钢结构零件及部件加工工程检验批质量验收记录
零件及部件加工检验批质量验收记录

零件及部件加工检验批质量验收记录编号:
填表说明:
1、检验批容量填写: 同一检验批内,填写构件的总数
2、最小/实际检查数量栏中,实际检查数量:按实填写且不少于最小数量。
1)材料进场:质量证明文件全数检查;抽样数量按进场批次和产品的抽样检验方案确定。
2)2~5:全数检查。
3)螺栓球、焊接球加工:每种规格抽查 5%, 且不应少于3个。
4)制孔:按钢构件数量抽查 10%, 且不应少于3件。
5)材料规格尺寸:全数检查。
6)钢材表面质量:全数检查。
7)切割精度:按切割面数抽查 10%, 且不应少于3个。
8)矫正质量:全数检查。
9)边缘加工精度:按加工面数抽查 10%, 且不应少于3个。
10)螺栓球、焊接球加工精度:每种规格抽查 5%, 且不应少于3个。
11)管件加工精度:按杆件数抽查 10%, 且不应少于3个。
12)制孔精度:按规格抽查 10%, 且不应少于3个。
表头中“施工依据”栏目应依照实
际的施工操作依据填写,如施工企业的操作规程、工法、施工工艺标准。
钢构件(单节、多节钢柱)组装检验批质量验收记录编号:。
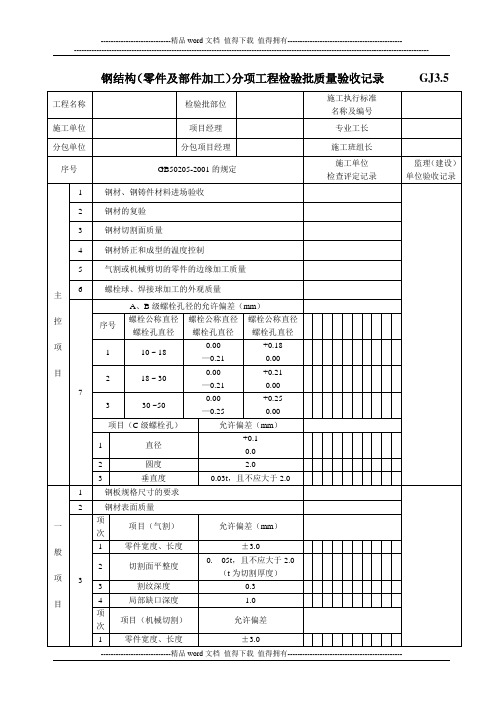
钢结构(零件及部件加工)分项工程检验批质量验收记录
2
同一轴线上两铣
平面平行度
d≤120
0.2
d>120
0.3
3
铣平面距球中心距离
±0.2
4
相邻两螺栓孔中心线夹角
±30′
5
两铣平面与螺栓孔轴线垂直度
0.005r
6
球毛坯直径
d≤120
+2.0
-1.0
d>120
+3.0
-1.5
6
项次
项目(焊接球加工)
允许偏差
(mm)
1
直径
±0.005d
±2.5
2
圆度
2.5
3
壁厚减薄量
0.13t,且不应大于1.5
4
两半球对口错边
1.0
7
项次
项目
(钢网架(桁架)
用钢管杵件加工)
允许偏差
(mm)
1
长度
±1.0
2
端面对管轴的垂直度
0.005r
3
管口曲线
1.0
8
项次
≤500
501
~
1200
1201
~
3000
>3000
1
同一组内任意两孔间距离
±1.0
±1.0
—
—
2
相邻两组的
5
气割或机械剪切的零件的边缘加工质量
6
螺栓球、焊接球加工的外观质量
7
A、B级螺栓孔径的允许偏差(mm)
序号
螺栓公称直径
螺栓孔直径
螺栓公称直径
螺栓孔直径
螺栓公称直径
螺栓孔直径
1
10 ~ 18
0.00
—0.21
钢结构(堆件及部位加工)分项工程检验批质量验收记录

钢结构(零件及部件加工)分项工程检验批质量验收记录
(GB50205-2001)表J.0.5 第页共页工程名称检验批部位
施工单位项目经理
监理单位总监理工程师
分包单位分包单位负责人
钢结构工程施工质量验收规范的规定
施工单位检验
评定记录或结果
监理(建设)单位
验收记录或结果备注
主控项目材料进场第4.2.1条钢材复验第4.2.2条切面质量第7.2.1条矫正和成型
第7.3.1条和
第7.3.2条边缘加工第7.4.1条螺栓球、焊接球加工
