MOLDFLOW模流分析
Moldflow模流分析实例教程
Moldflow模流分析实例教程Moldflow是由Autodesk公司开发的一款CAD/CAM软件,它可以分析各种注塑工艺的参数,帮助用户设计、优化和验证注塑模具、工艺、材料等,从而达到降低成本、提高生产效率和质量的目的。
本文将以一个实例为依据,介绍Moldflow的基本工作流程和操作方式。
1. 建立注塑模型首先,我们需要建立一个注塑模型。
这里以一个简单的汽车零件为例。
我们可以使用任何一款CAD软件来建模,然后将模型导入Moldflow中。
在导入模型之前,需要检查模型的缺陷、尺寸和材料属性等,确保模型符合注塑制造的要求。
在Moldflow中,模型的尺寸单位可以是毫米或英寸,也可以根据需要进行调整。
2. 定义材料属性完成模型的导入后,我们需要定义模型所用的注塑材料属性。
这些属性包括材料的熔点、热膨胀系数、热导率等。
Moldflow提供了许多预定义的材料,用户也可以自己手动定义材料属性。
在定义材料属性时,需要确保材料的属性与实际情况相符。
3. 定义注塑工艺参数接下来,我们需要定义注塑工艺的参数。
这些参数包括注塑温度、压力、速率、冷却时间等。
Moldflow提供了多种预定义的注塑工艺参数,用户也可以自己手动定义注塑工艺参数。
在定义注塑工艺参数时,需要考虑到模型的几何形状、材料的性质和注塑过程中可能出现的缺陷等因素。
4. 进行模拟分析完成注塑模型、材料属性和注塑工艺参数的定义后,我们可以进行模拟分析。
这一步可以帮助用户了解注塑模型在实际制造中的性能表现,包括可能出现的缺陷、翘曲、收缩等现象。
模拟分析也可以帮助用户优化模型的设计和注塑工艺参数,以便实现最佳生产效率和质量。
在Moldflow中,用户可以通过“可视化”、“图表”等多种方式查看模拟结果。
5. 优化模型设计和注塑工艺参数根据模拟分析的结果,用户可以优化注塑模型的设计和注塑工艺参数,以便进一步提高生产效率和质量。
优化过程可以是一个反复迭代的过程,涉及到材料选择、模型修正、注塑参数调整等多个方面。
模流分析(MOLDFLOW)

一. 压力條件对产品的影响1.高保压压力能夠降低產品收縮的機會补充入模穴的塑料越多,越可避免產品的收縮高保压压力通常會造成产品不均勻收縮,而导致產品的翹曲变形对薄殼產品而言,由於壓力降更明顯,上述之情況更加嚴重2.Over packing 過保壓保壓壓力高,澆口附近體積收縮量少遠離澆口處保壓壓力低且體積收縮量較大導致產品翹曲變形,產品中央向四周推擠形成半球形(Dome Shape)3. Under packing 保壓不足澆口附近壓力低遠離澆口處壓力更低導致產品翹曲變形,產品中央向四周拉扯形成馬鞍形Twisted shape保壓時間如果夠長,足夠使澆口凝固,則可降低體積收縮的機會澆口凝固後,保壓效果就無效果一、澆口位置的要求:1.外观要求(浇口痕跡, 熔接线)2.產品功能要求3.模具加工要求4.產品的翹曲变形5.澆口容不容易去除二、对生产和功能的影响:1.流長(Flow Length)決定射出壓力,鎖模力,以及產品填不填的滿流長縮短可降低射出壓力及鎖模力2.澆口位置會影響保壓壓力保壓壓力大小保壓壓力是否平衡將澆口遠離產品未來受力位置(如軸承處)以避免殘留應力澆口位置必須考慮排氣,以避免積風發生不要將澆口放在產品較弱处或嵌入处,以避免偏位(Core Shaft)三、选择浇口位置的技巧1.將澆口放置於產品最厚處,從最厚處進澆可提供較佳的充填及保壓效果。
如果保壓不足,較薄的區域會比較厚的區域更快凝固避免將澆口放在厚度突然變化處,以避免遲滯現象或是短射的發生2.可能的話,從產品中央進澆將澆口放置於產品中央可提供等長的流長流長的大小會影響所需的射出壓力中央進澆使得各個方向的保壓壓力均勻,可避免不均勻的體積收縮射出量/切换点的影响射出量可由螺杆行程距离的設定決定射出量包括了填滿模穴需要的塑胶量以及保压時須填入模穴的塑膠量切換點是射出機由速度控制切換成壓力控制的點螺桿前进行程過短(切換點過早)會導致保壓壓力不足假如保压压力比所需射出壓力還低,產品可能发生短射PVT特性p –压力; v –比容; T –溫度描述塑胶如何随着压力及溫度的变化而发生体积上的变化。
MOLDFLOW模流分析

交叉边数量。
非折叠边是指由两个以上的三角 形或3D单元共用一条边。 Fusion网格此项必须是“0”。
共用边数量。 折叠边是指两个三角形或3D单元 共用一条边。 Fusion网格中只能存在折叠边。
STEP 8-创建浇注系统和冷却系统
利用冷却回路向导构建冷却回路
网格的划分和处 理
STEP9-成型窗口分析
网格的划分和处 理
根据产品的几何形状、材料、进浇位置经过一系列的快速计算,预估产 品最佳成型参数,指导后续的工艺参数指定和实际生产中工艺参数的调整
➢ 选择“分析”→“设置分析顺序”→“成型窗口” ➢ 选择“分析”→“工艺设置向导”,按下图设置工艺参数,执行计算
网格的划分和处 理
STEP 8-创建浇注系统和冷却系统
建立浇注系统分流道中心线,赋予冷流道属性
STEP 8-创建浇注系统和冷却系统
➢ 建立浇注系统主流道中心线,赋予冷主流道属性
网格的划分和处 理
➢ 执行划分网格指令
STEP 8-创建浇注系统和冷却系统
检查各区域的连通性
网格的划分和处 理
设置主流道顶部中心节 点作为进胶点,完成浇 注系统设置;
注塑机型号(可以安装注塑机型号库),设置模具温度和熔体温度
STEP 8-创建浇注系统和冷却系统
浇注系统
网格的划分和处 理
STEP 8-创建浇注系统和冷却系统
网格的划分和处 理
直接浇口
点浇口
侧浇口
潜伏浇口
扇形浇口
牛角浇口
STEP 8-创建浇注系统和冷却系统 冷却系统
52
(完整版)MOLDFLOW分析报告
引言概述:MOLDFLOW分析是一种重要的工具,广泛应用于塑料制品设计和生产过程中。
它可以提供关于模具充填、冷却和固化的详细信息,帮助设计师优化模具设计,提高产品质量和生产效率。
本文将通过分析报告的方式,详细介绍MOLDFLOW分析的应用和意义。
正文内容:一、模具充填分析1. 熔体流动模拟:对熔体在模具中的流动进行模拟,可以分析熔体的充填情况、充填时间和充填压力等参数,以及可能出现的缺陷,如短充、气泡等。
2. 塑料充填模拟:通过模拟塑料在模具中的充填过程,可以评估模具的设计是否合理,以及可能存在的充填不良、厚薄不均等问题。
3. 充填时间分析:根据模具充填模拟的结果,可以计算出塑料充填的时间,从而优化生产周期和工艺参数。
