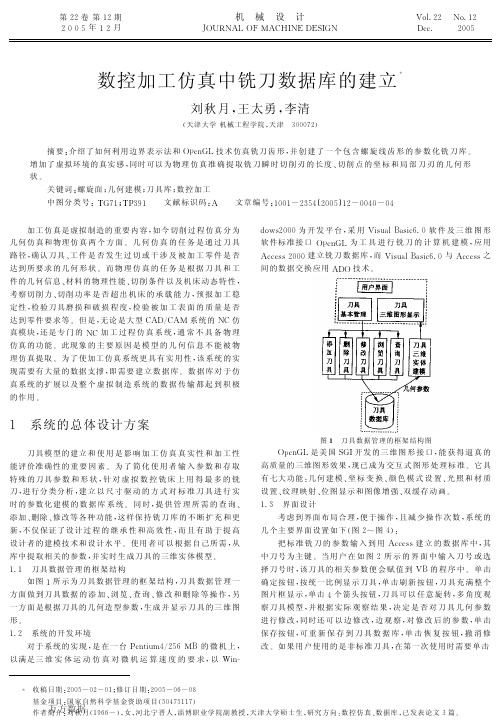
刀库及加工数据库创建
数控加工仿真中铣刀数据库的建立
根据以上分析 ! 可先求 出 工 作 部 分 端 截 面 的 截 形 O # ! 并 )$ 把端截面离散成一系列 的 顶 点 ! 然 后 使 用 螺 旋 变 换 矩 阵! 变换 端截面中的所有顶点 ! 使变换后的顶 点 相 对 于 变 换 前 绕 H 轴 旋 转一定角度 ! 再把变换前相邻的顶点 沿H 轴 也 平 移 一 定 距 离 ! 与变换后的对应顶点共 - 个顶点 ! 作为三维几何模型中的"个 面处理 " 这样就得到了 几 何 体 中 顶 点 % 线% 面 的 拓 扑 关 系" 按照 这种思路 ! 不断变换顶点 ! 不断组成面 ! 最终形成螺旋面的三维 几何模型 " 主要程序代码 # 为了简化代码 ! 以上 述 方 程 为 依 据 举 例 $ 如 下’
万方数据
图 G" 刀具的层次几何模型
对应的端截面轮廓线方程中的参数 = 6 A=+ 2O K 9 8 = Z F / m "" N 绘制三角条 m F ^ / 6 4Z A( 1 6 : 4 F / B ; 1 6 "" 5 "" 5 5 C
"
机"械"设"计
! 3 % % ! %Байду номын сангаас% % 5 % % ! %
"" 系统开发的关键技术
"# !" 铣刀的计算机建模 为能够对数控物理仿真过程中所建 立 的 模 型 # 如切削力模 型$ 进行精确的计 算 ! 在 给 定 刀 具 参 数% 切 削 参 数% 刀具位置及 进给方向后 ! 必须能够准确地提取出两组 必 要 的 信 息 ’ # 参与 !$ 切削的微元 # 为计算 瞬 时 切 削 层 参 数 ! 把连续切削部分分解成 有限个微元 $ 数目与分布 & # $ 各切削微元的切屑厚度"获取这 " 两组信息的关键是 建 立 一 个 适 用 于 仿 真 技 术 的 刀 具 模 型 " 该 刀具模型要求具有精确的铣刀轮廓和刃形曲线 " "# !# !" 刀具的分解 由于刀具 的 外 形 比 较 复 杂 ! 需要对其进行分割和简化处 理"以 平 头 立 铣 刀 为 例! 如 图 $ 所 示! 将立铣刀分解为工作部 分% 刀颈 % 刀柄等几 部 分 ! 而 工 作 部 分 需 再 分 解 为 若 干 个 刀 齿! 每个刀齿再分解为螺旋面和两端的端 面 ! 每个螺旋面再分解为 前刀面 % 第一后刀 面 % 第 二 后 刀 面"忽 略 前 后 刀 面 之 间 的 过 渡 圆弧 " ( ( 边界表示法 "# !# "" 螺旋面的几何建模 ( 边界表示法的基本思想是 ’ 一个形 体 可 以 通 过 包 容 它 的 面 来表示 ! 而每一个面又可以用构成此 面 的 边 表 示 ! 边通过点! 点 又通过 ’ 个坐标 值 来 定 义 " 边 界 法 建 模 的 关 键 是 如 何 描 述 构 成几何体的几何元素 # 顶点 % 线% 面等 $ 之间的拓扑关系 " 对于平头立铣刀 ! 由于端截面的截 形 固 定 不 变 ! 因此! 建立 以 工作部分端截面中心为原点 ! 以刀具轴线为H轴的坐标系 U. 将工作部分的端截面在绕H轴旋转一定角度 # 记为%$ 的同 ; H" < # ) ! 即可得 时! 也沿 H 轴平移一定距离 # " " 表示导 程$ " + %! ($ 到后续端截面 " 因此螺旋面的方程可以表示为 ’
如何创建UG刀具库

