纺织工艺及设备课件9-卷取送经
卷取和送经二课件

卷取和送经的操作流程
操作前的准备
检查设备
确保卷取和送经设备正 常工作,无故障隐患。
准备工具
准备所需的工具,如剪 刀、胶带等。
检查材料
检查需要卷取和送经的 材料,确保无破损、污
渍等问题。
确定工艺参数
根据生产要求,确定所 需的工艺参数,如张力
、速度等。
卷取操作步骤
打开卷取设备
按照操作说明打开卷取设备,检查设备是否 正常工作。
调整张力
根据材料性质和生产要求,调整设备的张力 ,确保卷取效果良好。
将材料放置在卷取设备上
将需要卷取的材料放置在卷取设备上,确保 材料平整、无褶皱。
开始卷取
按下开始按钮,设备开始卷取材料,注意观 察卷取情况,确保无异常情况发生。
送经操作步骤
打开送经设备
按照操作说明打开送经设备,检查设 备是否正常工作。
培训操作人员
对操作人员进行培训,提高他 们的技能水平,使其能够更好 地应对卷取和送经过程中的问
题。
05
CHAPTER
卷取和送经的案例分析
案例一:某纺织厂的卷取和送经工艺优化
总结词:工艺优化
详细描述:某纺织厂在生产过程中遇到了卷取和送经环节的问题,通过改进工艺 流程、调整设备参数等措施,提高了生产效率和产品质量。
案例二:某印染厂的卷取和送经设备升级改造
总结词
设备升级改造
详细描述
某印染厂为了适应市场需求和提高生产效率,对卷取和送经设备进行了升级改造,采用了新型的自动化控制技术 ,提高了设备的稳定性和生产效率。
案例三:某服装厂的卷取和送经操作培训
总结词:操作培训
详细描述:某服装厂为了规范员工的卷取和送经操作,提高生产效率和产品质量,组织了专业的操作培训,使员工能够熟练 掌握相关技能和操作规范。
第五章 卷取与送经
3.纬密的调整
(1)根据类似织物预先估算出织物的a% (2)根据估算a%,考虑工厂实际变换齿轮的备件情况, 初步计算和选定变换齿轮z1 z3 z2 z6 (3)少量试织,边试织边调整,逐步逼近标准纬密
(二) 积极式间歇卷取机构
1、密度的确定
PW= Pw′ /1-a% =143.1× z3/z2× (1-a%) (根/10cm) 缺点: (1)机构的运动带有冲击性,容 易引起机件磨损,动作失误,产 生织物的纬向稀密路疵点 (2)布面游动较大,容易造成断 边纱。
主轴回转一周,织入一根纬 纱,卷取辊3转过n3转,则 L=π D n3
2. Pw′与 PW关系
下机缩率:织物在织机上时,处于经向的张紧状态, 待其下机之后,经向张力消失,织物产生经向收缩,收 缩的程度称为下机缩率 a%=(L1-L2)/L1 (L1为机上长度,L2为机下长度) a随织物原料、织物组织、密度、纱线号数、上机张力 以及车间温湿度等因素而异。一般为1~3%。 PW= Pw′ /1-a% 计算值PW与标准(设计)值PW的差 :∣△PW∣/ PW<1%
二、消极式卷取机构 (自学) 三、边撑 作用: 1. 撑开布幅抵抗收缩,保护边经,保护钢筘。 2. 决定织口的高度 型式 (1) 刺辊式 (2)刺环式 (3)刺盘式
已知蜗杆1的转速与主 轴的转速相同,刺毛辊的直 径为15.997cm,Z1=2T, Z2=60T, Z7=10T, Z8=49T, Z9=13T, Z10=48T 。 求该机构的卷取常数C
第二节 送经机构
作用: 1. 送出经纱 经轴回转机构 2. 控制上机张力 调节机构 型式:1. 消极式 趋于淘汰 2. 积极式 机械式 电子式
积极回转 积极调节(自动) 积极回转 消极调节(自动)
纺织科学技术:送经和卷取(最新版).doc
纺织科学技术:送经和卷取(最新版) 考试时间:120分钟 考试总分:100分遵守考场纪律,维护知识尊严,杜绝违纪行为,确保考试结果公正。
1、问答题 简述边撑的作用? 本题答案: 2、多项选择题 织机起火应怎样处理( )A 、必须先切断电源 B 、用干沙、滑石粉扑灭 C 、用干粉灭火器扑灭 D 、用水扑灭 E 、用泡沫灭火器扑灭 本题答案: 3、单项选择题 下列织机中采用连续式卷取,其中通过无级变速器调节纬密的织机是( )。
A 、SOMET 公司SM93型剑杆织机 B 、PICANOL 公司GTM 型剑杆织机 C 、SMIT 公司TP500型剑杆织机 D 、VAMATEX 公司9000型剑杆织机 本题答案: 4、填空题 电子送经机构经纱张力采集系统有接近开关方式和( )方式。