二、冷却系统分析1. 冷却效果模拟:通过模拟冷却系统的布局和工艺参数,在模具充填结束后,对模具进行冷却效果的分析。
可以评估冷却系统的设计是否合理,以及可能存在的冷却不均、温度过高等问题。
2. 温度分布模拟:根据冷却系统分析结果,可以计算出模具内部的温度分布,帮助优化冷却系统的设计和工艺参数。
3. 冷却时间分析:根据冷却系统模拟的结果,可以计算出模具冷却的时间,从而优化生产周期和工艺参数。
三、固化模拟分析1. 熔体固化分析:通过模拟塑料在模具中的固化过程,可以评估模具冷却效果和固化时间,避免可能出现的缺陷,如收缩、变形等。
2. 温度变化分析:根据固化模拟分析结果,可以计算出模具内部的温度变化曲线,帮助优化冷却系统和固化参数的设计。
3. 固化时间分析:根据固化模拟分析的结果,可以计算出模具固化的时间,从而优化生产周期和工艺参数。
四、缺陷分析1. 模具缺陷预测:通过模拟模具充填、冷却和固化的过程,可以预测可能出现的缺陷,如短充、气泡、收缩等,并给出相应的解决方案。
2. 缺陷修复优化:根据缺陷分析结果,可以优化模具设计和工艺参数,减少缺陷的发生,并提高产品质量和生产效率。
五、效果验证与总结1. 效果验证:通过对MOLDFLOW分析结果与实际生产产品进行对比,验证分析的准确性和可靠性,并修正和改进分析模型。
Moldflow的模流分析入门实例要点
Moldflow的模流分析入门实例要点Moldflow是一款流行的注塑工艺分析软件,可以在产品设计阶段对注塑模具和工艺进行模拟,从而有助于优化产品设计和减少制造成本。
本文将介绍Moldflow的基本概念和流程,并演示一个简单的模流分析入门实例。
Moldflow的基本概念和流程什么是Moldflow?Moldflow是一款通过计算机模拟注塑模具和工艺的软件,可以预测零件的尺寸、热变形、缩短时间和熔融等特性,从而帮助用户优化工艺设计和改善质量。
Moldflow的工作原理和流程1.构建几何模型:首先需要将设计好的三维模型导入Moldflow中,并定义注塑件的材料和成型工艺参数。
2.网格划分:模型构建完成后,需要将它离散化成三角形网格,以便计算机进行数值模拟。
3.材料模型:材料模型是与材料性能相关的方程式、曲线及其参数。
Moldflow包含了多种材料模型,用户可以选择最适合自己项目的模型。
4.模拟运行:设置计算条件并运行模拟,在计算过程中,Moldflow会根据模型的精度和计算机性能,自动划分计算网格,利用有限元技术模拟注塑工艺的各种物理现象。
5.结果分析:模拟完成后,可以查看模拟结果,比如注射时间、注塑温度、断面压力、熔接线、应力分布等。
模流分析入门实例注塑模具设计和工艺参数的选择对注塑生产过程中产品的质量和成本产生很大的影响。
在这个入门实例中,我们将模拟一个中空塑料球的生产过程,旨在演示Moldflow的基本功能和流程。
步骤1:构建几何模型首先我们需要构建完整的几何模型,这里我们以一个中空的塑料球为例。
导入模型后,需要进行几何模型的处理,使它符合注塑制造的要求,比如需要添加浇口、排气道等。
步骤2:网格划分然后进行网格划分,即把整个模型划分成数以万计的小三角形,使得计算机能够模拟注塑过程中的各项复杂物理现象。
步骤3:材料模型选择合适的热塑性塑料材料模型,在Moldflow中有多种模型可以选择,用户需根据自己的设计要求和材料特性选择最优模型。
moldflow模流分析
模流分析报告
单位:
作者:
学号:
日期:
一、模型修复及网格划分
二、浇口位置分析
材料:牌号为Hostacom M3 U42 L204110
推荐工艺:模具表面温度:55℃
熔体温度:230℃
最大剪切应力:0.25MPa
最大剪切速率:100000 1/s
模具温度范围(推荐):20-90℃
熔体温度范围(推荐):200-260℃
绝对最大熔体温度:300℃
顶出温度:112℃
浇口位置分析结果如下:
三、充填分析
分析总结
此次分析的模型需要极强的moldflow运用能力,分析耗时时间很长。
在纵横比修复过程中也遇到了很大的困难,但是在这期间同学们给予了我不少的帮助,使我猜能够顺利的完成这次分析。
虽然这次做的过程中出现了很多次的失败,但是我相信,在处理这些问题时所用到的和处理问题的方法在我以后的人生中会给予我很大的帮助。
Moldflow 模流分析 产品缺陷优化
目录1.Moldflow的应用流程2.成功案例分享(2个)3.Moldflow应用效益分析4.经验分享(4个)3、演讲内容简介§①、如何用Moldflow软件解决产品外观光泽度、生产效率和翘曲变形问题。
§分享成果:如何将理论知识与实践相结合,得出容易复制、可推广的破题思路。
§②、多维度挖掘产品变形的成因,建立全面、科学评估体系。
§分享成果:技术在于不断积累和更新,拥有强大的知识库才能规避各种缺陷,防重于治!Moldflow 流程介绍一、模具设计前期流程二、首次试模后流程M F 分析M F分析案例分享(一)——解决光泽度、生产效率与变形问题产品简介1、产品概况:产品是挂机空调上的一个零件,零件名称为导风门,位于出风口上,起摆风作用,在空调关机时,处于闭合状态,为一级外观件;产品尺寸:780 x 73 x 24 ;主体壁厚:中心3.5 MM,边沿2.5MM ;材料颜色牌号供应商ABS高光白HI-121LG2、产品要求:①、一级外观件,光泽度要求100以上;②、产品不能有缩痕和S形变形;③、装配间隙要求0.8MM以内;④、每模生产周期55 S ;1、产品外观面的光泽度不够, 不到97(要求100以上);2、生产效率低,周期60秒;变形:反翘变形8MM3、升高模温后满足光泽度,产品变形和间隙大,反翘8 MM,间隙2MM (要求变形±1.5,装配间隙≤0.8 MM)间隙:2 MM 一、目前存在的问题二、原始方案§1、现状:前模热水45℃,后模、滑块接常温水25℃生产。
§2、目的:§缩小前后模的温差,防止产品变形超差。
§3、缺陷:§①、产品表面光泽度不够;§②、生产效率低;前模45℃后模25℃滑块25℃三、原因分析及改善方案(光泽度)1、原因分析:前模热水45℃,偏低,导致产品外观光泽度不够。
2、改善方案:提高前模水温;①、思路:模温机水温从45℃开始往上调整,每次上调5℃;②、现场验证:每次调整后连续生产30分钟(让模具上升到一个相对稳定的温度),并测量光泽度,直到60℃时,发现产品的光泽度达到103 ,符合要求(要求100以上);③、进一步测试:再升高模温到65℃,经过检测,光泽度没有明显提高,反而导致产品冷却后变形超标。
MOLDFLOW模流分析结果解释