如何创建UG刀具库根据经验可知,在Unigraphics NX中,用腔铣、平面铣和固定轴铣等三种操作即可完成产品的加工。
下文就详细讲解如何利用模板将不用的操作类型滤掉,并且优化操作面板的布局和参数值。
1.建立模板文件新建一个*.prt文件保存至“\\NX安装目录\\mach\esource\emplate_ part\\metric”下。
文件最好起一个易于识别的名称。
实际上,这个文件就是将要用到的模板。
本例中,取文件名为“chensisheng.prt”。
打开文件,进入编程模块。
用对话框中的图标建立起face-milling、cavity-mill和fixed-contour三个操作.选中这三个操作,点击右键选中弹出菜单中的“object-template setting”(对象)项,然后将“template setting”(模板设置)对话框中的两个选项选中.保存文件。
此时,模板文件已初步建立成功,接下来进行进一步设置.使用者也可以在Unigraphics NX自带模板文件上直接编辑,但建议不要那样做.2.对操作布局进行优化设置这是很有意义的一步。
为了节约篇幅,现仅以face-milling操作为例,其他操作类似。
大家明白了例子,便可举一反三“face-milling”的操作面板,参数选项甚多,选择起来十分不便。
其实,就本文所介绍的要加工的这个类型的产品来看,用到的face-milling操作并不需要这么多的参数设置,需要动手简化。
点击“tool path”(刀轨)下的“options”(选项)的按扭.出现“Customize Dialog”(自定义对话框)按扭,点中,对话框的上半部分内容代表操作面板中现有的按扭和它们的布局,可以通过右侧的箭头调动操作面板中按扭的布局;对话框的下半部分内容代表UG编程中所有参数设置按扭库。
通过中间的上下箭头可以将库的内容提供到现有面板面上,也可以将面板面上的内容移回到库内。
(仅供参考)PowerMILL教程刀具库的制作

15. 刀具数据库简介PowerMill刀具库允许用户方便地装载预定义的刀具以及其对应的转速、进给、行距和下切步距等值。
下面将为您介绍如何使用刀具数据库。
用户应确保从刀具数据库选取的是适合于用户加工条件的数据,如有任何疑问,应及时请教刀具供应商。
设置数据库第一步是找到将使用的数据库的位置以及将装载的切削参数。
在此,我们使用PowerMILL Examples文件夹中的样本数据库。
•从工具菜单选取工具>选项。
•在选项表格的数据库域浏览文件C:\Program Files\Delcam\PowerMILL8009\file\examples\sample_tool_database.mdb自动装载切削深度切削深度选项框此时应被勾自动装载进给率进给率和自动装载•自动装载取。
•接受表格。
从数据库装载从数据库装载刀具刀具从数据库装载刀具。
• 右击浏览器中的刀具>产生刀具>从数据库。
于是刀具数据库搜索表格即出现在屏幕。
选取毛坯材料和刀具类型,按下搜索按钮即可搜索刀具。
表中将列出所选类型的全部刀具。
勾取相应的直径、长度、刀尖半径并输入相应的尺寸范围可进行更详尽和准确的搜索。
双击列表中的刀具名称即可将该刀具装载到 PowerMill 运行状态文件中。
作业使用样本刀具数据库Samp Tool_Database将以下刀具输入到PowerMILL运行状态文件,所使用的材料为铝Aluminium:20 mm dia End Mill.25 mm dia x 3 rad Tipradiused tool.15 mm Ball nosed tool, 或是其它合适刀具。
(选取直径 14 或16 并在 PowerMILL 中修改)应用刀具切应用刀具切削数据到刀具路径削数据到刀具路径可通过刀具属性来检查和刀具相关的切削数据。
• 激活刀具 TR-D25-R3.0-SOLID ,右击刀具并从弹出菜单中选取设置。
加工数据库方法

