还球插件机6380B中文
环球插件机中文编程资料2版

优化产品并安排分配头 显示插件路径位置(可选)为单板创建新产品达到目标给定板,学员将: 1. 命名产品并创建单板 2. 选择工装板夹具(单体机). 3. 向板上放元件4. 定义BEC 校核位置(可选)5. 为元件安排分配头(有排序部分的机器).6. 优化产品并显示插件路径.7. 保存产品并拷贝到磁盘上参考手册IM-UPS 参考手册在这个模块,将创建程序并告诉机器,在板上何处、怎样、何时放置 元件,创建的程序作为产品来参考。
介绍产品创建步骤下图表明如何用单板来创建单板产品命名产品并创建板介绍必须为机器编程以使元件在希望的位置插入,在 IM-UPS 中,此程序被 参考作为产品。
对于那些熟悉 PPU 编程的人来说,一个产品就象旧的.PUT 、.MAG 、以及.ERV 程序的组合。
将会看到,新的编程方法 IM-UPS 与旧的编程方法PPU 有很多区别,在进行这个模块时将提到。
创建板在创建产品之前,首先必须定义为其写程序的板的尺寸,这是 IM-UPS与PPU 的一个主要区别。
因为IM-UPS 是图形界面,所以首先必须定义一个 图形区域”来与计算机相联系。
例如,如果想在3” x3的板上插入元件,就必须向计算机输 入这一数据,负责计算机将不知道这些元件应该去哪里。
一个好的分析 方法是,当你想画一个上面有元件的完整的 PCB 时,你首先需要有一页 纸。
产品编辑器中的板就是你想画元件的那页纸。
注意:贯穿整个产品编辑器,可以用F4功能键返回前一动作,这非常有用,因为我们都会 犯错误!1. 我们将手动创建板,PC 板是方形的(实际上是正方形)。
在IM-UPS 主屏上,点击 Product Editor Icon .产品编辑器图标练习: 创建板最新资料推荐1从菜单栏选择Board (板),然后选择Create/Edit.(创建/编辑)2. 在图框内输入板的长度和宽度,长度 (千分之一英寸单位)测量沿着 机器的X 轴,宽度沿着丫轴。
最新环球插件机(Universal)6380B调试
精品资料环球插件机(U n i v e r s a l)6380B调试........................................环球插件机6380B调整剪纸片器(Cutter Station)与链夹(CarrierClip)对中调节前提调整:链条时序(Chain Tension)已调整调整步骤:1、选择IM Diagnostics>Machine Setup>Critical AxisSetup;2、在Sequencer Chain窗口中,单击Zero按钮;3、待回零后,HP(HomePulse)字样应显示出来,检查剪纸片器与链夹的对中;4、如果剪纸片器中心与链夹“V”字形槽对中良好,单击Quit,Don’t Save Positions按钮,退出IM Diagnostics窗口;5、如果对中有偏差,松开链条编码器两个固定螺丝,转动编码器以调整剪纸器与链夹的对中,正确后拧紧两螺丝,单击Quit,Don’tSave Positions按钮, 退出IM Diagnostic窗口。
插件头角度(Head ThetaAxis)设置调整前提准备:1、插件头角度(HeadTheta),垂直(Vertical),推杆(Insert)伺服电机均不带电2、X与Y轴伺服电机不带电特殊工具:1、插件头/底座(Head/Clinch)对中工具2、BEC调整模板注释:插件头角度“0”度调整好后,+90,-90度位置将自动调整正确调整步骤:1、选择IM Diagnostics>Machine Setup>Critical AxisPositions;2、手动升高垂直感应螺丝以使其距垂直上极限感应开关约1英寸(25.4mm);3、在Head Theta窗口中,单击Zero按钮;4、在Head Theta窗口中,单击Disable按钮;5、拆卸插件头并装上插件头/底座对中工具;6、装上BEC调整模板;7、向前推动工作台或降低插件头对中工具(此时应为“0”度)使BEC调整模板与对中工具齐平;8、在Head Theta窗口中At 0(R)行,单击Set按钮;9、向后拉动工作台并拆卸插件头对中工具;10、在主窗口中,单击Exit,Save these Positions按钮。
环球插件机维护保养中文手册
脚直径范围
0.015” - 0.032” 0.381 mm - 0.812 mm
0.025” - 0.042” 0.635 mm – 1.066 mm
VS8-OM-SG Rev C
7
Insertion Head
Study Guide
跨距轴 Span 调整 - 关键轴 Critical Axis
目的
目的
头驱动设定告诉机器控制软件外成型器 outside formers 停止向下移动的位 置, 这是编程的插深 Depth Stop 区域的起点。插深 Depth Stop 告诉机 器,在剪脚器动作以前,线脚推向(连同驱动片 driver tips) PCB 上的孔中 多远。插深 Depth Stop 有助于控制 PCB 上的元件松紧。
Insertion Head
插件头: 维护保养和设定 文件号:VS8-OM-SG 版本: C 学习指南
产品培训
Insertion Head
Insertion Head
Insertion Head
Insertion Head
Study Guide
Insertion Head
内容目录
插件头:维护保养和设定..................................... 错误!未定义书签。 砧座 Anvil 高度调整– 关键轴 Critical Axis.................. 错误!未定义书签。 保养/清洁插件头............................................ 错误!未定义书签。 可用的刀具类型............................................. 错误!未定义书签。 跨距轴 Span 调整- 关键轴 Critical Axis ...................... 错误!未定义书签。 头驱动位置设定 (插深 Depth Stop) - 关键轴 Critical Axis..... 错误!未定义书签。 头高度调整................................................. 错误!未定义书签。 头链与刀具的对正– 关键轴 Critical Axis ………………………………………………错 误!未定义书签。 凸轮 Cam 的方向............................................. 错误!未定义书签。 凸轮 Cam 的对正............................................. 错误!未定义书签。 对中臂 Centering Finger 的对正.............................. 错误!未定义书签。 对中臂 Centering Finger 的高度调整 ......................... 错误!未定义书签。 对中臂 Centering Fingers 的向内 Inward 调整................. 错误!未定义书签。 凸轮 Cam 的同步时序调整 .................................... 错误!未定义书签。
环球插件机中文编程资料6
修改元件数据库介绍学习目的给定元件参数,学员将:1.查看元件数据库2.用填充功能创建数据库3.向数据库添加元件4.向数据库拷贝元件5.在数据库中编辑元件6.从数据库中删除元件7.创建新目录并向其中添加元件8.用 CAD 导入功能导入物料表9.可选:为ERV至少编辑两个元件什么是元件数据库? 每个元件记录都被唯一的元件ID确认,每个元件记录包含对元件物理特性的描述(本体类型、尺寸、脚数等)。
如果你希望,还可以在数据库里添加自己的描述。
元件目录在元件数据库里定义,这些目录通过目录类型而组织(例如,立式电阻Resistor-Radial、卧式电容Capacitor- Axial等)。
默认的分配头类型和默认的元件方向(0或180度)也在元件数据库中定义。
查看元件数据库接近元件数据库要接近元件数据库(IM-UPS 带有一个默认数据库 Master database):1. 点击Product Editor → Components → Database2. 选择元件目录以显示其中的不同元件类型3. 在元件列,单击查看右侧的基本元件图形和数据,双击编辑数据库中的元件。
元件数据库的记录中•总体信息:元件 ID 、类型、形状和任何进一步描述•元件本体信息:长度和宽度•元件脚信息 (元件脚数量、宽度等)•分配头信息 (默认分配头类型、极性、以及头上默认的元件方向等) •Verifier检测器信息创建元件数据库介绍当创建新产品时,IM-UPS为产品从数据库中选择元件,默认的数据库是MASTER.UCD。
在这个数据库中,能发现元件眼见定义附有元件ID种类,但是,对不同的产品和产品线,有独立的元件数据库是很有用很方便的。
为故障维修目的,将MASTER.UCD数据库作为备份也是很有帮助的。
在创建自己的数据库后,选择Product Editor → Options → Configuration(产品编辑器→选项→配置)使你的数据库作为默认数据库。
02J060029-2013A1卧式自动插件机操作规程
操作文件1目的建立环球立式自动插件机(6380B)作业规范,为操作人员提供作业依据、确保产品品质达到工艺要求。
2适用范围适用于公司所有环球立式自动插件机(6380B)。