本题答案: 姓名:________________ 班级:________________ 学号:________________--------------------密----------------------------------封 ----------------------------------------------线----------------------5、单项选择题七轮式卷取机构属于()A、积极式B、消极式C、积极间歇式D、积极连续式本题答案:6、多项选择题以下几种情况需要使用双织轴织造()A、经密特别大B、纬密特别大C、毛巾织物D、两种经纱织缩不同E、泡泡纱织物本题答案:7、单项选择题钢板是用来控制()A、多梭箱机构B、多臂开口机构C、投梭机构D、卷取机构本题答案:8、单项选择题连续式送经最显著的优点是()。
A、送经量调节方便B、送经量调节范围大C、经纱张力调节简便D、经纱张力控制的准确性较好本题答案:9、单项选择题新型织机送经机构多采用()A、消极式B、调节式积极式C、积极式C、间歇式本题答案:10、判断题新型织机多采用调节式积极送经机构。
卷取和送经

电子卷取具备上述全部优点:积极、连续、 无级。且可织造变纬密织物。纬密调节便捷。
SYTU 54
三、边撑
(一)边撑的作用
在织物形成过程中,经纬纱的交织导致了纬 纱的收缩,使得织物宽度小于经纱的穿筘幅 宽,造成织口处的经纱(特别是边部经纱) 的倾斜曲折。
间接传动方式可达到较大卷装,且落 布无需停车。
SYTU 34
二、积极式卷取装置及其工作原理 (一)积极式连续卷取装置
1、机械式 2、电子式
SYTU 35
2、电子卷取装置
卷取辊由专门的卷取电机(交 流伺服电机)经减速装置传动。
卷取电机的设定速度根据纬密 和下机缩率确定。
机械结构大大简化。
SYTU 36
2、电子卷取装置
(1)工作原理
SYTU 37
2、电子卷取装置
卷取电机的设定转速(卷取量设定值)是 根据织物纬密(人工输入)和织机主轴转速 (CPU通讯获得)两个参数确定的。
SYTU 38
2、电子卷取装置
与设定值的比较:通过轴编码器获得卷取 电机转速,经卷取量换算,与设定的卷取量 比较、负反馈得到卷取电机转速的预执行值。
SYTU 45
二、积极式卷取装置及其工作原理
(二)积极式间歇卷取装置
1、七齿轮式
1-卷取杆 2-卷取钩 3-卷取辊 4-保持棘爪 Z1- 棘轮 Z2~ Z7 –齿轮
SYTU 46
(二)积极式间歇卷取装置
1、七齿轮式
(1)工作原理
卷取杆1的下部受筘座 脚驱动,筘座由后方向 前摆动时,卷取杆1逆 时针回转,使得取钩2 拉动棘轮转过1个齿, 卷取辊3顺时针转过一 定角度,实现卷取。
卷取和送经课件
微处理器对送经电机进行控制
❖特点
❖ 电动式送经系统的响应速度比机械式快10倍左右,系统反应和动作执行非常灵敏。
❖ 它对经纱张力的控制精度较高,从满轴到空轴,经纱张力平均差异<2%,波动很小。
❖ 电动式送经系统的结构简单,适应高速
经纱
活动后梁 固定后梁
织轴
主轴角度信号
张力传感器
参数设定
微处理器
送经齿轮 涡轮
(二) 积极式卷取机构
➢ 卷取机构的每纬卷取量一定,
➢ 保证纬纱间距相等 ➢ 分类:连续式卷取、间歇式卷取、纬密可变式卷取l
l
l
❖ 特点
❖ 通过轮系的积极传动,驱动刺毛辊回转,引离织物; ❖ 引离的织物长度可以控制; ❖ 织物纬纱同侧间距相等,但纬纱之间的间距因纬纱粗细不同而有所差异; ❖ 织造提花织物可以取得比较规整的花纹;
间歇式电子卷取机构 卷取辊
减速器
主轴0° 微处理器
驱动器
纬密脉冲
纬密设定
卷取辊
连续式电子卷取机构
卷取量检测
➢连续式电子卷取机构控制过程复 杂、硬件成本较高
-
+ 卷取量设
定
步进电机
减速器 微控制器
伺服电机
伺服控制器 +-
测速发电机
第九章 卷取和送经
二、卷取量的计算
主轴回转一周,织机卷取一次,即每织入一根纬纱我们就卷 走它所形成的织物,所以卷取量L为纬纱的直径,就是说每次 卷取走的织物长度为一根纬纱粗细的长度。
在宽幅织机上,经纱根数多, 经纱总张力较大,制动盘产生 的制动力相对不足
经纱
送经齿轮 制动盘 制动带
利用摆动齿进行制动可大大提 高制动力
第九章 卷取和送经
府绸,细平布、防羽布 条格色布,牛津布、 细薄织物、密织细平布 斜纹,灯芯绒、牛仔布
自动修正卷取和送经
作 业
1、经纬纱织造缩率、送经量 2、在1511M型织机上织药用纱布,其纬密为 59.5根/10cm,经缩aj=2.5%,Dmin=114mm, Dmax=485试求: 1)送经量;2)满轴和空轴每纬锯齿轮转 过的齿数;3)怎样改变送经机构方能符 合药用纱布的纬密要求
