过程确认检查表
过程审核检查表范例
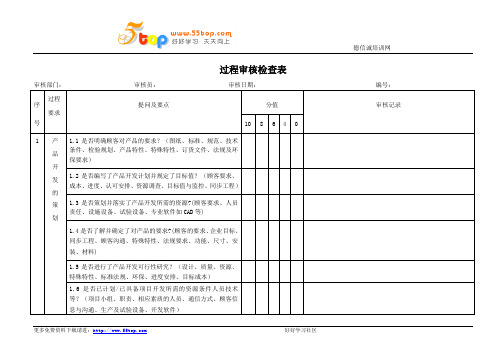
德信诚培训网过程审核检查表审核部门:审核员:审核日期:编号:序号过程要求提问及要点分值审核记录10 8 6 4 01 产品开发的策划1.1是否明确顾客对产品的要求?(图纸、标准、规范、技术条件、检验规划、产品特性、特殊特性、订货文件、法规及环保要求)1.2是否编写了产品开发计划并规定了目标值?(顾客要求、成本、进度、认可安排、资源调查、目标值与监控、同步工程)1.3是否策划并落实了产品开发所需的资源?(顾客要求、人员责任、设施设备、试验设备、专业软件如CAD等)1.4是否了解并确定了对产品的要求?(顾客的要求、企业目标、同步工程、顾客沟通、特殊特性、法规要求、功能、尺寸、安装、材料)1.5是否进行了产品开发可行性研究?(设计、质量、资源、特殊特性、标准法规、环保、进度安排、目标成本)1.6是否已计划/已具备项目开发所需的资源条件人员技术等?(项目小组、职责、相应素质的人员、通信方式、顾客信息与沟通、生产及试验设备、开发软件)德信诚培训网过程审核检查表(IATF16949-2016)审核部门:审核员:审核日期:编号:序号过程要求提问及要点分值审核记录10 8 6 4 02 产品开发落实2.1是否进行了DFMEA的分析,并确定了改进措施?(顾客要求、产品建议书、功能、安全性、可靠性、易维修性、主要特性、环保要求、试验结果、DFMEA及改进的特定设施)2.2项目运作过程中是否对DFMEA进行了补充更新?已确定的措施是否已经落实?(顾客要求、重要参数、特性法规要求、功能尺寸、材料、环保要求、运输、FMEA措施)2.3是否制定了质量控制计划?(标出的重要特性,检验及试验流程、配置的设备、测量技术、验收标准)2.4是否具有各阶段所要求的认可合格证明?(产品试验如整机试验、功能试验、寿命试验、样件状态、小批样件、计量器具)2.5、是否已具备所要求的产品开发能力?(顾客要求、人员素质、设备、样件、模具、试验/检验/实验室)3 过 3.1是否了解并明确对产品的要求?(顾客要求、法规要求、物流方程开发的策划案、技术供货条件、质量协议、重要特性、环保要求)3.2是否编制了过程开发计划并确定了目标值?(顾客要求、目标成本、进度安排、样件/试生产/批量生产、资源调查及配置、更改方案、合格供方、目标监控)3.3是否已策划并落实了批量生产的资源?(顾客要求、原材料清单及供方名录、人员责任、班产能力、设施/设备/工装/模具/试验设备、运输工具、周转箱、仓库)3.4是否了解并考虑到了对生产过程的要求?(顾客要求、法规要求、能力验证、设备及试验设备的适应性、生产布局、搬运包装、贮存、标识)3.5是否已计划/已具备项目开发所需的人员与技术条件?(项目领导小组/职责、人员素质、设备能力、顾客沟通、CP\APQP\FMEA)3.6是否开展了PFMEA并确定了改进措施?(过程风险如工序、供方、顾客要求、功能、重要参数、可追溯性、环保要求、运输)德信诚培训网过程审核检查表审核部门:审核员:审核日期:编号:序号过程要求提问及要点分值审核记录10 8 6 4 04 过程开发的落实4.1项目运作过程是否对PFMEA进行了补充更新?已确定的措施是否落实?(顾客要求、工序/供方、重要特性、法规要求、安装尺寸、材料、可追溯性、PFMEA措施)4.2是否制定了质量计划?(包括:产品组件、部件、零件和材料及生产过程中的检验流程、设备、测量技术、验收标准)4.3是否具有各阶段所要求的认可/合格证明?(产品试验报告、样件、首批样品、产品特性/过程特性证明、设备等)4.4批量生产前是否进行了试生产?(试生产批量、过程能力调查、样品检测、人员素质、指导书、生产布局)4.5生产文件和检验文件是否齐全?