3术语与定义引用公司《管理手册》中的术语与定义.4职责与权限4.1工程技术部有指导使用者正确操作及保养环球立式自动插件机(6380B),负责工艺参数的设定。
4.2使用部门负责环球立式自动插件机(6380B)的日常检查、维护保养和使用。
5内容与方法5.1操作步骤5.1.1开机前准备5.1.1.1检查插件头、剪脚装置、工作台及夹具、送料装置、BEC系统、UPS电源等机械部分,保养持各机械件及紧固件齐全、完好。
5.1.1.2检查各安全防护装置、限位装置是否完整、安全可靠,进气压力表指针是否为80PSI,若不是则调整。
文件编号版次A/1 5.1.1.3检查确认各电、气旋钮和开关是否在规定位置,电线、气管是否松脱及破损,若有则紧固或更换。
5.1.1.4安装并调整好转台上的夹板夹具。
5.1.1.5检查PCB板的设计是否符合机器工艺要求并根据生产工艺要求在电脑里编好插件程序。
5.1.1.6在夹具上装载好将生产的PCB板,确保每块PCB板装夹牢固。
5.1.1.7在料架上装好物料并检查物料是否变形,若变形则处理,严禁将编带不规整的元器件装在机器上插件。
5.1.1.8由操作工将以上检查情况详细记入设备交接班记录本中,若处理不了的问题立即报告维修人员检修处理。
5.1.2操作方法5.1.2.3般动电源开关置于“ON”位置,打开电源。
搬到“ON”位置5.1.2.4等候IM-UPS屏幕的消息区域显示“INTIALIZATION COMPLETE”初始化完成。
5.1.2.5启动机器的所有急停开关,按下自锁复位键(INTLK RESET)。
5.1.2.6检查带状物料是否妥善放置进送料轮。
5.1.2.7在电脑上选择更换产品(PRODUCT CHANGEOVER)图标。
环球RAD(6380系列) AI维修宝典立式篇

RAD常见故障一.剪脚器常见故障<一>短路现象:材料位于插件头上,按START键时,插件头会下去之后又上来,机台不动.原因:由于剪脚器在剪线脚之前,剪脚器的定刀已经接触到检测线路,导致检测线路处于闭合状态,已致机台无法正常工作.造成短路的原因:(1).定刀和绝缘销之间的距离太小,使定要和绝缘销处于接触状态,造成短路.解决方法:调整定刀和绝缘销之间的间隙,使之为千分之2~千分之3英寸.(2).剪脚器的弹性顶丝太矮或失去弹性:剪脚器的弹性顶丝太矮或失去弹性都顶不起定刀,使定刀与绝缘销处接触状态,即使定刀与绝缘销起初不处于接触状态,在完成一个剪脚动作后,也会使定刀与绝缘销子接触而弹性顶丝又不能将定刀顶起,使之与绝缘销处于接触状态,造成短路.解决方法:先判断弹性顶丝是否有弹性或过矮,如果弹性顶丝失去弹性,就将其更换;如果是由于弹性顶丝太矮,则将其用扳手拧到底后,再反转3/4圈即可(即反转270度)(3).绝缘销的绝缘层破损: 绝缘销的绝缘层破损导致其导电部分与剪脚器本体接触,也即使其与定刀接触,使检测线路长期处于闭合状态,导致短路发生.解决方法:更换绝缘销.如果用肉眼无法看出绝缘销是否磨损时,就将两根检测线卸下,在机台上用电表测量绝缘销和剪脚器本体之间是否导通,如果导通则证明绝缘磨损破皮,更换即可.(4)检测线破损并和剪脚器本体接触,其导致检测线路亦处于长期闭合状态,导致短路.解决方法:用绝缘胶布将破损处包起并使其不和剪脚器本体接触或更换检测线.(5).检测线在底座上的接合处和底座导通,其也相当于整个线路处于闭合状态,导致短路.解决方法:用万用表量测底座和接合处之间是否导通,如是更换结合部分即可.(6).位于底座下的两根检测线短路, 其也相当于整个线路处于闭合状态,导致短路.解决方法:用万用表量测两根检测线之间的电压是否为12V如果不是且为0,则证明短路发生,更换检测线即可.(7)机台尾的检测线路发生问题,即短路或其它.解决方法:此类情况还未踫到,在此无法给出具体解决方法,望请不吝指教<二>剪脚器误判现象:机台已经完成一个剪脚动作且零件线脚已经成型好,但机台仍会停下,且在机台上显示未完成剪脚动作,REPAIR灯会亮.原因:机台在完成剪脚动作时,整个检测电路仍未完成一个闭合的动作,即检测线路处于断路状态,机台未检测到剪脚动作已经完成,造成误判.造成机台误决的原因有:(1).剪脚器脏.剪脚器中有油污或积累的灰尘较多,特别是在定刀和绝缘销之间有同污或灰尘的话,会使定刀和绝缘销导电层之间形成绝缘层,这样定刀和绝缘接触时,整个检测电路依然不会导通,造成机台误判.解决方法:清洁剪脚器即可.(2).剪脚器的定也和绝缘销之间的间隙太大,这样即使完成一个剪脚动作归,也不能推动定刀到和绝缘销接触,使整个检测电路闭合,造成纲台误判发生.解决方法:调整定刀和绝缘销之间的间隙,使之为千分之2~千分这3英寸.(3).剪脚骂的弹性顶丝太高,造成剪脚完成时,推动定刀,由于弹性顶丝太高使定刀被顶丝顶住无法接触绝缘销,使整检测电路无法闭合,造成机台误判发生.解决方法:将剪脚器卸下,重新调整弹性顶丝的高度,将拧到底后,反转3/4圈即270度即可(4)连接剪脚器的两根检测线脱落或断掉,都会使整个检测电路无法完成闭合动作,造成机台误判.解决方法:检查检测线是否松脱或断裂,如果松脱,重新装好即可.由于检测是一次性使用的,如果断裂,则需更换检测线.(5)检测线在底座上接合总件本体不导通,也会使整个检测电路在剪脚时处于断路状态造成机台误判.解决方法:用万用表量测接合部件本体是否导通,如果不导通,则需检修或更换.(6)位于底座下的两根检测线断裂不导通,同样会使剪脚完成时,检测电路处于断开状态,造成机台误判.解决方法:用万用表分别量测两根检测线是否导通,如不是更换即可.(7)机台内部检测线路发生问题,造成误判.解决方法:此类情况还未踫到,在此无法给出具体解决方法,望请不吝指教<三>剪脚器不断线脚现象:剪脚器完成剪脚动作后,线脚没剪断依旧残留下在切口成型的地方,严重的现象会出现剪脚器下拉零件的动作,使PWB下凹或断裂.原因:主要原因是剪脚器本身有的部件磨损严重造成.(1).剪脚器定也和绝缘销之间的间隙偏大,在剪脚时,相对来说有一种缓冲的作用,这样剪脚时,不干净利落,容易有一点残留部分,使被剪掉的部分与零件藕断丝连,有剪不断的现象出现.解决方法:调整定也与绝缘销之间的间隙到合适的位置(2)剪脚器的剪脚冲程太小.剪脚器的剪脚冲程小,达不到剪断线脚所需的标准,也会使零件的线脚剪不断.解决方法:调整剪脚器的剪脚冲程,使动刀覆盖定刀由刀口到刀身部分的1/3~1/2的长度,注意,冲程不可太大,否则容易损坏刀具,且上述1/3~1/2是在剪脚完全被顶起的情况下出现.(3)剪脚器的刀具,中心销和T型销中任何一样磨损严重都会使剪脚器剪不断线脚.剪脚器刀具的刀口磨损,使剪脚器刀具变钝剪不断线脚,中心销或刀具中心孔和T型销或T型销的中心孔磨损都会使刀具在剪脚时晃动,出现刀具不均的情况,从而剪不断线脚.解决方法:发现剪脚器刀具,中心销和T型销中任何一样磨损严重时,立即更换新的备品即可,注意刀具更换后要重新调整剪脚器的冲程.(4)剪脚器的剪脚汽缸的气流量太小,也会使剪脚器剪脚时力道不够从而剪不断线脚.解决方法:调节剪脚器汽缸上的气流调节阀,适当地加大气流量.(5)剪脚器的剪脚汽缸磨损,漏气等,剪脚汽缸的磨损,漏气也会导致剪脚器剪脚时的剪脚力度不够,从而剪不断线脚.解决方法:首先要将底座卸下,将撑起剪脚器的撑杆即剪脚汽缸中活塞连在一起的细杆取下,看下活塞上的O型环以及剪脚汽缸上的两个小O形环是否磨损,如有磨损,则更换即可.如果活塞磨损则更换活塞即可.注:底座卸下后,底座得按标准重新调整.(6)剪脚器剪脚汽缸的控制电磁阀转换不灵,也会造成剪不断线脚或不剪线脚.解决方法:先将剪脚汽缸和连在电磁阀上汽管拔掉,开动机器,看剪脚动作时,电磁阀中有无汽流进出,或者不拔,用扳手捅一下电磁阀看是否有剪脚器动作出现.如无则说明电磁阀出现问题,拆下电磁阀保养后装上.如果上述问题还有出现,则更换电磁阀.注:由于剪脚电磁阀,升降电磁阀,转向电磁阀(2个)都是连通的其中一个坏掉,四个都会受到影响,所以有时需要同时检查和保养其它三个电磁阀.<四>CLINCH IN感应器灯不亮现象:剪脚器完成剪脚动作后,CLINCH IN感应灯不亮,机台停下不动.原因:由于剪脚器的高度调整过大,使感应器的位置相对偏移,机台无法正常感应,所以CLINCH IN感应灯不亮.解决方法:重新调整CLINCH IN感应器的位置.将机台保持在剪脚状态,上移感应器到CLINCH IN灯不亮的地方后慢慢下移到灯刚好亮的位置后重新锁紧,注意保持和剪脚顶杆之间的间隙,使两者不要相互踫到.<五>剪脚器的上升速度较慢现象:机台在动作时,剪脚器,插件头以及CTA三者之间速度配合不好,可以明显看剪脚器的升降速度要慢一拍.原因:主要原因为升降汽缸及其控制电磁阀和汽流调节阀出现问题.(1).升降汽缸的汽流量偏小,会使剪脚器升降时力道不够,造成升降较慢.解决方法;调节升降汽缸气管上的汽流调节阀,使汽流量的大小适量.(2)升降汽缸的控制电磁阀出现问题亦会使汽流不顺造成剪脚器上升速度较慢.解决方法:用扳手捅一下升降电磁阀看剪脚器上升的速度是否正常,如不正常说明电磁阀有问题,或者拔掉气管,使机台动作,看机台动作剪脚器上升那一步时,电磁阀中有无汽流进出.如无,说明电磁阀存在问题,拆下电磁阀检查并保养,重新装上,重新检查.如上述现象重复出现,则更换电磁阀.注:由于升降电磁阀,剪脚电磁阀以及转向电磁阀(2个)是四位一体,所以同时还需检查另三个电磁阀.(3)升降汽缸磨损,漏汽也会使剪脚器上升时力道不足从而导致其上升速度较慢.解决方法:卸下升降汽缸后,先用手堵死汽缸上的出气孔,用手推汽缸上的连杆是否费力.如不费力则说明汽缸磨损漏汽,或用手堵死进气孔往外拉连杆看是否费力.如不费力则也说明汽缸磨损漏汽,更换升降汽缸即可.