英文版 BOPP薄膜 简介
BOPP薄膜简介
BOPP薄膜简介
双向拉伸聚丙烯(Biaxially Oriented Polypropylene,BOPP)薄膜,也称为热延伸聚丙烯薄膜,是指由聚丙烯(PP)制成的薄膜,它是一种多
功能的包装材料。
BOPP薄膜具有良好的透明度,高强度,耐拉伸性,光滑,防水,耐老化性等特点。
BOPP薄膜的制造过程是在原料挤出时加入少量添加剂。
混合物被迫
经过织物板(slab),使其在热延伸机上形成薄膜。
BOPP薄膜首先经过
拉伸过程,然后它将被卷起,以便进行下一步加工。
注塑成型是BOPP薄膜的一种常见应用,可以用于包装糖果,果冻,
海藻等食品。
BOPP薄膜具有冲压性能,可以制作丰富多彩的图案和塑料
制品。
BOPP是热消解薄膜的一种,可以用于制作多种复合薄膜。
BOPP薄膜具有优良的热封性能,可以使热封机的热封温度降低,大
大提高热封质量。
BOPP薄膜具有很强的韧性,可以抵抗高压和大型外力
的拉伸,很少发生破裂。
BOPP薄膜具有优良的抗水性能,可以防止用户在使用过程中受潮变
质而破坏包装物。
BOPP薄膜可用于一系列用途,如非接触农产品包装,
食品包装,书籍包装,化妆品包装,家用纸品包装,药品包装,电子产品
包装等。
双向拉伸聚丙烯BOPP薄膜的原料性能和BOPP薄膜配方工艺

BOPP薄膜的原料性能和BOPP薄膜配方BOPP(双向拉伸聚丙烯)薄膜强度大,阻气性高,印刷性能和抗撕裂性好,是PP薄膜制品中消耗量最大的品种,应用也最广泛。
而我国BOPP薄膜虽然发展很快,但在规模、品种等方面与国外相比仍有一定差距。
如埃克森美孚公司BOPP薄膜的年产量超过200万吨,有近40个品种,应用领域广阔。
而国产BOPP薄膜品种单一,规模小,成本高,因此仍有相当数量的BOPP薄膜产品从国外进口。
近几年我国BOPP 厂也推出了如BOPP彩印定位防伪型烟用包装膜、BOPP超低温热封型烟用条包膜、BOPP抗磨花型烟用包装膜等一些新产品,但是还需要加强产品的创新,逐渐缩小与国外产品的差距。
对此专业人士认为,除了加强管理、降低成本以及提高质量以外,还应要努力开发新产品,本文会介绍更多BOPP薄膜给大家参考.一、聚丙烯树脂的主要性能及其测量方法聚丙烯(polypropylene)是由丙烯单体经聚合作用而部分结晶的聚合物,英文缩写为PP。
其聚合方法有4种,即溶液法、溶剂淤浆法、液相本体法和气相法。
由于聚合方法的不同,所得到的聚丙烯树脂性能有差异。
据资料,聚丙烯最主要的两个性能是熔体质量流动速率和立体等规度。
1.熔体流动速率(MFR)——热塑性材料在一定的温度和压力下,熔体每10min通过标准口模的质量,单位为g/10min.塑料熔体流动速率(MFR),以前又称为熔体流动指数(MFI)和熔融指数(MI)。
一般说来,我们在聚丙烯加工的时候,以MFR来表示它的流动性能,熔融指数是与聚合物的分子量相对应的,与聚合物的相对分子质量成反比而与粘度成反比。
MFR的测量一般由一台挤出式塑度仪完成。
其具体的操作方法参考GB/T 3682-2000,可以在方法A或者B中任选一种,选择方法B时,熔体的密度值为0.7386g/cm3。
试验条件为M(温度:230℃,负荷:2.16kg)或P(温度:230℃,负荷:5.0kg),试验前,应用氮气吹扫料筒5s-10s,氮气压力为0.05MPa。
bopp预涂膜

BOPP预涂膜简介BOPP预涂膜是一种常用于包装领域的涂覆膜。
BOPP是指双向拉伸聚丙烯薄膜(Biaxially Oriented Polypropylene),是一种具有优良机械性能和热封性能的聚合物薄膜。
BOPP预涂膜是在BOPP基膜上涂覆一层胶粘剂,以增加膜的表面粘附性和印刷性能。
本文将介绍BOPP预涂膜的特性和应用。
特性1.优良的耐热性和耐湿性:BOPP预涂膜具有较高的耐热性和耐湿性,能够在高温和潮湿环境下保持良好的性能。
2.良好的透明性:BOPP预涂膜具有较高的透明度,可以有效展示包装物的外观和内容。
3.优秀的机械性能:BOPP预涂膜具有良好的拉伸性能和撕裂强度,能够保护包装物免受外部冲击和损坏。
4.良好的印刷性能:BOPP预涂膜表面涂覆的胶粘剂可以提供良好的印刷粘合性,使得印刷图案更加清晰和持久。
5.易于加工:BOPP预涂膜可以方便地进行切割、成型和封口等加工操作。
应用由于BOPP预涂膜具有优越的特性,因此在包装领域得到了广泛的应用。
以下是BOPP预涂膜的主要应用:食品包装BOPP预涂膜在食品包装中被广泛使用。
其优良的耐热性和耐湿性使得它可以应对各种包装环境,同时保持食品的新鲜和品质。
此外,BOPP预涂膜的透明性能可以展示食品的外观,增加消费者的购买欲望。
日用品包装BOPP预涂膜也广泛用于日用品包装。
它可以增加包装物的外观质感,提升产品的价值感。
例如,BOPP预涂膜可以用于化妆品盒、洗发水瓶等产品的外包装。
书籍封面BOPP预涂膜在书籍封面制作中具有重要作用。
它可以使书籍封面变得更加耐用和防水,同时保护内页免受损坏。
贺卡和礼品包装由于BOPP预涂膜具有良好的印刷性能,因此它广泛用于贺卡和礼品包装。
印刷在BOPP预涂膜上的图案可以更加清晰和生动,使得贺卡和礼品包装更具吸引力。
总结BOPP预涂膜是一种常用的包装材料,它具有优良的耐热性、耐湿性、透明性、机械性能和印刷性能。
它广泛应用于食品包装、日用品包装、书籍封面以及贺卡和礼品包装等领域。
BOPP双向拉伸聚丙烯薄膜简介
BOPP薄膜的生产工艺
• 目前BOPP薄膜的生产工艺主要有两大类:
• (1)管膜法; • (2)平膜法,平模法又分逐次双向拉伸和同步双
向拉伸。
• 管膜法具有设备简单、投资小、占地少、见效快的优点。 但由于它单机产量低、厚度公差大、热收缩率大,以致近 来没有多大发展。
• 平膜法中的同步双向拉伸制得的产品具有各向同性的优点 ,但由于设备复杂、制造困难、成本高而未能发展起来。
• 同时,大量的晶核有效地改善了光学性能并提高 了抗冲击性能、热变形温度、弯曲弹性模量、抗 张强度等机械性能,同时透明剂为聚丙烯晶体的 生长提供了额外的带自由能的晶核,较多的活性 点提高了结晶的温度和速度,使加工周期缩短。
谢谢大家!