(过程参数、检验规范包括:频次、方法、记录、反应计划,现场易于得到)4.6是否已具备所要求的批量生产能力?(合格供方、材料清单、人员素质、设备运行效率、单台产量、设备能力、运输工具、周转箱等)5 生产过程5.1供方/原材料5.1.1是否仅允许已认可的供方供货?(合格供方名录、认证证书、营业执照、实物质量评定)5.1.2能否确保供方所供产品达成协议要求?(供方协议、试验记录、检验方法、频次、缺陷分析、能力验证)5.1.3是否对供方实物质量进行了评价?有偏差时是否采取了纠正措施?(质量会议纪要、改进计划的商定与跟踪,改进后的质量验证、供方的分析评定记录)5.1.4是否与供方新产品与过程的持续改进商定了质量目标并实施?(项目小组、质量目标、减少废品、提高满意度、质量/价格/服务目标)5.1.5批量供货的产品是否得到了批量生产认可?(样件认可、首批报告、可靠性研究、鉴定线路)5.1.6对顾客提供的产品,是否严格按与顾客商定的方法进行管理?(质量文件、控制/验证/贮存/运输/包装要求)5 生产过程5.1.7原材料库存量,库存状态是否适合于生产要求?(看板/准时化生产、贮存成本、应急计划、先进先出)5.1.8对原材料/剩余料的入库和贮存是否进行了适当控制?(包装、标识、先进先出、秩序与清洁、贮存条件如:防损伤/污染/混批/混料)5.1.9员工是否得到相应培训?(产品/规范/顾客要求/。
OTS过程检查表

Supplier No.:-Parts overview:零件概述Participant:参与者:Supplier:供应商:ZFSS:ZFSS:Evaluation:评估:(The topic with the lowest rating affects the total result) (评审等级最低的项目会影响总的评估结果)Signatures:签字:ZFSS auditor’s name ZFSS审核员的名字:Dept.部门:Phone:电话:ZFSS auditor’s signatureZFSS审核员的签字:Supplier’s name供应商的名字:Phone:电话:Supplier’s signature供应商的签字:1. Process Conditions过程状态1.1 If the flow chart, FMEA, control plan updated and issued internally?过程流程图,FMEA 和控制计划是否更新并发布?Comment: 备注:1.2 Is the layout available? All processes and control points definedor not?是否制定了平面布局图?是否明确了所要求的过程和检测点?Comment: 备注:1.3 Are all equipments available for sample production?是否具备工装样件生产所需要的设备?Comment: 备注:1.4 Does production occur under finished fixture and tools?生产是否在工装条件下进行?- Fixture and tools, transport conta iner, test equipment, employees… -生产工装,运送料架,检测设备,人员配置…Comment: 备注:1.5 Are all work stations, test stations installed appropriately?是否所有的生产工位,检测工位都被合理的设置?∙ Lighting 灯光/光线。
过程审核检查表