<六>剪脚器转向较慢现象:机台在运作的过程中,特别是转向插入零件时,可以看到剪脚器的转向要慢一拍而使零件插不进去,飞件原因:主要原因为转向汽缸控制电磁阀和转向汽缸出现问题.(1).转向汽缸的控制电磁阀出现问题会使汽缸汽流不顺造成剪脚转向速度较慢.解决方法:用扳手捅一下转向电磁阀看剪脚器的转向是否正常,如不正常说明转向电磁阀存在问题,或者拔掉连在电磁阀上的气管,看机台运动到剪脚器转向那一时,电磁阀中是否有气流进出,如无则说明转向电磁阀存在问题,卸下转向电磁阀检查并保养,重新装上后再检查一次,看有无上述现象出现,如有,则更换电磁阀.注:由于升降电磁阀,剪脚电磁阀以及转向电磁阀(2个)是四位一体,所以同时还需检查另三个电磁阀.(2)转向汽缸磨损漏气会使剪脚器转向时力道不足,造成剪脚器转向较慢解决方法:首先要将底座卸下,将连在转向汽缸上的上气管接头卸下,将连在转向汽缸上的上气管接头卸下,然后堵住进气孔来回移动汽缸,看汽缸移动时是否费力,如果不费力则说明汽缸磨损漏气,需更换转向汽缸.<七>在坐标准确,以及插件头松紧度适当,本身对中良好的情况下.零件打不进剪脚器.现象:零件的两支线脚会插PWB的孔里,同时用手按时也按不下去,造成飞件.原因:零件线脚没有打进剪脚刀具的张口内.造成这种现象的原因:(1).机台在保养时剪脚器的刀具装错,造成剪脚器张不开解决方法:卸下剪脚器以正确的方法重新安装刀具.(2)剪脚器太脏以致摩擦力较大导致剪脚器也具张不开解决方法:清洁剪脚器即可(3)剪脚器的转向角度不对,即0度±90度转向出现偏移,使剪脚器张口与PWB的孔的方向错开,造成零件插不进去.解决方法:依照调整剪脚器角度的方法重新调整剪脚器角度即可.(4)底座与插件头不对中,造成剪脚器刀具的张口与PWB的插件孔的坐标相对偏移,而造成零件插不进去.解决方法:拿掉PWB,扳下插件头气压开关,按下插件头即可初略地看出插件头与底座是否对中,如不对中重新调整底座与插件头对中即可.注:这样调整后,BEC也须调整.(5)剪脚器转向较慢在<六>中已详细叙述,请参考前文.<八>零件线脚长现象:零件线脚长度超出标准范围,是仰角度较大,零件较松原因:主要由于剪脚器太低.解决方法:调整剪脚器高度,使其距PWB的高度在剪脚时为千分之8英寸.注:调整剪脚器高度,可能得重新调整SLINCN IN的感应器位置.<九>剪脚器吸线脚装置无法吸线脚现象:剪脚器剪断的线脚飞出剪脚器散落在底座上或线脚堵塞剪脚器零件打不进剪脚器.原因:由于吸线脚的线脚管堵塞,或控制吸线脚的气动阀转换的气流不顺或者没有气流出来解决方法:如果是吸线脚的线脚管堵塞,只需疏通线管使线脚管中没有线脚堵塞即可.如果不是,则看剪脚器在剪脚时有无吸线脚的动作,如果没有则拔掉连接在控制气动阀上的气管,同时使机台动作看是否有气流进出,如果无,则卸下气动阀,并保养清洁检查,重新装上再检查一次看是否有上述问题出现,如果有则更换气动阀,更换后,问题仍存在,则检查和其连接的其它气路是否有问题.二.插件头常见故障<一>插件头本身的对中不好现象:在BEC准确的情况下,光照后,需改动的坐标在0度,90度,270度三个方向的偏差与插件头本身对中的调整的方向一致时,考虑插件头本身对中有无问题.原因:由于插件头本身对中不好,是机台插件头与BEC之间的相对位置参数在机台上是固定的并且插件头与底座对中在无法通过调整底座完全调好的情况下,说明插件头本身的对中有问题.解决方法:综合插件头在0度,90度,270度三个方向的偏移量,在机台上调整插件头,左右对中以及前后对中,具体的调整方法,在这里不作详述,请自行参考数据.<二>插件头的松紧度不宜现象:用手轻轻的插件头的最底端(即,中爪,边爪所在位置)轻轻地晃动一下,看插件头是否晃动,如果晃动,则说明插件头松动,这样在机台插件时容易飞件,另外,在插件头插件时下压杆处于伸展位置已将零件插入PWB的孔内,而插件头的夹持零件的部分却未向外滑出(即BLOC块未滑动),此时,机台停止.需按下STOP键,用手将BLOC块扳开后,机台才会进一步动作,这说明插件头太紧,下压杆的力道无法将其撑开.原因:插件头较松时,在下压零件的过程中,插件头会出现晃动这样使插件时的坐标出现偏差,且晃动的程度不一样,坐标偏差的范围也不一样,这样会使插件时由于坐标偏差而无法将零件打入PWB的插件位置上而造成飞件.插件头较紧时,是由于偏心轮将BLOCK块限制较紧而下压杆的力道无法将其完全撑开而造成机台停机动作.解决方法:调整插件头的松紧度,使其在下压杆下压时能将其BLOCK块完全撑开的情况而插件头本身不会晃动,松紧度具体的调整方法在这里不作详述,请参考有关资料.<三>插件头与PWB之间的间隙不当现象:插件头与PW板的板厚不一,使插件头本身距离PW板的间隙会有不一样,如果插件头距离PW 板间隙太小或没有间隙,这样在插件时,插件头会踫到PW板,容易损坏插件头,同时也易对PW板造成损坏.如果插件头距PW板间隙太大,在插件过程中容易飞件.原因:插件头PWB的间隙较大,这样在插件过程中,插件头处于”HD DRIVE DOWN”位置时,位于插件头上的零件的线脚没伸入PWB上的插件位置的孔内,在下压杆及插件头两个边爪松开的一瞬间,零件会由于受下压力道不均同时失去支撑点,而向两侧偏出,造成零件无法插入孔内而飞件解决方法:调整插件头距PWB的距离为千分之8英寸,具体的调整方法请参考有关资料,这里不作详述.<四>插件头高度不当现象:插件头高度太低时,CTA推到插件头上的零件,在插件头上没有线脚露出在插件头上,插件时容易飞件,插件头高度太高时,推到插件头上的零件容易倾斜,插件时容易飞件.原因:插件头太低时,由于推到插件头上的零件相对位置偏高,在插件头上的零件没有线脚露在外面,插件时,插件头位”HD DRIVE DOWN”位置时,零件的线脚不会伸入PWB插件位置的孔内,下压时容易将零件压飞造成飞件.插件头太高时,推到插件头上的零件的位置是相对偏低的,这样零件本体就易踫到插件头的内侧而踫歪,下压杆下压时,零件会由于受力不均而出现飞件.解决方法:以CTA的下导向块为基准,调整插件头与其之间的间隙为千分之9英寸.具体调整方法,请参考有关资料,这里不作详述.<五>插件头的中爪或边爪磨损现象:插件头夹持的零件的线脚在插件时是靠着插件位置的孔的内边缘插入的,这样特别容易踫到PWB而造成飞件.原因:由于中爪或边爪磨损,插件头夹持零件地方的宽度会减小,零件线脚在插件头上会向内侧靠拢而比标准的插件宽度要窄,故在插入时容易踫到孔的边缘.解决方法:观看中爪和边爪夹持零件地方的小平面是否磨损,如有磨损则更换中爪或边爪.<六>插件头的大弹簧变形或失去弹性现象:由于插件头主要靠大弹簧的弹力而使中爪和边爪抓紧零件线脚.如大弹簧变形或失去弹性,都会使插件头夹不紧零件,CTA在推零件到插件头上时,要不能将零件推上插件头,要么只能推一支线脚到插件头上,这样插件头在插件时都飞件.原因:由于大弹簧变形或失去弹性都不能将管住边爪的部件完全向上撑起,从而导致插件头夹持不住零件.解决方法:更换插件头里的大弹簧即可.<七>下压杆变形或断裂现象:下压杆在插件下压时无法完全伸出则踫不到零件,或零件踫坏造成飞件,在单片状态可以查看清楚,是下压杆变形或断裂容易用眼睛看出来.原因:下压杆变形后,由于弯曲无法完全伸出,在插件无法将零件压住,零件在插件时会自动下落或被插件头带起,造成飞件或不剪脚线脚.解决方法:更换插件头下压杆即可.<八>插件头三个转向销磨损现象:插件头在转向后会有晃动现象出现,用手晃时会左右前后晃动较为厉害,在插件时会造成飞件.原因:由于插件头三个转向销磨损,在插件时,插件头会晃动而出现角度偏差从而导致坐标偏差而造成飞件.解决方法;将三转向销从插件头上卸下,观看其是否磨损,如有磨损,则更换即可.<九>控制插件头三转向销的电磁线路故障现象:在插件头转向时,如果控制转向销的电胶线路会出现故障,其无法将转向销吸出,从而使转向时发生故障.插件头无法转向,在机台上显示为三个转向感应灯有两个未亮或三个都未亮.原因:由于电磁线路出现故障,导致转向销无法吸出,而将插件头卡住,导致转向失败.解决方法:查看电磁线路的接口处有无松脱以及控制有无断路的情况,如有松脱,则重新装好即可.如有控制线断路,则更换控制线即可.<十>插件头的升降汽缸磨损漏气现象:插件头在插件时动作缓慢原因:由于插件头升降汽缸漏气导致力道不够,而使插件头动作缓慢解决方法:更换插件头的升降汽缸即可,注:更换插件头的升降汽缸后,得重新调整插件头的减震器.<十一>下压杆和的冲程不当(即高度不当)现象:下压杆的高度太高,在插件时下压杆无法踫到零件(在单步状态可以很方便的看清),而容易造成飞件或不剪线脚,下压杆高度太矮时,其又易将零件压歪.原因:下压杆太高时,插件时下压杆无法踫到零件,这样无法将零件在剪脚时压PWB上从而易造成不剪线脚或零件易被插件头带起而飞件.下压杆高度太矮时,其易将零件压歪,或压倒在PWB上,造成不良发生.解决方法:重新调整下压杆高度,具体调整见其它参考数据,这里不作详述注:调整下压高度后,要注意调整”INSERT UP”和”INSERT EXTEND”感应器的位置.<十二>下压杆无法正常的动作现象:下压杆无法回到”INSERT UP”位置或下压杆无法伸展.原因:由于二节汽缸中气流量不够或气流转换不顺而出现上述现象造成上述故障的原因:(1).二节汽缸的控制电磁阀出现故障,使二节汽缸中的气流转换不顺,而出现上述现象.解决方法:卸下二节汽缸的控制电磁阀并检修保养,才重新安装,同时使机台动作,看上述现象是否还会出现,如有,则需要更换控制电磁阀.(2).二节汽缸磨损漏气,导致控制下压杆转换的力度不够,从而出现上述现象.解决方法:卸下二节汽缸用手堵进气孔或出气孔,同时用手拉伸或压缩活塞杆看是否费力.如果不费力则说明二节汽缸磨损,需要更换.<十三>二节汽缸的气压配合不当现象:下压杆在插件未踫到零件上表面即距离零件上表面有一段距离时就开始有伸展动作,这样容易将零件打飞而造成飞件.