第7.5.1条和
第7.5.2条制孔第7.6.1条
一般项目
材料规格尺寸
第4.2.3条和
第4.2.4条
钢材表面质量第4.2.5条
切割精度
第7.2.2条或
第7.2.3条
矫正质量
第7.3.3条、
第7.3.4条和
第7.3.5条
边缘加工精度第7.4.2条
螺栓球、焊接球加工
精度
第7.5.3条和
第7.5.4条
管件加工精度第7.5.5条
制孔精度
第7.6.2条和
第7.6.3条
施工单位
检查评定
结果
班组长或专业工长:
项目技术负责人或质检员:
年月日
监理(建设)
单位验收
结论
监理工程师(建设单位项目技术人员)年月日。
钢结构(零件及部件加工)分项工程质量验收记录

(建设单位工程专业技术负责人)
年 月曰
工程名称
检验批部位
柱及根底A-B轴
施工单位
工程经理
监理单位
总监理工程师
施工依据标准
《钢结构工程施工及验收标准》(GB50205-2001)
主控工程
合格质量标准
施工单位检查 评定记录
监理(建设)单位 验收记录或结果
备注
1
材料进场
第条:钢材、钢铸件的品种、规格、性能等应符合现行国家产品标准 和设计要求。进口钢材产品的质量应符合设计和合同规定标准的要求。
/
3
切面质量
第条:钢材切割面或剪切面应无裂纹、夹渣、分层和大于1颇的缺棱。
符合标准要求
4
矫正和成型
第7. 2. 1条和第7. 3.2条:碳素结构钢在环境温度应低于16°C:低合金结构 钢环境温度应低于T6°C时,不应进行冷矫正和冷弯曲。碳素结构钢和低合 金结构钢在加热矫正时,加热温度不应超过900°Co低合金钢在加热矫正后 应自然冷却。当零件采用热加工成型时,加热温度应控制在900〜1000°C;碳素结构钢和低合金结构钢在温度分别下降到700°C和800°C之前,应结束 加工;低合金结构钢应自然冷却。
符合标准要求
5
边缘加工
第条:气割或机械剪切的零件,需要进行边缘加工时,其刨削量不应 小于2.0mmo
/
6
螺栓球、焊 接球加工
第7. 5.1条和条:螺栓球成型后,不应有裂纹、褶皱、过烧。焊接球 对接坡口应采用机械加工,对接焊缝外表打磨平整。
符合标准要求
7
制孔
第7. 6.1条及附表1、附表2。
符合标准要求
符合标准要求
5
边缘加工
钢结构(钢构件焊接)分项工程检验批质量验收记录

钢结构(钢构件焊接)分项工程检验批质量验收记录工程名称分项工程名称避雷标志针项目经理施工单位验收部位 A 楼顶层监理单位施工执行标准名称及编号分包单位《钢结构工程施工质量验收规范》 (GB50205-2001 )分包项目经理主控项目12345678123456质量验收规范的规定施工单位自检记录合格合格合格合格合格合格合格合格合格合格合格合格合格完整完整焊接材料进场焊接材料复验条)材料匹配条)焊工证书焊接工艺评定条)内部缺陷(5.2。
4 条)组合焊缝尺寸焊缝表面缺陷条)焊接材料进场条)预热和后热处理条)焊缝外观质量条)焊缝尺寸偏差条)凹形角焊缝条)焊缝感观条)(4。
3.1 条)(4.3 。
2(5.2 。
1(5.2.2 条)(5.2 。