2.文件-实用工具-用户默认设置-加工-操作-常规-勾选加工数据(在选项中自动设置)-点击应用
进入加工模块-选择Mill_contour
4 首选项-加工-操作-勾选加工数据(在操作中自动设置)-点击应用
5.工具-编辑加工数据库-进入对话框
先定义部件材质
1
3
•3
定义好了材质,后面就可以 根据不同的材质定义不同的 切削参数,避免因材质不同 更改参数。
ቤተ መጻሕፍቲ ባይዱ
切换到机床视图建立三种刀具:端刀D6。圆鼻刀D6R1,球刀D6R3
单击刀具材质。定义刀具材质
端刀匹配库号:TMCO_00025 圆鼻刀匹配库号TMCO_00023 球刀匹配库号TMCO_00026
选择之前定义好的 刀具材料,切削方 法,部件材料,单 击插入建立刀具参 数。
编辑加工数据 记录的时候, 库号为默认, 刀具的直径和 长度要和你建 立的刀具相同, 否则无效。
分别将程序视图,几何视 图,加工方法视图和几何 视图定制为模板。保存文 件。然后将模板PRT档存 入 UG\MACH\resource\templ ate_part\metric
UG\MACH\resource\template_set文件中添加你的模板名
因为时间关系,所以做的有点简单。 见谅。
2
记住材质的 库号。
切换到几何视图-展开MCS-MILL-单击WORKPIECE-描述-选择上一步定义的材质
点击 此按 钮
选择刚定义好的 材质
点击 确定
切换到加工方法视图,在刀轨设置中选择对应的匹配项,并设置好部件余量和内外公差。
MILL_ROUGH对应OPDD_00021 MILL_SEMI_FINISH对应OPDD_00022 MILL_FINISH对应OPDD_00023
基于OCR软件的刀具信息数据库开发与应用

基于OCR软件的刀具信息数据库开发与应用随着现代工业制造的发展,各种各样的刀具被广泛应用于机械加工中,刀具的类型和种类也日益增多,如何高效地管理和追踪使用情况成了重要的任务。
利用OCR(Optical Character Recognition)技术开发一套刀具信息数据库已经成为各大机械加工厂家越来越普遍的选择。
该数据库的开发基于OCR技术,可以将刀具的名称、型号、规格等信息通过扫描刀具的图像得到,自动存入数据库,极大地提高了刀具信息的录入速度和准确性。
同时,在刀具使用时,可以通过扫描刀具上的二维码,根据数据库中的信息快速地识别该刀具的所有信息。
这种管理方式大大减少了人工操作和数据输入的失误,提高了刀具信息的可靠性和准确性。
在刀具信息数据库的应用方面,它可以帮助机械加工厂家更好地管理商品库存和相关的供应链管理。
在库存管理方面,数据库可以追踪库存的变化,并自动调整库存的数量,减少过度库存和缺货等问题。
在供应链管理方面,数据库可以跟踪刀具的使用情况和寿命,并在相关人员进行维修或更换刀具时,提供相应的建议和指导,最大限度地延长刀具的使用寿命,降低生产成本。
此外,该数据库还可以为企业提供更加详细的数据分析和报告功能。
对各类数据进行分析,比如刀具的使用寿命、维修记录、使用情况等,制定更加科学合理的刀具使用策略,优化生产效率和成本收益。
同时,数据库还可以提供专业的报表输出和定制化分析功能,满足不同企业和用户的需求。
综上所述,基于OCR技术开发的刀具信息数据库,在机械加工厂家中得到了广泛的应用。
它有效地降低了刀具信息管理的复杂性和人工操作风险,提高了生产效率和管理效率。
未来,随着技术的不断发展和创新,该数据库也将进一步完善和升级,更好地服务于机械加工行业的生产和管理。
针对基于OCR软件的刀具信息数据库的开发和应用,以下列出一些相关的数据并进行分析。
1. 数据录入速度和准确性。
利用OCR技术开发的刀具信息数据库相比传统的人工录入方式,在数据录入速度和准确性方面有了显著提升。
数控车床可靠性数据的采集及数据库建立