MOLDFLOW模流分析结果解释解释结果的一个重要部分是理解结果的定义,并知道怎样使用结果。
下面将列出常用结果的定义及怎样使用它们的建议,越常用的结果将越先介绍。
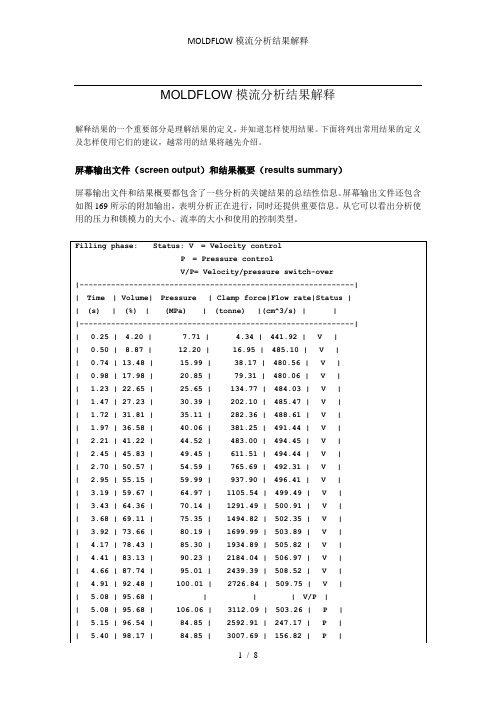
屏幕输出文件(screen output)和结果概要(results summary)屏幕输出文件和结果概要都包含了一些分析的关键结果的总结性信息。
屏幕输出文件还包含如图169所示的附加输出,表明分析正在进行,同时还提供重要信息。
从它可以看出分析使用的压力和锁模力的大小、流率的大小和使用的控制类型。
图169. 充模分析的屏幕输出文件屏幕输出文件和结果概要都有与图170相似的部分。
它同时包含了分析过程中(第一部分)和分析结束时的关键信息。
使用这些信息可以快速查看这些变量,从而判断是否需要详细分析某一结果,以发现问题。
图170. 结果概要输出充模时间(Fill Time)充模时间显示的是熔体流动前沿的扩展情况,其默认绘制方式是阴影图,但使用云纹图可更容易解释结果。
云纹线的间距应该相同,这表明熔体流动前沿的速度相等。
制件的填充应该平衡。
当制件平衡充模时,制件的各个远端在同一时刻充满。
对大多数分析,充模时间是一个非常重要的关键结果。
压力(Pressures)有几种不同的压力图,每种以不同的方式显示制件的压力分布。
所有压力图显示的都是制件某个位置(一个节点)、或某一时刻的压力。
使用的最大压力应低于注射机的压力极限,很多注射机的压力极限为140 MPa (~20,000 psi)。
模具的设计压力极限最好为100 MPa (~14,500 psi)左右。
如果所用注塑机的压力极限高于140MPa,则设计极限可相应增大。
模具的设计压力极限应大约为注射机极限的70%。
假如分析没有包括浇注系统,设计压力极限应为注射机极限的50%。
象充模时间一样,压力分布也应该平衡。
压力图和充模时间图看起来应该十分相似,如果相似,则充模时制件内就只有很少或没有潜流。
具体的压力结果定义如下:•压力(Pressure)压力是一个中间结果,每一个节点在分析时间内的每一时刻的压力值都记录了下来。
MoldFlow 模流分析步骤 CAE 分析
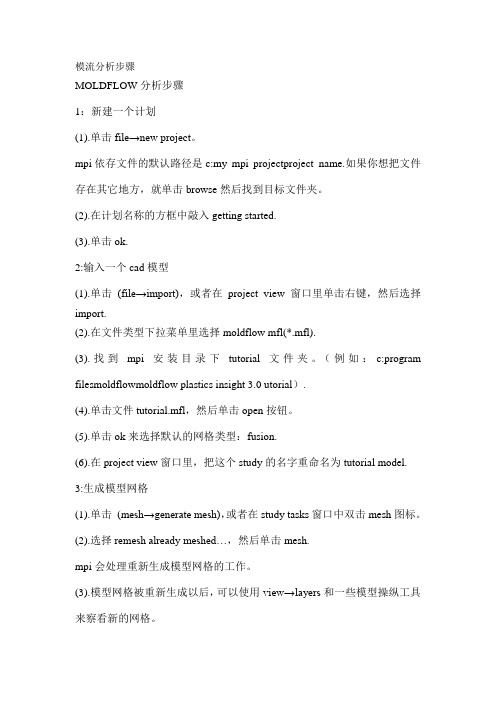
模流分析步骤MOLDFLOW分析步骤1:新建一个计划(1).单击file→new project。
mpi依存文件的默认路径是c:my mpi projectproject_name.如果你想把文件存在其它地方,就单击browse然后找到目标文件夹。
(2).在计划名称的方框中敲入getting started.(3).单击ok.2:输入一个cad模型(1).单击(file→import),或者在project view窗口里单击右键,然后选择import.(2).在文件类型下拉菜单里选择moldflow mfl(*.mfl).(3).找到mpi安装目录下tutorial文件夹。
(例如:c:program filesmoldflowmoldflow plastics insight 3.0 utorial).(4).单击文件tutorial.mfl,然后单击open按钮。
(5).单击ok来选择默认的网格类型:fusion.(6).在project view窗口里,把这个study的名字重命名为tutorial model. 3:生成模型网格(1).单击(m esh→generate mesh),或者在study tasks窗口中双击mesh图标。
(2).选择remesh already meshed…,然后单击mesh.mpi会处理重新生成模型网格的工作。
(3).模型网格被重新生成以后,可以使用view→layers和一些模型操纵工具来察看新的网格。
4:检查模型网格的缺陷(1).单击(mesh→orient all).定向一个模型的网格是很重要的,这样一来就可以明确工件内部和外部的情况。
(2).单击mesh→aspect rati o,然后关闭tips对话框。
(3).在aspect ratio对话框中,下拉菜单选择text.(4).在preferred definition区域中选择standard,然后单击show.报告显示出模型包含了一个好的网格结构,虽然还有很多高长宽比的元素。
Moldflow的模流分析入门实例

基于MOLDFLOW的模流分析技术上机实训教程主编:姓名:年级:专业:南京理工大学泰州科技学院实训一基于Moldflow的模流分析入门实例1.1Moldflow应用实例下面以脸盆塑料件作为分析对象,分析最佳浇口位置以及缺陷的预测。
脸盆三维模型如图1-1所示,充填分析结果如图1-2所示。
图1-1 脸盆造型图1-2 充填分析结果(1)格式转存。
将在三维设计软件如PRO/E,UG,SOLIDWORKS中设计的脸盆保存为STL格式,注意设置好弦高。
(2)新建工程。
启动MPI,选择“文件”,“新建项目”命令,如图1-3所示。
在“工程名称”文本框中输入“lianpen”,指定创建位置的文件路径,单击“确定”按钮创建一新工程。
此时在工程管理视窗中显示了“lianpen”的工程,如图1-4所示。
图1-3 “创建新工程”对话框图1-4 工程管理视图(3)导入模型。
选择“文件”,“输入”命令,或者单击工具栏上的“输入模型”图标,进入模型导入对话框。
选择STL文件进行导入。
选择文件“lianpen.stl”。
单击“打开”按钮,系统弹出如图1-5所示的“导入”对话框,此时要求用户预先旋转网格划分类型(Fusion)即表面模型,尺寸单位默认为毫米。
图1-5 导入选项单击“确定”按钮,脸盆模型被导入,如图1-6所示,工程管理视图出现“lp1_study”工程,如图1-7所示,方案任务视窗中列出了默认的分析任务和初始位置,如图1-8所示。
图1-6 脸盆模型图1-7 工程管理视窗图1-8 方案任务视窗(4)网格划分。
网格划分是模型前处理中的一个重要环节,网格质量好坏直接影响程序是否能够正常执行和分析结果的精度。
双击方案任务图标,或者选择“网格”,“生成网格”命令,工程管理视图中的“工具”页面显示“生成网格”定义信息,如图1-9所示。
单击“立即划分网格”按钮,系统将自动对模型进行网格划分和匹配。
网格划分信息可以在模型显示区域下方“网格日志”中查看,如图1-10所示。
moldflow 注塑成型分析 模流分析报告

1. 熔体密度 2.实体密度 3.顶出温度 4.推荐模具温度 5.推荐熔料温度 6.材料失效温度
