钢板超声波检测报告(中英文)
钢结构焊缝超声波探伤检验程序 中英文 (T8mm)

作业指导书(四) Task Steering (第一版1nd edition)编制:审核:批准:执行日期:2007年10月20日1、简介General1.1本工艺旨在叙述薄板焊缝,如外板对接缝的超声波探伤(UT)方法。
本工艺介绍的方法目前在AWS D1.1中未详述,但在其它应用中被证明可行。
The workmanship is describled about welding seam of thin palte,such as method of UT to butt joint seam of external plate.This workmanship introduction is describled in AWS D1.1,but in other experiments are to be proved useful.1.2AWS D1.1:2006附录K通常用于板厚小于8mm的焊件的超声波检测。
AWS D1.1:2006 attach K usually do UT for less than 8mm thickness weldment.2、工艺要求Workmanship Requirement2.1用本工艺可检测的焊缝类型The type of welding seam what this workmanship can inspect使用埋弧焊(SAW),药芯焊丝气体保护焊(FCAW),气体保护钨极电弧焊(GTAW)或药皮焊条电弧焊(SMAW)焊接,两母材板厚相同的对接焊缝均可使用此工艺进行检测。
其它焊缝形式须单独鉴定和单独的工艺。
This workmanship can inspect SAW,FCAW,GTAW or SMAW,butt joint seam of the same thickness of base material.Other welding seam must have individual inspect and workmanship.2.2可用于检测的设备类型Equipment type of inspection符合6.22.1(AWS D1.1:2006)要求的任何超声波检测设均可使用。
钢板超声波检测---LYS (2)
二、钢板超声检测技术
探伤方法
二、钢板超声检测技术
1、仪器要求:NB/T47013
二、钢板超声检测技术
2、探头选用:
板厚,mm
采用探头 公称频率,MHz
探头晶片尺寸
6~20
双晶直探头
5
>20~40
单晶直探头
5
>40~250
单晶直探头
2.5
晶片面积不小于150mm2 φ14~φ20 mm φ20~φ25 mm
等级
新表7 承压设备用板材边缘或剖口预定线两侧检测区域质量分级
最大允许单个 缺陷指示长度
Lmax
最大允许单个缺陷指示面 积S或
当量平底孔直径D
在任一1m检测长度内最大允许缺陷个数
单个缺陷指示长度L或 当量平底孔直径评定范围
最大 允许 个数
双晶直探头检测时: 双晶直探头检测时:
TI
≤20mm
S≤50mm2
10
D≤ 5mm+8dB
5mm<D≤ 5mm+8dB
I
双晶直探头检测时:S≤100mm2 或单晶直探头检测时:
双晶直探头检测时:50mm2<
S≤100mm2 或单晶直探头检测时:
10
D≤ 5mm+14dB
5mm+8dB<D≤ 5mm+14dB
II
S≤1000mm2
100mm2<S≤1000mm2
15
解:钢中纵波波长
N D2 L C1 202 20 1480 37.4mm
42 C2 4 2.36 5900
钢中近场长度
2
c f
5.9 106 2.5 106
2.36mm
超声波检测报告单

监理员:
检测员:
日 期:
备注:报告单一式两份,监理员与检测员各留存一份。
超声波检测报告单表五
工程名称
地点\桩号
钢管壁厚
坡口形式
V型
检测比例
焊接方法
手工焊
检测方法
UT B级
检测标准
合格标准
二级
1.详细绘出钢制件焊接示意图(包括钢制件在道路上的具体位置、钢管口径、焊缝与焊缝的间距,焊缝与法兰的间距、焊缝数量等)
2.沟槽无积水,焊缝打磨符合检测要求。
3.监理员须在现场等候或与检测员一同前往。
各种无损检测中英文报告格式

Developing Time
对比试块
Sensitivity Block
检测地点
Test Position
检测日期
Testing Date
序号No.
构件号
Item No.
节点号
Joint No.
焊缝号
Weld No.
缺陷情况(定性/定量)
Defect Condition
级别
Grade
续表(Contd)
报告号/Report No.:
序号No.
构件号
Item No.
焊缝号
Weld No.
