焊缝焊接质量检查记录表
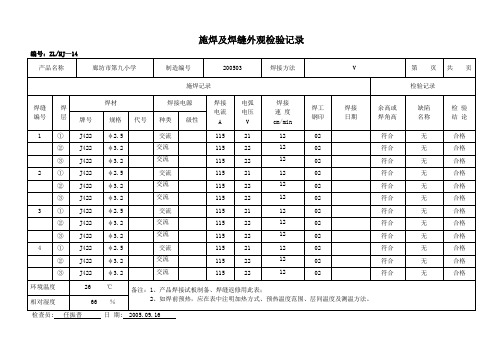
焊缝质量检查记录施焊及焊缝外观检验记录
第 页
共 页
施焊记录
检验记录
焊缝编号
焊 层
焊材
焊接电源
焊接
电流
A
电弧
电压
V
焊接
速 度
cm/min
焊工
钢印
焊接
日期
余高或
焊角高
缺陷
名称
检验
结 论
牌号
规格
代号
种类
级性
25
①
J422
φ2.5
交流
115
21
12
02
符合
无
合格
②
J422
φ3.2
交流
115
22
12
02
符合
无
合格
③
J422
φ3.2
交流
115
22
速 度
cm/min
焊工
钢印
焊接
日期
余高或
焊角高
缺陷
名称
检验
结 论
牌号
规格
代号
种类
级性
5
①
J422
φ2.5
交流
115
21
12
02
符合
无
合格
②
J422
φ3.2
交流
115
22
12
02
符合
无
合格
③
J422
φ3.2
交流
115
22
12
02
符合
无
合格
6
①
J422
φ2.5
交流
115
21
12
02
符合
无
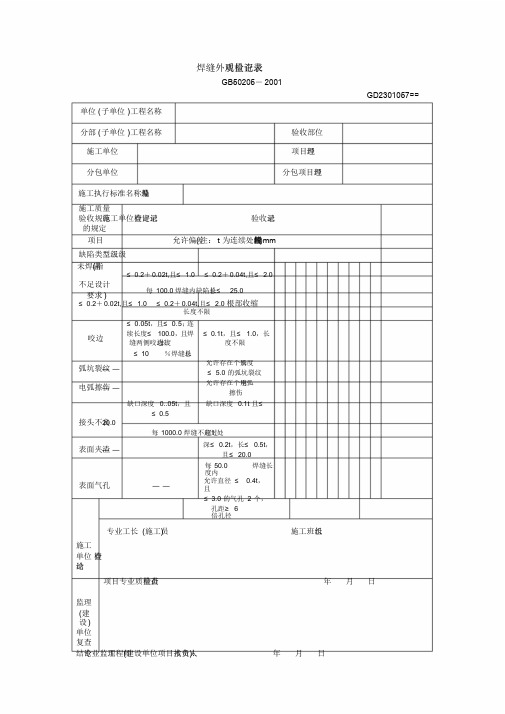
焊缝焊接质量检查记录表

单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
《钢结构工程施工质量验收规范》(GB50205-2001)
施工质量验收规范的规定
施 工 单 位 检 查 评 定 记 录
验收记录
项目
允许偏差(注:t为连接处较薄的板厚)㎜
施工单位检查结论
专业工长(施工员)
施工班组长
项目专业质量检查员:年月日
监理(建设)单位复查结论
专业监理工程师(建设单位
项目专业技术负责人):年月日
≤0.1t,且≤1.0,长度不限
弧坑裂纹
—
允许存在个别长度≤5.0的弧坑裂纹
电弧擦伤
—
允许存在个别电弧擦伤
接头不良
缺口深度0.05t,且≤5.0
缺口深度0.1t,且≤1.0
每1000.0焊缝不应超过1处
表面夹渣
—
深度0.2t,ta长度内允许直径≤0.4t,且≤3.0的气孔2个,孔距≥6倍孔径
缺陷类型
二级
三级
符合设计要求
未焊满(指不足设计要求)
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
每100.0焊缝内缺陷总长≤25.0
根部收缩
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
长度不限
咬边
≤0.05t,且≤0.5;连续长度≤100.0,且焊缝两侧咬边总长度≤10%焊缝总长
焊接自检记录表

自检记录表
焊4—1
注:接头已清理和焊逢尺寸符合要求时,以“√”表示,“未清理”和“焊逢尺寸不符合要求”以“×”
表示。
班组长:焊工:
焊接质量等级评定结果通知单
焊4—4
公司(处)质检部门(公章)焊接质检员:签发日期:
分项工程焊接接头表面质量检验评定表
单位:mm 焊4—2
注:验评结果符合格级标准者,在相应检验指标下记√,优良者记Δ。
合格级与优良级标准相同亦记Δ。
公司(处)质检代表:工地(队)技术负责人:
工地(队)质检员:班组长:验评日期:
分项工程焊接综合质量等级评定表
焊4—3
设单位代表:工地(队)技术负责人:
公司(处)质检代表:验评日期:
工地(队)质检员:。
焊缝外观质量检查记录表[1]
![焊缝外观质量检查记录表[1]](https://img.taocdn.com/s3/m/49c195e14431b90d6d85c7c9.png)
GB50205-2001
GD2301057
单位(子单位)工程称号
广州国际玩具礼物城(第一期)工程(第一区)
分部(子分部)工程称号
钢布局
验收部位
1-1~1-10×1-A~1-G屋顶
施工单位
汕头市建筑工程总公司
项目司理
蓝国炘
分包单位
分包项目司理
施工执行尺度称号及编号
施工质量验收规范的规定
≤0.1t,且≤1.0,长度不限
0
0
0
0
0
0
合格
弧坑裂纹
—
允许存在个别长度≤
0