数控车床可靠性数据的采集及数据库建立1 前言数控机床是现代制造技术的基础装备,其技术水平高低是衡量一个国家的工业现代化水平的重要标志。
数控机床的可靠性是机床质量的关键。
目前国产数控机床的可靠性水平与国外相比明显偏低,严重影响了国产数控机床的竞争能力,提高国产数控机床的可靠性已成为当务之急。
可靠性分析是以大量的现场数据为基础的,借助有计划、有目的地收集产品寿命周期各阶段的数据,进行分析,发现产品可靠性的薄弱环节,改进设计,从而提高产品质量,所以可靠性数据的收集和分析在可靠性工程中具有重要地位。
然而这方面正是国内可靠性研究中的一个薄弱环节。
在1996年7月1日至1996年12月31日期间,我们收集了一汽集团长春齿轮厂的42台CNC车床的可靠性数据,并初步建立了数控车床可靠性数据库。
以此为例说明数控机床可靠性数据的采集方法及数据库的建立方法。
2 可靠性试验方案的确定可靠性试验是取得可靠性数据的主要方法之一,它是进行可靠性设计和分析的基础。
近30年来,可靠性试验方法取得很大发展。
可靠性试验既费时又费钱。
对于数控车床而言,主要考虑试验场所和试验样本两方面。
按试验场所,可靠性试验分为现场试验和实验室试验两种。
数控车床由于结构复杂,使用条件中的不确定因素很多,故选用现场试验方法能够采集到真实的可靠性情况。
在现场试验中数据可靠性问题是一个关键问题。
事先必须制订完善的采集计划,事后应对数据进行处理,以排除不合理因素。
可靠性试验按样本大小可以分成全数试验和抽样试验两类。
对于数控车床这种批量产品不可能进行全数试验,只能采用抽样定时截尾的试验方法。
为了使收集到的数据具有代表性,并且便于数据收集,在选取试验样本时,应选取尽量多的数控车床作为抽样样本,所选取的设备应该比较集中。
因此本文选择了数控车床使用量大且设备比较集中的一汽集团长春齿轮厂作为试验基地,将其42台CNC车床作为样本,进行了半年跟踪调查。
3 可靠性数据的采集根据《数控车床可靠性评定方法》,即标准JB/GQ1153-90数控车床的故障判据为:1.由于数控车床的质量缺陷,在规定条件下、规定时间内不能完成规定功能的事件便成为故障。
UG NX9.0 新建自定义刀具库教程-------最详细的版本

# Milling tool subtypes (I=Index able, NI Non Index able)
#
您将在设置不可转位和可转位端铣刀的代码后面插入代码,以定义定制子类型。
2. 在读取 set uglib_tl_stype(I_END_MILL) "2" 的行后,插入此行:
对于此示例,由于未将 75 用作端铣刀的子类型,因此您会将其分配给新类。
3. 将新类添加到表中以将其记录到文件中。
# 02 Milling 75 My End Mills 01 Mill
01 5 Parameter
4. 在 # Milling Tools 区域,添加以下行:
#CLASS MY_END_MILLS
提 为了在需要调试时帮助您标识数据字段,可以加入注释行以在格式语句中的字段附近显示字段分隔符,如 示 这一部分行中所示。
FORMAT LIBRF T ST UGT UGST DESCR #-—-—-—|--—-—|-|-—|-—-|-—-—|
在 FORMAT 和 DATA 语句中可以多用空格来使数据字段与关键字对齐,如此处所示:
在下一行中,必须为端铣刀有新子类型的可能性提供 75。您将插入逻辑或条件。 3. 更改用于检查端铣刀子类型的下一行,以确定是否添加尖角。将其由此:
if {$asc_lib_subtype == 1 || $asc_lib_subtype == 2} {
更改为:
if {$asc_lib_subtype == 1 || $asc_lib_subtype == 2 || $asc_lib_subtype == 75} {
CLASS MY_END_MILLS { TYPE QRY QUERY "[DB(SubType)] == [75]" FILE "qry=shank_mill_schema;rset=shank_mill_schema;" DIALOG RSET UI_NAME "My End Mills" }
资料:刀具数据库系统及应用

实验6 刀具信息管理数据库设计实验目的●了解数据库需求分析的基本方法;●了解数据库设计的基本方法;●了解C/S结构数据库应用系统的设计方法;●综合运用数据库知识和技术开发设计简单数据库应用系统;实验内容与要求本数据库应用系统主要应用网络技术、数据库技术等信息处理技术于一体的,兼具制造车间刀具信息管理计算机信息系统。
该软件系统面向制造车间,对一些常用刀具和特种刀具提供计划、准备、记录、领用、归还及各种报表等功能。
其主要功能如下:●车间信息:车间信息记录管理;●常规刀具信息:刀具信息(名称、编号、类别、尺寸,使用范围)入库;●特种刀具信息:刀具信息(名称、编号、类别、尺寸,使用范围)入库;●设备信息:设备名称、设备编号、购置时间等信息入库;●开发平台采用ACCESS数据库系统,代码语言采用VBA。
●系统软件结构为C/S结构。
实验步骤1.结合上述的功能应用要求,分析用户需求,画出数据流图、E-R图,编制数据字典。
2.设计数据概念模型及应用系统应具有的功能模块。
3.应用Access数据库平台,设计用户界面。
4.应用Access数据库平台创建数据库,并录入部分原始数据。
5.实现数据库程序功能,编写调试主要代码。
6.实现数据库安全管理。
7.完成实验报告,实验报告内容应包括功能模块图、E-R图、数据字典、主要数据操作功能实现方法,以及在设计过程中所遇到的困难。
HMZ刀具数据库管理系统界面基本表设计及数据录入1.订单关系表2.供应商关系表3.机床基本表4.职工工作表5.职工基本表查询设计刀具适用车床窗体设计1.刀具管理主界面本刀具数据库管理系统的主管理界面非常简洁,但同时也非常实用。
在主界面下可以实现一般用户对于刀具查询的进入选项和系统管理员的登陆选择。
2.管理员登录界面窗体在管理员登录界面下,可以实现管理员的登陆和返回主查询界面操作,对于管理员登录进行密码验证。
密码正确即可进入管理员管理界面,密码错误返回主查询界面。
基于知识的刀具数据库系统

