CC焊接记录表格.doc
焊接记录表
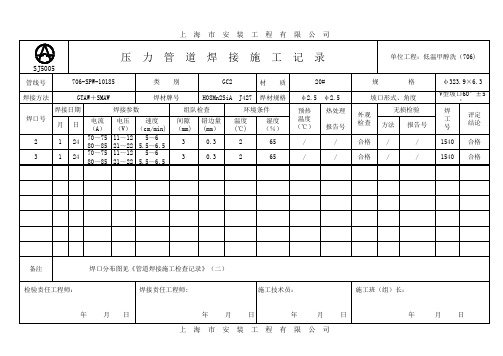
单位工程:低温甲醇洗(706)
格
φ33.7×4.5 V型坡口60°±5° 焊 工 号 1540 评定 结论 合格
焊材牌号
焊材规格 环境条件
坡口形式、角度 外观 检查 合格 无损检验 方法 RT 报告号 706-RT-827
温度 (℃) 2
湿度 (%) 65
1
70~75 11~12
上 海 市 安 装 工 程 有 限 公 司
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 评定 结论
焊材牌号
焊材规格
坡口形式、角度 外观 检查 无损检验 方法 报告号
环境条件 温度 (℃) 湿度 (%)
压 力 管 道 焊 接 施 工 记 录
SJ5005
管线号 焊接方法 焊接日期 焊口号 月 1 日 24 电流 (A) 706-SPW-10185 GTAW 焊接参数 电压 速度 (V) (cm/min) 5~6 类 别 GC2 H08Mn2Si 组队检查 间隙 (mm) 2.5 错边量 (mm) 0.2 材 质 20# φ2.5 预热 温度 (℃) / 热处理 报告号 / 规
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 1540 1540 评定 结论 合格 合格
焊材牌号
焊材规格
坡口形式、角度 外观 检查 合格 合格 无损检验 湿度 (%) 65 65
2 3
备注 检验责任工程师:
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 评定 结论
焊材牌号
焊材规格
坡口形式、角度 外观 检查 无损检验 方法 报告号
CCC认证记录表格-审核查检表7
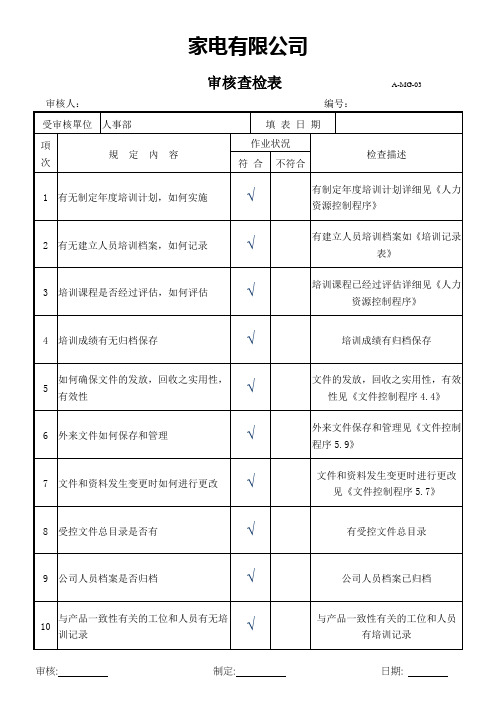
家电有限公司
审核查检表A-MG-03审核人:编号:
受审核單位人事部填表日期
項次規定內容
作业状況
检查描述
符合不符合
1 有无制定年度培训计划,如何实施√有制定年度培训计划详细见《人力资源控制程序》
2 有无建立人员培训档案,如何记录√有建立人员培训档案如《培训记录
表》
3 培训课程是否经过评估,如何评估√培训课程已经过评估详细见《人力
资源控制程序》
4 培训成绩有无归档保存√培训成绩有归档保存
5 如何确保文件的发放,回收之实用性,
有效性
√文件的发放,回收之实用性,有效
性见《文件控制程序4.4》
6 外来文件如何保存和管理√外来文件保存和管理见《文件控制程序5.9》
7 文件和资料发生变更时如何进行更改√文件和资料发生变更时进行更改见《文件控制程序5.7》
8 受控文件总目录是否有√有受控文件总目录
9 公司人员档案是否归档√公司人员档案已归档
10 与产品一致性有关的工位和人员有无培
训记录
√与产品一致性有关的工位和人员
有培训记录
审核: 制定: 日期:。
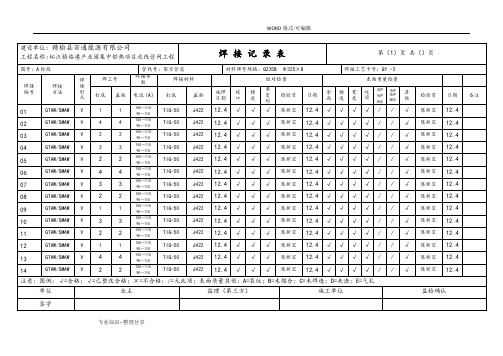
焊接工作记录表

工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