板厚
THK(mm)
检测长度
Test Length(mm)
缺陷情况
Defect Condition
级别
Grade
评定Evaluation
备注
Remarks
第页
共页
Page: /
射线检测报告
REPORT OF RADIOGRAPHIC EXAMINATION
检测
Tested By
日期/Date
技术监督
Tech. Supervisor
日期/Date
批准
Approved By
日期/Date
SFT-3-07-01-F
第页
共页
Page: /
续表(Contd)
报告号/Report No.:
序号No.
构件号
Item No.
节点号
Joint No.
焊缝号
Weld No.
Instrument Type
编号
Serial No.
透照技术
超声波探伤报告英语

超声波探伤报告英语全文共四篇示例,供读者参考第一篇示例:Ultrasonic testing reportIntroduction:Purpose of the test:The purpose of this ultrasonic testing is to assess the integrity and quality of a weld joint in a steel structure. The weld joint is a critical part of the structure and must be free from any defects that could compromise its strength and durability.Procedure:Results:第二篇示例:Ultrasonic testing (UT) is a non-destructive testing technique that uses high frequency sound waves to detect internal flaws or characterize materials. It is commonly used in various industries such as aerospace, automotive, construction, and manufacturing to ensure the quality and integrity of materials and components.In this ultrasonic testing report, we will discuss the basic principles of UT, the equipment and procedures used, and provide an example of a UT inspection report.1. Basic Principles of Ultrasonic Testing2. Equipment and ProceduresThe procedure for conducting an ultrasonic test involves the following steps:Date: May 15, 2021Client: ABC Manufacturing Company第三篇示例:超声波探伤(Ultrasonic Testing,UT)是一种常用于材料和结构检测的无损检测技术,它利用超声波在材料内部传播的原理,通过探头发射超声波进入被检测材料内部,根据超声波的传播和反射情况来判断材料的内部结构和缺陷情况。
超声波检测报告
超声波检测报告
超声波检测报告
报告编号:XXX-XXXX
日期:XXXX年XX月XX日
客户姓名:XXX
检测部位:XXX
检测仪器:超声波检测仪
检测标准:国际标准(ISO XXXX)
检测结果:
经超声波检测,对目标部位进行了全面的扫描和分析。
根据我们的观察和测量,以下是我们的检测结果:
1. XXX部位:检测结果正常。
通过超声波扫描,未发现异常信号,结构完整,无裂缝、缺陷或破损。
2. XXX部位:检测结果异常。
在超声波扫描中,发现了异常信号,可能存在结构损伤或缺陷。
建议进一步的检测和维修。
3. XXX部位:检测结果正常。
通过超声波扫描,未发现任何异常信号或结构缺陷。
综上所述,由超声波检测得出的结果显示部分部位存在异常,需要进行进一步的检测和维修。
建议根据我们的报告,采取相应的措施,以确保目标部位的安全和可靠性。
备注:本报告仅针对超声波检测结果,不考虑其他可能影响结论的因素。
如需进一步信息或疑问,请及时与我们联系。
此致
XXX超声波检测中心
联系人:XXX
联系方式:XXX。
超声波英文报告

超声波检测报告UT report报告编号/ Report no.:page: 1 of 3 工程名称Proj e ct n am e委托单位Cons ign u n it VNSEPCC1委托编号Cons ign n o.试件名称Item N am e LEFT WA TER试件规格Re gu lat io nΦ38.1×4.7/5.08试件材料Ma ter ia l SA210C+SA213T2、SA210C坡口型式Groov e ty peV焊接方法We ld ing met hod GTA W焊工代号Cod e of w e ld er937、946、606、846、895、903、437检测日期Test ing dat e 2008.03.15~2008.04.08检测时机Test i n g opp or t uni t y√焊后□热处理后As welded As heat treatment执行标准E xec ut e st and ar dASME V 、ASMEⅠ、DL/T820-2002检测条件/ Testing condition仪器型号Eq u ipm ent typ e HS600B探头编号Probe No.(1)(2)(3)仪器编号Eq u ipm ent No.06B069折射角Angle71.6º/ /探测频率Det e ct fr eq ue ncy 5MHz晶片尺寸Wafer size6×6mm//试块型式Test b loc k ty pe DL-1探测方法Det ec t met hodShear wave technique检测面状况Test surface state As grinded耦合剂Cou p la ntChemical fibrin灵敏度补偿Sensitivity compensate 4dB检测灵敏度Working sensitivityDAC-10dB检测情况与结果说明/Test status and result instruction 检测焊接接头编号为:29#、31#、81#、84#、85#、94#、95#、101#、105#、110#、111#、112#、117#、118#、131#~159#,共计检测43道焊接接头;对上述焊接接头进行100%超声波检测,发现编号为81#、117#焊接接头不合格/拒收(Rejected),进行返修处理后复检合格/接收;其余焊接接头均合格/接收(Accepted)。
各种无损检测中英文报告格式
REPORT OF MAGNETIC PARTICLE DETECTION
客户/Client:
报告号/Report No.:
工程名称
Project Name
检测地点
Test Position
材质
Material
接头种类
Joint Type
焊接方法
Welding Method
验收标准
Acc. Criterion
表面状态
Surface Condition
扫描调节
SweepRangeCalibration
扫查灵敏度
Scanning Sensitivity
检测日期
Testing Date
序号No.