原因:由于INSERT 2汽缸的气压大于INSERT 1的气压,两者配合不好解决方法:调节INSERT1与INSERT 2的气压,使INSERT 1的气压比INSERT 2的气压稍微大一点,下压杆在伸展前刚好下降踫到零件的上表面而不踫到零件为宜.三.CTA常见故障<一>CTA推零件到插件头上时将零件的线脚踫弯现象:零件在链夹上线脚是直的而CTA将零件推到插件头上后,零件在插件头上的线脚有一支脚弯曲或两支脚均弯曲.造成这种现象的原因有:(1).CTA的冲程太大,其将零件推到插件头上时与插件踫撞而将线脚撞弯/解决方法:调整CTA的冲程使之与插件头之间的间隙为千分之2后千分之3 英寸.具体调整方法,请参考其它数据.(2).LATCH的高度比下导向块要高,或LATCH与下导向块之间的张角较小,LATCH的高度比下导向块要高,在接触线脚时,由于线脚爱力不在一个平面上易将线脚踫弯,LATCH与下导向块角度转小,在CTA动作时LATCH比下导向块先接触线脚容易将线脚踫弯.解决方法:调整LATCH高度与下导向块平齐,调整LATCH与下导向块之间的张角使两者的距离为千分之20英寸即可.详细的调整方法请参考其它数据(3)CTA与插件头不对中,零件被CTA推到插件头上并未推到边爪和中爪的夹持部分,这样特易将零件线脚踫到插件头上而踫歪.解决方法:调整CTA与插件头的对中,具体调整方法请参考其它数据.<二>CTA无法将零件推到插件头上现象:CTA在将零件推到插件头的过程中,还未将零件推上插件,零件就已经飞掉.造成这种现象的原因:(1).CTA的冲程太小,无法将零件推上插件头.解决方法:重新调整CTA冲程使其与插件头之间的间隙为千分之2~千分之3具体调整方法请参考其它数据.(2)上导向块的高度太高,这样其在推零件时,容易推到零件线脚的弯脚处而将零件推飞.解决方法:调整上导向高度,使其链夹上表面的间隙为千分之8英寸左右. 具体调整方法请参考其它数据.(3)LATCH高度太矮和LATCH与下导向块之间的夹角太大,都会使CTA推出零件时下导向块与LATCH下导向LATCH不能夹持住线脚,从而将零件推飞或推到插件头上后将零件勾回解决方法:调整LATCH高度使其紧贴下导向块时,其高度下导向块高度相平,调整LATCH与CTA下导向块之间的张角千分之20英寸(4)LATCH与下导向块之间的张合时序不正确,这样CTA在外推零件时会使CTA下导向块与LATCH 不能同时接触线脚,任何一个先接触线在CTA推零件时都易将零件推飞掉.解决方法:关闭CTA的手动气压阀开关,用手向外拉动CTA,同时观察CTA下导向块与LATCH是否同时接触,如不是,则调整LATCH的限位螺钉,适当地改变LATCH接触线脚时间使其与下导向接触线脚的时间相配合,反复调整螺钉,直至CTA的下导向块与LATCH在CTA动作,两者同时接触零件线脚即可.(5)U型支架LATCH辅助支架以及销子(做连接辅助支架与U型支架用)三者中在任何一样磨损都会使LATCH在CTA上左右晃动,这样在CTA推零件时,由于LATCH晃动易夹持不住零件线脚或将零件推到插件头上又将其勾回,造成零件推不上插件头.解决方法:先将销子卸下,看销子是否磨损,如未则卸下LATCH辅助支架,将未磨损的销子插入辅助支架,看两者是否有间隙,如有则说明辅助支架磨损.如无,看销子与U型支架的孔是否有间隙如有则说明U 型支架磨损.上述三者中任何一样磨损,更换即可.注:U型支架更换后,CTA的其它部件位置需重新调整具体调整方法请参考其它数据.(6)CTA汽缸漏气磨损,这样CTA在推零件时由于力道不够,从而无法将零件推到插件头上.解决方法:先将CTA手动气压阀关掉.用手往外拉CTA看是否费力.也不费力,则说明CTA汽缸有磨损漏气的情况,卸下整个CTA,并更换CTA汽缸即可.注:卸下CTA的方法及换汽缸后CTA所需做的调整请参考其它数据.(7)CTA的控制电磁阀出现故障,造成气流转换不顺,也易CTA在推零件时由于力道不均而将零件推飞.解决方法:保养并检查CTA汽缸控制电磁阀,看是否需要更换,若需.换掉即可.(8)CTA内部卡零件,从而改变CTA冲程,使CTA无法完全伸展,从而无法将零件推至插件头上,而将零件推飞.解决方法:检查CTA内部看是否有零件,如有零件取出即可.四料头常见故障<一>料头上推叉变形或断掉现象:料头上的上推叉向上翘或断裂掉.在料头动作时,推叉变形会将零件推歪或线脚推弯.上推叉断裂则料头无法把零件推到链夹上.原因:上推叉变形,推料时,料的线脚受力不均,易将零件推歪或将线脚推弯,上推叉断裂,推零件时,线。
6360E基本知识(精装版)
6360E基本知识(精装版)6360E一、DI指令(DI 7)1 0° shot pin 插件头控制三个方向的pin10 90°shot pin R(右)100 90°shot pin L(左)1000 PART UNLOADER (链条后面推废料)10000 HEAD DRLVE EXTEND (头插下)100000 LNDEX CHAIN (链条运行)1000000 ANVIL EXTEND (剪脚头上)10000000 CLINCH (剪脚)100000000 CUTTER EXTEND (切纸皮CUTTER STATION)1000000000 INSERT 1 (压料缓冲汽缸)10000000000 COMP TRANS TO HEAD (CTA出来)100000000000 TEST HEAD EXTEND1000000000000 不用10000000000000 PART MISSING (料夹来料检测)100000000000000 CLINCH ROT +90°(剪脚头D方向转动N头)1000000000000000 CLINCH ROT -90°(剪脚头F方向转动N头)二、I/O箱各卡作用1、CPU(J11):主要操控整台设备运作2、P1:连接CPU,传送信号到SEQ I/O箱3、P3:控制各触点开关,包括转台下两个感应开关和有小电路板控制的开关4、P4:控制各感应开关,(无外加小电路板控制)及剪脚12VDC检测5、P5:控制元件来料检测,即料夹来料6、P7:控制电磁阀7、P8:控制元件插件不良显示8、P11:控制BEC自动跟踪9、P12、P13:X、Y马达、解码器信号反馈10、P17、P19:X、Y马达驱动卡三、直流电源箱保险丝作用1FU(10A)保护电源供应器和沿线相关装置2FU(1A)保护风扇、面板装置3FU(3A)保护36VDC(1T)变压器初级线圈,X、Y轴驱动马达4FU(2A)保护24VDC(2T)变压器初级线圈和沿线相关装置,5FU(6.25A)保护24VDC(2T)变压器次极线圈及电磁阀6FU(3A)保护12VDC工作灯7FU(3A)保护12VAC安全继电器8FU(0.25A)保护外部设备急停电路四、编序机电源箱保险丝作用11FU(10A)保护编序机的主电源系统12FU(1A)保护风扇电源13FU(3A)保护用来产生66VDC的变压器初级(链条)14FU(6.25A)保护24VAC电源变压器(14T)和电磁阀15FU(0.5A)没用16FU(6.25A)保护从24VAC电源到主电磁阀的线路17FU(8A)保护分配头1-2018FU(8A)保护分配头21-4019FU(8A)保护分配头41-6020FU(8A)保护分配头61-8021FU(8A)没用22FU(4A)保护编序机伺服放大卡(链条卡死也会烧此保险丝)五、各组电压作用1、+5VDC 用在CPU、解码器、发光二极管2、+12VDC 用在工作灯、操作面板灯3、±15VDC用在CPU4、+36VDC 用在X、Y轴马达5、24VAC 用在24VAC继电器、电磁阀(8AC信号板)6、6.75VDC六、解码器的作用▲把普通文解码为电文工作原理:当普通信号由CPU给出指令到P12、P13伺服卡,由伺服卡传送到解码器,再由解码器译成适合马达运作的电信号,并控制马达七、各调整参数1、N头:CUTTER与ANVIL:1/2距离2、T头:CUTTER FORMER与ANVIL:0.069±0.001inch(在无工作条件下)CUTTER FORMER与CUTTER FORMER:0.247inch(6.27mm±0.05)(在工作条件下)CUTTER FORMER与ANVIL(剪三极管):0.020inchANVIL与LNSULATED ECCENTRICS(绝缘偏心检测棒):0.003-0.005inchCLINCH感应磁铁位置:0.38inch(9.6mm)3、插件头与CTA(在工作条件下)固定插件刀三角块起来时离面盖:0.005inchCTA的TOP GUIDE与插件刀:0.008-0.010inchCTA的BOTTOM GUIDE与插件刀:0.008-0.010inchCTA的BOTTOM GUIDE与LATCH:0.020inchTOP与料夹:0.030inch4、分配头推料刀与料夹:0.030inch5、CUTTER STATION(切纸皮)冲程:0.005inch八、链条张力调整(简单步骤)1、确定张力弹簧:2inch2、手动推BLOCK(白色四方块),将弹簧压至1.75inch3、调整BLOCK中间螺丝,压缩弹簧至1inch4、检查后面是否1-1.5inch(用两把直尺垂直,一把与装料夹中间的柱子中线,另一把与料夹成90度九、链条速度调整▲选100个料夹,在第1个料夹夹一料,第100个夹一料。
环球插件机操作指导书
设备名称
环球插件机
编 号
FL-AI-024
第2页共2页
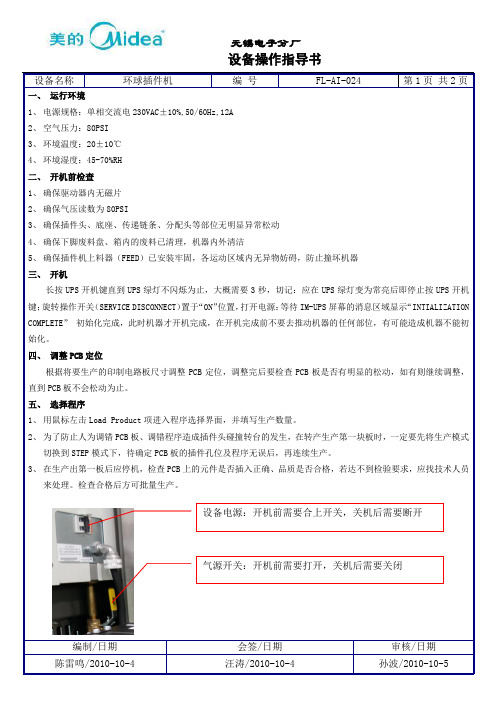
气源开关:开机前需要打开,关机后需要关闭
UPS:开机时按照操作要求打开
操作平台:根据PCB板的规格置调整操作平台上定位柱,并拧紧定位螺钉,使PCB板不会松动