0.88 g/cu.cm 1.06 g/cu.cm
119 deg.C 45 deg.C 225 deg.C 290 deg.C
7. 熔料温度下限 8. 熔料温度上限 9. 模具温度上限 10.模具温度下限 11.最大剪切速率 12.最大剪切应力
Page 8
体积收缩
体积收缩结果用来判断产 品各处的体积收缩情况,收 缩不均匀会造成翘曲变形, 收缩较大则造成缩痕。 由图可见产品内部收缩较小, 且比较均匀。出现缩痕风险 小。
Page 9
困气位置
1
Air traps可提供模具的困气位 置。air traps产生在填充末端包 括高rib和boss柱位置、结合线、 流动包封位置。故而在这些位置 一般需要开设排入槽或排气入子。 另外在熔体温降较大处也应增加 排气,提高流动性。
pagepage1919尾部分子剪切作用较高故而分子取向度高并且分子结晶度高取向诱导结晶在取向方向上收缩较大故而收缩应力导致产品尾部收拉力而张开变形
Moldflow注塑成型分析
For
滨海
Reporter : 孟栋梁 sduan@
2010-07-16
分析描述
▪ 产品描述 此是汽车用产品,使用热浇道系统注射成型。
200.0 deg.C 250.0 deg.C 30.0 deg.C 60.0 deg.C 100000.0 1/s
0.25 Mpa
PVT Plow材料数据库
Page 3
工艺条件
注塑机设定:
最大锁模力:
未限定
最大注塑压力:
未限定
最大注射速度:
结合线
Moldflow模流分析经典报告(简体版)
设置注射压力、注射速度、注射温度等边界条件。
塑化边界条件
设置塑化温度、塑化速度等边界条件。
模拟求解与结果分析
模拟求解
根据设置的边界条件进行模拟求解。
结果分析
对模拟结果进行分析,如压力分布、温度分布、流动行为等。
结果优化
根据分析结果对模型进行优化,提高成型质量和效率。
Moldflow模流分析
Moldflow模流分析是一种计算机模 拟技术,用于预测塑料模具填充、流 动、冷却和翘曲等行为,从而优化模 具设计和产品成型过程。
通过模拟分析,Moldflow可以帮助工 程师预测和解决模具制造和塑料产品 成型过程中可能出现的问题,减少试 模次数和缩短产品上市时间。
Moldflow模流分析的重要性
2. 翘曲变形分析不准确
翘曲变形是塑料成型过程中的常见问题,分析不准确可能导致模具优化措施失效。
3. 解决方案
加强Moldflow模流分析理论学习,深入理解流动前沿、翘曲变形等关键指标的含义和影 响。结合实际案例进行分析和总结,提高模拟结果解读能力。积极参与行业交流和技术培 训,不断更新知识和技能。
Moldflow模流分析的应用领域
汽车行业
01
Moldflow在汽车行业中广泛应用于汽车零部件的模具设计和产
品成型过程优化,如保险杠、仪表盘和座椅等。
电子产品
02
Moldflow模流分析可用于手机、电视、电脑等电子产品的模具
设计和产品成型过程优化。
包装行业
03
Moldflow可以帮助包装企业优化包装盒、瓶盖等产品的模具设
案例三:热流道系统模拟
总结词
热流道系统是塑料加工中常用的技术,通过加热模具流道来控制塑料熔体的温度和流动。 Moldflow模流分析可以用于热流道系统的模拟和优化。
Moldflow模流分析

第十页,1共016页。
3.1 分析前的准备
• 决定分析路径
1. 新的模具:避免可能的问题及忧虑 2. 已有的模具:解决目前存在的问题 • 搜索正确的输入资料,包括: 1. 产品
2. 模具
3. 原料
4. 制程
11 第十一页,共16页。
3.2 输入的资料
模型
原料
1.是否在数据库内
2.使用替代材料 3.进行材料测试
的模具型腔内作注塑流动时该缺点便暴露无遗。
第十四页,1共416页。
第十五页,1共516页。
Thanks for your attention!
16 第十六页,共16页。
第十二页,1共216页。
成型条件
3.3 相关分析图片
第十三页,1共316页。
4、Moldflow的缺点
Moldflow技术具有明显优点的同时也存在着明显的缺点:
1. 分析数据的不完整,双面流技术在模拟过程中虽然计算了每一流动前沿沿厚度方 向的物理量,但并不能详细地记录下来。
2. 数据的不完整,造成了流动模拟与冷却分析、应力分析、翘曲分析集成的困难。 3. 熔体仅沿着上下表面流动,在厚度方向上未作任何处理,缺乏真实感。当在透明
司
达到最佳的生产效率
竞
避免生产中可能出现的错误及
争
缺陷
力
及
为公司提供了更高效的生产效 率,节约成本
收
拥有强大的材料数据库,为产
益
品成型模拟分析提供强大的后
盾
第三页,共316页。
2、Moldflow辅助分析功能大盘点
功能1: 最佳浇口位置分析
左视图
俯视图
4 第四页,共16页。
根据塑件的形状
Moldflow模流分析经典报告简体版

公母模侧表面温度分布
Original1
左图表示产品公模侧表面温度分布,右图表示产品母模侧表面温度分布。从 图中可知,表面温度分布不太均匀,冷却效果不太理想。
公母模侧表面温差
Original1
从图中可知,公母模侧 表面温差较大,会使产 品公母模侧收缩不均一 而导致翘曲变形问题。
产品凝固需要的时间
Fusion网格
Midplane网格
Original1
原始方案浇注系统设计
原始方案Original1为三板模,一模一穴,采用外热式热流道系统,两点进浇 (浇口直径为3.0mm)。详细尺寸请参考2D模具图。
Original1
原始方案冷却系统设计
原始方案共设计十条水路,其中 母模侧六条,公模侧四条,蓝色 管 道 为 Ø 1 0 mm 的 直 通 水 路 , 黄 色 管 道 为 Ø 1 6 mm 的 挡 板 水 路 , 详细尺寸请参考2D模具图。
循环周期温度变化(点击图面即可播放动画)
Original1
点击上面两图可动态演示从循环周期开始到开模期间产品厚度方向上的温度变化。
充填压力(点击Pressure图面即可播放动画)
Original1
左图为充填/保压切换时所需的注射压力,压力较大,达104MPa,但对所使用的350t注射 机来说,此压力是安全的。点击右图可动态演示从循环周期开始到开模期间的压力变化。Βιβλιοθήκη 缝合线位置&包风分布
Original1
左图的红线表示缝合线位置,其中圈示的缝合线较为明显,但对此产品来说可能并不重 要。右图的粉红色小圈表示可能的包风位置,注意设置相关机构排除,特别是标示的位 置。
冷却凝固过程
Original1