基于知识的刀具数据库系统侯陈昊钟振宇北京卫星制造厂技术四室摘要:通过确定刀具结构关系和加工信息,建立刀具结构知识库和加工方案知识库,实现智能选刀和加工方案查询功能;开发软件接口和其余信息系统相连,达到资源共享的目的。
关键词:知识库刀具结构知识加工方案知识系统扩展1 名词及术语刀片:安装在刀体上,直接作用于工件,是参与切削的主要部分。
如图1a所示。
刀体:刀体主要功能是安装刀片,连接刀柄系统。
刀片通过螺钉安装在刀体上,切削时,刀体为刀片提供支撑。
如图1b所示。
刀柄系统:其主要作用是连接主轴与刀具,使刀具达到所要求的位置与精度,传递切削所需扭矩及保证刀具的快速更换,模块式结构的刀柄系统由多个部件组成。
基础柄:刀柄系统部件之一,直接连接机床主轴。
如图1c所示。
接柄/夹头:刀柄系统部件之一,其下接口直接连接刀体,或者通过减径套与夹套与刀体相连。
如图1d所示。
加长接杆:一般连接在基础柄和接柄之间,当基础柄和接柄相连长度不能满足加工要求时,可以通过加长接杆来增加刀具悬深。
如图1e所示。
夹套:配合弹性夹头接柄使用,特点是其可以接某一系列直径的刀体。
如图1f所示。
减径套:是接柄的可选配件,安装减径套后,接柄能连接直径小于其下接口尺寸的刀体,但一类减径套只能连接一种直径的刀体。
如图1g所示上接口:本文中,从主轴向下到刀体,每个部件连接时靠近主轴一端的接口。
下接口:本文中,从主轴向下到刀体,每个部件连接时靠近刀体一端的接口。
a刀片b刀体c基础柄d接柄/夹头e加长杆f夹套g减径套图1 刀具系统2 需求分析随着技术的发展,刀具成为制约提高生产效率的最大瓶颈之一。
在技术不断积累的过程中,数控人员逐渐发现,以往使用普通高速钢刀具,已经不能完全适应目前的生产需要,高速刀具的使用成为提高生产效率,改善工件表面质量的一条必经之路。
在我厂高效加工的试点中,大量实例证明这一点。
1然而在试点的过程中,也发现了一些问题:1.新刀具和新工艺的采用积累了大量的数据和经验,但是这些数据往往保存在个人手中,缺少科学的储存、参考和检索。
使用Excel在CATIA软件下建立刀具库

锪铣 刀 ) 、 B a r r e l Mi l l ( 鼓形 铣刀 ) 1 7种 。 本 文 主要针对 目前 数控 常用 的立 铣 刀 、 端 铣刀 、 T型刀 、 角度 刀 、 钻头 等 5种 刀具建 立 C A T I A软 件下
图1 立 铣 刀相 关 参 数
表 2所 列 的属 性 在 建 立 参 数 库 时 不 必 逐 项 填 写, 可 以根据需 要选 择 可 使 用 的 字 段填 写 即可 建 立 切 削参数 库 。 目前 暂 定 使 用 的 字段 为 刀 具 图 号 、 刀 具直 径 、 刀具 总长 、 下刀 深 、 刃长 、 底 、 柄 部直 径 、 非 切 削直径 ( 对 于机夹 刀具 及 镶 齿 焊接 刀 具 使 用 ) 、 刀 具材 料 、 刀齿材 料 描述 ( 填 写被 加 工 材料 ) 、 齿数 、 刀 具旋 向、 加 工质 量 、 最大摆刀角度、 精加 工 切 削速 度 ( 转数 ) 、 精 加工 每齿 进 给量 、 精 加 工 切 削深 度 、 精 加 工切 削宽 度 、 粗加工切削速度 ( 转 数) 、 粗 加 工 每 齿
2 0 1 5年第 4 9卷 N o . 6
73
使用 E x c e l 在 C A T I A软 件 下 建 立 刀 具 库
李华睿
中航 工业 沈 阳飞机 工业 ( 集团) 有 限公 司
摘要 :介绍了应用 C A T I A软件提供 V B宏指令 , 将 E x c e l 文件导入建立 刀具参数 库接 口建立 刀具参数 库 的过 关键词 :刀具 ; 参数库 ; C A T I A
MF G
—
L E N G T H
数控车床可靠性数据的采集及数据库建立