李建峰,吕胜鹏,洪银根,孙平浩,张晨
BOPP薄膜的优缺点
• BOPP膜无色、无嗅、无味、无毒,并具有高拉伸 强度、冲击强度、刚性、强韧性和良好的透明性 ,是常用的包装材料。
• BOPP薄膜表面能低,经电晕处理后,有良好的印 刷适应性,可以套色印刷而得到精美的外观效果 ,因而常用作复合薄膜的面层材料。
• BOPP膜也有不足,如容易累积静电、没有热封性 等。在高速运转的生产线上,BOPP膜容易产生静 电,需安装静电去除器。为了获得可热封的BOPP 薄膜,可以在BOPP薄膜表面电晕处理后涂布可热 封树脂胶液,如PVDC乳胶、EVA乳胶等,也可涂布 溶剂胶,还可采用挤出涂布或共挤复合的方法生 产可热封BOPP膜。
• 此外,增大拉伸倍率也可改善聚丙烯透明性,但 这对热成型性能影响较大,制品的使用范围受到 限制。
• 2、在聚丙烯加工过程中加入被称为高效透明度改 性剂的透明剂。其作用机理为:透明成核剂添加 到聚丙烯后熔体冷却时,先于聚丙烯结晶,成为 聚合物的异相核心,从而提高聚丙烯熔体中的成 核密度,可降低聚丙烯球晶的尺寸,提高透明度 。
BOPP薄膜项目总结报告
BOPP薄膜项目总结报告
一、BoPP薄膜项目概述
BOPP薄膜,全称Biaxially Oriented Polypropylene Film,是一种
由聚丙烯制成的双向定向薄膜,能够拉伸和收缩,可以把高温和低温的物
料连接起来,用作包装、缠绕和缝制等用途。
本次BoPP薄膜项目,主要
从以下几个方面进行研究:1)BoPP薄膜的生产工艺,包括膜制备、拉伸、热封、收缩和卷绕;2)BoPP薄膜的特性分析,包括厚度测量、耐压测试、抗张强度测试、拉伸属性测试、热封性测试等;3)BoPP薄膜的应用,包
括包装、缝制、缠绕等。
二、BoPP薄膜的生产工艺
1、膜制备:BOPP薄膜的生产主要采用聚丙烯(PP)为原料,经过混合、过滤,再经过挤出熔融制备成型,得到的膜厚度一般在25-100微米
之间,表面光滑,有良好的热封性能、拉伸性能和抗渗性。
2、拉伸:用于拉伸BOPP薄膜的机械装置通常由拉伸辊组和拉伸电机
组成,可以同时拉伸薄膜的横向和纵向,将原膜拉伸到50-500%,以改
善膜的性能。
3、热封:热封是指用热固性胶粘合剂对BOPP薄膜进行热处理,热封
性能主要取决于胶粘剂的粘合力和温度,是将薄膜分成不同宽度和厚度的
产品的必要工艺。
4、缩水:BoPP薄膜拉伸后会产生拉伸变形,因此在拉伸过程之后需
要对其进行。
珠光膜(Pearlized_BOPP)的应用

珠光膜(Pearlized BOPP)的应用珠光膜(Pearlized BOPP)广泛应用于各类食品和日用品包装中,尤其是冰淇淋、巧克力包装及饮料瓶标签,其白色珠光效果能与精心设计的印刷图案相得益彰,是深受欢迎的包装材料之一。
珠光膜的性能与应用1.珠光膜的制造珠光膜是双向拉伸多层共挤复合膜,多为3层共挤拉伸膜,其芯层为均聚聚丙烯,并添加有珠光母料;表面热封层为共聚聚丙烯。
珠光膜芯层中添加的珠光母料主要为超细无机填料(如超细碳酸钙),在薄膜进行双向拉伸时会在薄膜中间层形成细密、均匀的空隙,当光线照射薄膜时产生多重反射效果,在薄膜表面呈现珍珠般的光泽的同时,也降低了材料的密度。
珠光膜为双面可热封膜,其中一面做电晕处理。
2.主要性能珠光膜的制造方法决定了其性能与双向拉伸BOPP透明膜(可热封及不可热封BOPP膜,下同)有很多不同,首先,其密度较BOPP膜低很多,介于0.6~0.75之间,为了节约成本,珠光膜的密度大多控制在0.68以下,珠光膜呈现白色、不透明的珠光效果,具有一定的阻光能力,对需避光的产品有保护作用。
其次,珠光膜的力学性能指标也低于BOPP透明膜。
表1是某珠光膜产品技术指标的典型数据。
35μm的珠光膜对水蒸气的阻隔能力优于20μm的透明膜,相当于25μm的透明膜的阻水性能,对氧气的阻隔能力也高于透明BOPP膜。
但随着珠光膜密度的降低,其对水蒸气、氧气的阻隔能力及力学性能会随之下降。
当然,不同厂家的产品性能也会有所不同。
3.应用由于珠光膜为白色不透明薄膜,热封性及印刷适性良好,具备了承印材料和热封材料的特点,因此可单独制成包装材料,如单层表印制作冰激凌袋、饮料标签,表印背涂冷封胶制作巧克力包装等,都是极具特色的产品。
珠光膜也可与其他材料复合,突出珠光膜的珠光光泽,如与透明BOPP复合的薄膜再配合精美的图案设计,可使产品呈现金属般的光泽,突出包装的高雅。
总之,珠光膜可应用于各种轻量产品的包装,只要设计合理,并选择合适的工艺,就可以制成具有特色的包装。
BOPP基础介绍
BOPP基础介绍BOPP是“Biaxially Oriented Polypropylene”的缩写,BOPP薄膜即双向拉伸聚丙烯薄膜BOPP薄膜是一种非常重要的软包装材料,BOPP薄膜无色、无嗅、无味、无毒,并具有高拉伸强度、冲击强度、刚性、强韧性和良好的透明性。
BOPP薄膜的生产是将高分子聚丙烯的熔体首先通过狭长机头制成片材或厚膜,然后在专用的拉伸机内,在一定的温度和设定的速度下,同时或分步在垂直的两个方向(纵向、横向)上进行的拉伸,并经过适当的冷却或热处理或特殊的加工(如电晕、涂覆等)制成的薄膜。