焊缝零部件外观记录表

焊缝零部件外观检查统计
统计编号:年月日
焊缝零部件外观检查统计
统计编号:年月日
焊缝零部件外观检查统计
统计编号:年月日
焊缝零部件外观检查统计
统计编号:年月日
焊缝零部件外观检查统计
统计编号:年月日
焊缝零部件外观检查统计
统计编号:年月日
焊缝零部件外观检查统计
统计编号:年月日
焊缝零部件外观检查统计
统计编号:年月日
焊缝零部件外观检查统计
统计编号:年月日
金属构造件焊缝外观质量检测评定表
注: 根据 GB50205-验收标,①监理(建设)单位确认。
②Δ为重要检测项目。
金属构造件焊缝外观质量检测表
注:根据 DL/T5018-规范中 4.4.1 表中规定
焊缝外观质量检查统计表
注:根据 DL/T5018-规范中 4.4.1 表中规定。
焊接过程检验记录表

未焊透深度≤15%δ且≤1.5mm总长度不 超过焊缝有效长度的10%(氩弧焊打底 的试件不允许未焊透)
3
焊缝外观 背面凹坑深度≤25%δ且≤1mm;除仰焊
位置的板状试件不作规定外,总长度不
超过焊缝有效长度的10%
检验员:
双面焊缝余高0~3mm,焊缝宽度比坡口 每侧增宽0.5~2.5mm,宽度误差≤3mm
株洲市开关板电器设备厂焊接过程检验记录表
序号 检验项目
技术要求
OZK.479.003-1 实测记录 检测结果
1
焊前准备
劳保着装及工具准备齐全,并符合要求, 参数设置、设备调试正确
2
焊接操作 试件固定的空间位置符合要求
两面焊缝表面不允许有焊瘤、气孔、烧 穿等缺陷
焊缝咬边深度≤0.5mm,两侧咬边总长 度不超过焊缝有效长度的15%
错边≤10
焊接工艺评定记录01-05(改)
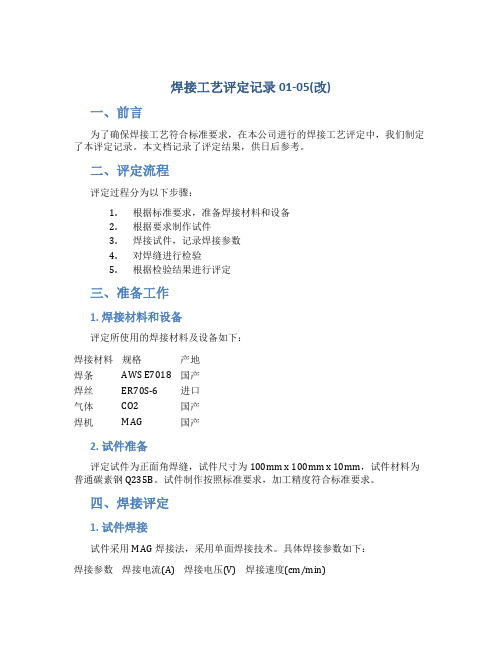
焊接工艺评定记录01-05(改)一、前言为了确保焊接工艺符合标准要求,在本公司进行的焊接工艺评定中,我们制定了本评定记录。
本文档记录了评定结果,供日后参考。
二、评定流程评定过程分为以下步骤:1.根据标准要求,准备焊接材料和设备2.根据要求制作试件3.焊接试件,记录焊接参数4.对焊缝进行检验5.根据检验结果进行评定三、准备工作1. 焊接材料和设备评定所使用的焊接材料及设备如下:焊接材料规格产地焊条AWS E7018 国产焊丝ER70S-6 进口气体CO2 国产焊机MAG 国产2. 试件准备评定试件为正面角焊缝,试件尺寸为100mm x 100mm x 10mm,试件材料为普通碳素钢 Q235B。
试件制作按照标准要求,加工精度符合标准要求。
四、焊接评定1. 试件焊接试件采用MAG焊接法,采用单面焊接技术。
具体焊接参数如下:焊接参数焊接电流(A) 焊接电压(V) 焊接速度(cm/min)上海 1# 170 20 40上海 2# 190 22 45江苏 1# 180 21 43江苏 2# 200 23 48湖南 1# 175 20 42湖南 2# 195 22 47广东 1# 185 21 45广东 2# 205 23 50四川 1# 180 20 44四川 2# 200 22 492. 焊缝检验检验采用视觉检验和超声检测两种方法。