moldflow模流分析实例教程pdf
Moldflow模流分析实例教程PDF介绍本文档旨在为读者提供关于Moldflow模流分析的实例教程,并提供相关知识和步骤。
Moldflow是一种用于模具设计和注塑成型的数值模拟软件,这个软件可以帮助工程师预测塑料制品的成型过程,并优化模具的设计,从而提高产品质量和生产效率。
目录1.准备工作2.模型导入与准备3.模流分析设置4.结果分析与优化5.生成报告与导出PDF1. 准备工作在进行Moldflow模流分析之前,需要准备以下工作和材料:•3D CAD模型•目标塑料材料的物理特性参数•模具和注塑机的几何参数和运行条件2. 模型导入与准备首先,将CAD模型导入Moldflow软件中。
可以使用多种文件格式来导入CAD模型,如STL、STEP、IGES等。
导入后,需要对模型进行清理和修复,确保模型的几何形状完整和连续。
接下来,需要为模型设置注塑模具。
这一步骤包括确定模具的材料、几何参数、喷嘴位置等。
同时,还需要为注塑机设置运行条件,如温度、压力等。
3. 模流分析设置在进行模流分析之前,需要对分析进行设置。
这包括选择合适的计算网格尺寸、设置计算时间步长、指定材料属性等。
为了更好地模拟实际注塑过程,还需要设置模具和注塑机的运行周期。
可以通过定义开模时间、充模时间、冷却时间等来模拟真实的注塑流程。
4. 结果分析与优化在模流分析完成后,可以对结果进行分析和优化。
Moldflow软件提供了丰富的分析工具,如温度分布、注塑压力、填充时间等。
根据这些分析结果,可以对模具设计和注塑工艺进行优化,提高产品质量和生产效率。
5. 生成报告与导出PDF最后,可以生成模流分析报告并导出为PDF格式。
报告中包括模型几何信息、注塑工艺参数、分析结果等。
这些信息可以帮助工程师和决策者了解模具设计和注塑工艺的影响,并根据分析结果做出相应的调整和决策。
结论本文档提供了关于Moldflow模流分析的实例教程,从准备工作到结果分析与优化,逐步介绍了Moldflow的基本流程和操作步骤。
Moldflow模流分析--实例分析

基于Moldflow透明屋顶流动分析【摘要】通过学习并利用MOLDFLOW软件来研究透明屋顶的填充分析、流动分析、冷却分析、翘曲分析。
在实际生产中只有具备丰富经验的工程师才能总体上把握塑料制品的流动性能与工艺参数的关系、而且也是针对几种常用的材料;而moldflow的诞生为塑料制品的生产带来了方便,通过用moldflow对透明屋顶结构的的分析、各种设计方案的对比得出制品的最佳浇口位置、最佳冷却系统方案、最佳的工艺参数配合、从而保证制品的质量。
通过合理地运用Moldflow系列软件,可以预先估计出设计好的注塑制品及其中可能存在的缺陷,同时结合工程师的实际经验,就可以在开模之前分析缺陷出现的原因,并最终解决这些问题,从而减少修模、试模的次数,提高一次成功率。
【关键词】模流分析(Moldflow analysis)【Summary】By learning and using software to study the transparent roof MOLDFLOW filling analysis, flow analysis, cooling analysis, warpage analysis.In actual production, only experienced engineers to grasp the general flow properties of plastic products and the relationship between process parameters, but also for several commonly used materials; and moldflow the birth of the production of plastic products bring convenience, by using moldflow transparent roof structure on the analysis, design comparison of various products derived best gate location, the best cooling system solutions with the best process parameters to guarantee the quality of products Moldflow series through the rational use of the software, we can anticipate the design of a good injection products and their defects may exist, combined with practical experience of engineers, you can die in the open before the defect has arisen due Fenxi, and eventually solve these problems, which reduce the repair mode, the number of test model, a success rate of increase.目录引言------------------------------------------------ ---------------6 一:概述--------------------------------- --------------------------8 1.1:Moldflow软件简介-----------------------------------------------8 1.2:Moldflow格模块的基本功能---------------------------------------8 1.2.1:快速试模分析(MPA)------------------------------------------8 1.2.2:高级成型分析(MPI)------------------------------------------8 1.3:MPI的格子模块的功能--------------------------------------------8 1.4:Moldflow的基本思想---------------------------------------------8 