程序选择菜单:点击此菜单进行程序选择与生产数量填写
启动按钮:开机准备工作完成后,按启动按钮进行插件生产
设备名称
环球插件机
编 号
FL-AI-024
第1页共2页
一、运行环境
1、电源规格:单相交流电230VAC±10%,50/60Hz,12A
2、空气压力:80PSI
3、环境温度:20±10℃
4、环境湿度:45-70%RH
二、开机前检查
1、确保驱动器内无磁片
2、确保气压读数为80PSI
3、确保插件头、底座、传递链条、分配头等部位无明显异常松动
四、调整PCB定位
根据将要生产的印制电路板尺寸调整PCB定位,调整完后要检查PCB板是否有明显的松动,如有则继续调整,直到PCB板不会松动为止。
五、选择程序
1、用鼠标左击Load Product项进入程序选择界面,并填写生产数量。
2、为了防止人为调错PCB板、调错程序造成插件头碰撞转台的发生,在转产生产第一块板时,一定要先将生产模式切换到STEP模式下,待确定PCB板的插件孔位及程序无误后,再连续生产。
七、注意事项
1.必须使安全门有效,确保连锁安全开关工作时能够处于正常工作
2.检修应由专业维修人员进行,非专业维修人员未经允许,不得随便拆卸设备零部件。
3.关机后重新开机时间不得少于15秒。
4.开动机器前务必清除机器工作台上所有工具杂物。在工作中禁止把任何物品放在工作台上,人为沿X、Y轴移动旋转桌时,应确保插件头和剪脚器在安全位置,以免损坏机器。
环球AI插件机PPU工艺文件

罗镇文
日期
06.05.10 第 共 6 6 页 页
环球AI插件机 操作规程
PULL TO START
PUSH TO STOP:
各开关、按键、
工艺文件
指示灯的作用
掌状开关。拍下为关,拉起为开,一般用于开关机、重新启动、紧急情况下停机时使用。 拍下该开关时,机器不论在运行或其他任何状态下都会停止工作。 停止按键。用于机器停止;按住该键,控制面板显示屏会显示当前机器运行到达的步数 (程式顺序号) 开始键。按一下该键(机器正常情况下)机器则自动进行插件,直到插完一块PCB板为 止。在此过程中,可以按“Stop”键,使机器停止;如果元件插入不良,机器也会停下 来,此时补好元件之后重新按“Start”键机器继续生产。 单步动作键。运行一步(插一个元件)后停下来。 分解动节键。推插一个元件的动作分解成几个动作完成。一般用于维修时分析原因, 必须与“Start”或“Cycle” 连用。
关机顺序:
恰好与开机时的顺序完全相反5 → 4 → 3 → 2 → 1。
注 意 事 项:
1、开机后,机器必须完成一次自检过程,方能开始进行生产,该过程称为回原点。 2、生产过程中,如果某一站位的物料经常插入不良,则须检查该站位的物料是否变形或其它损伤并 检查分配头是否损坏。 3、接驳物料时应注意元件脚的间距距离是否平行一致,不要接斜、接歪,保持物料整齐。 4、如果突然停电,应第一时间关机,并切断电源,避免再来电时强电流电压击坏机器电路或敏感部 件,关机后,把各刀具置于安全位置,待电压、电流正常后再开机生产。 5、气压少于5㎏压力时不要开机。避免因压力不足而损伤其它部件或感应不灵敏。 6、机器动转时,切勿接触其活动部件,以免造成意外伤害。 7、机器出现异常响声或发现螺丝松动、 脱落,应及时通知技术人员维修。
自动插件机介绍
剪角彎角角度可達: 0°~ 35°可调 剪脚长度可达:1.2~2.2MM可调
线路板:最大450MM*450MM 最小50MM*50MM
8小时 x 4周
住厂支持
第四阶段
24个月
保修期服务
第五阶段
后续服务支持
第一阶段:设备安装调试 第二阶段: 现场培训 第三阶段: 住厂支持 第四阶段: 保修期服务 第五阶段: 后续服务支持
新泽谷插件机方案设计
目前插件机的底板运输方法有三种:
1.手动放板(无自动上下板装置)
2.人工换板(不停机换板)(新泽谷插件机采 用的方式)
性价比
型号 产地 实际产能(CPH) 投资额(RMB/VAT) 保养/耗材(月) 设备维护(月) 五年总产能 单颗插件成本
卧式自动化插件设备 新泽谷XG1000+XG2000*2
国产 28000 950K 1800
24 96096万 0.0015
环球 6241F 进口 17000 1100K 3000 12
新泽谷插件机介绍
新泽谷机械有限公司
2001年成立.。 2005年第一台全自动AI面市 2006年研发全自动精密点胶机。 2006年12月被东莞市科学技术局授予“东莞市民营科技企业” 。 2007年获得“寮步镇科技创新科技称号项目资助”。 2007年8月组织申报15项相关设备的专利。 2007年10月开始组织研发异型电子元器件插件机 。 2008年1月获得东莞市“寮步镇2008年度突出贡献奖” 2009年2月广东省科学技术局授予“广东省民营科技企业”。
02J060029-2013 A1卧式自动插件机操作规程
操作文件文件修订页1 目的建立环球立式自动插件机(6380B)作业规范,为操作人员提供作业依据、确保产品品质达到工艺要求。
2 适用范围适用于公司所有环球立式自动插件机(6380B)。
3 术语与定义引用公司《管理手册》中的术语与定义.4 职责与权限4.1 工程技术部有指导使用者正确操作及保养环球立式自动插件机(6380B),负责工艺参数的设定。
4.2 使用部门负责环球立式自动插件机(6380B)的日常检查、维护保养和使用。
5 内容与方法5.1 操作步骤5.1.1 开机前准备5.1.1.1 检查插件头、剪脚装置、工作台及夹具、送料装置、BEC系统、UPS电源等机械部分,保养持各机械件及紧固件齐全、完好。
UPS电源夹具 BEC系统剪脚装置插件头5.1.1.2 检查各安全防护装置、限位装置是否完整、安全可靠,进气压力表指针是否为80PSI,若不是则调整。
安全防护门气压值80PSI5.1.1.3 检查确认各电、气旋钮和开关是否在规定位置,电线、气管是否松脱及破损,若有则紧固或更换。
5.1.1.4 安装并调整好转台上的夹板夹具。
5.1.1.5 检查PCB板的设计是否符合机器工艺要求并根据生产工艺要求在电脑里编好插件程序。
5.1.1.6 在夹具上装载好将生产的PCB板,确保每块PCB板装夹牢固。
5.1.1.7 在料架上装好物料并检查物料是否变形,若变形则处理,严禁将编带不规整的元器件装在机器上插件。
5.1.1.8 由操作工将以上检查情况详细记入设备交接班记录本中,若处理不了的问题立即报告维修人员检修处理。
5.1.2操作方法5.1.2.1般动电源开关置于“ON”位置,打开电源。
搬到“ON”位置5.1.2.2 等候IM-UPS屏幕的消息区域显示“INTIALIZATION COMPLETE”初始化完成。
5.1.2.3 启动机器的所有急停开关,按下自锁复位键(INTLK RESET)。
5.1.2.4 检查带状物料是否妥善放置进送料轮。
环球立式6380B背部机插安全距离2012
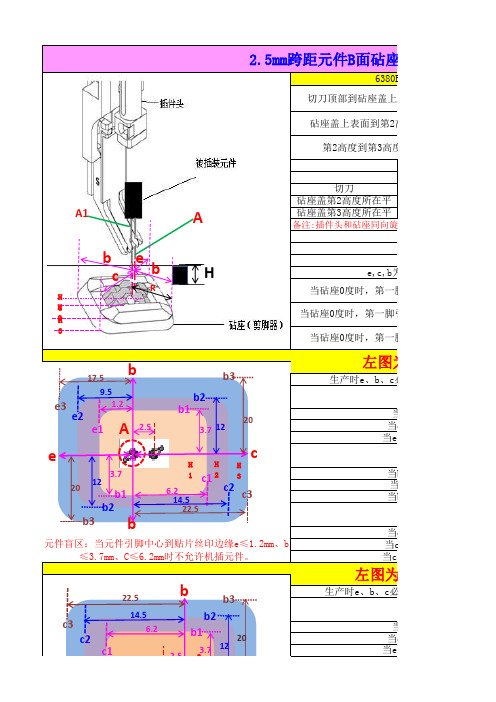
当e≥元件盲区:当元件引脚中心到贴片丝印边缘e≤1.2mm、b≤3.7mm、C≤6.2mm时不允许机插元件。
当e≥e,c,b为A点6380B砧切刀顶部到砧座盖上表当砧座0度时,第一脚引当e≥mm时,该区域贴当e≥1当b≥mm时,该区域贴第2高度到第3高度(生产时e、b、c必须当b≥当c ≥6.2mm时,该区域贴当c≥当c≥2生产时e、b、c必须备注:插件头和砧座同向旋转切刀砧座盖第2高度所在平面砧座盖第3高度所在平面砧座盖上表面到第2高度当b≥2.5mm跨距元件B面砧座安砧当砧座0度时,第一脚引脚当e≥mm时,该区域贴当砧座0度时,第一脚引左图为所0度左图为所180当e≥1A3.76.2122014.522.53.71220 1.29.517.5bcbe2.5 2.53.7122014.56.222.5A bAe b bc H 1H 2H 3H H2H 3H 1b1b2b3c2c1c3e1e2e3b1b2b3b2b1b3c1c2c3A1R当e≥当e≥1当c≥2当e≥当e≥当e≥1当c≥当e≥元件盲区:当元件引脚中心到贴片丝印边缘e≤1.2mm、b≤3.7mm、C≤6.2mm时不允许机插元件。
元件盲区:当元件引脚中心到贴片丝印边缘e≤1.2mm、b≤3.7mm、C≤6.2mm时不允许机插元件。
当c≥当c≥2当b≥当b≥mm时,该区域贴当b≥当b≥当b≥当b≥当b≥生产时e、b、c必须当b≥当b≥当c≥当c ≥6.2mm时,该区域贴左图为所270左图为所90度生产时e、b、c必须2.51.29.517.53.71220A b e cA eb bc 1.29.517.53.71220123.7206.214.522.5·Acbb 3.76.2 1.23.712209.514.522.5e1e3e2b1b3b2c1b2b2b2b2b1b3b1b3e1e2e3c1c2c3b1b3b1e1c1c2c3元件盲区:当元件引脚中心到贴片丝印边缘e≤1.2mm、b ≤3.7mm、C≤6.2mm时不允许机插元件。
环球插件机中文编程资料1
申明:本资料共10篇。
来自环球培训。
兹将其共享给各位同行。
版权和商标无论是我们的150多项专利, 我们的敬称, 还是我们公司的标志, 环球公司决定保护自己的知识产权。
这包括列在下面供参考的商标,还有法律规定的知识产权也保护我们的® o或™ 标志。