构件号
Item No.
焊缝号
Weld No.
板厚
THK(mm)
检测长度
Test Length(mm)
缺陷情况
Defect Condition
L—缺陷长度(mm)Φ—缺陷直径(mm)
评片
Evaluated By
日期/Date
技术监督
Tech. Supervisor
日期/Date
批准
Approved By
日期/Date
第页
共页
Page: /
续表(Contd)
报告号/Report No.:
序号No.
构件规格
Size
焊缝号
Weld No.
底片黑度
Film Density
灵敏度
Sensitivity
检测日期
Test Date
序号No.
构件规格
Item Size
检测报告中英文信息对照表
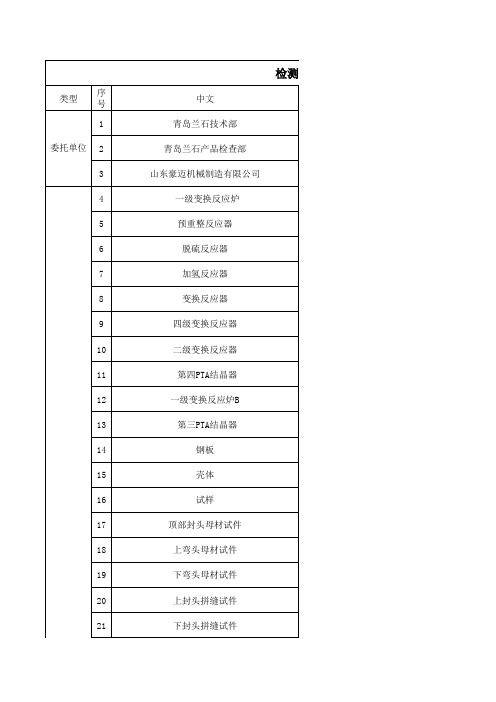
the lower ellipsoidal head base metal piece the upper head base metal piece the lower head base metal piece the longitudinal weld of shell the longitudinal welding piece of shell the circumferential weld of shell the longitudinal and circumferential weld of shell the top Head joint piece the under Head joint piece Double thread stud stud bolt the lower head cover joint piece the upper head melon petal joint plate the upper head watts valve joint plate the upper head base metal cover joint piece the lower spherical head welding test piece welding test plate The pipe and barrel welded joint specimens Barrel longitudinal seam welded joint specimens The under Headjoint Welded joint specimen The top and bottom pipe joint head Specimen GTAW+SMAW Procedure qualification test plate
钢结构中英文(个人整理版)

钢结构中英文对照从施工规范及相关文件资料整理Leo-QQ-778468076材料钢板steel plate钢管steel plate垫板padding plate垫块backfilling地脚螺栓anchor bolt预埋螺栓embedded bolt螺母nut垫圈washer铆钉rivet螺丝钉screw高强螺栓high-strength bolt大六角头高强螺栓big hexagonal high-strength bolt型钢section steel,shaped steel自攻螺钉tapping screw波形屋面瓦wave roof tile钢丝网steel-wire mesh防腐材料anticorrosive material防火涂料fireproof paint防锈漆anticorrosive paint底漆primer面漆nominated painting构件零件part部件component构件element钢柱steel column钢柱脚steel column base钢支座steel support实腹式钢柱solid-web steel column带牛腿钢柱the steel column with bracket主梁main beam次梁secondary beam檩条purlin吊车梁crane girder系杆tie beam系梁tie beam屋架roof truss坡口groove屋盖roof system屋面板roof board,roof slab,roof plate天窗架skylight truss拱形屋架arch-shaped roof truss三角形屋架triangle roof truss梯形屋架trapezoid roof truss中拼单位intermediate assembled structure空间刚度单元space rigid unit环境温度ambient temperature预拼装test assembling连接connection螺栓连接钢构bolted steel structure摩擦型高强螺栓连接high-strength bolted friction-type connection 不焊透对接焊接partial penetrated butt weld焊透对接焊接penetrated butt weld焊钉(栓钉)焊接stud welding数据及单位抗震设计earthquake-resistant design层高storey height净高net height计算长度effective length计算高度effective height计算跨度effective span净跨net span净重net