一、BOPP 分类及应用1、按照用途可分为:普通型: 又称光膜、平膜。
用于印刷、复合(透明型、消光型)、涂布(胶粘带及 PVDC涂复膜基膜)。
它是薄膜产品中用途最广、产量最大的品种;印刷膜、复合膜、胶带膜、制袋膜、消光膜等,都是平膜。
热封型: 用于普通包装,如香烟包装膜、三层热封膜、五层阻气膜、珠光膜、涂布热封膜等;热封膜、镭射膜,属于热封型膜。
标签膜:用于商品标签,广告印刷,书刊杂志,瓶子标签和整体包装等;金属化膜: 用于真空镀铝;电容器膜:用于电容器和金属电容器。
2、膜种类细分:普通膜BOPP普通膜,又称光膜,适用于食品包装,纸张复合及一般性包装的印刷复合,是BOPP 产品中用量最大的产品。
平膜,又称光膜,是双向拉伸聚丙烯薄膜(BOPP 薄膜)系列产品中最常见的膜种之一,被广泛应用于各类印刷、复合制品中作各种食品、物品的包装使用。
其中,15μm 厚度的平膜主要用于书本等纸张方面的复合。
在光膜的消费中,胶带膜占据相当大的比例,相当一部分膜厂将胶带膜作为主打产品。
胶带膜的生产有这样几个特点:产量大、工艺简单、技术要求低。
烟膜烟膜虽然总体使用量不大,却是 BOPP 膜中利润最高的产品。
烟膜生产、销售的特点是,技术要求高,进入成本大。
消光(哑光)膜消光膜是一种低光泽(光泽度小于15 )高雾度成漫反射消光效果的塑料消光制品,具有似纸外观、印刷时色彩逼真再现且手感舒适等特点。
常用包装材料-中英文介绍
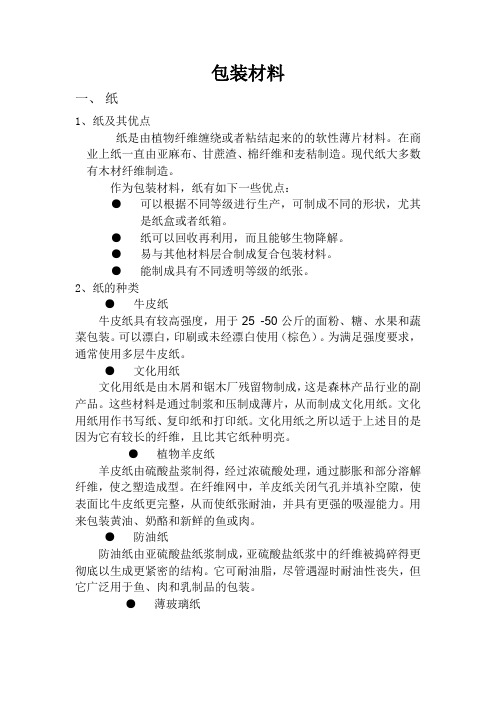
包装材料一、纸1、纸及其优点纸是由植物纤维缠绕或者粘结起来的的软性薄片材料。
在商业上纸一直由亚麻布、甘蔗渣、棉纤维和麦秸制造。
现代纸大多数有木材纤维制造。
作为包装材料,纸有如下一些优点:●可以根据不同等级进行生产,可制成不同的形状,尤其是纸盒或者纸箱。
●纸可以回收再利用,而且能够生物降解。
●易与其他材料层合制成复合包装材料。
●能制成具有不同透明等级的纸张。
2、纸的种类●牛皮纸牛皮纸具有较高强度,用于25 -50公斤的面粉、糖、水果和蔬菜包装。
可以漂白,印刷或未经漂白使用(棕色)。
为满足强度要求,通常使用多层牛皮纸。
●文化用纸文化用纸是由木屑和锯木厂残留物制成,这是森林产品行业的副产品。
这些材料是通过制浆和压制成薄片,从而制成文化用纸。
文化用纸用作书写纸、复印纸和打印纸。
文化用纸之所以适于上述目的是因为它有较长的纤维,且比其它纸种明亮。
●植物羊皮纸羊皮纸由硫酸盐浆制得,经过浓硫酸处理,通过膨胀和部分溶解纤维,使之塑造成型。
在纤维网中,羊皮纸关闭气孔并填补空隙,使表面比牛皮纸更完整,从而使纸张耐油,并具有更强的吸湿能力。
用来包装黄油、奶酪和新鲜的鱼或肉。
●防油纸防油纸由亚硫酸盐纸浆制成,亚硫酸盐纸浆中的纤维被捣碎得更彻底以生成更紧密的结构。
它可耐油脂,尽管遇湿时耐油性丧失,但它广泛用于鱼、肉和乳制品的包装。
●薄玻璃纸玻璃纸与防油纸类似,但由于更多得被压制,从而密度增大,产生一个紧密的结构和高光泽面。
干燥时更能防水,一旦遇水则不失去防水性能。
●涂布纸许多纸张是由蜡涂、干蜡(蜡趁热时渗透到其中)或上蜡(其中蜡是在纸浆的准备时加入)处理的。
蜡提供保湿屏障,并允许纸张被加热密封。
然而,简单的蜡涂层很容易因折叠或研磨食品而破损,但这可通过纸层之间涂蜡和/或聚乙烯蜡层克服。
涂蜡纸用于面包包装和谷类食品纸箱包装的内衬。
二、纸板“纸”和“纸板”是不确定的术语,这与材料测量(厚度)有关,或者与材料的定量(重量)有关。
BOPP(双向拉伸聚丙烯)薄膜简介
BOPP薄膜的生产工艺
• 目前BOPP薄膜的生产工艺主要有两大类:
• (1)管膜法; • (2)平膜法,平模法又分逐次双向拉伸和同步双 向拉伸。
• 管膜法具有设备简单、投资小、占地少、见效快的优点。 但由于它单机产量低、厚度公差大、热收缩率大,以致近 来没有多大发展。 • 平膜法中的同步双向拉伸制得的产品具有各向同性的优点 ,但由于设备复杂、制造困难、成本高而未能发展起来。 • 逐步双向拉伸为目前大多数生产企业所采用的方法,虽然 制得的产品在拉伸强度、断裂伸长率、热收缩率等性能上 纵向与横向有所差异,但对产品质量影响不大,而它却有 产量大、速度快、幅度宽、产品质量稳定等优点。
BOபைடு நூலகம்P薄膜的主要性能
• 常用的BOPP薄膜包括:普通型双向拉伸聚丙烯薄 膜、热封型双向拉伸聚丙烯薄膜、香烟包装膜、 双向拉伸聚丙烯珠光膜、双向拉伸聚丙烯金属化 膜、消光膜等。 • 而这些不同用途的BOPP性能不尽相同。下面以普 通型BOPP薄膜和BOPP珠光膜为例加以说明。
普通型BOPP薄膜
透明成核剂添加到聚丙烯后熔体冷却时先于聚丙烯结晶成为聚合物的异相核心从而提高聚丙烯熔体中的成核密度可降低聚丙烯球晶的尺寸提高透明度同时大量的晶核有效地改善了光学性能并提高了抗冲击性能热变形温度弯曲弹性模量抗张强度等机械性能同时透明剂为聚丙烯晶体的生长提供了额外的带自由能的晶核较多的活性点提高了结晶的温度和速度使加工周期缩短
谢谢大家!