过程审核检查表审核工序:(下料)编号:JH-804-04 版本号:A/0 序号:2 6 生产6.1 人员/素质6.1.1 是否对员工委以监控产品质量/过程质量的职责和权限?【选择具备相应岗位素质的人员,使其保持应有的素质以及进一步培养成具有其他岗位素质的人员。
例如:自检、过程认可/点检(设备点检/首件检验/末件检验)、过程控制(理解控制图)、终止生产的权利。
等】规定了员工监控产品质量的职责和权限106.1.2 是否对员工委以负责生产设备/生产环境的职责和权限?【整齐和清洁、进行/报请维修与保养、零件准备/贮存、进行/报请对检测、试验设备的检定和校准。
等】规定了生产员工生产完成后进行设备保养.106.1.3 员工是否适合于完成所交付的任务并保持其素质?【过程上岗指导/培训/资格的证明、产品及发生缺陷的知识、对安全生产/环境意识的指导等】车间员工均为培训合格对产品缺陷了解,安全操作熟知于心,对安全已对检验员进行资格授权。
106.1.4 是否有包括顶岗规定的人员配置计划?【在人员配置计划中要考虑缺勤因素(病假/休假/培训)。
等】有人员配置计划,缺勤人员工序有顶岗工作。
106.1.5 是否有效地使用了提高员工工作积极性的方法?【通过针对性的信息(宣传)促进员工的投入意识,并以此来提高质量意识。
例如:改进建议、对质量改进的贡献、自我评定。
等】激发员工提合理化建议,提高员工工作积极性的方法,对于车间内部生产挑出废料进行奖励等方法以激励员工。
106.2 生产设备/工装6.2.1 生产设备/工装模具是否能保证满足产品特定的质量要求?【重要参数要强迫控制/调整、在偏离额定值时报警(例如:声光报警,自动断闸)、模具/设备/机器的保养维修状态(包括有计划的维修)等】生产设备/工装模具能保证满足产品特定要求.106.2.2 在批量生产使用的检测、试验设备是否能有效地监控质量要求?【测量精度/检具能力调查、数据采集和分析、检具检定的证明、等】检测、试验设备能有效地监控质量要求.106.2.3 生产工位、检验工位是否符合要求?【工作环境条件(包括返工/返修工位)必须符合于产品及工作内容,以避免污染、损伤、混批混料/说明错误。
过程审核检查表-ok

过程能力/目标
与过程有关的质量目标是否达到?
抽××件产品进行检测,查其合格率是否符合规定要求(如目标要求)?
查看现场的SPC控制图,判断过程是否受控?
与特殊特性有关的过程是否进行了过程能力研究?
收集数据,计算过程能力指数?结果是否符合要求?
FR820203 B/0
控制计划中有无产品和过程特殊特性的控制要求?是否执行?
控制计划中的反应计划是否得到实施?
综合评价控制计划的可行性与正确性?
2/1
过程/人的因素
是否持证上岗?有无经验?技能如何?
上岗前是否接受过上个岗培训?有无过程质量控制的知识?
是否熟悉本岗位的作业文件并能掌握其要求?
是否能认真执行作业文件的规定?
作业效率高低如何?
员工是否熟悉并执行包装规范,是否明确包装要求?
产品包装质量是否符合要求,是否进行了检查?
2
交付
是否确定了与顾客保持联络的顾客代表?
交付时产品是否满足了所有顾客要求?
产品出库是否符合程序或文件规定,手续是否齐全?
交付是否按合同要求进行,是否满足100%准时?
在交付至目的地期间,是否对产品进行了防护?
3
材料在仓库和车间现场是否进行了适当防护?
是否对顾客财产按要求进行了接收、贮存、使用、异常报告?
FR820203 B/0
过程审核检查表
No
品名规格
审核过程
交付/服务
审核员
审核日期
序号
审核
项目
审核内容
审核情况记录(分)
备注
10
7
4
0
nb
1
终检
包装
对最终产品是否进行了验证(检验和试验),是否符合顾客或订单要求?