weight吨ton千克kilogram面积area立方的cubic平方(正方形的,矩形的)square容积capacity米meter厘米centimeter毫米millimeter微米micrometer工具及机械焊机welding machine自动焊机automatic welding machine自动埋弧焊机submerged arc automatic welding machine手动电弧焊机manual arc welding machine二氧化碳埋弧焊机CO2(carbon dioxide)shield arc welding machine 电渣焊机electro-slag welding machine焊条electrode锤子hummer力矩扳手torque spanner,torque wrench螺丝钳clamp电钻electric drill钻机driller冲击钻(电锤)electric hammer手动摇臂钻manually operated whipping driller磁力钻magnetic driller铣床milling machine碘钨灯iodine tungsten lamp安全照明灯safety flare空压机air compressor钢丝绳steel cable吊车crane(150t)履带式吊车(150t)crawler crane吊钩crane hook液压校直机hydraulic calibrator经纬仪theodolite水平仪(水准仪)gradienter,level安全防护安全网safety net安全帽helmet安全带safety belt劳保鞋hard shoes护目镜goggles防护罩shield安全手套safety gloves防护手套protective gloves绝缘工作服insulating coverall耐火工作服fire-resistance coverall耐酸工作服acid-proof working suit耳塞earplug焊接过程及焊接质量和其他除锈车间blasting workshop焊接weld焊缝welding joint焊缝质量等级quality grade of weld横向焊缝transverse weld对接焊缝butt weld缺陷defect变形deformation凹坑pit麻面pock mark夹渣slag inclusion,slag joint咬边undercut焊缝中未熔焊点non-welded welding裂缝leakage,crack气孔air hole表面瑕疵surface defect不正确焊接尺寸incorrect welding size返工rework外观质量appearance quality检测方法和试验焊缝无损检测non-destructive inspection of weld非破损检测non-destructive test射线检测ray test磁粉检测magnetic particle testing超声波检测extra-sound test放大检测法magnetic test色彩检测法color test放大镜(扩大20倍)magnifier (within 20 times magnification)破坏试验damage test物理和化学成分physical and chemical properties机械性能试验mechanical character test拉伸试验extension test弯曲试验bending test冲击试验colliding test金相测试metelloge test高强螺栓连接副set of high-strength bolt抗滑移系数slip merged of faying surface质量焊接标准welding standard误差tolerance尺寸偏差dimensional轴线grid line标高elevation,levelAA垂直度degree of gravity vertical for AA,verticalityBB 平整度degree of plainness for BB水平度level水平位置position不合格点non-compliance不合格项non-conformance相关对话句子1,These drawings are well done and complied with the requirement of the specification.这些图制作得非常好且符合规范要求。
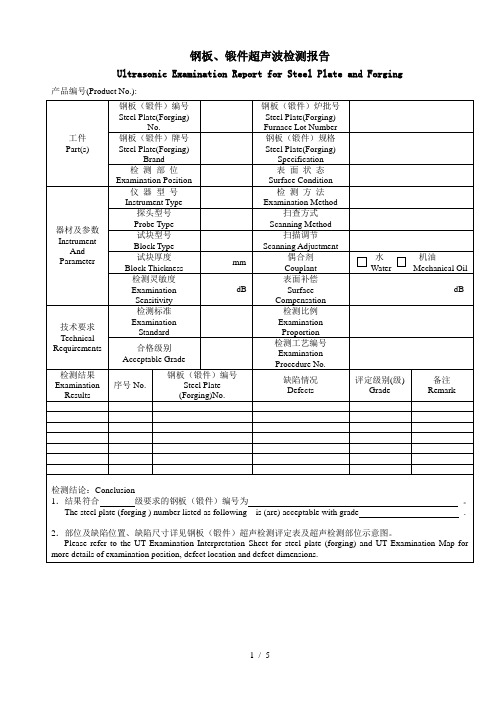
钢板、锻件超声波检测报告
Prepared (Qualification):
年月日
Date
审核人(资格)
Reviewed(Qualification):
年月日
Date
无损检测专用章
Stamp of NDE
年月日
Date
And
Parameter
仪器型号
Instrument Type
检测方法
Examination Method
探头型号
Probe Type
扫查方式
Scanning Method
试块型号
Block Type
扫描调节
Scanning Adjustment
试块厚度
Block Thickness
mm
偶合剂
Couplant
合格级别
Acceptable Grade
检测工艺编号
Examination
Procedure No.