序号
名称
类型 宽度 序号
名称
类型 宽度
1 机床编码 字符 8 10 修复日期 日期 8 2 机床型号 字符 8 11 故障时间 数字 8. 3 3 机床名称 字符 40 12 修复时间 数字 8. 3 4 使用厂家 字符 40 13 维修时间 数字 8. 3 5 制造厂家 字符 40 14 维修工时 数字 8. 3 6 故障现象 字符 40 15 故障模式 字符 40 7 故障原因 字符 40 16 故障部位 字符 40 8 处理方法 字符 40 17 累积时间 数字 10. 3 9 故障日期 日期 8 18 故障编码 字符 8
可靠性分析是以大量的现场数据为基础的, 只有 在拥有真实、可靠数据的基础上, 我们才能进行故障分 析、可靠性设计等, 才能对机床的设计、使用、维修等提 出合理的改进意见。可靠性数据的积累是一个长期的、 艰巨的过程。在此过程中必须对数据进行有效的组织 和管理, 而这是手工难以完成的, 必须借助于计算机数 据库技术。数据库可以理解为在一个或多个单位中, 为 多个用户服务的、在计算机上可运行的、具有一定结构 的数据集合。目前较流行的数据库类型有三种: 层次 型、网络型和关系型。我们使用关系型数据库管理系统 FOXPRO, 建立了数控车床可靠性数据库。
NC CNC 系统 G 气动系统 E 电源 Q 整体防护 N 不明
H 机械手 A A 轴进给系统
PC PL C 系统 L 润滑系统 P 外接口
V 电器系统
故障 部位: 发生 故障的子 系统及部 件, 以代码 表
示。具体代码见表 4; 维修工时: 维修时所耗费的工时( 单位: 工时) ; 累积时间: 从试验开始到本次故障总的工作时间
36 定向不准 37 坐标原点漂移 38 噪声超标 39 温升过高 40 气、液控制失灵 41 液、气、油渗漏 42 液、气、油堵塞不畅 43 液、气、油元部件损坏 44 密封件损坏 45 护板、护罩损坏 46 防护门开关损坏 47 数控系统不能正常工作 48 主机未按程序指令执行 49 程序、参数记忆功能紊乱 50 数据传输错误 51 元器件功能丧失 52 元器件误动作 53 元器件损坏 54 元器件参数漂移 55 电机起动不起来 56 电机不能正常工作 57 电机过载 58 电机损坏 59 误报警 60 线路、电缆接触不良 61 线路、电缆断路 62 线路、电缆短路 63 熔断器损坏 64 传感部件失灵 65 易损件超期损坏 66 转塔转位不灵活 67 空气开关跳 68 CNC 参数错 69 其它
复杂刀具磨削工艺数据库系统的研究与开发

复杂刀具磨削工艺数据库系统的研究与开发摘要:复杂刀具磨削工艺数据库系统是一种利用计算机技术和数据库技术来存储、管理和分析刀具磨削工艺参数的高级工具。
本文将介绍复杂刀具磨削工艺数据库系统的研究与开发内容,包括系统需求分析、数据库设计、系统实现和应用实例等。
通过该系统,可以提高磨削工艺的可靠性和效率,推动刀具制造技术的发展。
关键词:复杂刀具;磨削工艺;数据库系统;需求分析;数据库设计;系统实现;应用实例一、引言复杂刀具在现代制造业中起着重要的作用,其磨削工艺的优化和精确控制是保证刀具质量和加工效率的关键。
传统的刀具磨削工艺数据多为手工记录和经验积累,存在着信息不全、信息分散和信息难以应用等问题。
为了解决这些问题,研究者开始利用计算机技术和数据库技术来存储、管理和分析刀具磨削工艺参数。
复杂刀具磨削工艺数据库系统应运而生,它可以提供一种快速、准确和可靠的刀具磨削工艺参数的存储和检索方式,为工艺优化和刀具制造提供科学依据。
二、系统需求分析复杂刀具磨削工艺数据库系统的需求分析主要包括:用户需求分析、功能需求分析和性能需求分析。
通过与刀具制造企业和磨削工艺专家的沟通交流,了解他们的需求和期望,进而确定系统的功能和性能要求。
三、数据库设计数据库设计是复杂刀具磨削工艺数据库系统的核心内容,它涉及到数据模型设计、关系模式设计和数据表设计等。
通过对刀具磨削工艺参数的分析和分类,设计出合理的数据库结构,建立各个数据表的关系和属性,保证数据的可靠性和有效性。
四、系统实现系统实现是将数据库设计的结果转化为实际可用的复杂刀具磨削工艺数据库系统的过程。
这个过程需要利用数据库管理系统和编程语言等工具来进行开发,包括数据库的创建、数据导入和数据查询等操作。
同时,还需要设计合适的用户界面,提供友好的操作方式和数据展示功能。
五、应用实例以某刀具制造企业为例,介绍了复杂刀具磨削工艺数据库系统的应用实例。
通过对该企业的刀具磨削工艺参数进行收集和分析,建立了数据库,实现了刀具磨削工艺参数的自动化记录和查询。
刀具信息管理数据模型的建立