具体结果如下:焊缝编号检验方法检验结果上海 1# 超声检测合格上海 2# 超声检测合格江苏 1# 超声检测合格江苏 2# 超声检测合格湖南 1# 超声检测合格湖南 2# 超声检测合格广东 1# 超声检测合格广东 2# 超声检测合格四川 1# 超声检测合格四川 2# 超声检测合格五、评定结果以上10条焊缝均通过了检验,评定结果为合格。
经过本次评定,证明采用上述焊接参数能够满足标准要求,可以在实际生产中使用。
六、本次焊接工艺评定结果符合标准要求,可以将所采用的焊接参数用于实际生产中。
焊接记录文本表
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享。
焊接过程与检验记录表

接管法兰焊接
焊接方式:
焊缝外观质量:OK/NO
垂直度:OK/NO
高度:OK/NO
法兰对正:OK/NO
焊缝返修次数:返修质量:OK/NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程与检验记录表
板式换热器焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:OK/NO
焊接材质确认:OK/NO
焊接部位表面质量:OK/NO
2衬套焊接Fra bibliotek焊接方式:焊缝外观质量:OK/NO
焊接无损检测:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接工序完工检验记录表

不产生明显的偏移及较大的变形
GNA
焊接接头上不允许有裂纹存在。焊缝表面不允许有气孔、夹渣、烧穿等缺陷。
OKNGNA
焊件上的焊瘤应排除,未焊透、弧坑均修补。焊接缺陷修补不多于三次。
OKNGNA
3
焊接件装配质量
试装配的装配间隙应不大于0.5mm
实际≤mm
OKNGNA
错边量应不大于板厚的10%,并不大于0.2mm
焊接打磨工序完工检验记录表
NO:
订单号
客户名称
产品名称
产品图号
环保要求
□符合 □无要求
产品型号
生产批号
批量/抽检数量
检验日期
序号
检验项目
检验标准及数据
检验结论
1
焊接
打磨
外观
检验
焊缝不允许有外部裂纹、烧穿、沿焊点或焊接母材边缘的胀裂。外部飞溅物应清除干净。30mm长度上焊缝宽度变化不应超过1mm。
OKNGNA
实际≤mm
OKNGNA
4
焊接尺寸检验
(含形位公差)
单位:mm
外形尺寸及公差
实测尺寸
形位尺寸及公差
实测尺寸
OK
NG
NA
备注:以上条目中有一项为不合格,则判为不合格。
经检测:□合格 □不合格 □让步放行
检验:审核:
异常情况描述(如有)
不允许出现焊缝长度不均、高度不均、焊缝成形粗糙等缺陷。
OKNGNA
不存在焊穿、弧坑、咬边、未焊透、未熔合、虚焊、夹渣、裂纹、气孔、凹坑、未焊满、下塌等现象,不许有焊瘤、焊渣、飞溅等。
OKNGNA
被打磨表面要求平滑;不伤母材;被打磨部分表面纹路要求一致,沿焊缝方向,严禁无规律打磨。打磨后部件表面均匀,表面需光滑,用手触摸无明显凹凸感孔或者毛刺、棱角等不良现象。
焊接过程与检验记录表

焊接过程与检验记录表
1 / 1
板式换热器焊接过程与检验记录表
产品名称: 规格型号:
产品编号:
序
流程
作业者
检查者
日期
备注
号 检验项目和记录
签字
结果
签字
结果
焊丝焊条确认:
OK / NO