3(5.2.5 条)(5.2 。
6(4.3 。
4(5.2.7(5 。
2.8(5.2 。
9(5.2 。
10(5 。
2 。
11施工操作依据质量检查记录(质量证明文件)专业工长(施工员)施工班组长监理(建设)单位验收记录施工单位检查结果评定项目专业质量检查员:项目专业技术负责人:年月日一般项目专业监理工程师:(建设单位项目专业技术负责人)年 月 日监理(建设) 单位验收结论钢结构(焊钉焊接)分项工程检验批质量验收记录(GB50205—2001)表 J.O 。
2 编号: 010902/020402□□□分项工程名称 验收部位 总监理工程师专业工长 (施工员)分包项目经理质量验收规范的规定1 焊接材料进场。
2 焊接材料复验.3 焊接工艺评定.4 焊后弯曲试验。
焊钉和瓷环尺寸。
条)焊缝外观质量。
施 工 操 作 依 据质量检查记录(质量证明文件)施工单位检查 结 果 评 定监理(建设) 单位验收结论钢结构(普通紧固件连接)分项工程检验批质量验收记录工程名称施工单位监理单位施工执行标准 名称及编号分包单位(4。
3.1 条)(4。
3。
2 条)(5.3.1 条)(5。
3.2 条)施工班组长监理(建设)单位验收记录专业监理工程师:(建设单位项目专业技术负责人)(4 。
钢结构工程检验批质量验收记录表
钢结构工程检验批质量验收记录表旁站监理方案本文介绍了钢结构零部件加工工程的检验批质量验收记录表,以及钢构件组装工程检验批质量验收记录表。
其中,钢结构天桥和吊车梁(桁架)是本文中需要进行验收的两个部位。
钢结构零部件加工工程检验批质量验收记录表中,需要检验的内容包括材料品种、规格、钢材复验、切面质量、矫正和成型、边缘加工和制孔等方面。
具体的验收标准和规定在表格中有详细说明。
钢构件组装工程检验批质量验收记录表中,需要检验的内容包括焊接H型钢接缝、焊接H型钢精度、焊接组装精度、顶紧接触面、轴线交点错位、焊缝坡口精度、铣平面保护和外形尺寸等方面。
同样,具体的验收标准和规定在表格中有详细说明。
在进行验收时,需要由专业工长(施工员)进行检查评定,并由施工单位进行检查评定记录。
如果符合验收标准和规定,则为合格,否则为不合格。
最后,本文提供了监理(建设)单位验收结论的空白表格,需要由专业监理工程师进行填写,并由建设单位项目专业技术负责人进行签字确认。
总之,本文提供了一份完整的钢结构零部件加工工程和钢构件组装工程的验收记录表格,有助于确保工程质量的合格性。
项目经理XXX加强分包项目经理施工执行标准名称及编号为《钢结构工程施工质量验收规范》(GB-2001)。
其中,多层板叠螺栓孔第9.2.1条规定施工单位检查评定记录监理(建设)单位验收记录通过率应达标。
经检查,主控项目符合要求,一般项目抽样检查均符合设计及规范要求。
针对涂料性能第4.9.1条,涂装基层验收、涂层厚度、涂料质量、表面质量、附着力测试、标志等方面的验收,施工单位检查评定记录应符合设计标准要求。
经检验,涂层符合要求,无结皮、结块、误涂、漏涂,标志清晰。
施工班组长表示主控项目检验合格,一般项目抽样检验符合设计及规范要求。