o e t pi n m n l t e T e m to hc x c tn o] d t ifr ain maae n ojci s f ne r e i a ua u h ehd w h f ut g to aa nom t n gmet b te i r s  ̄ r e i i i s o e v
的方法 , 初步建立了在 C M 中刀具信 息管理的数 据模型 . A 分析 了当前在 刀县信 息管理 中存在的 突出
问题 , 出 了刀具 信 息 管理 系统 的发 展 趋 势 。 指 关键词 : 刀具 信 息 管理 ;C M ;物 质流 ;信 息流 ;数 据模型 A
中图分类号 :P 9 . T 31 7
() 1ቤተ መጻሕፍቲ ባይዱ把刀具按材料 、 状 以及与设备 的配套进行 形
分类 , 提供多种多样的刀具 以供选 用。因为在 C M 中 A
只有刀具适应加工的需要 , 才能发挥出设备 的高效率 。 同时 , 对刀具分类管理配套使用 . 还能减少库存 的刀具 形式和类别 , 从而减少管理和组织费用 , 降低成本。 () 2 对生产设备 的加工 多样性 、 加工过程 的安全 性与使用高效刀具对于扰影响更敏感等对立 因素进行
2 针 对功 能的 刀 具 数据 管理 模 型 . j 模 型框 图如 图 1 示 。 所
理 。而刀具数据信息管理 的目的就是在确保 刀具供应 的前提下 , 降低循环时间和减少投人 的刀具数 量 。为此 我们应该全面考虑设计 、生产准备和生产工具的标 准 化 并在此基础上确定刀具的数据管理 目标 :
分 析 并合 理配 置 。
匝五
匝固
() 3 在严格 的刀具使用条件与刀具损耗之间进行
优 化选 择 。
使用Workbench创建数据库和表

使用Workbench创建数据库和表MySQL是一个关系型数据库管理系统,其体积小、速度快、总体拥有成本低,且开放源码,一般中小型网站的开发都选择MySQL作为网站数据库。
这里,MySQL的安装就不多说,安装完成后,MySQL是使用命令行界面进行操作的,这对于很多程序员来说很不习惯,这就需要可视化工具来对MySQL进行操作。
MySQL的可视化工具有很多,笔者使用的是Workbench,这里就对Workbench如何创建数据库和表进行简单演示。
打开Workbench如下图,点击红色框后登录。
输入密码后进入用户界面。
点击 1 所示按钮创建数据库,出现 2 所示界面,输入数据库名,点击 3 所示 Apply,创建数据库。
数据库创建完成后会在左方显示出刚创建的数据库在Tables上右键选择 Create Table点击Create Table后出现右侧所示界面,设计表。
红框区域内就是设计表的列名和数据类型。
(PK、NN等表示的含义请往下看,写在最后)点击右下Apply成功创建表。
创建完成后,在Tables下会出现你创建的表,在表名上右键选择Select Rows往表里插入数据,选择Alter Tables重新设计表。
现在说一下前面提到的PK、NN的含义PK: Primary Key 主键NN: Not Null 非空UQ: Unique 唯一BIN: Binary 二进制(比text更大)UN: Unsigned 无符号数(非负数)ZF: Zero Fill 填充零,比如设计列类型为 int(4) ,创建表时输入字段为1,则自动填充为0001AI: Auto Increment 自增。
模版刀库创建