机构调节)
2. 送经方式:复习
送经机构工作原理
一、1511M型送经机构工作原理 二、机外送经机构工作原理 三、摩擦离合器式送经机构工作原理 四、带有无级变速器的调节式送经机构
一、1511M型送经机构工作原理
(一)送经量分析 送经量:
每织一根纬纱织轴相应送出的经纱长度。
Lb 100 Lj 1 a j Pw (1 a j )
六、双轴制送经工作原理
电子式
六、双轴制送经工作原理
使用场合
1、两个系统经纱(送经量不同) 2、阔幅织机,两个轴并列送经(送经量相 同
自动松经装置
作用:通过摆动后梁的摆动达到均匀开口过
程中经纱张力的目的。
ZAX型织机松经量的调节范围
织物分类 松 带弹簧 0-6 6 0-6 经 量(mm) 不带弹簧 10 6-8 4-6
四、蜗轮蜗杆积极间歇卷取机构 : P244
1. 主轴一转卷取织物长度:
m Z4 L D Z3Z5
2. 机上纬密:
Z3Z5 P 100 m Z4D
' w
3. 机下纬密:
特点:机械磨损大, 会造成布面游动大。
卷取机构的工作原理
五、积极连续式蜗轮 蜗杆卷取机构确定织 物的纬密
织机的工作原理(精品课件)

通过先进的控制系统和精密的机械制造技术,现代织机能够生产出高质量、高附加值的纺织品。
推动纺织业转型升级
随着纺织业的发展,对纺织品的需求不断升级。现代织机的出现,为纺织业提供了更加先进、高 效的生产工具,推动了纺织业的转型升级。
02
织机的基本构造
开口机构
综框
用于悬挂经纱,在织造过程中上下运 动形成梭口。
织机各机构间的协调配合
开口与引纬的配合
开口机构与引纬机构需 精确配合,确保在梭口
形成时引入纬纱。
打纬与引纬的配合
打纬机构需在引纬完成 后及时进行打纬,确保 纬纱与经纱紧密交织。
卷取与送经的配合
卷取机构和送经机构需 保持同步,确保织物均
匀且张力稳定。
04
织机的工艺参数与调整
经纬纱线的张力调整
经纱张力
定期打开织机外壳,清理内部的灰尘和杂物,特 别是梭道、梭箱和送经机构等关键部位。
检查油位和油路
每天检查织机的油位,确保润滑油充足;同时检 查油路是否畅通,防止油路堵塞。
织机的定期维护与保养
更换润滑油
根据织机使用情况和油品质量,定期更换润滑油,保证织机正常 运转。
检查紧固件
定期检查织机各部位的紧固件,如螺丝、螺母等是否松动或脱落, 及时紧固或更换。
备份易损件
为了缩短维修时间,建议厂家或维修部门提前备份一些常用的易损 件,以便在需要时能够及时更换。
THANKS
连杆、曲轴等传动件
将动力传递给综框,实现综框的升降 运动。
踏盘或共轭凸轮
控制综框的运动规律,使其按照工艺 要求开口。
引纬机构
01
02
03
投梭机构
控制梭子在梭口中的往复 运动,将纬纱引入梭口。
第九章 卷取和送经
越小,Lj越小,纬密越大; 最大为
330度,最小纬密47.3根/10cm
四、双轴制送经工作原理
四、双轴制送经工作原理
一、使用场合 1、两个系统经纱(送经量不同) 2、阔幅织机,两个轴并列送经(送经量 相同 二、原理
五、电子式送经机构工作原理
作业
1、机上纬密、下机纬密、送经量 2、连续式卷取机构的作用原理及特点。 3、卷取机构的任务、送经机构的任务 4、在1511M型织机上只药用纱布,其纬密 为59.5根/10cm,经缩aj=2.5%,试求: 1)送经量;2)满轴和空轴每纬锯齿轮 转过的齿数;3)怎样改变送经机构方能 符合药用纱布的纬密要求
二、连续式卷取机构工作原理
二、连续式卷取机构工作原理
1、纬密计算:主轴与蜗杆转速相同 机上纬密: P ' Z 2 Z 4 Z 6 Z8 Z10 10 108 Z 4 Z 6 w Z1Z 3 Z 5 Z 7 Z 9 D Z3 Z5
下机纬密:
108 Z 4 Z 6 Pw 1 a Z3 Z5
(二)张力调节装置(略)
二、机外送经机构工作原理
(一)送经机构(略) (二)送经量计算 m Z 24 Z 26 Lj 每纬送经量: Z Z Z
23 25
D
27
织物下机纬密:
100 Z 23 Z 25 Z 27 Pw m Z 24 Z 26 D (1 a j )
PIV无机变速器调节纬密的卷取机构 电子卷取机构 特点: 1)纬密的变化是无机的,能准确地满足织 物的纬密设计要求。 2)不需要储备变换齿轮。 3)翻改品种方便,可根据需要随时改变卷 取量。
第二节 送经机构工作原理