针对钢结构防火涂料涂装工程的验收,施工单位检查评定记录应符合《钢结构工程施工质量验收规范》(GB-2001)的规定。
涂层表面质量的验收应符合第14.3.6条。
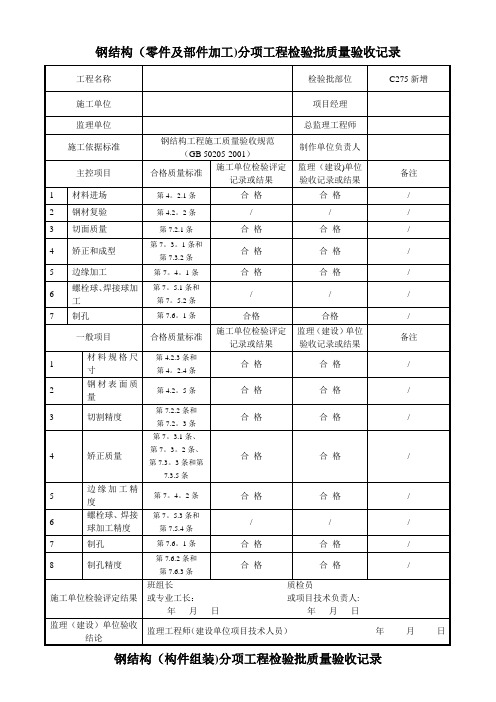
钢结构(零件及部件加工)分项工程检验批质量验收记录
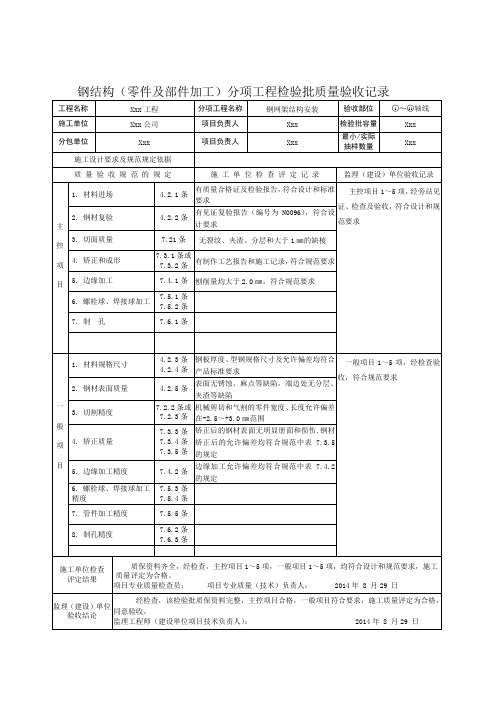
SG—T066填写说明一、本表适用于钢结构(零件及部件加工)分项工程检验批质量的检查验收记录.钢零件及部件加工工程,可按相应的钢结构制作工程或钢结构安装工程检验批的划分原则划分为一个或若干个检验批。
二、主控项目中:1.钢材、钢铸件的品种、规格、性能等应符合产品标准和设计要求;进口钢材产品的质量应符合设计要求和合同规定标准的要求。
2.国外进口钢材;钢材混批;板厚≥40mm,且设计有Z向性能要求的厚板;建筑结构安全为一级,大跨度钢结构中主要受力构件所采用的钢材;设计有复验要求的钢材;对质量有疑义的钢材等均应进行抽样复验,其复验结果应符合产品标准和设计要求。
3.钢材切割面或剪切面应无裂纹、夹渣、分层和大于1mm的缺棱。
4.碳素结构钢在环境温度低于±16℃,低合金结构钢在环境温度低于-12℃时,不应进行冷矫正和冷弯曲。
碳素结构钢和低合金结构钢在加热矫正时,加热温度不应>900℃。
低合金结构钢在加热矫正后应自然冷却。
零件采用热加工成形时,加热温度应控制在900℃~1000℃;碳素结构钢和低合金结构钢在温度分别下降至700℃和80O℃之前,应结束加工;低含金结构钢应自然冷却。
5.气割或机械剪切的零件,需要进行边缘加工时,其刨削量不应小于2.0mm。
6.螺栓球成形后,不应有裂纹、褶皱、过烧。
钢板压成半球后,表面不应有裂纹褶皱;焊接球其对接坡口应采用机械加工,对接焊缝表面应打磨平整。
7.A、B级螺栓孔应具有H12的精度,孔壁表面粗糙度Ra不应大于12.5μm。
其孔径的允许偏差应符合表7.6.1-1的规定。
C级螺栓孔,孔壁表面粗糙度Ra不应大于25 μm,其允许偏差应符合表7.6.1-1的规定。
C级螺栓孔,孔壁表面粗糙度Ra不应大于25μm,其允许偏差应符合表7.6.1-1的规定。
三、一般项目中:1.钢材厚度和型钢的规格尺寸以及允许偏差应符合其产品设计标准的要求。
2.钢材的表面外观质量应符合国家有关标准的规定,且应符合下列规定:①当钢材的表面有锈蚀、庥点或划痕等缺陷,其深度不得大于该钢材厚度负允许偏差值的1/2;②钢材表面的锈蚀等级应符合GB8923《涂装前钢材表面锈蚀等级和除锈等级》规定的C级及C级以上;③钢材端边或断口处不应有分层、夹渣等缺陷。
钢结构分项工程检验批质量验收记录
第14.2.5条
合格
合格
/
施工单位检验评定结果
班组长质检员
或专业工长:或项目技术负责人:
年月日年月日
监理(建设)单位验收结论
监理工程师(建设单位项目技术人员)年月日
钢结构(高强度螺栓连接)分项工程检验批质量验收记录
工程名称
检验批部位
施工单位
项目经理
监理单位