二:材料的性能分析--------------------------------------------------8 2.1:热塑性塑料、热固性塑料-----------------------------------------8 2.2:聚碳酸酯(PC)-------------------------------------------------9 2.3:成型特点-------------------------------------------------------9 2.4:主要用途-------------------------------------------------------9 三:注塑制品易出现的缺陷、原因和解决方法----------------------------9 3.1:欠注(Short Short)----------------------------------------------10 3.1.1:注塑设备选择不合理-------------------------------------------10 3.1.2:聚合物流动性能较差-------------------------------------------10 3.1.3:浇注系统实际不合理-------------------------------------------10 3.1.4:料温、模温太低----------------------------------------------10 3.1.5:注塑喷嘴温度低----------------------------------------------10 3.1.6:注塑压力、保压不足------------------------------------------10 3.1.7:制品结构设计不合理-------------------------------------------11 3.1.8:排气不良-----------------------------------------------------11 3.2:溢料(Flashing)-------------------------------------------------11 3.2.1:锁模力较低---------------------------------------------------11 3.2.2:模具问题-----------------------------------------------------11 3.2.3:注塑工艺不当-------------------------------------------------11 3.3:凹陷及缩痕(Sink Mark)----------------------------------------12 3.3.1:模具缺陷-----------------------------------------------------12 3.3.2:注塑工艺不当------------------------------------------------12 3.3.3:注塑原料不符合要求-------------------------------------------12 3.3.4:注塑制品结构设计不合理---------------------------------------12 3.4:气穴----------------------------------------------------------13 3.4.1:注塑工艺不当-------------------------------------------------13 3.4.2.模具缺陷-----------------------------------------------------13 3.4.3.注塑原料不符合要求-------------------------------------------13 3.5:熔接痕---------------------------------------------------------13 3.5.1:熔体流动性不足,料温较低--------------------------------------13 3.5.2:模具缺陷-----------------------------------------------------14 3.5.3:塑料制品结构设计不合理---------------------------------------14 3.5.4:模具排气不良-------------------------------------------------14 3.6:翘曲及扭曲----------------------------------------------------143.5.5:脱模剂使用不当-----------------------------------------------14 3.6.1:冷却不当-----------------------------------------------------14 3.6.2:分子取向不均衡-----------------------------------------------14 3.6.3:模具浇注系统设计有缺陷---------------------------------------15 3.6.4:脱模系统不合理-----------------------------------------------15 3.6.5:成型条件设置不当---------------------------------------------15 3.7:波流痕--------------------------------------------------------15 3.7.2:塑件表面的螺旋状波流痕---------------------------------------15 3.7.1:以浇口为中心的年轮装波流痕-----------------------------------15 3.7.3:塑件表面的云雾状波流痕---------------------------------------15 