机织学《卷取和送经》课后习题

1.试述卷取机构和送经机构的作用和工艺要求答:卷取机构的作用是:将织口处初步形成的织物引离织口卷绕到卷布辊上,同时与织机上其它机构相配合,确定织物的纬纱排列密度和纬纱在织物内的排列特征。
送经机构的作用:能根据织物纬密的大小,从织轴上均匀送出相应长度的经纱,确定经纱所需的上机张力,并在织造过程中保持经纱张力大致稳定。
送经的工艺要求:保证从织轴上均匀的送出经纱,以适应织物形成的要求,给经纱以符合工艺要求的上机张力,并在织造过程中保持张力的稳定。
2.试述常用的卷取、送经机构的类型,比较其优缺点。
消极式送经机构-非调节式送经---由经纱拖动织轴回转送出经纱张力均匀难以保证逐步淘汰积极式送经机构调节式送经---由机构传动织轴回转送出经纱但经纱的送出量则是由调节装置根据经纱张力的变化来调节有机械式--以后梁系统的运动来检测经纱张力变化经纱张力自动调节结构较复杂零件易磨损产生机械故障张力控制和调节系统对经纱张力的动态响应较差电子式---机构简单作用灵敏有效防止疵点适应高速双轴制送经机构使用在公称筘幅2300以上的阔幅无梭织机上一般采用并列双轴送经方式卷取机构:(1)积极式的卷取机构特点:从织口处引离的织物长度由卷取机构积极控制,形成织物中纬纱同侧间距相等。
缺点:纬纱间距因纬纱粗细不匀而异。
分类:积极式连续卷取机构积极式间歇卷取机构(2)消极式的卷取机构特点:从织口处引离的织物长度不受控制,形成织物中纬纱的间距比较均匀。
缺点:这种机构比较陈旧适用于纬纱粗细不匀的织物加工(如:废纺棉纱、粗纺毛纱等)送经机构:(1)非调节式送经特点:送经量可由人工通过改变织轴制动力矩来调节。
缺点:人工调节增加挡车工的劳动强度,并且经纱张力均匀程度得不到保证,被淘汰。
(2)调节式送经特点:送经量受当时的经纱张力状态决定或者由感触元件来改变动力矩,从而达到控制送经量的目的。
3.对机械卷取和电子卷取进行比较。
机械卷取:结构简单,调节卷取量方便电子式卷取机构:特点:①不需要变换齿轮②纬密可以无级变化,满足织物设计要求③通过编程可定量卷取和停卷,还可以改变卷曲量6.何为织物的机上纬密和下机纬密?影响织物下机缩率的因素有那些?7.答:纬密是指单位长度(10cm)内所织入的纬纱根数.机上纬密=100/LL为织机主轴回转一周所对应的织物卷取长度(mm).机下纬密=机上纬密/1-织物下机缩率.织物下机缩率随着织物原料种类、织物组织和密度、纱线特数、经纱上机张力及车间温湿度等因素有关.。
卷取和送经

外侧式机械送经经纱张力变化
织轴直径变化过程中,经纱张力比较均匀
外侧式机械送经机构特点
送经机构移到织机 外侧,维修保养方 便 比较宽的纬密覆盖 面 送经工作圆图 缺点:间歇式送经 机构,零件受冲击, 易磨损,送经准确 性较差
带有无级变速器的调节式送经机构
连续式送经机构:连 续的送出经纱,运转 平稳,适应高速 送经量自动调节部分 的感应机件仍为后梁。 通过后梁位置的改变, 改变无级变速器输出 传动比,从而无级调 节送经量,保证经纱 张力稳定
摩擦离合器式送经机构
送经量由主被 动摩擦盘接触 区段长度决定, 属于间歇式送 经机构 该机构的送经 量可作无级变 化的调整 经纱张力控制 的准确性好
送经量的调节
送经量:织机一回转,引入一根纬纱的 过程中,送经机构送出的经纱量
– 通过调节送经机构传动比来实现
– 最大送经量和最小送经量 – 计算织机可织纬密范围 – 参考:机织学P248~249
思考题
什么是送经运动,送经机构的作用是 什么? 调节式送经机构有哪两大部分组成, 各部分的作用是什么? 双轴制送经机构有哪两种形式,各适 合于哪种织物织造,对其有何工艺要 求。 什么是送经量,送经量的大小依据什 么来调节
间歇卷取机构的特点
结构简单,调节方便 卷取中冲击大,机件磨损大 易动作失误,产生织物的纬向 稀密路疵点 不适合高速生产
连续式卷取机构
织机的卷取动作是 连续的,随织机的 运转不断进行 特点
• 运动平稳,无冲击, 机件磨损小 • 能承受较大的经纱 张力,适于大张力 织造,主要用于重 型和新型织机 • 结构较复杂
卷取与送经

第九章卷曲和送经第一节卷取机构卷取机构的作用是将在织口处初步形成的织物引离织口,卷绕到卷布辊上,同时与织机上其他机构相配合,确定织物的纬纱排列密度和纬纱在织物内的排列特征。
一、卷取机构形式卷取机构形式很多,可以归纳为消极式卷取机构和积极式卷取机构两大类。