C2过程设计和开发过程-检查表(1)

程序方法: 确认点:文件和记录、监视和测量工具、方法等; 确认结果:
绩效评价: 确认点:监视和测量标准、要求,绩效目标; 确认结果:
注:上述抽样(事实)方案中,黑色粗体字部分为优先/重点审核问题。
LY-R-9.2-003 A1
标准条款 过程名称
QMS:8.3\8.5.6 ESD:2\6.1
C2过程设计和开发过程
过程拥有者 过程责任人
内部审核检查表
审核时间
审核人员
优先/重点 8.3.3.3产品和过程的特殊特性
资源环境: 确认点:基础设施、办公设备,使
用工具、用品等; 确认结果:
输入: 1.法律法规标准及其他要求; 2.客户特殊要求; 3.加工合同/质保协议; 4.加工合同/质保协议评审; 5.以往同类产品过程设计开发知识; 6.客户图纸、加工测试规范; 7.加工测试程序、时间、良率; 8.加工/测试/储存/运输环境; 9.设施/设备、工装/配件; 10.ERP/MES生产管理系统; 11.数据传输/对接; 12.售后服务。
确认结果:
输出: 1.新产品调查表; 2.新产品特殊特性评估确认表; 3.制造可行性报告; 4.项目立项表/产品保证计划; 5.APQP开发计划/目标; 6.工艺流程图/流程卡; 7.PFMEA/检查评审表; 8.工程批/量产控制计划; 9.新产品制程评估表; 10.程序/机台/板卡等验证记录; 11.工程批测试验证确认记录; 12.PSW零部件提交保证书; 13.各过程/工序作业标准书等。
抽样(事实)方案
1.查看产品清单,确认汽车用芯片种类; 2.选取三例产品过程开发进行抽查审核: 例1:以QS车规产品(FT)*2 例2:以HD非车规产品(CP)*2 例3:以TF非车规产品(FT)*2 3.抽查确认上述三例已完成的过程设计开发 各阶段资料记录,包括输入、输出。 4.抽查确认上述三例进行中的过程设计开发 产品资料,包括输入、输出。 5.抽查确认QS、HD、TF三家客户特殊要求、 产品和过程特殊要求落实情况。 6.抽查确认三家客户的测试程序接收、验证 资料记录。 7.现在审查确认车规和非车规产品产品在制 造过程开发中的资源环境(包括ESD静电放 电)、风险、人力/能力、绩效评价等。
26个过程内审检查表(问题应用清单)
内审检查表
编号:NO:
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
内审检查表
内审检查表
内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
江阴成澄佳机械制造有限公司内审检查表
内审检查表
内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表
江阴成澄佳机械制造有限公司内审检查表。
VDA6.3过程检查表

编号:No(11)第_____
审核过程: 审核产品: 检查重点工序: 审核项目/内容 序号 6.1 人员/素质 6.1.1 是否对员工委以监控产品质量/过程质量的职责和权限?考虑要点,如:
1 2 3 4 工艺文件(SOP)中是否有自检的规定,员工是否遵守?(SOP文件、工序作业记录) 每班生产前过程认可的职责是否确定?(设备点检/首件检验/末件检验/IPQC专职巡检) 当班发现不合格品的处置流程如何?上报终止生产的权利? 质管/检验人员对质控点控制图的理解?能否作出反应?
评分
6.1.2 是否对员工委以负责生产设备/生产环境的职责和权限?考虑要点,如: 1 设备、环境的清洁?有无规范保证措施? 2 是否对设备进行点检?(包括每班正式生产前的清洁工作) 3 是否按维护计划对设备进行了维护? 4 是否准备关键设备备件,能随时得到? 5 检验器具的保养,检定和校准? 6.1.3 员工是否适合于完成所交付的任务并保持其素质?考虑要点,如: 1 过程上岗指导/培训/资格状况(是否熟悉加工步骤以及过程中的检验要求?) 2 安全注意事项是否被员工了解?意外事故时的处置方法是否向操作者讲明? 3 由目视判断观察人员是否持证上岗? 4 操作者是否了解自己填写的记录的填写内容、方法/存档要求?(查现场记录) 6.1.4 是否包括顶岗规定的人员配置计划?考虑要点,如: 1 根据生产班次计划配置人员?规定了岗位相关职责(包括设备、环境、过程监控的责任)? 2 关键岗位是否有顶岗人员?(如关键重点工序,模具安装,设备维修的关键技术人员)不同 产品的加工人员 是否有替代人员计划? 3 替代人员岗位素质证明是否表明具有替岗资格? 6.1.5 是否有效地使用了提高员工工作积极性的方法 ? 考虑要点如: 1 员工的工资是否与其生产数量或过程目标的完成情况相挂钩? 2 对质量改进的贡献(对质量/改进有显著奉献并取得一定成绩时,该员工是否给予适当奖励 和表彰)? 3 合理化建议被采纳后是否给予奖励和表彰?