1
焊前确认
焊接材质确认: OK / NO
焊接部位表面质量: OK / NO 焊接方式:
焊缝外观质量:
OK / NO
2
衬套焊接
焊接无损检测: OK / NO
焊缝返修次数: 返修质量: OK / NO
焊接方式:
焊缝外观质量: OK / NO 3
接收法兰焊 垂直度: OK / NO
接
高度: OK / NO
法兰对正: OK / NO
焊缝返修次数:
返修质量: OK
/ NO
焊接方式:
地脚、堵块、 焊缝质量: OK / NO
4
滚轮支架等
其他焊接
焊接尺寸吻合图纸要求: OK / NO
焊缝返修次数:
返修质量: OK / NO。
焊接检验质量验收记录表
焊接检验质量验收记录表一、引言焊接检验是确保焊接结构安全性和质量的关键过程。
通过对焊接接头的物理、化学和机械性能进行全面评估,可以有效地保证焊接工程的质量。
本文将详细介绍焊接检验质量验收记录表及其重要性。
二、焊接检验质量验收记录表概述焊接检验质量验收记录表是一份详细记录焊接接头质量信息的文件。
该记录表包含了焊接接头的各项质量指标,如焊缝外观、尺寸、硬度、金相组织、无损检测等。
通过对这些数据的分析,可以判断焊接接头是否符合设计要求,从而确保焊接工程的质量。
三、焊接检验质量验收记录表的内容1、焊缝外观检查:记录焊缝的表面质量,如咬边、焊瘤、飞溅等缺陷。
2、焊缝尺寸测量:测量焊缝的宽度、高度、间隙等尺寸,判断是否符合设计要求。
3、硬度检测:通过硬度计测量焊缝和母材的硬度,判断是否符合技术标准。
4、金相组织分析:通过金相显微镜观察焊缝的金相组织,判断其结晶质量和显微组织。
5、无损检测:采用超声波、射线等方法对焊缝进行无损检测,判断内部是否存在缺陷。
四、焊接检验质量验收记录表的重要性1、保证焊接工程质量:通过焊接检验质量验收记录表,可以全面了解焊接接头的各项质量指标,从而保证焊接工程的质量。
2、指导焊接施工:通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
3、确保安全:焊接检验质量验收记录表是工程验收的重要依据,也是保证焊接结构安全的重要手段。
4、为未来工作提供参考:焊接检验质量验收记录表可以为以后的焊接工程提供参考,避免出现类似的问题。
五、结论焊接检验质量验收记录表是保证焊接工程质量的重要工具。
通过详细记录和评估焊接接头的各项质量指标,可以有效地保证焊接结构的安全性和稳定性。
通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
因此,我们应该充分重视焊接检验质量验收记录表的重要性,并将其作为焊接工程质量控制的重要组成部分。
检验批质量验收记录表一、引言在建筑工程中,质量验收是决定工程最终质量的关键环节。
C类工程文件表格(D

附录三C类文件一、表格说明1.总说明(1)C类表格分为工程通用表格、工程检测表格、土建工程表格、站内工艺安装工程表格、集输管道安装工程表格、球罐制造安装工程表格、锅炉安装工程表格、电气安装工程表格、自动化仪表安装工程表格、通信安装工程表格、道路桥梁工程表格和隧道工程表格12类。