李建峰,吕胜鹏,洪银根,孙平浩,张晨
如何改善BOPP的透明度
• 1.通过定向拉伸诱发聚丙烯晶体的成核作用,降 低聚丙烯的结晶度和使球晶细化。主要是借助于 成型工艺的改变,达到提高聚丙烯透明度的目的 ,但透明性的提高有限。 • 此外,增大拉伸倍率也可改善聚丙烯透明性,但 这对热成型性能影响较大,制品的使用范围受到 限制。
聚丙烯bopp膜
聚丙烯BOPP膜聚丙烯BOPP膜是一种常见的包装材料,具有许多优秀的性能和广泛的应用范围。
BOPP膜是指采用聚丙烯为主要原料,通过挤出、拉伸等工艺制成的一种薄膜材料,具有透明度高、硬度强、耐高温、抗张力等特点。
下面将从BOPP膜的特性、应用领域以及制备工艺等方面进行介绍。
特性1.透明度高:聚丙烯BOPP膜具有良好的透明度,可以很好地展示产品的外观。
2.硬度强:BOPP膜具有较高的硬度,可以有效地保护包装物品。
3.耐高温:BOPP膜具有优秀的耐高温性能,适用于各种包装环境。
4.抗张力:BOPP膜具有良好的抗张力,不易变形,保持包装形状稳定。
5.化学稳定性:BOPP膜对多种化学物质具有较好的稳定性。
应用领域1.食品包装:BOPP膜广泛应用于食品包装领域,如糖果、饼干、方便面等。
2.药品包装:由于BOPP膜的优秀性能,也被用于药品包装,保证药品的安全性和稳定性。
3.礼品包装:BOPP膜透明度高,常被用于礼品包装,使礼品外观更加吸引人。
4.日用品包装:BOPP膜还广泛应用于日用品包装,如洗涤剂、化妆品等。
制备工艺1.原料准备:将聚丙烯颗粒放入挤出机中,加热熔化。
2.挤出薄膜:将熔化的聚丙烯通过挤出机挤出,形成初步薄膜。
3.拉伸:将初步薄膜经过拉伸工艺,使其具有一定的强度和透明度。
4.涂布:在拉伸后的薄膜表面进行涂布,增强其耐磨性和光泽度。
5.切边:根据客户需求,对BOPP膜进行切割和定制尺寸。
综上所述,聚丙烯BOPP膜作为一种优秀的包装材料,在食品、药品、礼品、日用品等领域有着广泛的应用。
通过精细的制备工艺,BOPP膜具有优异的性能,为产品包装提供了有效的保护和展示功能。
希望随着技术的不断进步,BOPP膜能够在更多领域展现出其优势和潜力。
高分子材料 BOPP简介
2
Oriented amorphous regions mainly through large Easy solution-oriented structured arrangement of molecules obtained by transverse heated. But compared with the orientation of the amorphous regions, the impact on the material properties of the crystalline portion is relatively weak.
18
Chp3 服务内容
History
At the end of 2002, the national BOPP manufacturers to achieve 56, 92 production lines (including 1.5 ~ 25000 tons of high-speed, wide production line 25), annual production capacity of about 960000 tons (including high-speed line 580000 tons, accounting for 60%). By the end of 2003, China had 82 BOPP film factory, 123 production lines, production capacity of about 1400000 tons. Since then China has become the global BOPP output power, the relationship between supply and demand China Asian region and even the new changes
BOPP(双向拉伸聚丙烯)薄膜简介
双向拉伸聚丙烯( BOPP) 薄膜具有高光泽、 高挺度、阻气性好、抗冲强度高等特点, 是 一种性能优良的高透明包装材料。 从20世纪80年代后期开始至今, BOPP 薄膜在 食品、饮料、香烟、服装等行业的包装上得 到广泛应用。尽管BOPP 薄膜的设备和技术都 依赖进口, 投资规模大, 但由于其市场潜力 大、产品附加值高、利润大, 近年来再次成 为塑料包装行业的投资热点。
BOPP薄膜生产过程中的取向
一、流动取向 流动取向发生在挤出口模中, BOPP薄膜生产通常 用衣架型模头, PP熔体在口模中成型段的流动近 似为狭缝流道中的流动, 在靠近流道壁面处熔体 流动速度梯度大, 特别是模唇处温度较低, 在拉 伸力、剪切应力的作用下, 高分子链沿流动方向 伸展取向; 熔体挤出时, 由于温度很高, 分子运 动剧烈, 也存在强烈的取向作用。 流动取向对BOPP薄膜性能的影响相对较小。
谢谢大家!
李建峰,吕胜鹏,洪银根,孙平浩,张晨
二、拉伸取向
• BOPP 薄膜生产过程中的取向主要发生纵向拉伸 和横向拉伸过程, 在经过纵向拉伸后, 高分子 链单轴纵向取向, 大大提高了片材的纵向机械 性能, 而横向性能恶化; 进一步横拉之后, 高 分子链呈双轴取向状态如图所示,横向性能也 得到提高。
BOPP 薄膜生产过程中的结晶
• 薄膜中PP 的结晶度和晶体尺寸对BOPP 薄膜的机 械力学性能和光学性能有重要影响。 • 结晶度高则强度高, 韧性差; 晶体尺寸小而均匀, 有利于提高薄膜的力学强度、耐磨性、耐热性, 提高薄膜的透明度和表面光泽度。
BOPP薄膜的优缺点
• BOPP膜无色、无嗅、无味、无毒,并具有高拉伸 强度、冲击强度、刚性、强韧性和良好的透明性 ,是常用的包装材料。
BOPP

BOPPBOPP是“Biaxially Oriented Polypropylene”的简称,即双向拉伸聚丙烯薄膜。
它的生产是将高分子聚丙烯的熔体首先通过狭长机头制成片材或厚膜,然后在专用的拉伸机内,在一定的温度和设定的速度下,同时或分步在垂直的两个方向(纵向、横向)上进行的拉伸,并经过适当的冷却或热处理或特殊的加工(如电晕、涂覆等)制成的薄膜。
目录BOPP热封膜用途:主要用于印刷、制袋等。
性能:*高清晰度和光泽度 *优异的热封强度*优异印刷性能*良好的抗静电性能和爽滑性能常用厚度:20、25、30、40、45μm厚度公差:±3%(β射线测厚)性能单位典型数值拉伸强度MD MPa ≥120 TD ≥220断裂伸长率MD % ≤180 TD ≤80热收缩率MD % ≤5 TD ≤4摩擦系数静≤0.8 动≤0.8雾度% ≤4热封强度N/15mm ≥2.0润湿张力mN/m ≥38透湿量g/(m2·24h·0.1mm) ≤2.0BOPP香烟包装膜用途:用于高速香烟包装。