创建模板通过建立UG编程模板的方式,以提高我们用ug编程的工作质量和效率,并提高我们的整体ug编程技术水平。
与以前不同的是,不是把一些条条框框写在纸上,而是用建立UG编程样板文件的方式,把各种ug数控加工方式、常用刀具库、各种加工参数、UG编程操作和相应的ug数控加工编程规范。
ug编程模板是根据公司UG编程的实际情况、以及精细化加工的要求,把经常用到的几种加工方式、各到的几种加工方式、各种经验加工参数、刀具和加工操作按编程规范的要求集成在UG文件中,形成数控编程样板文件。
在UG样板文件中,针对典型零件的不同的加工特点,制定不同的加工操作和加工方式。
UG编程模板文件以UG的加工编程操作和UG的编程管理为主线,有五大部分:编程归类、刀具制做、加工对象选择、加工方式和加工编程操作,各部分又包含了各自相应的内容:1 编程归类:根据加工形状和特点,大致分了象型面加工、轮廓加工、孔加工等程序类型。
2 刀具制作:是把常用的刀(象球头刀、端铣刀等)按规范的要求进行制定,并在进入UG_manufacturing 加工模块能自动建立好。
3 加工对象选择:主要是对选择的加工坐标系和加工几何体按规范要求理顺好关系、简化界面,以达到减少失误、操作方便的目的。
4 加工方式:根据公司的数控加工工艺及编程规范要求,定义了粗加工、半精加工、精加工等加工方式。
5 加工编程操作:针对不同材料、不同特征、不同毛坯来源的零件,把经常用到的加工编程方法进行归纳分类,提前做在UG文件中,以便规范和指导编程。
各种加工参数的确定和输入,并使之固化,在以后的编程工作中不再重复输入。
这里主要有两方面的内容:一是指加工切削参数,象进给量、主轴转速、走刀方式、布距、切削方向等;二是指UG产生程序所需的条件和控制选项,象驱动方式、投射方向、刀轴方向、机床控制、显示方式等。
对这些参数和选项按规范的要求确定好后,在以后的编程工作中不再输入,既节省了时间,又减少了出错的机会。
创建和管理刀具

创建和管理刀具展开全文换刀报警”T代码非法”换刀报警”T代码非法”,程序试用了三种换刀格式都报警,刀库中明明有”刀具号1”呀?系统发疯了?刀具号不能修改刀具号全都不能修改;新建一把刀,刀具号还是不能修改,系统出毛病了?刀具号和刀具名称关系进入刀具详细信息中一瞧究竟;刀具号和刀具名称是什么关系,为何有的厂家的刀库画面第三列是”刀具号”,而有的厂家的刀库画面第三列是”刀具名称”?刀具创建两种形式默认MD52270bit7不勾,按刀具名称创建刀具,此时”刀具号”将由系统自动生成.而当MD52270bit7勾上,按刀具T号创建刀具,此时”刀具号”需要手动输入,而系统自动生成与”刀具号”一致的”刀具名称”.换刀指令无论是按”刀具号”还是”刀具名称”建立刀具,换刀时都使用”刀具名称”.当部分刀具先使用”刀具名称”建好后, MD52270bit7又被改成由”刀具号”建刀,此时”刀具名称”和”刀具号”就会不一致;分析上图”CUTTER 4”是修改MD52270bit7前建立的,此时的”刀具号”是系统生成的”数字”编号,而主界面只能看到”刀具号”,换刀要使用刀具名称” CUTTER 4”却是隐藏在详细数据中,故中途改用”刀具号”建刀后需要手动修改之前建好的刀具的”刀具名称”,使之和”刀具号”一致,否则习惯于按刀库中的”刀具号”指定T代码就会找不到刀具.为何使用刀具号建刀既然刀具号建刀这么多坑,为何要设计这个功能?1.“刀具号” 变成”自主可控”;2.大部分刀具变量都是使用”刀具号”,刀库中醒目的列出刀具号来方便使用;3.创建刀具时,当手动输入刀具号后,系统会自动将刀具号赋予刀具名称;4.主界面的刀具名称可能被修改,若主界面只显示不能修改的刀具号,这有利于数据保护;5.刀具号只能是数字,意味着自动赋予的刀具名称也是数字;当刀具名称是数字时,换刀格式可以从T=“xxx”格式简化成TXXX,便于编程;刀据名称是数字符合大量初学者或熟悉其他数控系统的操作/编程者习惯.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
点击计算匹配数-确定,弹出搜 索结果.可以看到之前建立所 有刀具.
点击进入每把刀编辑加工数据,选择确定.
把之前的常用刀具相关切削参数都加入刀具中保存
打开编程工件,从刀库中调用刀具,将之前建立好的刀具调用出来.
设置好后就可以使用了,每次进入加工,调入加工模板,在进给和速度中点击-设置 加工数据.就可以把预先设置好的加工数据调进来使用.
找到之前新建PRT的文件夹,可以看到多了一个跟新建PRT 同名的DAT文件.将这个DAT文件重新命名为tool_database.dat
重 命 名
找到NX安装目录下的 tool_database.dat文件,将其复制备 份,
将上步输出并改名的DAT文件覆盖NX安装目录 下的原文件.
工模块,点击工具-编辑 加工数据.弹出编辑加 工数据库对话框
建立刀库 刀具库及刀具参数加载
首先先任意建立一 个新PRT
进入加工模块
然后可以新建立几把你自己常用的刀具
点击信息---车间文档-弹出车间文档对话框,选择最 后一项Export tool library to ASCII defafile,输出一个 .DAT文件( 此文件与part文档同一位置)