(2)由于各地方建设行政管理部门对工程检测、锅炉安装、建筑工程表格样式有具体规定,为适应各地方基建行业相关要求,本手册中仅列出此3类表格的名称和编号,具体表格样式可执行工程所在地规定,或直接采用国家认可的有关机构出具的表格。
(3)由于行业特殊性,长输管道工程交工技术表格本手册未做规定。
(4)C类表格编号及工程编号填写说明。
①表格编号说明:××一××同类表格顺序号表格专业分类编码(专业分类中两个关键字各取前一个拼音字母)例如:TY-01为工程“通用”表格中的第一个表格。
②表格中工程编号填写说明。
a.工程编号由分部、子分部、分类、顺序号4组代号组成,组与组之间应用横线隔开,具体编写如下:b.属于单位工程整体管理内容的资料,编号中的分部、子分部工程代号可用“00”代替。
c.同一厂家、同一品种、同一批次的施工物资用于两个分部、子分部工程时,资料编号中的分部、子分部工程代号可按主要使用部位填写。
(5)C类表格应符合工程档案组卷要求。
除另有规定外,C类表格的纸张尺寸为A4(297mm×210mm)版面,其页边距设置为左侧30mm,上、下、右各为20mm;左边界装订,字体为标准宋体字。
(6)检验批质量验收记录执行国家、地方和行业相关质量验收规范,根据主管部门对各专业检验批表格保存方法的相关要求进行归档。
(7)针对目前油气田地面工程常见的橇装设备,应区分两种情况进行管理。
第一类为签订采购合同,整体运送到现场的橇装设备,此类橇装设备应按照1台静止(或转动)设备进行管理,填写设备整体的验收及安装的相关资料表格;第二类为签订工程施工合同,由施工单位在现场将各分散设备、管道等元件组装成橇,此类橇装设备应按照工程施工进行管理,针对橇上的每一台单独设备、管道、电气及仪表设备填写验收及安装的相关资料表格。
焊接记录文本表

专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享
专业知识--整理分享。
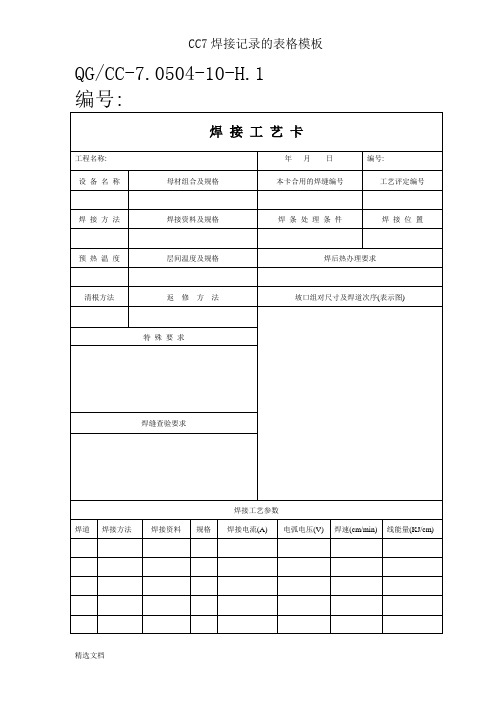
CC7焊接记录的表格模板
材料名称
牌号
规格
单位
数量
备注
QG/CC-7.0504-10-H.25编号:
材料复验通知单
资料名称
资料规格
材质
炉号
批号
复验号
复验要求
复验项目
备注
资料责任师:资料查验员:年月日
QG/CC-7.0504-10-H.26编号:
焊接资料入库/发放台帐
材料名称
牌号
规格
入/出库
日期
合
格
证
号
入
出生年代
工种
一般工龄
本岗工龄
级别
文化程度
健康状况
代号
钢印代号
所属单位
从事
锅炉
压力
容器
焊接
工作
简历
何
时
何
地
受
过
何
种
奖
励
QG/CC-7.0504-10-H.13编号:
焊工档案
考试
日期
钢材
类别
焊接
方法
试件分
类代号
考试
规范
合格证
发放单位
备注
(合格证号)
QG/CC-7.0504-10-H.14编号:
钢印代号
出生年代
焊接工龄
企业焊工考试委员会:
自己经过训练,现申请进行以下项目的考试,请批改。
序号
母材
焊接方法
焊接资料
焊接地点
牌号
规格
根层
其余层
根层
其它层
申请人:日期:
企业焊工考试委员会心见:
(盖印)日期:
QG/CC-7.0504-10-H.9编号:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检查日期