四:Moldflow 基本流程----------------------------------------------164.1:建立模型------------------------------------------------------16 4.2:设定参数------------------------------------------------------16 4.3:分析结果------------------------------------------------------16 五:透明屋顶的工程分析---------------------------------------------165.1:新建工程、导入模型--------------------------------------------16 5.2:创建模型网格层------------------------------------------------17 5.3:设置网格划分参数----------------------------------------------18 5.4:划分网格------------------------------------------------------18 六:网格诊断与修补-------------------------------------------------196.1:网格状态统计-------------------------------------------------20 6.2:网格修补------------------------------------------------------20 6.3:处理纵横比----------------------------------------------------20 6.4:网格修补------------------------------------------------------20 七:最佳浇口位置分析-----------------------------------------------22 八:分析系列与材料的选择-------------------------------------------23 8.1:选择分析类型--------------------------------------------------23 8.2:材料选择------------------------------------------------------24 九:建立浇注与冷却系统---------------------------------------------25 9.1:复制节点------------------------------------------------------25 9.2:创建浇口------------------------------------------------------26 9.3:创建主流道----------------------------------------------------27 9.4:设置注射位置--------------------------------------------------28 9.5:创建冷却系统--------------------------------------------------29十:工艺过程参数定义-----------------------------------------------30 十一:透明屋顶的“冷却+流动+翘曲”分析-----------------------------32 11.1冷却分析信息--------------------------------------------------33 11.2:流动分析信息-------------------------------------------------35 11.3:冷却分析结果-------------------------------------------------38 11.4:流动分析结果-------------------------------------------------39 11.5:翘曲分析结果-------------------------------------------------40 十二:TOP模型优化方案---------------------------------------------43 12.1:优化方案的分析前处理------------------------------------------43 12.2:工艺过程参数调整--------------------------------- ------------4412.3:分析计算与结果分析--------------------------------------------46 12.4:流动分析结果--------------------------------------------------50 12.5:冷却分析结果--------------------------------------------------50 12.6:翘曲分析结果--------------------------------------------------51 十三:结论----------------------------------------------------------55 十四:致谢----------------------------------------------------------55 十五:参考文献------------------------------------------------------56引言自从学了moldflow软件、我就深深的被这个软件的适用度所震撼、因为在实际的生产中所用的塑料范围广、各种塑料的性能又都不一样、可是要控制其生产的制品质量都是相当困难的、在实习的阶段我了解到只有从事本行业的注塑工程师才能比较好的控制好产品注塑的工艺参数、而moldflow软件不管是那种材料、都能推荐一个适合产品的工艺参数、能够在短时间内优化产品的质量、这样就减少了在实际生产中的试产量跟时间、如本来可能需要使用一周试产100个样品之后才能解决的问题、在用此软件之后可能只需要2天试产10个产品就能把问题解决了。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MOLDFLOW简介