QA过程检查表

Does the machine have maintenance and inspection?
机器周围是否有安全隐患?
Are there security risks around the machine?
机器参数设定是否正确?
Is the machine parameters set correctly?
OD测试仪是否有校验合格标签?
2
机器/仪器 Machinery /Apparatus
Dose the OD tester have the conformity calibration label? OD测试仪参数设定是否正确? The OD tester parameter settings are correct ? 火花机是否有校验合格标签?
订单号
PO
稽查頻率 Inspection frequency
1次/1天 once/ day 1次/1天 once/day 1次/1天 once/day 1次/1天 once/ day 1次/1天 once/day 1次/1天 once/day 1次/1天 once/ day 1次/1天 once/day 1次/1天 once/ day 1次/1天 once/ day 1次/1天 once/ day 1次/1天 once/ day 1次/1天 once/day 1次/1天 once/ day 1次/1天 once/ day 1次/1天 once/ day 1次/1天 once/ day
1次/1天
Dose the operators implement self-inspection to confirm the spec 、color、appearance and once/ day
过程审核检查表示例(帮助理解VDA6.3条款)

查车间二楼的临时存放区,一个周转箱里存放两种甚至多种产品
物料标识卡必须明确物料的加工状态和检验状态
生产部
在监控产品/过程质量方面,是否将相关的现任
生产车间提供了个车间质量负责人员的职责权限,明确定义了首件和过程巡检的人员
车间岗位员工按照SOP要求进行自检,车间定期组织对员工进行质量意识培训,并记录
修订供应商调查表,增加对供应商汽车业务量占比、业务连续性规划的项目调查
采购部
10/30
在供应链上是否考虑了顾客要求
通过联络函的形式告知供方有关顾客要求,并有IQC监控目前的来料状况,查双方签订的质量保证协议有明确要求顾客要求
是否与供应商就供货业绩约定了目标,并且加以落实
在质量协议上有规定供货PPM要求,每月的供方绩效评价统计每个供方的供货PPM是否达标
建立了变更的管控程序,且对变更的结果进行了追踪验证,并通知顾客变更的内容以获取批准
涉及工艺、图纸变更的,相关的FMEA和CP的也随之更新
在生产控制的基础上,是否在生产和检验文件中完整的给出了所有重要的信息
1.查全检岗位、进料检验岗位、电阻测试岗位、气密性测试岗位以及关键岗位没有形成统一的检验规范和作业规范
1.项目计划的第一二阶段没有获得批准,
2.二阶段样件性能试验报告已出具并获得项目负责人的批准。
3.在样品制作阶段,原材料检验和供应商提交的材质证明已获得批准
4.产品的包装方式没有定义
在样品制作阶段设备、工装、模具已获得验收并批准。
收集定义目前产品的包装规范并受控下发成品包装
工程部
是否针对各个具体的阶段应用了生产控制计划,是否在这些计划的基础上编制了具体的生产和检验文件
IATF16949--过程审核检查表-(含审核记录)-
生产数量按下达的生产计划进行,能满足顾客要求,对车间的产品流向策划了流程图,确保产品有序运往下道工序。
10
6.3.2
产品/零件是否按要求贮存?运输器具/包装方法是否按产品/零件的特性而定?
10
产品现场无堆积,摆放整齐。用纸箱包装。
10
6.3.3
废品、返修件和调整件以及车间内的剩余料是否坚持分别贮存与并标识?
10
查岗位说明书中有明确员工、品管人员的职责和权限。询问品管负责人何平生,清楚自己的职责。
10
6.1.2
是否对员工委以负责生产设备/生产环境的职责和权限?
10
询问压铸员工邹、贾,明确生产设备的操作和现场5S工作要求。
10
6.1.3
员工是否适合于完成所交付的任务并保持其素质?