0
0
0
0
0
0
0
0
0
合格
电弧檫伤
—
允许存在个别电弧檫伤
0
0
0
0
1
0
0
0
0
0
合格
接头不良
缺口深度0.05t,且≤
缺口深度0.1t,且≤
0
0
0
0
0
0
0
合格
0
0
0
0
0
0
0
0
0
0
合格
概况夹杂
—
深≤0.2t,长≤≤
0
0
0
0
0
0
0
0
0
0
≤0.2+0.04t,且≤
合格
长度不限
咬边
≤0.05t,且≤0.5;持续长度≤100.0,且焊缝两侧咬边总长度≤10%焊缝总长
≤0.1t,且≤1.0,长度不限
合格
弧坑裂纹
—
074焊缝外观质量检查记录表GD2301074

施工执行的技术标准(含企业 的工艺规定工法等)名称及编 《现场设备、工业管道焊接工程施工及验收规范》 号 施工质量验收规范的规定 项目 缺陷类型 未焊满(指不 足设计要求) 0 二级 三级
施工单位检查评定记录
每100.0焊缝内缺陷总长≤25.0
22 21 14 9 14 11 14 18 16 13
表面气孔
—————
0 0 0 0 0 0 0 0 0 0
专业工长(施工员)签名 施工班组长签名
专业承包施工单位 检查评定结果
主控项目合格,一般项目符合要求。 项目专业质量检查员(签名): 年 月 日
监理(建设) 单位验收结论
专业监理工程师(签名): (建设单位项目专业技术负责人签名):
年
月
日
焊缝外观质量检查记录表
GB 50205-2001
GD2301074 单位(子单位)工程名称 分部(子分部)工程名称 相关验收部位 (层、区、段、房、屋) 总承包施工单位 专业承包施工单位 广州万达文化旅游城商业楼(自编万达茂) 空调(冷、热)水系统/管道系统及部件安装 桁架层风机房 中国建筑第八工程局有限公司 大连冰山集团工程有限公司 项目负责人 刘海球 项目负责人 邱志鹏 GB50683-2011 监理(建 设) 单位验收
根部收缩 长度不限
咬边
弧坑裂纹 电弧擦伤 接头不良
————— —————
允许存在个别长度 ≤5.0的弧坑裂纹
0 0 0 1 0 0 1 0 0 0 1 0 0 0 1 0 0 0 0
允许存在个别电弧擦伤 0
每1000.0焊缝不应超过1处 表面夹渣 —————
ห้องสมุดไป่ตู้
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
焊缝外观质量检查记录表
焊缝外观质量检查记录表GB50205-2001GD2301057□□单位(子单位)工程名称分部(子单位)工程名称验收部位施工单位项目经理分包单位分包项目经理施工执行标准名称及编号施工质量验收规范施工单位检查评定记录验收记录的规定项目允许偏差(注:t 为连续处较薄的板厚)mm缺陷类型二级三级未焊满(指≤0.2+0.02t,且≤ 1.0 ≤0.2+0.04t,且≤ 2.0不足设计要求) 每100.0 焊缝内缺陷总长≤25.0≤0.2+0.02t,且≤ 1.0 ≤0.2+0.04t,且≤ 2.0 根部收缩长度不限≤0.05t,且≤0.5;连咬边续长度≤100.0,且焊缝两侧咬边总长度≤10%焊缝总长≤0.1t,且≤ 1.0,长度不限弧坑裂纹——允许存在个别长度≤ 5.0 的弧坑裂纹电弧擦伤——允许存在个别电弧擦伤缺口深度0..05t,且缺口深度0.1t 且≤≤0.5接头不良20.0每1000.0 焊缝不应超过1处表面夹渣——深≤0.2t,长≤0.5t,且≤20.0每50.0焊缝长度内表面气孔——允许直径≤0.4t,且≤ 3.0 的气孔 2 个,孔距≥6倍孔径专业工长(施工员)施工班组长施工单位检查结论项目专业质量检查员:年月日监理(建设)单位复查结论专业监理工程师(建设单位项目技术负责人):年月日说明本表适用于二、三焊缝外观质量检查。
1.T型接头、十字结构、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸不应小于t/4;设计有疲劳验算要求的吊车梁和类似构件的腹板与上翼缘连接焊缝的焊脚尺寸为t/2,且不应大于10mm。
焊脚尺寸的允许偏差为0~4mm。