总监理工程师
施工依据标准
钢结构工程施工质量验收规范
1
成品包装
第4。4.4条
合格
合格
2
表面硬度试验
第4.4.5条
/
/
3
初拧、复拧扭矩
第6.3.4条
/
/
4
连接外观质量
第6。3。5条
/
/
5
摩擦面外观
第6。3。6条
/
/
6
扩孔
第6。3.7条
/
/
7
网架螺栓紧固
第6。3。8条
/
/
施工单位检查评定结果
班组长质检员
或专业工长:或项目技术负责人:
年月日年月日
监理(建设)单位验收结论
第4。3.4条
合格
合格
/
2
预热和后热处理
第5。2.7条
/
/
/
3
焊缝外观检查
第5.2。8条
合格
合格
/
4
焊缝尺寸偏差
第5.2.9条
合格
合格
/
5
凹型角焊缝
第5.2。10条
/
/
/
6
焊缝感观
第5。2。11条
合格
合格
钢结构零部件加工工程检验批质量验收记录

类别
序号
检查项目
质量标准
单位
施工单位检查评定记录
监理(建设)单位验收记录
一类
1
材料品种、规格
钢材钢铸件品种规格性能符合设计和产品标准
符合钢结构工程施工质量验收规范和设计要求
2
钢材复验
进口钢材;混批;板厚≥40且具有Z向性能要求的;安全等级为一级大跨度的钢结构中主要钢材;设计要求的。
0
0
0
0
0
0
1
0
0
0
型钢端部垂直度
2
mm
/
/
/
/
/
/
/
/
/
/
10
矫正质量
划痕深度≤0.5且≤1/2钢板厚度负允许偏差
mm
0.5
0.
0.2
0.3
0
0
0.2
0.1
0
0.3
11
边缘加工精度
尺寸
±1
mm
/
/
/
/
/
/
/
/
/
/
加工边直线度
l/3000且≤2
mm
/
/
/
/
/
/
/
/
/
/
向临两边夹角
±61
mm
/
/
/
/
/
钢结构零部件加工工程检验批质量验收记录
钢结构零部件加工工程检验批质量验收记录
编号:GZ002
工程名称
云南天高镍业有限公司原料堆场挡风抑尘墙
分项工程名称
钢结构制作
验收部位
【建筑工程表格】钢结构零件、部件加工工程检验批质量验收记录(doc表格)

制孔精度
第条和第条
施工单位检查评定结果
专业工长(施工员)
施工班组长
项目专业质量检查员:年月日
监理(建设)单位验收结论
专业监理工程师:
(建设单位项目专业技术负责人)年月日
天马行空官方博客:://t. /tmxk_docin;:1318241189;群:175569632
钢结构零件、部件加工工程检验批质量验收记录
(Ⅰ)
020403□□
单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规X的规定
施工单位检查评定记录
监理(建设)单位验收记录
主
控
项
目
1
材料品种、规格
第4.2.1条
2
钢材复验
第4.2.2条.
3
切面质量
第7.2.1条
4
矫正和成型
第7.3.1条和第条
5
边缘加工
第条
6
制孔
第条
一
般
项
目
1
材料规格尺寸
第条和第条ቤተ መጻሕፍቲ ባይዱ
2
钢材表面外观质量
第4.2.5条
3
切割精度
第7.条和第7.