1.消极式卷取机构在消极式卷取机构中,从织口处引离的织物长度不受控制,所形成织物中纬纱的间距比较均匀。
这种机构比较陈旧,但适宜于纬纱粗细不匀的织物加工,如废纺棉纱、粗纺毛纱等织造加工,所形成的织物具有纬纱均匀排列的外观。
该种卷取机构在本教材中不作详细介绍。
2.积极式卷取机构在积极式卷取机构中,从织口处引离的织物长度由卷取机构积极控制,所形成的织物中纬纱同侧间距相等,但纬纱间距却因各纬纱的粗细不匀而异,在条干均匀的纬纱织制时,织物可以取得均匀悦目的外观,加工提花织物也能取得比较规正的织物图形。
积极式卷取机构有连续卷取和间歇卷取两类,在织造过程中又可分为卷取量恒定和卷取量可变两种形式。
二、积极式卷取机构及其工作原理(一)积极式连续卷取机构新型织机通常采用积极式连续卷取机构,在织造过程中,织物的卷取工作连续进行。
部分积极式连续卷取机构以改变齿轮齿数来调节加工织物的纬密,存在纬密控制不够精确的弊病。
随着织机技术的发展,产生了以无级变速器来调节加工织物纬密的机构,使纬密的控制精确程度得以提高。
电子式卷取机构的出现,不仅简化了机械结构,实现纬密精确控制,而且在织造过程中可以随时改变卷取量,调整织物的纬密。
1.改变齿轮齿数来调节加工织物纬密的机构以改变齿轮齿数来调节加工织物纬密的积极式连续卷取机构的示意图如图10-1所示。
图10-1 改变齿轮齿数调节纬密的卷取机构1-辅助轴 2-减速齿轮箱 3-橡胶糙面卷取棍 4-手柄 Z 1 、Z 2……Z 6-齿轮辅助轴1与织机主轴同步回转,辅助轴通过轮系Z 1、Z 2、Z 3…Z 6和减速齿轮箱2、齿轮Z 7、Z 8传动橡胶糙面卷取辊3,对包覆在辊上的织物进行卷取。
《织造原理》教学课件—09卷取与送经

织轴主动回转,适时送出固定长度的经纱
不调节经纱张力
3、调节式
织轴积极回转,送出经纱 送经量由调节机构根据经纱张力自动调节 调节机构一般以后梁作张力传感件,感知经纱张力的变化,进而
调节织轴的回转量
有机械式和电动式两种
一、机械间歇式送经机构工作原理
(一)棉织机 送经机构
1、经纱送出 装置
▪ 特点
➢ 织入一纬纱,刺毛辊动作一次; ➢ 机构简单; ➢ 机件容易磨损及松动,易使纬密发
生变化; ➢ 适合于中低速的有梭织机;
▪ 织机主轴每回转一周,卷取 的织物长度(卷取量):
L Z2Z4Z6 D
Z1Z 3Z5Z7
▪ 机上纬密:
Pw'
100 L
100 Z1Z3Z5Z7
Z2Z 4Z6 D
▪ 下机纬密:
Pw
= Pw 1 aj2
141.3 =
1 aj2
Z3 Z2
二、连续式卷取机构工作原理
▪ 工作原理: ▪ 机上纬密:
Pw'
100 Z2Z4Z6Z8Z10
Z1Z 3Z5Z7Z9 D
▪ 下机纬密:
Pw
Pw 1 aj2
108 1 aj2
Z4Z6 Z 3Z 5
三、电动卷取机构的工作原理
第九章 卷取和送经
▪ 织造缩率:由于经纬纱线交织形成织物时,纱线 屈曲而产生的缩率。
▪ 下机缩率:当织物下机处于松驰状态时,织物中 的经纬纱再次产生收缩的缩率。
▪ 经纱织造缩率: ▪ 经纱下机缩率:
a j1
Lj1 Lj2 L j1
100%
aj2
Lj2 Lj3 Lj2
100%
第一节 卷取机构工作原理
第九章 卷取与送经3
3.摩擦离合器式送经机构
摩擦离合器式送经机构 的送经量可以作无级变化 的调整,故经纱张力控制 的准确性较好。
片梭织机、喷气织机和 有梭织机上都有应用。
3.摩擦离合器式送经机构
经纱放送传动部分 : 筘座脚向机后摆→系列杆件→使棘爪推动棘轮转动 →通过蜗轮及齿轮作用→织轴转过一个角度送出经纱。 经纱张力调节装置 : 通过调节张力重锤杆上重锤个数以及在杆上的位置 可调经纱上机张力
调节式送经的送经量多少受当时的经纱张力状 态决定,因此调节式送经机构一般以后梁作为张力 传感件,来感知经纱张力的变化,进而调节织轴的 回转量,使经纱送出量作相应变化。
二、调节式送经方式
(一)、调节式送经方式的分类: 机械式调节式送经方式 电子式调节式送经方式
(二)、机械式调节送经机构 1.外侧式送经机构 2.带有无级变速器的调节式送经机构 3.摩擦离合器式送经机构
非调节式送经方式送经量可由人工通过改变织轴制动 力矩来调节。人工调节增加了挡车工的劳动强度,并且 经纱张力均匀程度得不到保证,已逐渐被淘汰。
一、送经方式
2.调节式送经方式 织轴在经纱张力的作用下克服制动力矩回转,
让经纱从织轴上放送出来,完成送经动作,在送经 过程中送经量由专门的调节式送经机构进行调节.