AdVantis™Applied Conveyor Engineering®Applied Conveyor Engineering logo is registeredChipJet®CIMLink®Circle U logo is registeredDimensions™ Manufacturing Monitoring SoftwareDimensions logo is registeredFlexJet®GSM®GSM Genesis Platform®GSMx™GSMxs™Lightning™Magellan®MegaView®Omniplace®Polaris logo is registeredPrecisionPro®Quadris™UICS®Universal®Universal logo is registeredUniversaLight®UPTIME 100®U-Teach®Vantis™Vari-Cell®Virtual Process Engineer™VPE™VPE with Intelligent Agent™VRM® (in select countries, not US)下面是可能在此文件其他地方找到的其他注册商标®, 注册待定商标™, 以及服务商标SM AIS-3500 Trademark of Applied Intelligent Systems, Inc.CIMBridge Trademark of Mitron CorporationDEK Trademark of DEK Printing Machines LimitedDEC Trademark of Digital Equipment CorporationFORCE Computers Trademark of FORCE COMPUTERS Inc./GmbHG AMMA T ECH Trademark of GAMMATECH, Inc.Loctite Trademark of Loctite CorporationMcAfee Trademark of McAfee, Inc.Microsoft Trademark of Microsoft, Inc.MS-DOS Trademark of Microsoft, Inc.OS/2 Trademark of International Business MachinesOperating System/2 Trademark of International Business MachinesPDOS Trademark of Eyring, Inc.Pentium Trademark pending of Intel CorporationPLC Trademarks of Allen BradleyProgrammable Logic Controller Trademarks of Allen BradleyRadiSys Trademark of RadiSys CorporationVectra Trademark of Hewlett PackardVERSAmodule Trademark of Motorola, Inc.V IRUS S CAN Trademark of McAfee, Inc.Windows Trademark of Microsoft Corporation© 2005年环球仪器公司版权所有。
环球机6380B操作员培训教材
(二)生产开始步骤:
1、上料,根据签发的AI站位表安装物料(注意LED极性及档位)。
2、确认物料已装好后,将安全门、盖关好。
3、将PCB在工作台夹具上定好位。
4、旋开拉
紧急停止开关,此时
恢复联锁开关亮灯,按下此
开关灯灭,接着按 开始开关,机器开始归零动作。
5、待机器归零结束后,用鼠标点击单步Single Cycle选项。
6、然后按 START,使机器取下第一颗元件并插入PCB指定孔位,如果顺
畅插入,确认LED灯的彩色及极性方向要与基板上标志一致。
7、确认OK后,则点击Full Cycle选项并将安全连锁开关(INTER LOCK BYPASS)
旋至“OFF”档位,按START键,机器开始常生产。
8、首板的生产完成后,进行首板确认。
START (开始)
OVERRIDE/TRANS FER ERROR (连
续运行)
11
各功能键介绍:
1、 PALM SWITCH (安全停止):
机器出现异常或故障时,按下此开关做紧急停止,机器各伺服马达均 断电
2、 REPAIR(补插键) :
按此开关为机器补插入动作
3、 STOP (停止):
按此开关机器暂时停止工作
15
八、操作顺序
(一)产品程序调用:
1、点击电脑屏上
LOAD PRODUCT 图标
出现左图所示。
2、在 Products Defined 中选择产品程序。
3、在 Requested Count 生产计划中设定生
产数量。
4、点击Full Cycle,全自动生产模式。
5、接着点OK产品程序导入。
※Cycle Mode: 1、Dry Cycle空打时,必须把Sequencer On选项前的“√” 去 掉,为分配头不送料。 2、Full Cycle 全自动化 3、Segment Repair 中途插件,可指定从哪一步开始生产。
LED638T2测试机.使用说明
維明企業股份有限公司
LED-638T2
第 3 頁
(9) 為 IF3 之脈衝寬度. 請參閱(5) (10) IFM: 測試 DVF 時,讀取 VF 所供應之順向電流源. 請參閱(4) (11) 為 IFM 之脈衝寬度. 請參閱(5) (12) IFP: 測試 DVF 時,加熱使用的順向電流源. 請參閱(4) (13) 為 IFP 之脈衝寬度. 請參閱(5) (14) IFD: 指定測試 VFD 暫態峰值時的掃描電流範圍 0=OFF, 1=0→100uA(大約值), 2=0→25mA(大約值), 3=AUTO(自動判別) (15) IZ: 為測量 VZ(BVR)所須之逆向電流源 0.00~40.00uA, 40.1~400.0uA, 401~1000uA (16) 為 IZ 之脈衝寬度, 0.0~200.0mS 經過指定的脈衝寬度後才讀取 VZ 值, 讀取 VZ 所須時間由省時策略決定(出廠預 設為一電源週期). 對於高阻抗待測物, 此項設定值請設定 25mS 以上 (17) VR: 為測量 IR 所須之逆向電壓源, 0.0~200.0V (18) 為 VR 之脈衝寬度, 0.0~200.0mS 經過指定的脈衝寬度後才讀取 IR 值, 讀取 IR 所須時間由省時策略決定(出廠預 設為一電源週期). 此項設定值請設定 25mS 以上 (19)~(35)項為 G-LED 的電性測試條件, 請參閱(2)~(18)項 (36)~(52)項為 B-LED 的電性測試條件, 請參閱(2)~(18)項
LED-638T2
LED TESTER
使用說明
維明企業股份有限公司
台中縣大雅鄉上楓村民豐街 117 號 TEL: 886-4-25676189 FAX: 886-4-25676188 2005 年 9 月二十版
工序介绍
工序介绍n贴片(SMT)生产线Ø贴片生产线主要的设备有:Mirai半自动印刷机、松下高速贴片机、Mirai中速多功能贴片机、Mirai八温区回流焊机和自动检测(AOI)机。
Ø本公司的焊锡膏均采用国际顶级品牌ALPHA的产品,在原材料上确保了焊点的可靠性。
Ø锡膏印刷作为表面印刷技术工艺流程的第一道工序,也是SMT的基础。
设备性能的优劣直接影响产品质量。
我们使用的Mirai锡膏印刷机具有真空吸附系统,能保证刮刀印刷的PCB板不被粘起,确保脱模的完整性。
自动气缸四点钢网锁紧定位系统,使钢网定位操作方便,印刷重复精度至±0.02MM,活动钢网框架,可用大小钢网,适应性强。
悬浮刮刀可自动平衡左右压力。
刮刀压力数字显示并可调。
突出的性能保证印刷品质的稳定。
Ø松下高速贴片机,通过光、电、气系统的配合,自动寻找基准点,把元件贴装到PCB焊盘。
该设备有12个贴片头,主要用于CHEEP元件和小芯片的贴装,运转速率高,可达到0.15秒/元件,并实现元件种类最优化贴装。
ØMirai中速多功能贴片机,有3 个贴装头,主要用来贴装器件相对较大、贴装精度要求高的元件。
设备通过对器件的影像检查后贴装,有效确保了贴装精度。
该设备与松下高速贴片机的配合,增加了设备的适应性和贴装范围的广泛性。
ØMirai八温区回流焊机,就是通过加热使贴装好元件的PCB的锡膏固化,把元件固定在PCB上达到焊接的目的。
该设备采用PLC集中控制,人机界面与电脑双控制系统,操作稳定,确保控制系统零故障率。
多点喷气原理,加热区风程短,加热效率高。
双模块强抽风及过虑系统,确保炉膛的清洁。
强大的冷却系统。
这能有效的满足目前的生产需要。
进口特制的长寿命尧线镍铬发热线,效率及灵敏度高,各控温区精度可达±1℃。
采用高温马达,热风均衡,震动小,有利于平稳焊接。
配有UPS不间断电源,在突发断电时也不会造成PCB烤坏在炉里。
CAT Ⅳ 600 V 地线测量仪 FT6380、FT6381 用户指南说明书

