当天原 料当天加 工完毕
/
/
致病菌、微 生物超标。
漂烫水温 为 95℃, 时间为 100 秒,以 豆仁内部 烫透,色 呈淡绿不 皱皮为 准。
监 对象 方法 (4) (5)
对签 原料 产地 定合
同的 合格 证明, 农 户
普查 供货 商声 农药
使用 明
情况
控 频率 (6) 每批 原料种 植期间 全过程 监控 每周
监 方法 (5)
/
/
检查 供应 商的 卫生 检测 结果 报告 单
/
/
所有 产品 通过 金属 探测 器才 能装 箱入 库
检查 供应 商的 卫生 检测 结果 报告 单
控 频率 (6)
/ / 每批包 材
/ / 每袋
每批包 材
人员 (7)
/ / 包材验 收人员
/ / 金属探 测器操 作工人
包材验 收人员
纠偏行动 (8)
/
/
/
温度 时间
肉 眼 每半小 观 测 时观测 数 显 一次 温度 计、转 速器。
人员 (7) 原料验 收人员 基地人 员
/ 漂烫操 作工人
纠偏行动 (8)
拒收 1、未签合同 原料不收购 2、未按照《出 口蔬菜种植 基地管理文 件汇编》种植 原料不收购
/
1、未达到温 度时间关键 限值,生产线 停工,进行必 要调整 2、所有偏离 时间加工产 品作标记,另 行处理
验证 (9)
/
/
/ 拒收
/
证书复印 件 卫生检测 结果报告 单 包装袋验 收报告单 包装纸箱 验收报告 单
/
/
/
/
对所有被金 金 属 探 测
属探测否定 器 工 作 记
的 包 装 要 进 录表、纠偏
行分袋检查, 记录表
直到找出金
属为止。若连
续出现检出
金属,要寻找
原因确定纠
正措施。
拒收
证书复印
件
卫生检测
危害分析工作单
(1) 加工 工序
原 料 验 收
去壳 拣选 清洗
漂 烫
冷 却 速 冻 分 级
内 包 装 验 收
称重 装袋
封 口 金 属
企业名称:XX 速冻食品公司
产品名称:速冻蚕豆
企业地址:XX 省 XX 路 XX 号
销售和贮存方法:-18℃下贮存、运输、销售
预期用途和消费者:作为再加工原料或充分加热后食用,一般民众
CPP (1) 冷 却 分 级
内 包 装 验 收
称重 装袋 封 口
金 属 探 测
装 箱 外 包 装
显著危害 (2) / /
重金属、蒸 发残渣超 出标准限 量要求
/ /
金属碎片
重金属、蒸 发残渣超 出标准限 量要求
关键限值 对象
(3) (4)
/
/
/
/
内外包装 供 应 的赏味日 商 的 期、批号、 卫 生 规格等标 检 测 记要清 结果 楚、正确, 报 告 装箱袋 单
漂烫时可杀灭
否
昆虫和虫卵
污染
农残、重金属限量 要求供应商提供检
化学危害:农残,重金属
是
是
超出标准要求
验合格证明。
物理危害:金属碎片
是
原料中可能存在
金属探测
否
物理危害:脏物.泥沙
否
原料中可能存在
去壳拣选清洗
否
工器具、人员、饮用
生物危害:致病菌污染
是
水污染
杀菌可解决
否
温度/时间控制不 控制好漂烫时间和
生物危害:致病菌残留
分析人签名:@@@@@@@ 联系方式:@@@@@@@@@@@@
(2)
(3)
(4)
(5)
(6)
确定在本工序引入的、增 潜在的危害是 对第(3)栏的判断 应用什么预防措施 是关键控制点
加的和控制的潜在危害 否显著(是/否)
提出依据
来防止显著危害? 吗?(是/否)
生物危害:致病菌污染、
生长、采收过程中被
是
数、形式
正确,纸
箱牢固,
封胶口正
确。
/
/
/
/
每小时用 产 品 直 径 中金 1.5mm 的 属 碎 铁标准金 片 的 属块和 直径 2.0mm 的 范围 非铁标准 金属块校 准金探 仪。 内外包装 供 应 的赏味日 商 的 期、批号、 卫 生 规格等标 检 测 记要清 结果 楚、正确, 报 告 装箱袋 单 数、形式 正确,纸 箱牢固, 封胶口正 确。
否
水污染
生物危害:致病菌污染
是
致病菌不能检出 加强清洗,消毒工作
否
生物危害:致病菌污染
是
工器具
加强清洗,消毒工作
否
生物危害:致病菌污染
是
加工、贮存中可能被 内包装袋使用前经
否
污染
臭氧杀菌
化学危害:蒸发残渣、重
蒸发残渣、重金属限 供应商提供的检验
金属
是
量超出标准
合格单
是
物理危害:杂质
加工、贮存中可能带 使用前严格检查,发
否
入
现不得使用
否
物理危害:杂质
加工、贮存中可能带 使用前严格检查,发
否
入
现不得使用
否危害:无///否
生物危害:无 化学危害:无
/
/
/
/
/
否
/
否
探 测 (1) 加工 工序
装 箱 外 包 装
冻 藏
物理危害:有 (2)
确定在本工序引入的、增 加的和控制的潜在危害 生物危害:致病菌污染 化学危害:蒸发残渣、重 金属 物理危害:杂质
结果报告
单
包装袋验
收报告单
包装纸箱
验收报告
单
记录 (10)
/
/ 复查证书 供方每年至少提 供一次官方检验 报告
/
/ 每日复查记录; 每天生产开始前 对金属探测器用 试块作三次测试 如有必要重新校 正仪器,生产中 每半小时用试块 测试一次。
复查证书 供方每年至少提 供一次官方检验 报告
验证 (9)
记录 (10)
复查每批 记录; 原料收购 前进行农 残抽检
原料(半成品) 检验结果单 《出口蔬菜种 植、半成品加工 产销合同》
/
/
漂烫检查 记录表、纠 偏记录表、 计量器具 内校记录 表达式
每日复查记录;每班 次一次微生物检测、 每周用水银温度计校 正一次数显温度计, 每天用秒表校准转速 器。
是
当,没有抑制酶的活 温度漂烫水温为
是
性和致病菌残留 95℃,时间为 100 秒
控制好漂烫时间和
化学危害:氧化变色产生
温度控制不当,导致
是
温度漂烫水温为
否
有害物质
产品变质
95℃,时间为 100 秒
物理危害:杂质
否
工器具、人员 加强清洗,消毒工作
否
生物危害:致病菌污染
是
工器具、人员、冷却 加强清洗,消毒工作