检查数量:资料全数检查;同类焊缝抽查10%,且不应少于3条。
检验方法:观察检查,用焊缝量规抽查测量。
2.焊缝表面不得有裂纹、焊瘤等缺陷。
一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。
且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
检验方法:每批同类构件抽查10%,且不应少于3件;被抽查构件终,每一类型焊缝按条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。
焊缝焊接质量检查记录表

符合设计及规范要求
焊缝外形尺寸
焊缝余高h
B<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25
焊缝宽度c
底板对接缝:g+4 ~ g+14,g:坡口外口尺寸
面板对接缝:g+4 ~ g+14,g:坡口外口尺寸
4
7
9
5
横隔板对接等其它:g+4~g+8g:坡口外口尺寸g=16
符合设计及规范要求
咬边
面底板对接缝、锚箱U肋不允许
符合设计及规范要求
其它≤0.3
符合设计及规范要求
裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤
不允许
符合设计及规范要求
飞溅
消除干净
符合设计及规范要求
表面Байду номын сангаас孔
对接焊缝不允许
符合设计及规范要求
U肋等主要角焊缝直径<1每米气孔不多余二个,孔间距≥20
符合设计及规范要求
D45
焊缝焊接质量检查记录表
工程名称
工程编号
部位
焊接材料
型
号
Q235-B
规格
δ=20
炉批号
20
φ57×3.5
焊接位置
平焊
焊接方法
焊条电弧焊
项次
20
规定值或允许偏差
mm
检查结果
验收记录
是否符合设计规定验收要求
焊缝外观质量
未焊满
等强对接焊缝不允许,其他≤0.2+0.02t,且<1
符合设计及规范要求
咬边
面底板对接缝、锚箱U肋不允许
监理(建设)
焊缝检查记录表

注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
注:1、检查项目:符合要求时以“√”表示,不符合要求”以“×”表示;2、检查结果:合格的以“√”表示,不合格的以“×”表示。
二、三级焊缝外观质量检查记录(一)

一般项目:检查 点,其中合格 点,合格率 %。
注:(1)、表内t为连接处较薄板厚; 班 组 长: 质 检 员:
(2)、检查数量:每批同类构件抽查10%,且不应少于三件, 或专业工长: 或项目技术负责人:
被抽查构件中,每一类型焊缝按条娄抽查5%,且不应
少于1条,每条检查一处,总抽查处不应少于10处; 年 月 日 年 月 日
≤0.2+0.02t,≤1.0
≤0.2+0.04t,≤2.0
≤0.05t,≤0.5
连续ቤተ መጻሕፍቲ ባይዱ度≤100.0
≤0.1t,≤1.0
允许存在个别长度≤5.0的弧抗裂纹
每100.0焊缝内缺陷总长≤25.0
长度不限
焊缝两侧咬边总长≤10%焊缝全长
长度不限
抽查构件
焊 缝
检 查 情 况
编号
数量
类型
条数
检查结果
主控项目:检查 项,符合要求 项。
GB50205-2001
(表A.0.1)
二、三级焊缝外观质量检查记录㈠(5.2.8条)
检查批次:共批,第批。
工程名称: 施工单位: 制作数量: 同类构件名称:
缺陷类型
未焊满(指不足设计要求)
根部收缩
咬 边
弧坑裂纹
允许偏差(mm)
二级
三级
焊接检验质量验收记录表
焊接检验质量验收记录表一、引言焊接检验是确保焊接结构安全性和质量的关键过程。
通过对焊接接头的物理、化学和机械性能进行全面评估,可以有效地保证焊接工程的质量。
本文将详细介绍焊接检验质量验收记录表及其重要性。
二、焊接检验质量验收记录表概述焊接检验质量验收记录表是一份详细记录焊接接头质量信息的文件。
该记录表包含了焊接接头的各项质量指标,如焊缝外观、尺寸、硬度、金相组织、无损检测等。