检测结果
Examination
Results
序号No.
钢板(锻件)编号
Steel Plate
(Forging)No.
缺陷情况
Defects
评定级别(级)
Grade
备注
Remark
检测结论:Conclusion
水机油
Water Mechanical Oil
检测灵敏度
Examination
Sensitivity
dB
表面补偿
Surface
Compensation
dB
技术要求
Technical
Requirements
检测标准
Examination
EN 10160:1999(C) 厚度≥6mm 钢板的超声波探伤(反射法)

前言
本欧洲标准由技术委员会 ECISS/TC2(钢材物理化学特性和无损探伤)所制定,其秘书 处由 AFNOR 管理。
本欧洲标准最迟到 2000 年 1 月通过出版或者认可的形式赋予国家标准的地位。同时最 迟到 2000 年 1 月,与之相冲突的国家标准将被撤消。
根据欧洲标准化委员会/欧洲电工标准化委员会(CEN/CENELEC)内部规章的规定,以 下国家的国家标准组织必须执行这一欧洲标准:奥地利、比利时、捷克共和国、丹麦、芬兰、 法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、 瑞士和英国。
第2页 EN 10160:1999
目录
前言 1 范围 2 标准的参考 3 术语及定义 4 原理 5 工作人员 6 设备 7 接触条件 — 钢板的表面条件 8 扫描计划 9 程序 10 验收标准 11 探伤报告 附录 A(资料性内容)用几种欧洲语言表示相同术语的列表
页码 2 3 3 3 4 4 4 6 6 8 9 10 14
ISBN 0 580 32370 6
欧洲标准
ICS 77.040.20; 77.140.50
EN 10160 1999 年 7 月
英文版
厚度≥6mm 钢板的超声波探伤
(反射法)
本欧洲标准于 1999 年 3 月 3 日由欧洲标准化委员会(CEN)予以批准。 欧洲标准化委员会(CEN)成员必须遵照欧洲标准化委员会/欧洲电工标准化 委员会(CEN/CENELEC)的内部规章,这一内部规章对在无任何变更情况下将 国家标准的资格效力给以本欧洲标准的所需条件做了规定。最新的列表和关于此 类国家标准的目录参考可以通过向中央秘书处或任何欧洲标准化委员会(CEN) 成员进行申请而获得。 本欧洲标准现有三种官方版本(英语版、法语版、德语版)。依据欧洲标准 化委员会(CEN)成员的责任,通过将标准翻译成其本国语言而制成的任何其它 语言的版本,在正式向中央秘书处通报后,将具有与官方版本同样的资格效力。 欧洲标准化委员会(CEN)的成员就是奥地利、比利时、捷克共和国、丹麦、 芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄 牙、西班牙、瑞典、瑞士和英国等这些国家标准成员国。