断
口
检
验
检验结果
检验报告编号
检验日期
冷
弯
试
验
面弯
背弯
侧弯
检验报告编号
检验日期
金相宏观检验
检验结果
检验报告编号
检验日期
审核:检查员:
QG/CC-7.0504-10-H.11编号:
施焊焊工资格审查表
焊工姓名
代号
合格证号
合格项目代号
发证日期
发证单位
焊接责任师:焊接检查员:
日期:日期:
QG/CC-7.0504-10-H.12编号:
热
温
度
℃
层
间
温
度
℃
直后热
焊
后
热
处
理
外
观
检
查
检验结果
备
注
湿度℃
湿
度
%
风
力
(级)
温
度
℃
时
间
(分)
坡口
根层
最终层
PT
FT
RT
PT
MT
FT
RT
PT
MT
UT
FT
焊接责任工程师:检查:记录:
QG/CC-7.0504-10-H.19编号:
焊缝检验委托单
序
号
焊缝编号
焊接方法
根层
检验标准
其它层
材质
规格
检验方法
坡口
根层
焊工代号
焊接日期
不允许缺陷
有限允许缺陷
结果
处理
后
结果
裂纹
气孔
夹渣
熔合
性
飞溅
咬边
余高
表面缺陷
错位
深度
mm
长度
mm
余高
mm
深度
mm
长度
mm
错位
mm
审核:检查员:
QG/CC-7.0504-10-H.18编号:
焊接综合记录
材质
焊接
方法
根层
焊接材料
根层
背面气体保护
规格
其它层
其它层
日期
焊接环境
焊缝
编号
焊
工
代
号
预
QG/CC-7.0504-10-H.16编号:
焊接质量统计表
统计单位
统计期间
自年月日
至年月日
备注
焊工
姓名
代号
材质
规格
焊缝
总长
(米)
返修
总长
(米)
一次
合格
率
透视照
片总数
(张)
返修照
片总数
(张)
一次
合格率
备注
审核:焊接检查员:
QG/CC-7.0504-10-H.17编号:
焊缝表面质量检查报告
序号
焊缝编号
报告编号
弯曲试验
试样号
弯曲类型
弯曲角度
弯心直径
结论
报告编号
冲击韧性
试样号
缺口位置
缺口韧性
试验温度(℃)
冲击值(J)
报告编号
焊接工艺评定报告(四)
QG/CC-7.0504-10-H.7编号:
金
相
检
验
试件号
焊接接头显微组织
宏观缺陷
结论
报告编号
焊缝
母材
热影响区
晶间腐蚀试验
试件号
试验方法
标准
结论
报告编号
角焊缝试验和组合焊缝试验
试件位置
母材钢号
焊条牌号及直径
钢板厚度
焊丝牌号及直径
钢管外径和壁厚
焊剂牌号
焊接方法
钨极牌号及直径
试件形式
保护气体
外
观
检
查
焊缝余高
焊缝余高差
比坡口每侧增宽
宽度差
焊缝不直度
背面焊缝余高
通球检验
角焊缝凹凸度
焊脚
裂纹
未熔合
夹渣
咬边
未焊透
背面凹坑
焊瘤
变形角度
错边量
检查人员
检查日期
无
损
探
伤
照相质量等级
焊缝质量等级
最终层
PT
FT
RT
PT
MT
FT
RT
PT
MT
UT
FT
焊缝位置及编号图
委托单位:焊接检查员:年月日
QG/CC-7.0504-10-H.20编号:
机械性能试验委托单
品名
材质
使用标准
序号
试件(焊缝)编号
试件规格
试验类型
备注
委托人:年月日
QG/CC-7.0504-10-H.21编号:
热处理工艺卡
工艺卡编号:
升温速度:
操作人
热处理
硬度试验
QG/CC-7.0504-10-H.24编号:
材料计划表
项目:装置:工号:
材料名称
牌号
规格
单位
数量
备注
QG/CC-7.0504-10-H.25编号:
材料复验通知单
材料名称
材料规格
材质
炉号
批号
复验号
复验要求
复验项目
备注
材料责任师:材料检验员:年月日
QG/CC-7.0504-10-H.26编号:
焊接工龄
技术等级
焊工钢印
基本知识
考试日期
考试编号
考试成绩
主考人签章
操
作
技
能
考试日期
试件编号
考试项目(代号)
考试结果
主考人
考试单位
考试单位地址
考试委员会结论:(允许担任的焊接工作)
考试委员会主任委员:
年月日
监检部门结论:
年月日
QG/CC-7.0504-10-H.10编号:
焊工考试记录表(二)
试件编号
考试日期
焊工档案
No.1
姓名
性别
出生年月
工种
一般工龄
本岗工龄
级别
文化程度
健康情况
代号
钢印代号
所属单位
从事
锅炉
压力
容器
焊接
工作
简历
何
时
何
地
受
过
何
种
奖
励
QG/CC-7.0504-10-H.13编号:
焊工档案
考试
日期
钢材
类别
焊接
方法
试件分
类代号
考试
规范
合格证
发放单位
备注
(合格证号)
QG/CC-7.0504-10-H.14编号:
设备/管线号:
升温时间:
材料牌号:
保温温度:
材料规格:
保温时间:
加热方法:
降温速度:
加热设备:
降温时间:
测温方法:
硬度要求:
测温计型号:
其他要求:
加热宽度:
保温材料:
保温厚度:
热处理曲线
编制人:年月日
QG/CC-7.0504-10-H.22编号:
热处理委托单
序号
设备号/管线号/试件号
焊接
方法
根层:
其它层:
适用于焊件母材厚度的范围
焊接材料
焊条类别
焊条标准
焊条(丝)牌号
规格
焊剂牌号
焊条(丝)熔敷金属化学成分(%)
焊条(丝)牌号
C
Si
Mn
P
S
Cr
Ni
Mo
v
Ti
焊接位置
对接焊缝位置
焊接方向(向上、向下)
角焊缝位置
预热
预热温度(℃)
层间温度(℃)
加热方式
焊后热处理
加热温度(℃)
升温速度(℃/h)
保温时间(分)
焊工档案
No.3
工作
时间
工程
项目
母材
型号
焊条
(丝)型号
透视片一
次合格率
综合
评定
焊接检查
员签字
质
量
事
故
记
载
QG/CC-7.0504-10-H.15编号:
焊工业绩档案
姓名
性别
钢印
年度
月份
工程
名称
从事何种焊接工作
焊缝长
度或焊
口个数
透视
片数
返修
片数
合格
(%)
合格率坐标图
1
2
3
4
5
6
7
8
9
10
11
12
焊接责任师:(%)0102030405060708090 100
直径
钨极规格及类型
熔化极气体保护焊熔滴过渡形式
焊丝送进速度范围
技术措施
编制
日期
审核
日期
QG/CC-7.0504-10-H.4编号:
焊接工艺评定报告(一)
单位名称:批准人签字:
焊接工艺指导书编号:日期:
焊接工艺评定报告编号:焊接方法:
焊接接头
坡口型式
焊缝示意图
母材
钢材标准号
钢号
类组号
厚度直径
焊接材料
焊条标准
焊条(丝)牌号
规格
焊剂牌号
焊接位置
对接焊缝位置
焊接方向(向上、向下)
角焊缝位置
预热