性能:*高透明度和光泽度 *优异的热封强度*高水蒸汽阻隔性能*优异的挺度*优异的包装平展性*适宜高速包装常用厚度:21、22、23、25μm厚度公差:±3%(β射线测厚)性能单位典型数值拉伸强度MD MPa ≥125 TD ≥220断裂伸长率MD % ≤220 TD ≤80热收缩率MD % ≤4.5 TD ≤3.5摩擦系数动≤0.28杨氏模量MD N/mm2 ≥2200雾度% ≤4热封强度N/15mm ≥2.5光泽度% ≥80透湿量g/(m2·24h·0.1mm) ≤2.0编辑本段BOPP珠光膜用途:用于印刷后的食品及生活用品包装。
性能:*优良的热封强度*优异的紫外线阻隔性能*珍珠光泽的高档外观*高阻隔性常用厚度:20、25、30、35、40、45μm厚度公差:±3%(β射线测厚)性能单位典型数值一层三层拉伸强度MD MPa ≥95 ≥70 TD ≥140 ≥120断裂伸长率MD % ≤160 ≤150 TD ≤70 ≤60热收缩率MD % ≤5 ≤5 TD ≤4 ≤4摩擦系数Static ≤0.7 ≤0.7 Kinematics ≤0.7 ≤0.7透光率 20-24μm % ≤65 ≤65 25-50μm ≤60 ≤60表观密度 20-24μm g/cm3 ≤0.85 ≤0.80 25-50μm ≤0.8 ≤0.75 润湿张力mN/m ≥38 ≥38热封强度 N/15mm -- ≥1.5光泽度% ≥60 ≥40编辑本段BOPP金属化膜用途:用作真空镀金属、辐射、防伪的基材,食品包装。
BOPP薄膜简介
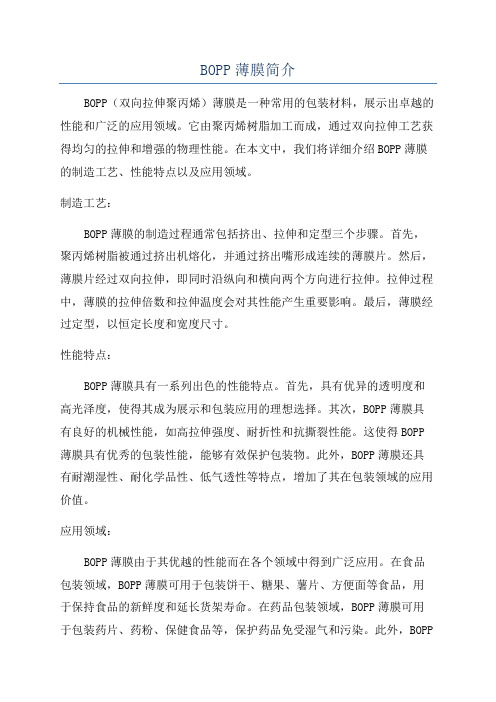
BOPP薄膜简介BOPP(双向拉伸聚丙烯)薄膜是一种常用的包装材料,展示出卓越的性能和广泛的应用领域。
它由聚丙烯树脂加工而成,通过双向拉伸工艺获得均匀的拉伸和增强的物理性能。
在本文中,我们将详细介绍BOPP薄膜的制造工艺、性能特点以及应用领域。
制造工艺:BOPP薄膜的制造过程通常包括挤出、拉伸和定型三个步骤。
首先,聚丙烯树脂被通过挤出机熔化,并通过挤出嘴形成连续的薄膜片。
然后,薄膜片经过双向拉伸,即同时沿纵向和横向两个方向进行拉伸。
拉伸过程中,薄膜的拉伸倍数和拉伸温度会对其性能产生重要影响。
最后,薄膜经过定型,以恒定长度和宽度尺寸。
性能特点:BOPP薄膜具有一系列出色的性能特点。
首先,具有优异的透明度和高光泽度,使得其成为展示和包装应用的理想选择。
其次,BOPP薄膜具有良好的机械性能,如高拉伸强度、耐折性和抗撕裂性能。
这使得BOPP 薄膜具有优秀的包装性能,能够有效保护包装物。
此外,BOPP薄膜还具有耐潮湿性、耐化学品性、低气透性等特点,增加了其在包装领域的应用价值。
应用领域:BOPP薄膜由于其优越的性能而在各个领域中得到广泛应用。
在食品包装领域,BOPP薄膜可用于包装饼干、糖果、薯片、方便面等食品,用于保持食品的新鲜度和延长货架寿命。
在药品包装领域,BOPP薄膜可用于包装药片、药粉、保健食品等,保护药品免受湿气和污染。
此外,BOPP薄膜还可用于包装烟草、日用品、化妆品等,保护产品免受湿气、阳光和其他外界环境影响。
总结:BOPP薄膜是一种由聚丙烯树脂制成的包装材料,在制造工艺、性能特点和应用领域上都具有独特优势。
其制造工艺包括挤出、拉伸和定型,通过这些步骤获得优异的性能。
BOPP薄膜具有高透明度、高光泽度、高拉伸强度、耐折性等特点,具有良好的包装性能。
它在食品、药品、烟草、日用品等行业中得到广泛应用,同时也在印刷、广告和建筑等行业中发挥重要作用。
作为一种多功能的包装材料,BOPP薄膜在现代生活中起着不可或缺的作用。
PCV , PP ,PE, BOPP, OPP 膜 什么区别?

塑料类专业术语ABS塑料英文名称:Acrylonitrile Butadiene Styrene比重:1.05克/立方厘米,适于制作一般机械零件,减磨耐磨零件,传动零件和电讯零件.具有以下性能:1、综合性能较好,冲击强度较高,化学稳定性,电性能良好.2、与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理.3、有高抗冲、高耐热、阻燃、增强、透明等级别。
4、流动性比HIPS差一点,比PMMA、PC等好,柔韧性好。
PE塑料(聚乙烯)英文名称:Polyethylene比重:0.94-0.96克/立方厘米成型收缩率:1.5-3.6%成型温度:140-220℃干燥条件:---物料性能耐腐蚀性,电绝缘性(尤其高频绝缘性)优良,可以氯化,辐照改性,可用玻璃纤维增强.低压聚乙烯的熔点,刚性,硬度和强度较高,吸水性小,有良好的电性能和耐辐射性;高压聚乙烯的柔软性,伸长率,冲击强度和渗透性较好;超高分子量聚乙烯冲击强度高,耐疲劳,耐磨.低压聚乙烯适于制作耐腐蚀零件和绝缘零件;高压聚乙烯适于制作薄膜等;超高分子量聚乙烯适于制作减震,耐磨及传动零件.成型性能1.结晶料,吸湿小,不须充分干燥,流动性极好流动性对压力敏感,成型时宜用高压注射,料温均匀,填充速度快,保压充分.不宜用直接浇口,以防收缩不均,内应力增大.注意选择浇口位置,防止产生缩孔和变形.2.收缩范围和收缩值大,方向性明显,易变形翘曲.冷却速度宜慢,模具设冷料穴,并有冷却系统.3.加热时间不宜过长,否则会发生分解,灼伤.4.软质塑件有较浅的侧凹槽时,可强行脱模.5.可能发生融体破裂,不宜与有机溶剂接触,以防开裂.PP塑料(聚丙烯)英文名称:Polypropylene比重:0.9-0.91克/立方厘米成型收缩率:1.0-2.5%成型温度:160-220℃干燥条件:---物料性能密度小,强度刚度,硬度耐热性均优于低压聚乙烯,可在100度左右使用.具有良好的电性能和高频绝缘性不受湿度影响,但低温时变脆,不耐模易老化.适于制作一般机械零件,耐腐蚀零件和绝缘零件成型性能1.结晶料,吸湿性小,易发生融体破裂,长期与热金属接触易分解.2.流动性好,但收缩范围及收缩值大,易发生缩孔.凹痕,变形.3.冷却速度快,浇注系统及冷却系统应缓慢散热,并注意控制成型温度.料温低方向方向性明显.低温高压时尤其明显,模具温度低于50度时,塑件不光滑,易产生熔接不良,留痕,90度以上易发生翘曲变形4.塑料壁厚须均匀,避免缺胶,尖角,以防应力集中.聚氯乙烯采用聚苯乙烯标准物,以THF(四氢呋喃)为流动相(注意您的柱子要能用于THF),示差折光检测器,用普适标定法测定PVC的分子量及其分布。
常用塑料薄膜名称及简介

常用塑料薄膜名称及简介
常用塑料/薄膜名称缩写及简介
1)PP:polypropylene,聚丙烯,丙烯通过加聚反应而成的聚合物.
2)PE:polyethylene,聚乙烯,乙烯经聚合制得的一种热塑性树脂.
3)HDPE:High Density Polyethylene,高密度聚乙烯,白色粉末或颗粒状产品.
4)LDPE:Low Density Polyethylene,低密度聚乙烯,聚乙烯树脂中最轻的品种.
5)LLDPE:Linear low density polyethylene,线性低密度聚乙烯,无毒,无味,乳白色颗粒. 6)PET:Polyethylene terephthalate,聚对苯二甲酸乙二醇酯,俗称涤纶树脂.