钢板超声波检测报告样张
缺陷长 缺陷面积 在1㎡内缺陷 级
度㎜
㎝2 面积百分比% 别
备注
检测人:
检测日期:
第 页共 页
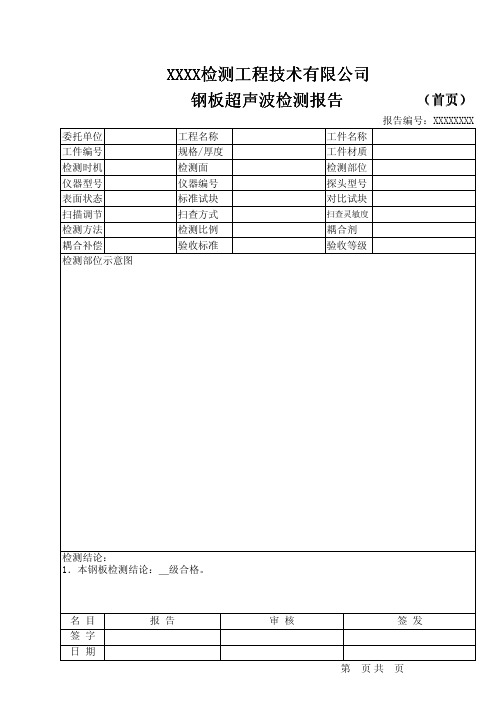
委托单位 工件编号 检测时机 仪器型号 表面状态 扫描调节 检测方法 耦合补偿 工艺卡号 检测部位示意图
XXXX检测工程技术有限公司
钢板超声波检测自控抽检记录 (首页)
工程名称 规格/厚度 检测面 仪器编号 标准试块 扫查方式 检测比例 验收标准
扫查灵敏度
耦合剂 验收等级
序 号
工件编号
板厚 ㎜
缺陷 编号
缺陷位置㎜ X YZ
缺陷长 缺陷面积 在1㎡内缺陷
度㎜
㎝2 面积百分比%
级 别
备注检测人:检测源自期:第 页共 页XXXX检测工程技术有限公司
钢板超声波检测原始记录
(附页)
序 号
工件编号
板厚 ㎜
缺陷 编号
缺陷位置㎜ X YZ
原始记录编号:XXXXXXXXX
备注
名目 签字 日期
报告
审核
签发 第 页共 页
XXXX检测工程技术有限公司
委托单位 工件编号 检测时机 仪器型号 表面状态 扫描调节 检测方法 耦合补偿 工艺卡号 检测部位示意图
钢板超声波检测原始记录
(首页)
工程名称 规格/厚度 检测面 仪器编号 标准试块 扫查方式 检测比例 验收标准
原始记录编号:JM-WC01-08-UT-08-001 工件名称 工件材质 检测部位 探头型号 对比试块
自控抽检编号:JM-WC01-08-UT-CJ-08-001 工件名称 工件材质 检测部位 探头型号 对比试块
扫查灵敏度
耦合剂 验收等级
序 号
工件编号
钢板超声波检测报告(中英文)
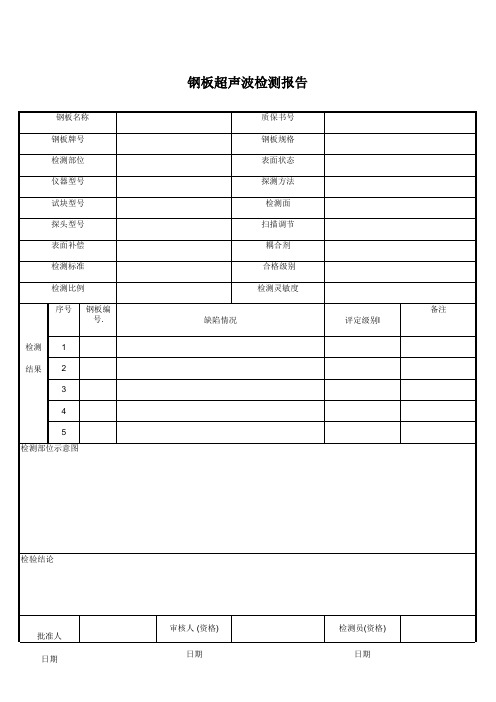
钢板超声波检测报告
钢板名称 钢板牌号 检测部位 仪器型号 试块型号 探头型号 表面补偿 检测标准 检测比例 序号 钢板编 号. 质保书号 钢板规格 表面状态 探测方法 检测面 扫描调节 耦合剂 合格级别 检测灵敏度 备注 缺陷情况 评定级别l
检测 结果
1 2 3 4 日期
审核人 (资格) 日期
检测员(资格) 日期
NDE报告格式(中英文)

L-未熔合 L-Lack of fusion
82
渗透检测报告
报告编号 Report No.:
委托单位 Client
Penetration Test Report
工程名称 Project
构件名称 Component Name
检测部位 Test Location
材质 Material
渗透剂 Penetrant
mm2
仪器型号和编号 Unit type / Reg. No.