4
矫正质量
第条和第条
和第条
5
边缘加工精度
第条
钢结构检验批质量验收记录

钢结构(焊钉焊接)分项工程检验批质量验收记录
钢结构(零件及部件加工)分项工程检验批质量验收记录
钢结构(构件组装)分项工程检验批质量验收记录
钢结构(单层结构安装)分项工程检验批质量验收记录
钢结构(防腐涂料涂饰)分项工程检验批质量验收记录
钢屋架及桁架制作分项工程质量检验评定表工程名称:
钢屋架及桁架制作分项工程质量检验评定表(续表)工程名称
允许偏差项目项目
允许偏差
(mm)
实测偏差值(mm)
1 2 3 4 5 6 7 8 9 10
1
2
精
制
螺
栓
孔
径
直径
10—18mm
螺栓杆0; -0.18 /
螺栓孔+0.18; 0 /
直径
19—30mm
螺栓杆0; -0.21 /
螺栓孔+0.21; 0 /
直径
31—50mm
螺栓杆0; -0.25 /
螺栓孔+0.25; 0 /
1
3
高强螺栓孔+1; 0 /
1
4
两端铣平时构件长度±2 /
1
5
铣平面的平直度0.3 /
1
6
铣平面的倾斜度(正切值) 1/1500 /
1
7
表面粗糙度0.03 /
检查结果保证项目
基本项目检查项,其中优良项,优良率%。
允许偏差项目实测点,其中合格点,合格率%。
评定等级合格
项目经理:
班组长:
年月日
核
定
等
级
合格
专职质量检查员:
年月日
认
定
等
级
监理工程师:
年月日。
1-1-9钢结构-5_钢结构(零件及部件加工)工程检验批质量验收记录
640505
1
2
3
4
5
6
7
8
9
10
1 4.2.1条
2 4.2.2条37.2.1条47.3.1条和7.3.2条
57.4.1条67.5.1条和7.5.2条
7
7.6.1条
1
2
3
4
5
6
7
8
9
10
1 4.2.3条和4.2.4条
2 4.2.5条37.2.2条或7.2.3条47.3.3条、7.3.4条和7.3.5条
57.4.2条
67.5.3条和7.5.4条77.5.5条8
7.6.2条和7.6.3条
监理(建设)单位验收部位项目经理专业工长施工班组长
项目专业质量检查员:
分包项目经理
施工单位检查评定记录
施工单位检查评定记录
班组长或专业工长:
年 月 日
年 月 日
制孔
材料规格尺寸一般项目
制孔精度
规范规定
规范规定
材料进场钢材复验切面质量矫正和成型边缘加工
螺栓球、焊接球加工施工单位检查评定结果监理(建设)单位验收结论
钢材表面质量切割精度矫正质量边缘加工精度
螺栓球、焊接球加工精度管件加工精度钢结构(零件及部件加工)工程检验批质量验收记录
1.1.9钢结构-5
工程名称施工单位
施工执行标准名称及编号
分包单位
主控项目
年 月 监理工程师(建设单位项目技术负责人):
注:本表由施工项目专业质量检查员填写,监理工程师(建设单位项目技术负责人)组织项目专业质量检查员等进行验收。
)单位验收记录日
月 日验收。
钢结构零、部件加工工程检验批质量验收记录表

(Ⅰ)
020403
单位(子单位)工程名称
内蒙古多伦协鑫矿业有限责任公司多伦煤矿机修车间及综采设备库联合车间工程
分部(子分部)工程名称
主体
验收部位
二层GL1
施工单位
开滦建设集团多伦工程项目部
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
钢结构工程施工质量验收规范(GB50205-2001)
5
边缘加工精度
第7.4.2条
6
制孔精度
第7.6.2条,第7.6.3条
施工单位检查评定结果
专业工长(施工员)
施工班组长
项目专业质量检查员:年月日
监理(建设)单位验收结论
专业监理工程师:
(建设单位项目专业技术负责人):年月日
钢结构零、部件加工工程检验批质量验收记录表
GB50205-2001
(Ⅰ)
020403
钢结构工程施工质量验收规范(GB50205-2001)
施工质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
主控项目
1
材料品种、规格
第4.2.1条
2
钢材复验
第4.2.2条
3