CLAMP ON EARTH TESTERFT6380, FT6381For multi grounded systems onlyEasy pole earth resistance measurement with super slim jaw0.02 Ω to 1600 Ω wide measurement range for earth resistance measurement 1.00 mA to 60.0 A covering small leakage current to load currentEasy Open Jaw Light WeightHigh AccuracyPhone************Fax: 033 30222923************************0.87 inch(22 mm)2Get Things Done with Super Slim JawsEasy clamping!Open jaws easily with just two fi ngers.Only half the grip power is needed compared totypical clamp earth testers.Clamp at the narrowest point!Now you can easily clamp the earth cable on the polewithout digging. The dramatically slim 0.79 inch (20mm)jaws let you finish your job easily and effi ciently.No wait time after powering on.Start measuring instantly without zero-calibration.LCD with beautiful back lightWith the bright back light, you can easilyread the measurement value even in darklocations.Large storage capacity(up to 2,000 data)You can store up to 2,000 measurementvalues in the fi eld and recall them in youroffi ce later.Filter function enables evenmore accurate measurementsResistant mode filter: digital filter givesyou steadier readings.Current mode filter: Low-pass filtereliminates harmonics current over 180Hz. Quick Start!Alarm FunctionSet the alarm to audibly and visually notifyyou that the resistance or current valueexceeds the threshold.0.87 inchHigh Accuracy and RepeatabilityWell-designed magnetic shields eliminatethe leakage fl ux between the two cores thatoften affect measurement accuracy.1.5 inch1.26 inch(32 mm)(22 mm)(20 mm)(38 mm)Memory numbe r+++3Measurement PrincipleFT6380/6381 can measure Multi-Grounded systems.Voltage InjectionCurrent MeasurementRx R1R2R3R4Clamp on the earth cable. The instrument has two cores for voltage injection and current measurement.1. The voltage transducer injects a defi ned voltage into the multi-grounded system.2. From the defi ned voltage and measured current, the total circuit loop resistance is calculated in thefollowing equation.In a typical multi-grounded system, the parallel resistance value is small enough to be ignored and the equation as referredabove can be simulated as follows.Rx =VIAutomatic Report GenerationModel FT6381 can create reports instantly in the fi eld usingan Android TM phone via a Bluetooth® wireless technology.1111R1 R2 R3 R41Rx +VI=Offi ce. . .After making a report, you can see it onthe Android TM phone or send the datato your PC at the offi ce via e-mail.Real time data transferVia e-mailAutomatic Report Generationon your Android TM phoneReport includes the MeasurementValue, Date and Time, Map with GPSinformation and Pass/Fail information123Download dataAll information correct as of May. 22, 2012. All specifications are subject to change without notice.FT6380E2-25M Printed in JapanNote: Company names and Product names appearing in this catalog are trademarks or registered trademarks of various companies.Current ModeSpecificationsDisplayDigital/ LCD, max. 2000 digits Display update rate: 2 times / s Maximum conductor diameter formeasurementø 32 mm (1.26 in)Power supplyLR6 alkaline battery × 2Continuous operating time35 hours With display backlight off, Bluetooth OFF (FT6381)Auto power savePower save state when 5 minutes have elapsed since the last operation Operating temperature and humidity -10°C (14°F) to 50°C (122°F), 80 % rh or less (no condensation)Storage temperature and humidity (no condensation, except batteries)-20°C (-4°F) to 60°C (140°F), 80 % rh or lessDustproof and waterproof IP40 (EN60529) With Jaws ClosedTemperature characteristicsIn -10°C (14°F) to 50°C (122°F) range: add 0.1 × Measurement accuracy / °C Withstand voltage AC 7400 Vrms for one minute Between clamp sensor and casingMaximum input currentAC 100 A continuous, AC 200 A 2 minute (50 / 60Hz)Applicable standards Safety: EN61010 EMC: EN61326Dimensions, MassApprox. 73 mm (2.87 in) W × 218 mm (8.58 in) H × 44 mm (1.73) D , Approx 650 g (22.9 oz)AccessoriesCarrying Case×1, Resistance Check Loop×1, Strap×1, Instruction Manual×1Alkaline Battery(LR6)×2FT6381 InterfaceInterfaceBluetooth ® v2.1+EDRCommunication Distance 10 m (Class 2.1)Communication Protocol SPP (Serial Port Profile)CompatibilitySmartphone/ Tablet (Android TM )Applicable OSAndroid TM 2.1 or later Accuracy guaranteed for 1 yearResistance modeAccuracy guaranteed for 1 yearResistance Check Loop Carrying CaseAccessoriesBluetooth is a trademark of Bluetooth SIG, Inc. and licensed for use by HIOKI E.E. CORPORATION.Industrial Supply Syndicate54, Ezra Street, Kolkata - 700 001, INDIAPhone: 22350923, 22356676 Fax: +91 33 30222923Email:*******************************:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