表面状况 Surface Status
采用标准和级别 Acceptance criteria
反差增强剂 WhiteContrast aid
磁粉/磁悬液类型 Type of Magnetic Particle/Suspension
灵敏度试片 Sensitivity Indicator
81
日期 Issued date
磁粉检测结果
报告编号 Report NO:
Magnetic Particle Test Details
续页 attached page
序号 构/部件或焊缝编号 检测长度/面积
缺陷编号 缺陷性质
缺陷尺寸
评级 结论
No. Part or Weld Film No Inspected length (mm) Defect No. Defect type Defect Length (mm) Class Conclusion
检验人员 Inspector
日期 Issued date
83
报告编号 Report NO:
序号 构/部件或焊缝编号
No.
Part or Weld Film No
渗透检测结果
钢结构焊缝超声波检验报告

钢结构焊缝超声波检验报告
本报告是对常州动力装备产业园标准厂房8#车间工程中
___所提供的H型钢梁进行钢结构焊缝超声波检验的结果报告。
验收规范为GB-2001《钢结构工程质量验收规范》。
母材材质为Q235B,焊缝类型为对接焊缝,试块为CSK-1A和RB-2.检
验仪器为GTS-22,检验标准为JC11-2-25.
本次检验共检验了10个构件,焊接方法为气体保护焊,
耦合剂为浆糊。
探伤面为45度对接面,探头规格为Φ3-16dB,灵敏度为2.5P8×12K2.5.检验日期为2014年9月25日,检验
地点为厂内。
构件数量为10个,质量等级为Ⅱ级。
本次检验结果显示,受检焊缝均符合GB-2001《钢结构工程质量验收规范》标准二级焊缝要求,评定等级均为Ⅱ级,焊缝质量等级也为Ⅱ级。
因此,本次检验结果合格。
报告批准人、审核人和校核人的信息未在文章中提供,需要补充完整。
(焊缝)超声波检测报告

受控编号:
工程质量检测报告
工程名称:
检测内容: 钢结构超声波检测
单位名称
委托单位:
设计单位:
施工单位:
见证单位:
检测单位:
声明
1、本报告无检验检测报告专用章及其骑缝章无效;
2、本报告无检测、审核、批准人签名无效;
3、本报告涂改、增删无效;
4、报告复印页数不全、未加盖检验检测报告专用章无效;
5、对本报告若有异议,应于收到报告之日起十五日内向本检测单位提出。
检测单位资质证书编号:
检测单位地址:
邮政编码:
电话:
钢结构超声波检测结果
检测: (证号: ) (证号: ) 审核:
批准:
钢结构超声波检测结果汇总表
附图:检测构件/节点/焊缝示意图
现场检测工作及关键节点照片
附件
说明:1、本表由见证单位填写,作为检测报告的附件。
2、见证单位由监理单位担任,如无监理单位则由委托方担任。
超声波探伤报告英语
超声波探伤报告英语Ultrasonic Testing Report.Introduction:The ultrasonic testing was conducted to assess the integrity and detect any defects in the test specimen. This non-destructive testing method utilizes high-frequency sound waves to penetrate the material and produce images of the internal structure.Equipment Used:The ultrasonic testing was performed using a [insert equipment name] with a [insert frequency] MHz transducer. The equipment was calibrated according to themanufacturer's specifications prior to testing.Procedure:The test specimen was prepared by ensuring a clean and smooth surface for better acoustic coupling. The transducer was placed in contact with the specimen, and a coupling agent was used to facilitate the transmission of sound waves. The transducer was then moved systematically across the specimen, and the ultrasonic signals were recorded and analyzed in real-time.Results:The ultrasonic testing revealed [insert findings]. The recorded ultrasonic signals indicated the presence of [insert defect type, if any] at [insert location] with a [insert size or dimensions]. The findings were compared against acceptance criteria and relevant standards to determine the significance of the detected indications.Conclusion:Based on the ultrasonic testing results, it is concluded that the test specimen [insert conclusion, e.g., meets the required quality standards, requires furtherevaluation, etc.]. Any detected defects should be further evaluated and addressed as per the applicable codes and standards.Recommendations:In light of the findings, it is recommended to [insert recommendations, e.g., conduct additional testing, perform repairs, monitor the defect, etc.] to ensure the integrity and reliability of the test specimen.This ultrasonic testing report is prepared in accordance with industry best practices and standards. For any further inquiries or clarifications, please feel free to contact the testing personnel or authorized personnel.。