7)PBT:Polybutylene terephthalate,聚对苯二甲酸丁二醇酯,与PET一起被称为热塑性聚酯.
8)PC:Polycarbonate,聚碳酸酯,一种强韧的热塑性树脂.
9)PVC:Polyvinyl chloride,聚氯乙烯,曾是世界上产量最大的通用塑料,应用广泛. 10)PA:Polyamide,聚酰胺,俗称尼龙(Nylon),世界上出现的第一种合成纤维. 11)PS:Polystyrene,聚苯乙烯,一种无色透明的热塑性塑料
12)BOPP:Biaxially Oriented Polypropylene,双向拉伸聚丙烯薄膜
13)MOPP:Metallized BOPP Film,BOPP镀铝膜
14)OPP:Oriented Polypropylene Film,定向拉伸聚丙烯薄膜15)CPP:Cast polypropylene,流延法聚丙烯薄膜。
英文版 BOPP薄膜 简介
Biaxially Oriented Polypropylene Film (BOPP)Many of the unique characteristics of polypropylene enhance its utilization in the application of film. The main application for polypropylene film are the packaging of food, textiles and tobacco products.Biaxially Oriented Film (BOPP)Biaxial orientation is a process in which a continuous cast film is heated to bring it to a stretchable temperature and thereafter it is stretched in machine and then in transverse direction.Biaxial orientation of polypropylene (BOPP) film is done by two methods•Tenter frame process•Double bubble processTenter Frame ProcessTenter frame process is a very expensive way of processing BOPP film. However it has become popular due to higher production rate with very thin and wide width film (Fig. 1)ExtrudersExtruders with 150 to 200 mm dia screws having L/D of 26:1 to 30:1 are more popular.Dies600 to 1500 mm wide coat hanger type of dies are usedThe Tenter Frame ProcessCasting & QuenchingThe molten polymer extruded from the die is placed against a chill roll or multiple chill rolls. The most popular being casting onto a chill roll partially submerged in a water bath. The chill roll and water bath temperatures are generally 20 to 25°C. Usually, these chill rolls are 1000 to 2000 mm in diameter and approximately 1000 to 1500 mm wide. The surface of the chill roll must be very smooth; pitting or irregularities on the surface of the roller will influence the film quality. An air knife is used to force proper contact of molten polymer against the casting roll. The cooled web proceeds towards the machine direction orientation section.Machine Direction Orientation (MDO)The base sheet is alternatively heated by passing it over the heated rollers (145 - 150°C) to achieve uniform heating of web throughout its thickness. These rollers are usually smaller in diameter (450 to 600mm) compared to the casting drums (chilled rolls).When the film reaches the necessary stretching temperature, it is passed over a series of stretching rolls which are usually arranged in pairs. Each pair has a rubber nip roll to prevent slipping of the web while stretching. These first set of nip rollers are run at a speed similar to preheat rollers. The next set of rollers are operated at higher speeds than the first set of nip rollers. Usually the stretch ratio is kept between 4:1 to 6:1.From the stretching rollers, the film is passed on to a series of annealing rollers, which are heated to a temperature, adequate to prevent shrinkage in the machine direction (MD) of the web.Transverse Direction Orientation (TDO)From the machine direction orienter, the film is guided on to the chain (Fig. 3), containing clips (Fig. 4) which close on to the film. A rail guides the chain with clips to preheating section, where the film is heated with hot air at 160°C, slightly below the melting point of polypropylene.As the film leaves the preheat section of the oven, the chain diverges quite rapidly to a ratio of 8:1 to 10:1. The film is then passed on to annealing oven where it is maintained at 155°C, to reduce the shrinkage of the film. Usually the tenter frame run at line speeds of 200 to 300 meters/min.WindingEdges of the film remain thick, as they are in the clips while the film is being stetched. These edges are then trimmed off as the film leaves the tenter frame. The wide film is slit into the required width by rotating knives and wound on to separate winders.Double Bubble ProcessThe equipment for this process is small compared to that of tenter frame process (Fig. 5). It is difficult to produce thin film in double bubble process. The output in term of quantity and width of the film is also very low compared to that in tenter frame.ExtrudersGenerally 50 mm to 75 mm extruders are usedDiesCircular dies of 150 to 200 mm diameters are more popularQuenchingThe extruded tube from the die is directly taken into the quenching bath (20-25°C) collapsed between the nip rollers located at the bottom of the quench bath. The film is then taken up to second set of nip rollers via a drying unit. The water is stripped in the drying unit.PreheatingThe tube in its flattened state is heated (at 150 to 160°C) either by IR heaters or hot air. The heated tube is inflated to its new dimensions, which is usually 5 to 6 times its original diameter. With the third set of nip rollers, the film is stretched in the machine direction at the ratio of 5:1 to 6:1A set of cooling rings are used to cool the inflated bubble prior to being collapsed. Collapsed tube is slit on both the edges and the web is then separated before winding.Effect of Processing Variables on Film PropertiesFilm properties depend on different processing variables, as described below1.Requirement: A :High modulus and tensile strengthB :Low shrinkageA Tensile strength and Modulus can be improved by :-Lowering the temperatures of chill roll and quench water-Increasing the stretch roll temperature-Increasing the line speed-Increasing the stretch ratiosB Lower shrinkage can be achieved by :-Using higher stretching temperature-Using higher annealing temperatureII Requirements : A :Low HazeB :High GlossA Haze can be reduced by-Lowering temperature of chill roll and quench water-Increasing the temperatures of stretching and annealingB Gloss can be improved by-Using higher melt temperature-Using chill roll, MD rolls and die having clean and smooth surfacesRepol Polypropylene Grades for BOPP FilmRepol Grade MFICharacteristics(g/10min)HOMOPOLYMERH029SG 2.9Good processability andlow gelsRANDOM COPOLYMERR070EY7.0Contains antiblock andslip. Low heat sealtemperaturesApplications of BOPP FilmsFollowing are the important features of BOPP film which make it a material of choice for flexible packaging :•Low specific gravity which results in higher yield (m2/kg)•Higher mechanical properties, which allow for thinner films to be made•BOPP films have by far the highest moisture barrier of all plastic films. WVRT values at 38°C and 98% RH of different film substrates are as follows :20 microns OPP- 4.85 gms/sq.m/24 hrs20 microns HDPE- 6.25 gms/sq.m/24 hrs25 micron Cast PP-10.00 gms/sq.m/24 hrs25 micron LDPE-15.00 - 20.00 gms/sq.m/24 hrs10 micron PET-45.00 gms/sq.m/24 hrs•BOPP films have good barrier to flavours and aromas, particularly at the levels of concentration normally encountered in packaged products.•Co-extruded BOPP film with good barrier and high transparency is heat sealable as produced i.e. without having to be coated, avoiding additional operation. The other major advantage is, being heat sealable on both surfaces, it is possible to seal particularly on VFFS operations with better seal integrity and a much neater pack.•BOPP films have outstanding optical properties and the gloss/transparency/sparkle obtained are among the best available on any material.•BOPP films have extremely high strength - particularly tensile strength, puncture resistance, bursting strength, stiffness, tear strength and abrasion resistance.•BOPP film packages also have a very crisp feel which make them definitely superior to those made from flexible materials.•BOPP films have very high stability / performance over a very wide range of temperatures and environmental conditions. They are not susceptible to high relative humidity like cellophane and hence retain their properties and dimensional stability over the entire range of conditions normally encountered by packages.