优化制品形 状和结构
优化模具结构
优化注塑工艺 参数
18
MOLDFLOW简介 功能1
最佳浇口位置分析
根据塑件的形状结构,分析出最佳的胶口位置。
19
MOLDFLOW简介 功能2
填充过程动态模拟
通过填充、保压、冷却、开模等模拟来推算制品成型周期 可以看出是否出现缺胶或者短射现象。
自由边数量。 自由边是指一个三角形或3D单元 的某一边没有与其他单元共用。 Fusion和3D网格此项必须是”0”。
交叉边数量。
非折叠边是指由两个以上的三角 形或3D单元共用一条边。 Fusion网格此项必须是“0”。
共用边数量。 折叠边是指两个三角形或3D单元 共用一条边。 Fusion网格中只能存在折叠边。
35
STEP5-网格修补
经过网格信息统计, 一般都会发现网格中出现 问题,这就需要对网格进 行后期处理,使网格质要 符合分析要求。
MoldFlow提供了丰富 的网格诊断工具和处理工 具,这两种工具结合使用 就可达到提高网格质量的 目的。
Mesh Tools 网格处理工具
网格诊断工具
网格的划分和处 理
14
目录
11 MOLDFLOW简介 23 MOLDFLOW分析流程介绍 43 产品缺陷判定及优化对策
15
MOLDFLOW简介
Autodesk Moldflow是欧特克公司 开发的一款用于塑料产品、模具的 设计与制造的行业软件。 Moldflow 为企业产品的设计及制造的优化提 供了整体的解决方案,帮助工程人 员轻松的完成整个流程中各个关键 点的优化工作。
单击生成 网格
双击创建网格
29
STEP4-生成模型网格
输入全局网格边长,一般可取产品最小壁厚的1.5倍,勾选弦高控制;
网格长度
对于Fusion,使两 个对应平面的网格 单元对齐。
弦高, 默 认不选此项
单击“立即划分网格(下图为划分好网格的状态);
30
STEP5-检查模型网格
单击“网格”→“网格统计”,弹出如下统计信息:
31
STEP5-检查模型网格
未定向的单元数 量此项必须是”0”
互相交叉的单元 数量。 此项必须是”0”。
重叠单元数量。 此项必须是”0”。
一维单元重叠数量。 此项必须是”0”。
32
STEP5-检查模型网格
最小纵横比 其数值总是接近纵横比最佳值 (1.15) 最大纵横比 这是评价网格质量的重要数据 平均纵横比
单击“文件”→“新建工程”
在弹出的窗口中输入工程名称,如:my project-1,同时可通过浏览按钮 指定工程的存储位置; 单击“确定”完成新建工程。
26
STEP3-输入产品模型
单击“文件”→“输入”,或者在工程任务窗口里单击右键,选择输入
选择需要导入的文件“打开”; 在弹出的窗口中设置网格类型和单位“确定”。
Moldflow的三个组成部分: ➢ MoldFlow Plastics Advisers(产品优化顾问,简称MPA) ➢ MoldFlow Plastics Insight(注塑成型模拟分析,简称MPI) ➢ MoldFlow Plastics Xpert(注塑成型过程控制专家,简称MPX)
MOLDFLOW简介
36
STEP5-网格修补
Auto Repair 网格自动修补
此项功能对Fusion网格 有一定的效果,能自动 处理网格中存在的单元 交叉和单元重叠问题, 同时可以改进单元的纵 横比。在使用一次该功 能之后,再次使用一次, 可以提高修改效率。
33
STEP5-检查模型网格
匹配率信息
匹配率是指模型上下表面网格对 齐重合的程度。 此项是仅仅针对Fusion网格。 这也是评价网格质量的重要数据, 一般要求≥85%
如上图所示,单元1与2 匹配,单元3与4,上下单
元稍微的一点点错开,匹 配率高。
上图所示的单元2与1匹 配,同时也与单元3与匹配, 上下错位严重,匹配率低。
34
STEP5-检查模型网格
针对Fusion模型,必须满足以下原则: •联通区域的个数应该为1 •自由边和交叉边个数应为0 •配向不正确的单元应为0 •相交单元个数应为0 •完全重叠单元个数应为0 •纵横比一般最大值应控制在10~20之间 •网格匹配率模型上下表面网格匹配程度 应大于85%, •零面积单元个数应为0
20
MOLDFLOW简介 功能3
翘曲变形分析
通过对比分析不同冷却、不同收缩、不同分子取向所引起的翘曲变形 量及变形位置面积,来确定引起变形的主要原因。
21
MOLDFLOW简介 功能4
气穴和熔接痕位置模拟分析
模拟气穴与熔接痕的位置,确定模具修改方案
22
软件界面及功能介绍
功能5
叠代分析
以某一组基准条件开始进行分析并评估结果 一次改变一个变数並且重新分析 详细记录每一次叠代分析的结果
Mold flow 模流分析 介绍
引子
我们遇到了哪些问题?
2
引子短射Biblioteka 3引子飞边
4
引子
银条纹
5
引子
流痕
6
引子
应力痕
7
引子
冲击纹
8
引子
缩水
9
引子
熔接痕
10
引子
发脆
11
引子
翘曲
12
引子
预避知 如何改变传统的依靠经验的
“试错”的设计模式?
13
目录
1 MOLDFLOW简介 23 MOLDFLOW分析流程介绍 43 产品缺陷判定及优化对策
27
STEP3-输入产品模型
➢ Midplane(中性面网格) 由三节点的三角型单元组成,网格创建在模
型壁厚的中性面,形成单层成网格。该类形网格 主要应用于薄壁塑料件。
➢ Fusion(表面网格) 由三节点的三角型单元组成,网格创建在模
型的内、外表面上。 Fusion是最常用的网格类型,适用于厚薄较
均匀的绝大多数塑料件。
➢ Solid(3D)(实体网格) 由四节点的四面体单元组成,利用3D网格可
以更精确的进行三维流动仿真。但是3D网格数据 量大,计算时间长,所以也不常用。3D网格适用 于厚壁、厚度变化大的零件。
网格的划分和处理
28
STEP4-生成模型网格
选择“网格”→“生成网格”,或者在方案任务窗口中双击“创建网格”, 弹出生成网格对话框。
例如:改变保压压力,分析保压压力对成型的影响
过保压
23
保压不足
MOLDFLOW简介 功能6
冷却分析
分析冷却水路的冷却效果,冷却不均 会导致产品翘曲变形。冷却水路进出 口水温应在2℃~3 ℃为佳。
24
目录
1 MOLDFLOW简介 21 MOLDFLOW分析流程介绍 3 产品缺陷判定及优化对策
25
STEP2-新建工程