切面质量
第7.2.1条
4
矫正和成型
第7.3.1条,第7.3.2条
5
边缘加工
第7.4.1条
6
制孔
第7.6.1条
一般项目
第7.3.1条,第7.3.2条
5
边缘加工
第7.4.1条
6
制孔
第7.6.1条
一般项目
1
材料规格尺寸
第4.2.3条,第4.2.4条
表5.13.11 钢构件(钢管构件)组装工程检验批质量验收记录

±2.0
mm
0
1
1
-1
2
1
-1
1
-1
-1
4
外形尺寸
直径偏差
±d/250, ±5.0
mm
构件长度偏差
±3.0
mm
0
-2
3
2
3
0
1
-1
-2
0
管口圆度偏差
不大于d/250,且不大于5.0mm
管面对管轴的垂直度偏差
不大于d/500,且不大于3.0mm
弯曲矢高偏差
不大于L2/1500,且不大于5.0mm
表5.13.11 钢构件(钢管构件)组装工程检验批质量验收记录
工程编号: 01-01-13-00-02-05-02-01-001
单位(子单位) 工程名称
综合楼
分部(子分部)工程名称
筒身工程(塔架(扶壁结构) )
分项工程名称
塔架组装
验收部位
5.13.11
总承包单位
项目负责人
施工单位
项目负责人
分包单位
分包项目负责人
施工执行标准名称及编号
电力建设施工质量验收规程DL/T5210.1-2021
专业工长(施工员)
类别
序号
检验项目
质量标准
单位
施工单位自检记录
检查结果
主控项目
1
拼接对接焊缝
焊缝
钢材、钢部件拼接或对接时所采用的焊缝质量等级应满足设计要求。当设计无要求时,应采用质量等级不低于二级的熔透焊缝,对直接承受拉力的焊缝,应采用一级熔透焊缝
mm
3
外形尺寸
构件连接处的截面几何尺寸偏差
±3.0
最新版 钢结构(零件及部件加工)分项工程检验批质量验收记录(范例)
4.2.4条 产品标准要求
收,符合规范要求
4.2.5条
表面无锈蚀、麻点等缺陷,端边处无分层 、夹渣等缺陷
7.2.2条或 7.2.3条
-2.5mm~+3.0mm
7.3.3条 矫正后的钢材表面无明显增加凹面和损 7.3.4条 伤,钢材矫正后的允许偏差均符合规范中 7.3.5条 表的规定
项 5.边缘加工精度 目 6.螺栓球、焊接球加工
精度
7.4.2条 边缘加工允许偏差均符合规范中的规定
7.5.3条 7.5.4条
/ห้องสมุดไป่ตู้
7.管件加工精度
7.5.5条
/
8.制孔精度
7.6.2条 7.6.3条
/
施工单位检查 评定结果
经检查,该检验批主控项目及一般项目均符合设计和相关规范要求,质量合格。
项目专业质量检查员:
项目专业质量(技术)负责人:
年月日
经旁站检查、见证取样验收,该检验批主控项目及一般项目均符合设计及相关规范要求,施工质
SG-T066
钢结构(零件及部件加工)分项工程检验批质量验收记 录
工程名称 工程1#楼 施工单位 ××建筑公司 分包单位 ××建筑公司
施工执行标准及编号
分项工程名称
项目负责人 项目负责人 (分包单位)
钢零件及部件加工工程 ××× ×××
验收部位 专业工长
最新版 钢结构(零件及部件 加工)分项工程检验批质量
控 4.矫正和成型
7.3.1条或 有制作工艺报告和施工记录,符合规范要 7.3.2条 求
项 5.边缘加工
6.螺栓球、焊接球加工 目
7.制 孔
7.4.1条 刨削量均大于2.0mm,符合要求
7.5.1条 7.5.2条
钢结构分项工程检验批质量验收记录

1
材料规格尺寸
第4.2.3条和
第4.2.4条
合格
合格
/
2
钢材表面质量
第4.2.5条
合格
合格
/
3
切割精度
第7.2.2条和
第7.2.3条
合格
合格
/
4
矫正质量
第7.3.1条、
第7.3.2条、
第7.3.3条和第7.3.5条
合格
合格
/
5
边缘加工精度
第7.4.2条
合格
合格
/
6
螺栓球、焊接球加工精度
第7.5.3条和
第8.4.2条
合格
合格
/
7
铣平面保护
第8.4.3条
/
/
/
8
外型尺寸
第8.5.2条
合格
合格
/
施工单位检验评定结果
班组长质检员
或专业工长:或项目技术负责人:
年月日年月日
监理(建设)单位验收结论
监理工程师(建设单位项目技术人员)年月日
钢结构(钢结构焊接)分项工程检验批质量验收记录
工程名称
检验批部位
施工单位
标志
第14.2.5条
合格
合格
/
施工单位检验评定结果
班组长质检员
或专业工长:或项目技术负责人:
年月日年月日
监理(建设)单位验收结论
监理工程师(建设单位项目技术人员)年月日
钢结构(高强度螺栓连接)分项工程检验批质量验收记录
工程名称
检验批部位
施工单位
项目经理
监理单位
总监理工程师
施工依据标准
钢结构工程施工质量验收规范
钢结构制作检验批质量验收记录
钢结构制作检验批质量验收记录一、项目背景及目的钢结构制作是现代建筑中常见的一种结构形式,其质量的验收对于工程的安全性和稳定性至关重要。
本文档旨在记录钢结构制作过程中的质量验收情况,以确保整个项目符合相关的规范和标准。
二、验收标准和要求1.国家钢结构制作和验收标准:根据国家相关标准进行验收,包括结构强度、连接质量、焊缝质量等。
2.设计图纸和规范:根据设计图纸和相关规范进行验收,包括尺寸、焊接方法、材料规格等方面的要求。
3.施工合同要求:根据施工合同的约定进行验收,包括工期、质量要求等方面的要求。
三、验收流程1.钢材验收:对钢材进行验收,包括材质、规格、外观等方面的检查,确保材质符合设计要求。
2.原材料加工验收:对原材料进行验收,包括切割、钻孔等加工工艺的检查,确保加工质量符合相关要求。
3.焊接工序验收:对焊接工序进行验收,包括焊接接头的质量、焊丝的使用情况等方面的检查,确保焊接质量符合标准。
4.防腐处理验收:对防腐处理工艺进行验收,包括表面处理、涂层质量等方面的检查,确保防腐质量符合要求。
5.构件安装验收:对构件安装工序进行验收,包括构件位置、固定方式等方面的检查,确保安装质量符合相关标准。
6.整体验收:对整体钢结构进行综合验收,包括结构强度、稳定性、外观等方面的检查,确保钢结构符合设计要求和行业标准。
四、验收记录1.验收时间:记录每个验收工序的具体日期和时间。
2.验收人员:记录参与验收的人员,包括质检人员、施工人员等。
3.验收内容:对每个验收工序进行详细描述,包括所检查的项目、检查结果等。
4.验收结论:对每个验收工序的结果进行总结,包括合格、不合格等。
五、不合格处理1.不合格处理措施:对于不合格的项目,记录相应的处理措施,包括修复、更换等。
2.复验:对经过处理的不合格项目进行复验,确认是否符合要求。
3.验收合格后再施工:只有在全部验收合格后,可以进行下一步的施工工序。
六、验收结果根据以上的验收流程和记录,验证整个钢结构制作过程中的质量验收情况。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
钢材切割面或剪切面应无裂纹,夹渣,分层和大于 1mm的缺棱
碳素结构钢和低合金结构钢在加热矫正时,加热温度 不应超过900℃。低合金结构钢在加热矫正后应自然 冷 却。当零件采用热加工成型时,加热温度控制在900 2 ~1000℃;碳素结构钢和低合金结构钢在温度分别下 降 到700℃和800℃之前,应结束加工;低合金钢应自然 冷却
钢结构零件及部件加工工程检验批质量验收记录
GB50205-2001 (Ⅰ)(主控项目) 工程名称 施工单位 执行企业标准名称及编号 施工质量验收规范规定 钢结构工程施工质量验收规范 YN010903 检验部位 项目经理 GB50205-2001 YN020403 0 1
施工单位检查记录
监理 (建设) 单位 验收 记录
3
气割或机械剪切的零件需要边缘加工时,其刨削量不 应小于2.0mm
主 控 项 目
A、B级螺栓孔(Ⅰ类孔)应具有H12的精度,孔壁表 面粗糙度Ra不应大于12.5μm,其孔径的允许偏差应 符合规定 螺栓公称直径 4 螺栓孔直径 (mm) 螺栓直径允许 偏差(mm) 螺栓孔直径允 许偏差(mm)
0
0
0
0
0
0
0
0
0
C级螺栓孔(Ⅱ类孔),孔壁表面粗糙度Ra不应大于 25μm,允许偏差应符合规定
直径(mm) 5 圆度(mm) 垂直度(mm)
+1.0,0