•BOPP films have very high chemical resistance to fats/oils - particularly of vegetable origin, most chemicals and many solvents. The basic material (polypropylene) is essentially a highly compatible with most packaged products. It is particularly suitable for direct food contact.•BOPP films have extremely high flex crack resistance. Polypropylene is the only basic resin that has an "integral hinge" property, in that it can be flexed any number of times without fracture. This property is extremely important in flexible pouches during their transit and handling.•BOPP films are eminently suitable for down stream operations. They are highly amenable to all operations like printing, coating, lamination, metallisation and pouching.•BOPP film can be subjected to sterilization without impairing mechanical properties and hence has wider packaging applications.•BOPP film is heat sealable at high speeds using co-ex OPP or off-line coated film •Due to the higher stiffness of BOPP film, higher packaging speeds (50-60 m/min) are possible•BOPP films can be vacuum metallised with high purity aluminium, to significantly enhance barrier propertiesSome of the typical applications of BOPP film are as follows :(A)Plain filmIndustrial tape (25-40 mic)•Pressure sensitive tapesLamination (10-20 mic)•Book covers, brochures, catalogues, shopping bags, carton boxes, cosmetic boxes, restaurant menus, film to film laminates (PET/BOPP/POLY)Food packing (20-40 mic)•Laminates, metallizingOthers (12-40 mic)•Tea chest lining, flower over-wrapping, textiles, cable over-wrappings, photo albums, release film, biscuit inner-wraps, envelope windows, tear tapes,metallizing, stationery(B)Co-Extruded filmOver wrapping (18-23 mic)•Cigarette, audio/video cassette boxes, cartons, blades, toffees and candiesGeneral purpose (20-40 mic)•Lamination, snack food, bakeries, cosmetic, noodles, textiles, bread, audio/video cassette, metallizing, twistwrapFood packing (20-50 mic)•Lamination, food, chipsSuper Seal (25-35 mic)•Powdery material, food grain, sugarBOPP FilmTrouble Shooting GuideTenter frameDefect Source SolutionThickness variation-Adjust the die gap-Adjust die heat temperatures-Check screen pack or filter, change ifnecessary-Check air knife position-Look for air bubbles under the sheetMDO-Increase temperature of preheat rolls-Decrease gap between stretching rolls-Decrease speed of MDO rollsTDO-Adjust stretching section temperatures-Examine oven for foreign objects blockinghot air nozzlesExtruder Surging -Check melt temperature fluctuation and pressure fluctuations-Increase back pressure by lowering metering section temperatures-Increase first transition zone temperatureSplits Foreignparticles in theresin -Examine for gels or dirt-Discontinue putting reclaim or repelletized pellets in main feed-Change filter packOvens-Raise temperature of the preheat section ofovenWater in theresin-Change resin feedGauge Band-Find source of gauge variation and fix Jerky chain-Lubricate rail and chainOil drops on film in oven -Decrease oil flow to chain and rail and wipe off excess oilDirty clips-Wind base sheet on MDO winder andcheck chain-Clean clips or remove faulty clip andreplaceHaze bandsfrom MDO-Increase stretching heat of MDONon uniformmelt-Adjust extruder heat profilePoor optics High Haze Low GlossMDO Heats-Increase temperature of preheat rolls andstretching rolls if haze bands are present Low extrusionheats-Raise melt temperatureSlow cooling incasting section-Decrease casting drum temperature-Decrease bath temperatureWater marks Water carry-over to MDOsection-Remove water from web before MDOBubbles or Voids Resin airentrapment -Change resin-Increase the transition zone temperature -Increase the back pressureBOPP FilmTrouble Shooting GuideDouble Bubble frameDefect Source Solution Thickness variation Die : poor flow-Adjust the die gap-Adjust the die temperaturesPolymer filter unplugged -Check screen pack or filter, change if necessaryUnlevel water-Adjust level of water ring or bathAir draft onbubble-Seal air leaks in enclosure around bubble Blow-outs or BubblebreaksOven-Oven heats too low, raise temperatureGels in film-Change filter-Change resinPlate-Out marks from mandrel -Wipe off mandrel-Lower melt temperature -Raise mandrel temperature -Change resins。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Biaxially Oriented Polypropylene Film (BOPP)Many of the unique characteristics of polypropylene enhance its utilization in the application of film. The main application for polypropylene film are the packaging of food, textiles and tobacco products.Biaxially Oriented Film (BOPP)Biaxial orientation is a process in which a continuous cast film is heated to bring it to a stretchable temperature and thereafter it is stretched in machine and then in transverse direction.Biaxial orientation of polypropylene (BOPP) film is done by two methods•Tenter frame process•Double bubble processTenter Frame ProcessTenter frame process is a very expensive way of processing BOPP film. However it has become popular due to higher production rate with very thin and wide width film (Fig. 1)ExtrudersExtruders with 150 to 200 mm dia screws having L/D of 26:1 to 30:1 are more popular.Dies600 to 1500 mm wide coat hanger type of dies are usedThe Tenter Frame ProcessCasting & QuenchingThe molten polymer extruded from the die is placed against a chill roll or multiple chill rolls. The most popular being casting onto a chill roll partially submerged in a water bath. The chill roll and water bath temperatures are generally 20 to 25°C. Usually, these chill rolls are 1000 to 2000 mm in diameter and approximately 1000 to 1500 mm wide. The surface of the chill roll must be very smooth; pitting or irregularities on the surface of the roller will influence the film quality. An air knife is used to force proper contact of molten polymer against the casting roll. The cooled web proceeds towards the machine direction orientation section.Machine Direction Orientation (MDO)The base sheet is alternatively heated by passing it over the heated rollers (145 - 150°C) to achieve uniform heating of web throughout its thickness. These rollers are usually smaller in diameter (450 to 600mm) compared to the casting drums (chilled rolls).When the film reaches the necessary stretching temperature, it is passed over a series of stretching rolls which are usually arranged in pairs. Each pair has a rubber nip roll to prevent slipping of the web while stretching. These first set of nip rollers are run at a speed similar to preheat rollers. The next set of rollers are operated at higher speeds than the first set of nip rollers. Usually the stretch ratio is kept between 4:1 to 6:1.From the stretching rollers, the film is passed on to a series of annealing rollers, which are heated to a temperature, adequate to prevent shrinkage in the machine direction (MD) of the web.Transverse Direction Orientation (TDO)From the machine direction orienter, the film is guided on to the chain (Fig. 3), containing clips (Fig. 4) which close on to the film. A rail guides the chain with clips to preheating section, where the film is heated with hot air at 160°C, slightly below the melting point of polypropylene.As the film leaves the preheat section of the oven, the chain diverges quite rapidly to a ratio of 8:1 to 10:1. The film is then passed on to annealing oven where it is maintained at 155°C, to reduce the shrinkage of the film. Usually the tenter frame run at line speeds of 200 to 300 meters/min.WindingEdges of the film remain thick, as they are in the clips while the film is being stetched. These edges are then trimmed off as the film leaves the tenter frame. The wide film is slit into the required width by rotating knives and wound on to separate winders.Double Bubble ProcessThe equipment for this process is small compared to that of tenter frame process (Fig. 5). It is difficult to produce thin film in double bubble process. The output in term of quantity and width of the film is also very low compared to that in tenter frame.ExtrudersGenerally 50 mm to 