后梁受力检测方式 ➢ 信号处理和控制系统:采用电子技术. ➢ 织轴放送装置:交流或直流伺服电动机、
电动机的驱动电路和送经传动轮系
(三)、电子式调节送经机构
接近开关方式经纱张力采集系统
电子送经的织轴驱动装置
ZAX 9100 喷气织机
TOYOTA JAT710喷气织机
第三节 送经机构
一、送经方式
送经的工艺要求:
(1)保证从织轴上均匀地送出经纱,以适应 织物形成的要求;
新大织造学讲义09卷取和送经
第九章卷取和送经第一节卷取机构按其作用原理分类:①积极式卷取机构;②消极式卷取机构一、积极式卷取机构:通过轮系传动,驱动刺毛辑回转,将织物引离织口。
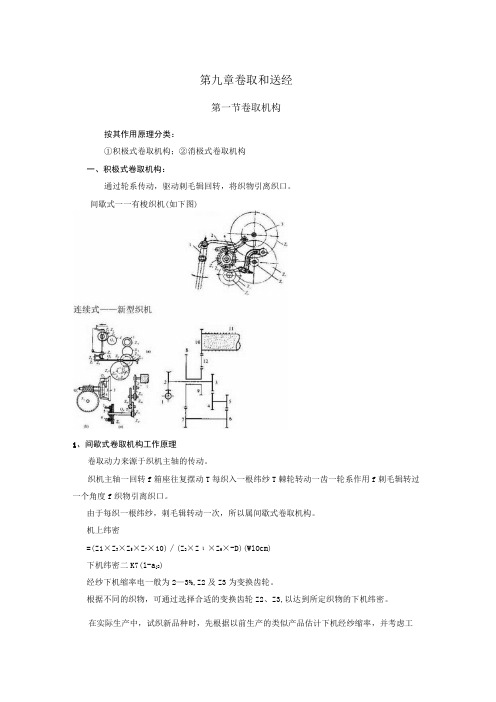
间歇式一一有梭织机(如下图)1、间歇式卷取机构工作原理卷取动力来源于织机主轴的传动。
织机主轴一回转f箱座往复摆动T每织入一根纬纱T棘轮转动一齿一轮系作用f刺毛辑转过一个角度f织物引离织口。
由于每织一根纬纱,刺毛辑转动一次,所以属间歇式卷取机构。
机上纬密=(Z1×Z3×Z5×Z7×10)∕(Z2×Zι×Z6×-D)(WlOcm)下机纬密二K7(l-a j2)经纱下机缩率电一般为2—3%,Z2及Z3为变换齿轮。
根据不同的织物,可通过选择合适的变换齿轮Z2、Z3,以达到所定织物的下机纬密。
在实际生产中,试织新品种时,先根据以前生产的类似产品估计下机经纱缩率,并考虑工厂变换齿轮的备件情况,初步计算和选择变换齿轮的齿数,然后进行试织。
根据试织情况,看下机纬密是否超过规定范围,再调整变换齿轮齿数,直到纬密符合要求为止。
间歇式卷取机构结构简单,但卷取机构工作过程中,棘轮与棘爪频繁碰撞,机件易磨损及松动,使织物纬密发生变化。
适合于中低速有梭织机。
2、连续式卷取机构工作原理为了适应织机高速运转,许多无梭织机广泛采用了包含蜗杆蜗轮的传动轮系,刺毛辐由轮系从织机主轴获得驱动力矩,连续转动,这就是连续卷取机构。
蜗杆转速与主轴转速相同,织机工作时,刺毛辑连续回转,将织物引离织口,然后卷绕在卷布幅上,为连续式。
机上纬密=P*'=(Z2XZ4XZ6XZ8XZK,XlO)∕(Z∣XZ3XZ5XZ7XZ9XJrD)(根/10Cnl)下机纬密=K=P;/(l-a j2)Z3、Z1.Zs、Ze为变换齿轮不同织物规格,根据P√→四只变换齿轮,10种齿轮(齿数)可供选择,互相搭配。
3、电动卷取机构(ETU):卷取机构与主电机脱离,采用单独的变速电机驱动刺毛辐回转,将织物引离织口。
《棉纺织工艺整经》课件

提供整经机操作和设置的技巧和注意事 项。
整经后的处理和成品质量控制
讨论整经后的处理过程以及如何控制成 品的质量。
四、技术要点与注意事项
1 整经前后注意事项
列举整经前后需要注意的技术要点和细节。
2 整经时的常见问题及解决方案
分析整经过程中出现的常见问题,并提供相应的解决方案。
3 整经加工中的安全措施
《棉纺织工艺整经》PPT 课件
学习《棉纺织工艺整经》PPT课件,探索棉纺织工艺整经的定义、作用以及各 个工艺步骤。通过精美图片和详细介绍,帮助您轻松掌握相关知识。
一、工艺介绍
1 纺织整经的定义和作用
介绍整经在纺织工艺中的意义和功能。
2 纺纱前整经的重要性
探讨为何纺纱前整经是整个纺织工艺中的重 要环节。
二、整经机械设备
整经机的种类和组成
介绍整经机的不同种类和它们的组成部分。
整经机的主要结构和功能
详述整经机的主要结构和各个组件的功能。
三、整经工艺流程
1
小筒形成和落筒
2
解释小筒形成和落筒过程中的关键点和
操作要领。
3
整艺对成品质量
的影响。
5
原纱准备和检验
讲述整经工艺流程中原纱准备和检验的 重要步骤。
强调整经加工过程中需要遵守的安全措施和操作规范。
五、参考文献
1. 《纺织整经技术与工艺》 2. 《纺织工艺整经基础》 3. 《棉纺织织造工艺学》
机织概论—织造

织造