10
查压铸机作业员工邹、贾,明确生产及产品品质要求。
10
有制定了成品合格率、生产计划及时完成率、过程CPK等目标,目标达标。
10
过程审核检查表
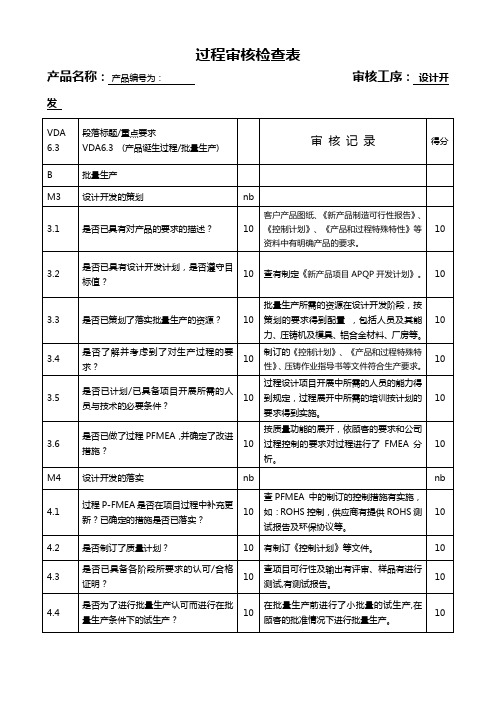
产品名称:产品编号为:审核工序:包装入库
VDA
6.3
段落标题/重点要求
VDA6.3 (产品诞生过程/批量生产)
审 核 记 录
得分
M6
生产
6.1
人员/素质
nb
6.1.1
是否对员工委以监控产品质量/过程质量的职责和权限?
10
查员工职务说明书中有明确员工的职责和权限。
10
6.1.2
是否对员工委以负责生产设备/生产环境的职责和权限?
10
询问包装工吴学文清楚相关要求。
10
6.1.3
员工是否适合于完成所交付的任务并保持其素质?
10
询问包装工吴,明确生产要求。
TS16949过程审核检查表

1.3.是否按照实际需要对原 材料进行了仓储,所使用的 运输工具/包装设备是否与原 材料的特殊特性相互适应?
—客户针对标记和可回溯性的技术规范,要求(法律法 规要求,产品责任法) - 旨在产品/原材料审批的过程 - 放行的零部件/材料的标记(粘性标签,悬挂指示 牌,货物随单,...) 1.4. 必要的标记/ 记录/ 放 - 批准记录 行是否到位,并且相应与原 - 可回溯性体系/方案 材料进行了关联? - 特种放行文献记录(数量,持续时间,标记类型, „) - 特殊特征 - 生产控制计划,控制计划 - VDA说明书
1.5.在量产过程中,是否对 产品有生产过程是否受控?
2.1.在生产控制计划表的基 础上,是否在具体的生产和 检验文件中完整的说明了所 有相关信息?
过程审核检查表
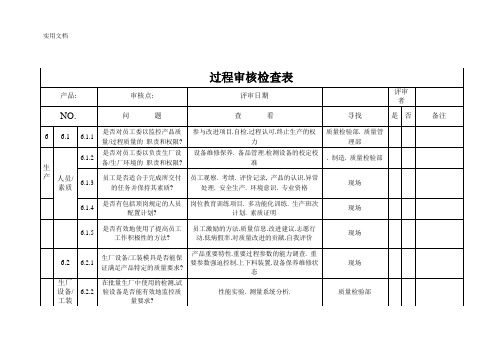
审核项目 审核方法/证据 热 机 熔 浇 包 处 加 炼 铸 装 理 工 发现的问题
—生产批准 - 变更的产品/过程 - 设备停机/过程中断,重新批准生产 - 维修,模具更换 - 更换材料(例如更换批次)- 变更了的生产参数 2.2.对生产工艺流程是否进 - 首件检验,包括记录 行了放行,并且对设置数据 - 特殊过程– 加工工位上的整洁和清洁 进行了采集? - 模具和检验工具的包装,批准,变更状态 - 设置计划表,设置辅助工具/比对辅助工具 - 灵活的模具更换装置 - 极限样件 - 机器能力调查 —针对特殊特征/关键过程参数的机器/过程能力证明 - 重要参数的强制控制/ 调节 - 石川因果分析 - 在偏离极限要求/参数情况下的警告(例如指示灯, 喇叭,切断电源) - 给料和取料工装 - 防错解决方案 2.3.使用的生产设备是否可 - 检验过程的能力 以满足客户对具体产品提出 - 测量工具的能力 的要求? - 测量记录 - 检验结果(例如测量记录) - 产品评审的结果 - 备用模具 - 夹持,夹紧装置等的可维修性 - 模具/设备/机器的维护保养状态(包括计划的维护保 养) - 应急计划表
过程审核检查表_2
生产部
D2.3
是否根据评定的结果(实物质量问题或质量能力不足)与供方一起制定提高措施并落实?