通过对这些数据的分析,可以判断焊接接头是否符合设计要求,从而确保焊接工程的质量。
三、焊接检验质量验收记录表的内容1、焊缝外观检查:记录焊缝的表面质量,如咬边、焊瘤、飞溅等缺陷。
2、焊缝尺寸测量:测量焊缝的宽度、高度、间隙等尺寸,判断是否符合设计要求。
3、硬度检测:通过硬度计测量焊缝和母材的硬度,判断是否符合技术标准。
4、金相组织分析:通过金相显微镜观察焊缝的金相组织,判断其结晶质量和显微组织。
5、无损检测:采用超声波、射线等方法对焊缝进行无损检测,判断内部是否存在缺陷。
四、焊接检验质量验收记录表的重要性1、保证焊接工程质量:通过焊接检验质量验收记录表,可以全面了解焊接接头的各项质量指标,从而保证焊接工程的质量。
2、指导焊接施工:通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
3、确保安全:焊接检验质量验收记录表是工程验收的重要依据,也是保证焊接结构安全的重要手段。
4、为未来工作提供参考:焊接检验质量验收记录表可以为以后的焊接工程提供参考,避免出现类似的问题。
五、结论焊接检验质量验收记录表是保证焊接工程质量的重要工具。
通过详细记录和评估焊接接头的各项质量指标,可以有效地保证焊接结构的安全性和稳定性。
通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
因此,我们应该充分重视焊接检验质量验收记录表的重要性,并将其作为焊接工程质量控制的重要组成部分。
检验批质量验收记录表一、引言在建筑工程中,质量验收是决定工程最终质量的关键环节。
压力管道焊缝外观质量检查记录表
压力管道焊缝外观质量检查记录表
1. 项目信息,记录表的名称、编号、填写日期等基本信息。
2. 管道信息,包括管道材质、规格、焊接位置等信息。
3. 焊工信息,记录参与焊接的焊工姓名、编号等信息。
4. 检查标准,列出焊缝外观质量的检查标准和要求,可以包括焊缝表面平整度、气孔、裂纹、夹渣等方面的要求。
5. 检查工具,记录使用的检查工具,如焊缝探伤仪、焊缝表面粗糙度测量仪等。
6. 检查过程,详细描述焊缝外观质量的检查过程,包括检查位置、方法、结果等。
7. 检查结果,记录每次检查的结果,包括合格、不合格、待修复等情况。
8. 备注,对检查过程中出现的特殊情况或需要特别说明的地方
进行备注。
在填写记录表时,需要严格按照相关标准和规范进行检查,并确保记录的真实性和准确性。
这样的记录表有助于管道焊缝外观质量的监控和管理,对于确保焊接质量、提高工程安全性具有重要意义。
焊接质量检查记录表
焊接质量检查记录表
1. 项目信息
- 日期:[填写日期]
- 项目名称:[填写项目名称]
- 焊工姓名:[填写焊工姓名]
- 焊接工艺:[填写焊接工艺]
- 检查人员:[填写检查人员姓名]
- 焊接材料:[填写焊接材料]
2. 检查内容
2.1 准备工作
- 材料准备:[填写材料准备情况,如焊条、焊丝等]
- 工具准备:[填写工具准备情况,如焊接机、电钳等]
- 环境准备:[填写焊接环境准备情况,如通风、安全措施等]
2.2 焊接过程
- 焊接温度:[填写焊接过程中的温度情况]
- 焊接时间:[填写焊接过程中的时间情况]
- 焊接电流:[填写焊接过程中的电流情况]
- 焊接电压:[填写焊接过程中的电压情况]
- 焊接速度:[填写焊接过程中的速度情况]
2.3 焊缝质量
- 焊缝外观:[填写焊缝外观质量,如焊缝是否饱满、平整等] - 焊缝尺寸:[填写焊缝尺寸情况,如宽度、高度等]
- 焊缝密度:[填写焊缝密度情况,如焊缝内是否有气孔、夹渣等问题]
- 焊缝强度:[填写焊缝强度情况,如焊接的连接强度是否达到要求]
3. 检查结果
- 合格:[填写检查结果是否合格]
- 不合格原因:[填写不合格的具体原因]
- 处理措施:[填写如何处理该焊接不合格情况]
- 备注:[填写其他需要备注的事项,如检查人员的建议、注意事项等]
4. 检查人员签名
- 检查人员:[检查人员姓名]
- 签名:[检查人员签名] - 日期:[填写日期]。
焊缝表面质量(观感)检查记录表(自检)
焊缝表面质量(观感)检查记录表(自检)