经纱位置线:经纱处于综平位置时,经纱由织口至后梁所构成的一条曲折线ABCD1。(上机工艺 线,当生产不同品种时,该线要进行调整,影响开口时梭口上下层纱线的张力差异) 经直线:如果C、D1两点在AB直线的延长线上,则经纱位置线是一根直线,称为经直线(Ab线)。 此时,上下层经纱张力相等 经平线:沿胸梁表面作水平线(Da线),衡量ABCD1 各点的高低位置.
织造
非
清
晰
梭
清
口
晰
梭
口
半 清 晰 梭 口
织造
4、开口运动规律
织机主轴每一回转,综框运动使经纱上下分开,形成一次梭口.织入一根纬纱所用的时间称 为一个开口周期。
在一个开口周期中,经纱随时处于不同的位置和状态。可据此把梭口的形成分为三个时期, 即开口时期、静止时期和闭合时期。
开口时期:经纱离开综平位置,上下分开,直到梭口满开为止。 静止时期:使纬纱有足够的时间通过梭口,经纱有一段时间静止不动。 闭合时期:经纱从梭口满开位置返回到综平位置。
➢在形成梭口各个时期,上下层经纱所受张力相同; ➢从平综到梭口满开,经纱的位移距离仅为梭口的高度一半,形成梭口所需的时间较少; ➢平综时,所有经纱均处同一层面,便于处理经纱断头后穿入综筘; ➢经纱运动频繁,摩擦增多,断头机会增加; ➢所有经纱都处在移动状态,下层经纱变位机会多,对梭子通过梭口不利。 ➢平纹织物采用的一定是中央闭合梭口。
织造
五、卷取与送经
卷取机构作用:将在织口处初步形成的织物引离织口,卷绕到卷布辊上,同时与织机上 其他机构相配合,确定织物的纬纱排列密度和纬纱在织物内的排列特征。
卷取机构形式: ➢ 消极式卷取机构:适宜于纬纱粗细不匀的织物加工 ➢ 积极式卷曲机构:连续卷取和间歇卷取
2024织机的五大运动
织机的五大运动目录•引言•开口运动•引纬运动•打纬运动•卷取运动•送经运动•总结与展望01引言目的和背景目的介绍织机的五大运动,帮助读者了解织机的工作原理和运作过程。
背景织机作为纺织工业的核心设备,其性能和运动方式直接影响到纺织品的质量和生产效率。
分类根据织物的种类和生产工艺的不同,织机可分为多种类型,如喷气织机、剑杆织机、喷水织机等。
定义织机是一种用于将纱线或长丝通过交织或编织等方式制成织物的机器。
工作原理织机通过五大运动的协同作用,将经纱和纬纱交织在一起形成织物。
这五大运动包括开口运动、引纬运动、打纬运动、送经运动和卷取运动。
织机简介02开口运动开口运动概念开口运动定义在织机工作过程中,通过开口机构使综框做上下往复运动,把穿在综丝上的经纱分成上下两层,形成梭口,为引纬创造条件。
开口运动的重要性开口运动是织机五大运动之一,是实现织物织造的关键步骤,对织物的质量和生产效率有着重要影响。
开口机构及作用开口机构组成开口机构主要由凸轮、连杆、综框、回综弹簧等部件组成。
开口机构作用在凸轮的控制下,通过连杆使综框做上下往复运动,从而实现经纱的分层和梭口的形成。
开口运动与其他运动配合开口运动与时间配合开口运动的时间配合是指开口运动与其他织机运动在时间上的协调关系,如与引纬运动、打纬运动等的配合。
开口运动与空间配合开口运动的空间配合是指开口机构在形成梭口时,上下层经纱之间的空间位置关系,以及梭口大小、清晰度的控制等。
03引纬运动引纬运动概念定义引纬运动是将纬纱从织机的一边引到另一边,形成织物横向的纱线密度,与经纱交织构成织物。
重要性引纬是织机五大运动中最为关键的一环,其性能直接影响到织机的生产效率和织物的质量。
引纬机构及作用引纬机构包括钢筘、剑杆、喷气或喷水等装置,用于带动纬纱完成穿越织口的动作。
作用将纬纱按照预定的轨迹和时间要求,从织机的一侧引到另一侧,与经纱交织形成织物。
引纬方式及选择利用剑杆带动纬纱穿越织口,适用于多品种、小批量的织物生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3、机械式积极送经机构特点:
1)以后梁系统的运动来检测经纱张力变化; 2)经纱张力信号的变化反馈到张力控制部分,达到经纱张力自动调节 ; 3)结构较复杂,零件易磨损,产生机械故障; 4)由于机械运动的惯性,张力控制和调节系统对经纱张力的动态响应 较差。
2020/7/10
• 四、电子式积极送经机构
2020/7/10
2020/7/10
卷取量: L1Z2Z4Z6D
Z1 Z3Z5Z7
P 机上纬密: ' w
100 L
机下纬密:Pw
Pw'
1%
2020/7/10
织机主轴一转,织入一根纬纱,对应卷取的织物长度为: L = 系数*πD (D-卷取辊直径)
改变变换齿轮的齿数,实现织物的纬密调节。
2)间歇式卷取机构的优缺点
15、16-锥形轮 17-送经齿轮
20-无级变速器输出轴
22-织轴边盘齿轮
23-重锤杆
2020/7/10
24-重锤
2、摩擦离合器送经机构 送经量可作无级变化的 调整,经纱张力控制的 准确性较好,在片梭、 喷气、有梭织机上应用。
1-蜗杆 2-轴管 3-送经侧轴 4-弹簧 5-制动圈 6-摩擦环 7-机架 8-从动摩擦盘 9-主动摩擦盘 10-转子 11-转子杆 12-连杆 13摩擦环 2020/7/10 14-蜗轮 15-送经齿轮 a-主动摩擦盘凸轮面
– 确定经纱所需的上机张力,并在织造过程中保 持经纱张力大致稳定。
2020/7/10
2020/7/10
2020/7/10
•三、机械式积极送经分析
1、带有无级变速器的调节
式送经装置
1-后梁 2-经纱 3-张力感应杆
4-弹簧杆 6-弹簧 7、8-锥形轮
9-无级变速器输入轴
10-连杆 11、14-拨叉杆
2020/7/10
五、电子卷取
卷取电机的设定转速(卷取量设定值)是根据织物纬密(人工 输入)和织机主轴转速(CPU通讯获得)两个参数确定的。 与设定值的比较:通过轴编码器获得卷取电机转速,经卷取 量换算,与设定的卷取量比较、负反馈得到卷取电机转速的 预执行值。 与预执行值的比较:通过测速电机获得卷取电机转速,与 预执行值比较、负反馈得到实际执行值。 这种双闭环控制系统,响应快、精度高。可保证纬密准确、均 匀。
1、构成:
• 经纱张力信号采集系统;
• 信号处理和控制系统; • 织轴驱动装置。
2、特点:机构简单,作用灵敏,适应高速。
1)以后梁系统作为经纱张力变化的检测元件; 2)经纱张力变化反馈到张力控制部件; 3)机构简单,送经误差小,机械故障减少,工艺性能稳定; 4)避免了机械惯性的影响,对经纱张力波动的动态响应良好,适宜
高速。
2020/7/10
2020/7/10
优点:不需要变换齿轮, 翻改品种十分方便
纬密的变化是无级的, 能准确地满足织物的纬 密设计要求
织造过程中不仅能实现 定量卷取与停卷,还可 根据要求随时改变卷取 量,调整织物的纬密, 形成织物的各种外观特 色。
2020/7/10
第二节 送经机构
• 一、送经机构的作用:
– 能根据织物纬密的大小,从织轴上均匀送出相 应长度的经纱;
第九章 卷取和送经及其 机构
2020/7/10
2020/7/10
2020/7/10
Hale Waihona Puke 3)影响织物下机缩率的因素: – 织物原料种类; (棉2-3%) – 织物组织、密度; – 纱线特数; – 经纱上机张力; – 车间温湿度等。
2020/7/10
下图为PAT型喷气织机 卷取机构传动图。从图 可见,该卷取机构传动 过程中有9只齿轮和一 对蜗轮蜗杆组成,其中 齿轮Za,Zb,Zc,Zd为四只 标准齿轮,可以进行6 种不同的搭配,得到6 组不同的卷取纬密,而 齿轮Ze为纬密变换齿轮, 可从25齿到60齿的36只 变换齿轮
优点:结构简单,调节方便。 缺点:机件容易松动和磨损,导致卷取失灵,使织物纬向出现稀密不
匀现象;布面游动大,容易造成边经断头。
2020/7/10
3、(卷取量可变的)蜗轮蜗杆间歇式卷取机构
机械式:时而等量卷取,时而停止卷取 电子式:不需要变换齿轮;纬密可无极变化,满足
织物设计要求;可定量卷取和停卷,还可改 变卷取量。