RADIAL RADIAL 88XT XT((63806380B B )说明书RADIAL RADIAL 88XT XT((63806380B B )说明书目录第一部分 设备电第一部分 设备电、、气及场地要求第二部分 设备机械组成部位介绍第三部分 设备安全标识及安全操作方法第四部分 设备第四部分 设备OS OS OS//2、IMUPS IMUPS系统介绍系统介绍第五部分 设备编程方法第六部分 设备机械部件调校方法第七部分 设备对第七部分 设备对PCB PCB PCB的工艺要求 的工艺要求第八部分 设备易损件表一>场地要求:1>电压:220+10VAC/55+10HZ 2>空气开关电流: 15-20A 3>机器功率: 2.7KW-3.4KW 4>气压: 90PSI 或6千克5>6>气管内直径: 13MM 7>电线要求: 4-6平方8>车间温度: 22-26度9>湿度:50-60%1>L1机头长:1.6M 2>L2机头宽:1.8M 3>L3机尾长(20站):1.6M (每增加20站增加1M)4>L4机尾宽:1.5M 5>L5整机长:3.2M 6>机器高度:1.7M7>机器两侧:M1`M2>1.0M 机尾M3>1.0M 机头M4>2.0M二>机器尺寸:第一部份 设备场地要求及电第一部份 设备场地要求及电、、气、机器尺寸第二部份 设备机械组成部位介绍1、分配头与链条2、计数器3、剪切站4、分配头5、分配头感应6、链条马达7、操作面板开头8、CTA部件8、X、Y轴定位系统9、BEC定位系统10、剪脚头14、元件抛料站11、插件头12、元件出现检测器13、修复元件指示灯第三部分 设备安全标识及安全操作方法一、二、8>生产中有紧急情况须按下急停开关等候技术人员处理7>严禁机器在无人操作下自动运行三、安全门感应器位置及安全操作注意事项3>机器生产中不可以碰到安全门 4>机器生产中不可拉开安全门5>生产中严禁在机器盖上放任何硬物或杂物 6>生产中严禁进入系统中修改参数 2>严禁两人操作一台机器各开关及按健 1>机器在生产中不可将手、工具放在移动台上Palm Switch 紧急停止安全门感应器安全门感应器安全门移动工作台移动工作台第四部分 设备第四部分 设备OS OS OS//2、IMUPS IMUPS系统介绍系统介绍将此开关转到ON位置,机器处于手动状态可进行维修保养或更换一、操作面板(各功能键位置)STOP 停止START开始PalmSwitch 紧急停止OVERRIDE/TRANSFER ERROR 连续运行INTERLOCK RESET 恢复联锁INTERLOCK BYPASS维修/手动/自动方式SYSTEM SETUP (系统设定):设系统各项参数PRODUCT EDIT(产品编辑):进入产品程序编辑PRODUCT CHANGEOVER(产品转换):从不同路径导入产品程序PRODUCTION CONTOL(生产控制):进入手动控制状态MACHINE STATUS(机器状态):显示当前机器所处状态MANAGEMENT INFORMATION(管理资料):记录显示产品生产报告 DOCUMENTS(资料):机器有关说明文件IM DIAGNOSTICS(系统诊断):进入控制系统各参数校正及故障检修二、电脑控制屏各功能键SETUP(IMUPS设定):进入IMUPS操作系统设定SECURITY(安全):进入密码设定MAINTENANCE INTERVAL SERVICE(保养进度):进入保养进度表SHUTDOWN(关机):机器不做生产时关闭系统OS/2 WINDOW(OS2窗口):进入DOS菜单TURN OFF ALARM(关闭警报):遇到有警报声需点击做消除机器做分解动作机器做单步动作机器做连续动作显示产品内容显示生产信息显示物料站位情况LOAD PRODUCT(导入产品):导入新产品程序CHANGE PRODUCT COUNT(改变产品数量):在生产中修改所须生产产品的数量 FILE MANAGER(文档管理):管理各种文档插件头已启动工作1>点击电脑上 2>在Requested Count 中设定产品数量,点击FullCycle3〉在Products defined 中选择产品程序,接着点击OK产品程序已导入4>确认物料已装好后,将各安全门、盖关好5〉旋开拉起开关灯灭,接着按6>待机器归零结束后,将待生产的PCB板放到机器夹具上,再次按机器开始工作自动插件LOAD PRODUCT 图标出现上图三、导入产品程序进行生产方法点击FULLCYCLE1>开机a>先打开UPS电源,按POWER ON开关b>将机器后面电源开关OFF转到ONC>待机器电脑出现Initializtion complete 后开机完成开关b>用鼠标点击图标,出现右边提示选择YES C>将机器后面电源开关ON转到OFFd>关闭UPS电源,按POWER OFF开关四、关机操作方法STOP停止START 开始Palm Switch 紧急停止OVERRIDE/TRANSFER ERROR连续运行INTERLOCKRESET恢复联锁INTERLOCK BYPASS维修/手动/自动方式第五部分 设备编程方法A>length:xxx B>width:xxx图二4>在Template选择Save As(输入名称)选择OK即可5>在Board Thickness中输入PCB板厚度(如下图)选择OK即可B >Width Width((元件实际宽度元件实际宽度):):):((XXX XXX))mmC >Height Height((元件高度元件高度))(XXX XXX))mm1 1> > > 选择元件种类选择元件种类选择元件种类((如LEDS LEDS- - - Rad Rad Rad))2 2> > > 进入进入进入Component Component Component进行如下操作进行如下操作进行如下操作((如下图如下图) )3 3>>设定 设定 Body infornation Body infornationA >Length Length((元件实际长度元件实际长度):):):((XXX XXX) ) ) mm mm第二步>进入主菜单Components 中点击 Database6241F主菜E >polarized components polarized components((元件极性元件极性):):):YES YES YES/+/-//+/-//+/-/NO NOD >lead diameter lead diameter((元件脚实际直径元件脚实际直径):():():(xxx mm xxx mmA> Product Nome中输入程式名B> board中选入PCB尺寸(UIC设备生产程序制作方法-设定的PCB尺寸) C>选择OK1>在主菜单中执行Product Product Product点击点击点击New New2>在Nnew Product Nnew Product Nnew Product 中执行以下操作中执行以下操作中执行以下操作((如下图如下图))C>在Y POS 中输入Y坐标(用卡尺量)D>在Theta 中输入插件时的角度(0/90/180/270)E>在hole span 中输入插件时元件跨度(用卡尺量)F>在depth stop 中输入插件时元件高度(用卡尺量)1>在主菜单Components omponents omponents中点击中点击中点击Lnsertion List Lnsertion List Lnsertion List((如上图如上图))2>在Lnsertion List菜单中执行以下操作(如上图)G>在anvil span offset 中输入03>完成以上步骤即做好一个元件,重复以上步骤依此做出PCB上需插件的元件(如下图A>在component ID 中选择要插件元件类型(如:跳线/电阻/二极管)B>在X POS 中输入X坐标(用卡尺量)第五步:设定元件物料站位Dispense Heads1>在主菜单中选择Dispense Heads2>在Dispense Head List中输入元件分配的站位序号(如下图)第六步:程式名优化(根据实际需要操作)1>在主菜单中选择Order中点击Optmization(如下图)2>在Optimizetion optione中选择双下操作来完成优化(如下图3>在主菜单中选择save即完成程序制作第六部分 设备机械部件调校方法一、二、三、四、五、六、七、八、九、十、十一、十二、十三、十四、十五、十六、十七、十八、十九、第七部分 设备对PCB的工艺要求一、PCB工艺边设计(设备单窗口打板设计参考):板边为8.00MM板宽≤407.00MM板边为5.0MMAAB B 定位孔直径3.0+0.05MM(或椭圆5.0×3.0MM)定位孔中心离PCB板右边缘(A)5.0MM、离PCB板外边缘(B)3.5MM定位孔直径3.0+0.05MM、定位孔中心离PCB板左边缘(A)5.0MM、离PCB板外边缘(B)3.5MM二、PCB工艺边设计(设备双窗口打板设计参考)板边为8.0MM板宽≤170.00MM板边为8.0MM板长≤508.00MM定位孔直径3.0+0.05MM(或椭圆5.0×3.0MM)定位孔中心离PCB板右边缘(A)5.0MM、离PCB板外边缘(B)定位孔直径3.0+0.05MM、定位孔中心离PCB板左边缘(A)5.0MM、离PCB板外边缘(B)3.5MM AB A B四、不规则的PCB板须合成规则PCB板设计:第八部分 设备易损件表。