与问题供方领导的会谈.改进计划的落实.改进的服务过程.审核结果
生产部
D2.4
是否与供方协商确定改进过程和外委服务的目标/措施并加以落实?
持续改进.确定可度量的目标值.成本优化
顾客满意度调查
质量管理部
服务
D3.2.2
是否对纠正措施的落实情况及其有效性进行审查?
顾客.内部抱怨.再发防止措施报告.结果验证.内审,管审
质量检验部
D3.2.3
是否能保证满足对过程的特殊质量要求?
设备维护.照明,人机工程学
生产部.
D3.2.4
是否对服务过程的有效性进行监控?
顾客满意度调查
质量管理部
D3.2.5
原始记录.控制图.数据收集.过程参数的记录装置(时间.温度等).停机.参数更改
项目公司.质量检验部
缺陷分析/纠正措施/持续改进(KVP)
6.4.2
是否用统计技术分析质量数据/过程数据,并由此制定改进措施?
过程能力.缺陷.过程参数.废品.返修件.隔离通知返修.生产节拍.可靠性失效特征(SPC.排列图.因果图)
项目公司.质量检验部.
D3.1.3
在服务过程中使用的员工是否有能力完成所交给的任务?是否对其素质进行定期的监控?
安全环保.质量意识.员工满意度.培训措施
生产部
D3.1.4
是否调查并能保证满足人员需求?是否有足够的顶岗人员?
人员需求调查.费用核算.重要岗位代理制度
生产部
D3.2
D3.2.1
是否对服务进行认可?是否调查并记录其与要求之间的偏差?
SMT过程审核检查表

100
灯光亮度
灯管不能正常发光 有无昏暗灯管?
对作业员检验技能有无定期有效的考核方式,有
101
检验员技能
检验员有上岗证
无有效证据?
印刷 102 09 效果 103
表面清洁,无任何异物残
清洗频率为多少,如何清洗,清洗效果有无确
96
钢网清洁度
留,包括溶液、
认,有无有效证据?
网孔通畅清洁
97
PCB数量
有详细印刷记录
询问现场管理员如何跟踪,跟踪频率为多少?当 前工单已经完成数量是?
审核记录
过程审核检查表(SMT)
过程 编号
过程
序 号
生产 设备
特性Leabharlann 产品过程特性标准审核问题
站位方向
作业员是否清楚匹配方法?抽查相应站位对应物 与程序设定的方向一致
料式否与站位表一致?
1、作业员是否有这些文件?
核对、与站位表/BOM/ECN一 它们之间如何匹配/核对,以保证其正确性?
致
2、物料规格与文件之间如何匹配/核对,以保证
所用物料规格无误?
核对、与站位表/BOM/ECN一 作业员是否有这些文件?物料数量与文件之间如
最大包装完好
是否每批点检、有无有效证据?
潮敏标签指示值≤20%
损坏包装的IC的指示值是否超过20%? 若超过,是否对其暴露的湿度和时间进行监控? 以保证MSD有效。
核对、与送货单一致 送货单是否正确、有无已经核对的有效证据?
核对、与送货单一致 送货单是否正确、有无已经核对的有效证据?
核对报检单与送货单一致 报检单是否正确、有无已经核对的有效证据?
4.5~6.5kg
点检频率为多少,有无点检、记录?