编辑整理:
尊敬的读者朋友们:
这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(焊缝表面质量(观感)检查记录表(自检))的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为焊缝表面质量(观感)检查记录表(自检)的全部内容。
表7。
1.1 焊缝表面质量(观感)检查记录表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊缝外形尺寸
焊缝余高h
B<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25
焊缝宽度c
底板对接缝:g+4 ~ g+14,g:坡口外口尺寸
面板对接缝:g+4 ~ g+14,g:坡口外口尺寸
2
3
1
10
横隔板对接等其它:g+4~g+8g:坡口外口尺寸g=16
4
7
5
3
焊波
任意25mm焊缝长度内焊缝余高hmax-hmin<2
6
6
4
7
焊波
任意25mm焊缝长度内焊缝余高hmax-hmin<2
0
1
1
0
焊角尺寸K值偏差
锚箱、风嘴部位K:0~+2
其它: +2 ~-1;全长10%范围内允许-1~+3
2
1
-1
-1
D45
焊缝焊接质量检查记录表
工程名称
青岛中学周边水系景观及公共配套二期工程
工程编号
部位
滨海花园区廊架
焊接材料
型
号
Q235-B
规格
δ=20
炉批号
20
φ57×
焊接位置
平焊
焊接方法
焊条电弧焊
项次
20
规定值或允许偏差
mm
检查结果
验收记录
是否符合设计规定验收要求
焊缝外观质量
未焊满
等强对接焊缝不允许,其他≤+,且<1
符合设计及规范要求
其它≤
符合设计及规范要求
裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤
不允许
符合设计及规范要求
飞溅
消除干净
符合设计及规范要求
表面气孔
对接焊缝不允许
符合设计及规范要求
U肋等主要角焊缝直径<1每米气孔不多余二个,孔间距≥20
符合设计及规范要求
横隔板等其他焊缝直径<每米气孔不多余二个,孔间距≥20
符合设计及规范要求
咬边
面底板对接缝、锚箱U肋不允许
符合设计及规范要求
其它≤
符合设计及规范要求
裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤
不允许
符合设计及规范要求
飞溅
消除干净
符合设计及规范要求
表面气孔
对接焊缝不允许
符合设计及规范要求
U肋等主要角焊缝直径<1每米气孔不多余二个,孔间距≥20
符合设计及规范要求
焊缝焊接质量检查记录表
D45
焊缝焊接质量检查记录表
工程名称
工程编号
部位
焊接材料
型
号
Q235-B
规格
δ=20
炉批号
20
φ57×
焊接位置
平焊
焊接方法
焊条电弧焊
项次
20
规定值或允许偏差
mm
检查结果
验收记录
是否符合设计规定验收要求
焊缝外观质量
未焊满
等强对接焊缝不允许,其他≤+,且<1
符合设计及规范要求
咬边
面底板对接缝、锚箱U肋不允许
横隔板等其他焊缝直径<每米气孔不多余二个,孔间距≥20
符合设计及规范要求
焊缝外形尺寸
焊缝余高h
B<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25
焊缝宽度c
底板对接缝:g+4 ~ g+14,g:坡口外口尺寸
面板对接缝:g+4 ~ g+14,g:坡口外口尺寸
4
7
9
5
横隔板对接等其它:g+4~g+8g:坡口外口尺寸g=16
1
1
0
1
焊角尺寸K值偏差
锚箱、风嘴部位K:0~+2
其它: +2 ~-1;全长10%范围内允许-1~+3
1
2Hale Waihona Puke 2-1焊缝无损检测
焊缝一次合格率
射线:100 %;超声:100 %;磁粉:100 %。最终100%
结论
合格
施工单位
检查评定结果
项目质检员:年月日
监理(建设)
单位验收结论
监理工程师:
(建设单位项目技术负责人)年月日