75 mm extruders are usedDiesCircular dies of 150 to 200 mm diameters are more popularQuenchingThe extruded tube from the die is directly taken into the quenching bath (20-25°C) collapsed between the nip rollers located at the bottom of the quench bath. The film is then taken up to second set of nip rollers via a drying unit. The water is stripped in the drying unit.PreheatingThe tube in its flattened state is heated (at 150 to 160°C) either by IR heaters or hot air. The heated tube is inflated to its new dimensions, which is usually 5 to 6 times its original diameter. With the third set of nip rollers, the film is stretched in the machine direction at the ratio of 5:1 to 6:1A set of cooling rings are used to cool the inflated bubble prior to being collapsed. Collapsed tube is slit on both the edges and the web is then separated before winding.Effect of Processing Variables on Film PropertiesFilm properties depend on different processing variables, as described below1.Requirement: A :High modulus and tensile strengthB :Low shrinkageA Tensile strength and Modulus can be improved by :-Lowering the temperatures of chill roll and quench water-Increasing the stretch roll temperature-Increasing the line speed-Increasing the stretch ratiosB Lower shrinkage can be achieved by :-Using higher stretching temperature-Using higher annealing temperatureII Requirements : A :Low HazeB :High GlossA Haze can be reduced by-Lowering temperature of chill roll and quench water-Increasing the temperatures of stretching and annealingB Gloss can be improved by-Using higher melt temperature-Using chill roll, MD rolls and die having clean and smooth surfacesRepol Polypropylene Grades for BOPP FilmRepol Grade MFICharacteristics(g/10min)HOMOPOLYMERH029SG 2.9Good processability andlow gelsRANDOM COPOLYMERR070EY7.0Contains antiblock andslip. Low heat sealtemperaturesApplications of BOPP FilmsFollowing are the important features of BOPP film which make it a material of choice for flexible packaging :•Low specific gravity which results in higher yield (m2/kg)•Higher mechanical properties, which allow for thinner films to be made•BOPP films have by far the highest moisture barrier of all plastic films. WVRT values at 38°C and 98% RH of different film substrates are as follows :20 microns OPP- 4.85 gms/sq.m/24 hrs20 microns HDPE- 6.25 gms/sq.m/24 hrs25 micron Cast PP-10.00 gms/sq.m/24 hrs25 micron LDPE-15.00 - 20.00 gms/sq.m/24 hrs10 micron PET-45.00 gms/sq.m/24 hrs•BOPP films have good barrier to flavours and aromas, particularly at the levels of concentration normally encountered in packaged products.•Co-extruded BOPP film with good barrier and high transparency is heat sealable as produced i.e. without having to be coated, avoiding additional operation. The other major advantage is, being heat sealable on both surfaces, it is possible to seal particularly on VFFS operations with better seal integrity and a much neater pack.•BOPP films have outstanding optical properties and the gloss/transparency/sparkle obtained are among the best available on any material.•BOPP films have extremely high strength - particularly tensile strength, puncture resistance, bursting strength, stiffness, tear strength and abrasion resistance.•BOPP film packages also have a very crisp feel which make them definitely superior to those made from flexible materials.•BOPP films have very high stability / performance over a very wide range of temperatures and environmental conditions. They are not susceptible to high relative humidity like cellophane and hence retain their properties and dimensional stability over the entire range of conditions normally encountered by packages.•BOPP films have very high chemical resistance to fats/oils - particularly of vegetable origin, most chemicals and many solvents. The basic material (polypropylene) is essentially a highly compatible with most packaged products. It is particularly suitable for direct food contact.•BOPP films have extremely high flex crack resistance. Polypropylene is the only basic resin that has an "integral hinge" property, in that it can be flexed any number of times without fracture. This property is extremely important in flexible pouches during their transit and handling.•BOPP films are eminently suitable for down stream operations. They are highly amenable to all operations like printing, coating, lamination, metallisation and pouching.•BOPP film can be subjected to sterilization without impairing mechanical properties and hence has wider packaging applications.•BOPP film is heat sealable at high speeds using co-ex OPP or off-line coated film •Due to the higher stiffness of BOPP film, higher packaging speeds (50-60 m/min) are possible•BOPP films can be vacuum metallised with high purity aluminium, to significantly enhance barrier propertiesSome of the typical applications of BOPP film are as follows :(A)Plain filmIndustrial tape (25-40 mic)•Pressure sensitive tapesLamination (10-20 mic)•Book covers, brochures, catalogues, shopping bags, carton boxes, cosmetic boxes, restaurant menus, film to film laminates (PET/BOPP/POLY)Food packing (20-40 mic)•Laminates, metallizingOthers (12-40 mic)•Tea chest lining, flower over-wrapping, textiles, cable over-wrappings, photo albums, release film, biscuit inner-wraps, envelope windows, tear tapes,metallizing, stationery(B)Co-Extruded filmOver wrapping (18-23 mic)•Cigarette, audio/video cassette boxes, cartons, blades, toffees and candiesGeneral purpose (20-40 mic)•Lamination, snack food, bakeries, cosmetic, noodles, textiles, bread, audio/video cassette, metallizing, twistwrapFood packing (20-50 mic)•Lamination, food, chipsSuper Seal (25-35 mic)•Powdery material, food grain, sugarBOPP FilmTrouble Shooting GuideTenter frameDefect Source SolutionThickness variation-Adjust the die gap-Adjust die heat temperatures-Check screen pack or filter, change ifnecessary-Check air knife position-Look for air bubbles under the sheetMDO-Increase temperature of preheat rolls-Decrease gap between stretching rolls-Decrease speed of MDO rollsTDO-Adjust stretching section temperatures-Examine oven for foreign objects blockinghot air nozzlesExtruder Surging -Check melt temperature fluctuation and pressure fluctuations-Increase back pressure by lowering metering section temperatures-Increase first transition zone temperatureSplits Foreignparticles in theresin -Examine for gels or dirt-Discontinue putting reclaim or repelletized pellets in main feed-Change filter packOvens-Raise temperature of the preheat section ofovenWater in theresin-Change resin feedGauge Band-Find source of gauge variation and fix Jerky chain-Lubricate rail and chainOil drops on film in oven -Decrease oil flow to chain and rail and wipe off excess oilDirty clips-Wind base sheet on MDO winder andcheck chain-Clean clips or remove faulty clip andreplaceHaze bandsfrom MDO-Increase stretching heat of MDONon uniformmelt-Adjust extruder heat profilePoor optics High Haze Low GlossMDO Heats-Increase temperature of preheat rolls andstretching rolls if haze bands are present Low extrusionheats-Raise melt temperatureSlow cooling incasting section-Decrease casting drum temperature-Decrease bath temperatureWater marks Water carry-over to MDOsection-Remove water from web before MDOBubbles or Voids Resin airentrapment -Change resin-Increase the transition zone temperature -Increase the back pressureBOPP FilmTrouble Shooting GuideDouble Bubble frameDefect Source Solution Thickness variation Die : poor flow-Adjust the die gap-Adjust the die temperaturesPolymer filter unplugged -Check screen pack or filter, change if necessaryUnlevel water-Adjust level of water ring or bathAir draft onbubble-Seal air leaks in enclosure around bubble Blow-outs or BubblebreaksOven-Oven heats too low, raise temperatureGels in film-Change filter-Change resinPlate-Out marks from mandrel -Wipe off mandrel-Lower melt temperature -Raise mandrel temperature -Change resins。