07人工挖孔桩工程施工过程检查表
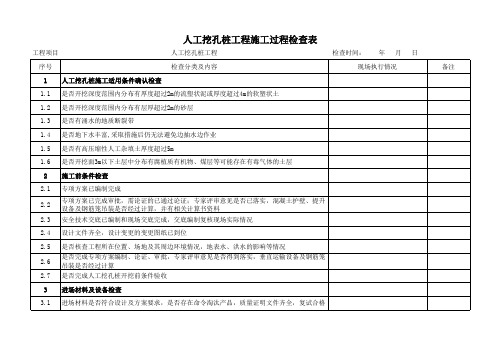
5.5
采用爆破开挖时,是否进行爆破振动监测,监测值是否超过规定值;爆破参数是否与方案一 致,爆破效果是否达到要求
5.6 孔内作业前是否进行孔内有毒有害气体检测,检测频次是否满足要求,检测记录真实有效
5.7 孔深>10m时,现场是否采取强制通风措施
5.8 孔内是否设置人员上下装置和应急软爬梯及安全防护半月板
3.6 材料堆放及大型设备存放位置是否满足孔口周边堆载要求
4 风险辨识
4.1 对工程潜在的风险进行辨识和分析,并召开风险辨识专题会、交底会,重大风险源现场公示
4.2 编制有针对性、可操作的应急预案,并报批,并制定应急演练计划
4.3 重大风险源是否制定针对性技术措施,现场是否得到落实
5 现场施工
5.1 桩基平面位置准确,符合设计及规范要求
3 进场材料及设备检查
3.1 进场材料是否符合设计及方案要求,是否存在命令淘汰产品,质量证明文件齐全,复试合格
3.2 周转材料是否存在严重变形、锈蚀等情形
3.3 人工挖孔桩开挖主要机具设备是否符合方案要求
3.4 进场设备是否完成验收,是否存在缺陷
3.5 特种设备是否完成第三方鉴定,进场验收记录齐全有效,特种设备安全技术档案齐全
1.5 是否有高压缩性人工杂填土厚度超过5m
1.6 是否开挖面3m以下土层中分布有腐植质有机物、煤层等可能存在有毒气体的土层
2 施工前条件检查
2.1 专项方案已编制完成
2.2
专项方案已完成审批,需论证的已通过论证;专家评审意见是否已落实,混凝土护壁、提升 设备及钢筋笼吊装是否经过计算,并有相关计算书资料
5.9 孔内作业人员是否按要求佩戴好个人防护用品
5.10 提升设备配重是否满足计算要求;提升设备限位和防滑保护装置是否有效
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产过程确认检查表
受检查单位:4车间受检查过程名称:压铸
生产过程确认检查表(续)
审核员:年月日
审核组长:年月日
批准:年月日
说明:
1.总平均得分值Tq:大于或等于90%为过程控制目标。
当低于该目标、审核结果远小于以前的结果或出现趋势下降时。
应采取必要的有效措施。
生产过程确认检查表
受检查单位:4车间受检查过程名称:熔炼
生产过程确认检查表(续)
审核员:年月日
审核组长:年月日
批准:年月日
说明:
2.总平均得分值Tq:大于或等于90%为过程控制目标。
当低于该目标、审核结果远小于以前的结果或出现趋势下降时。
应采取必要的有效措施。
生产过程确认检查表
受检查单位:一车间受检查过程名称:镦坯(初镦、终镦)
生产过程确认检查表(续)
审核员:年月日
审核组长:年月日
批准:年月日
说明:
3.总平均得分值Tq:大于或等于90%为过程控制目标。
当低于该目标、审核结果远小于以前的结果或
生产过程确认检查表
受检查单位:二车间受检查过程名称:滚丝
生产过程确认检查表(续)
审核员:年月日
审核组长:年月日
批准:年月日
说明:
4.总平均得分值Tq:大于或等于90%为过程控制目标。
当低于该目标、审核结果远小于以前的结果或
生产过程确认检查表
受检查单位:三车间受检查过程名称:磨配合面
生产过程确认检查表(续)
审核员:年月日
审核组长:年月日
批准:年月日
说明:
5.总平均得分值Tq:大于或等于90%为过程控制目标。
当低于该目标、审核结果远小于以前的结果或出现趋势下降时。
应采取必要的有效措施。