YSZ-200胀形液压机使用说明书讲解
液压压力机操作手册

液压压力机操作手册1. 介绍液压压力机是一种广泛应用于工业生产中的机械设备,用于施加压力以实现材料加工、成形和组装等操作。
本操作手册旨在向操作人员提供关于液压压力机的基本操作指南,以确保安全和高效的操作。
2. 操作前准备在操作液压压力机之前,请务必进行以下准备工作:1. 检查压力机是否处于良好的工作状态,包括正常的电源供应、液压系统无泄漏等。
2. 确保操作人员已经接受相关培训,并具备操作液压设备的相关知识和技能。
3. 戴上适当的个人防护装备,包括安全眼镜、耳塞和手套等。
3. 操作步骤步骤一:操作前检查1. 确保液压油箱中有足够的液压油,并检查液压油的粘度和清洁度是否符合要求。
2. 检查液压系统的管道是否有堵塞和泄漏现象,并及时排除故障。
3. 检查工作台和夹具,确保其稳固和适合操作。
步骤二:操作设置1. 根据工件的尺寸和要求,调整液压压力机的操作模式,并设置适当的压力和时间参数。
2. 将工件放置在工作台上,并根据需要使用夹具进行固定。
步骤三:操作执行1. 按下启动按钮,启动液压压力机的电源,并确保压力机运行正常。
2. 根据操作要求,调节液压系统的压力和时间参数,并开始施加压力。
3. 在设定的压力和时间范围内,观察操作过程,及时调整操作参数以确保加工质量。
4. 操作完成后,松开压力,并将工件取出。
4. 安全提示在操作液压压力机时,务必注意以下安全事项:1. 遵守操作手册和相关安全规定,并严格按照操作步骤进行操作。
2. 禁止将手或其他身体部位放置在压力机的压力区域内。
3. 禁止在操作过程中进行修理、维护或调整设备,必要时请联系相关维修人员。
4. 在液压系统压力释放之前,不得打开或移动任何液压设备零部件。
5. 在操作结束后,及时关闭液压压力机的电源,并进行清洁和维护工作。
以上是液压压力机操作手册的内容,希望能够帮助到您。
如有任何疑问或需要进一步的指导,请随时与我们联系。
祝您操作顺利和安全!。
液压机操作规程范文(二篇)
液压机操作规程范文一、前言液压机是一种利用液压传动原理的机械设备,常用于各类金属材料的冲压、弯曲、拉伸等加工工艺。
为了保证液压机操作的安全性和效率性,制定本操作规程,以指导液压机操作人员进行正确的操作流程和注意事项。
二、操作规程1. 操作前准备1.1 确保液压机及周边环境清洁无杂物。
1.2 检查液压机液位,保证油量在规定范围之内。
1.3 检查液压系统各管路及接头是否完好,无漏油现象。
1.4 对相关液压元件进行润滑保养,确保其正常工作。
1.5 检查安全保护装置的完好情况,确保其可靠性。
2. 操作流程2.1 打开液压机总电源开关,启动液压站。
2.2 按照工艺要求调整液压机工作台的位置和模具。
2.3 切断液压机操作区域的动力源。
2.4 操作人员保持正确的站姿,双手握住操作杆。
2.5 手指不可放入机械运动部件,严禁用手或其他物品触碰或清理运动部件。
3. 注意事项3.1 操作人员必须经过相应的培训合格后方可操作液压机。
3.2 在操作过程中,严禁酗酒、疲劳操作、或身体不适时进行操作。
3.3 确保操作区域的通风情况良好,避免有毒气体对操作人员造成伤害。
3.4 当液压机出现异常情况(如异常声响、漏油等)时,及时停止操作,并向维修人员报告。
3.5 液压机操作过程中,注意保持操作环境整洁,定期清理液压机表面,以确保操作安全。
3.6 液压机使用完毕后,应关闭总电源开关,并进行必要的保养维护。
4. 安全操作4.1 操作人员佩戴个人防护装备,包括安全帽、防护眼镜、耳塞等。
4.2 操作人员应严格按照操作规程进行操作,并遵守相关的安全操作要求。
4.3 液压机运行时,操作人员不得离开岗位,避免发生意外伤害。
4.4 当液压机发生故障或异常情况时,操作人员应立即停机处理,并向有关领导和维修人员报告。
4.5 在维修液压机时,必须切断液压站的电源,并确保操作人员不接触到活动的液压元件。
5. 应急措施5.1 当液压机发生停电或其他原因导致无法正常工作时,操作人员应切断总电源开关,并向维修人员报告。
压力机的操作
压力机的操作济南二机床集团有限公司目录1.操作准备 (3)1.1通电 (3)1.2通气 (3)1.3通油 (3)1.4接通安全装置 (3)1.5运转前检查项目 (3)2.运转操作 (4)2.1警告事项 (4)2.2注意事项 (4)2.3开动操作 (5)2.4停止操作 (7)3.辅助运转操作 (7)3.1计数器 (7)3.2自动装置 (8)3.3模具更换及移动工作台开动 (8)3.4滑块装模高度调整 (8)3.5拉伸垫行程调整 (9)4.复位操作 (9)4.1紧急停止时 (9)4.2出现过载时 (10)前言:以下是压力机机械部分的操作说明,为了正确安全地操作压力机,还请阅读电气部分的操作说明!1.操作准备1.1接通电源电源指示灯亮1.2 接通气源打开截止阀,使空气进入压力机气路。
检查各气路压力表值达到如下规定压值:注意:1.通气后必须检查各管路漏气情况,确保无泄漏;2.过滤器和排污口必须每天进行排污,气源水分大时,须在气源加干燥装置。
1.3启动润滑系统至正常工作状态。
检查润滑油管有无泄漏。
1.4接通安全保护装置并确认工作正常。
1.5运转前检查项目①检查离合器制动器功能、联锁阀动作是否正常(在飞轮没有转动时);②检查螺栓有无松动并拧紧;③检查【紧急停止】按钮,按压和复位功能是否正常;④检查、整理、整顿压力机周围的环境,并保证清洁,消除事故隐患;⑤检查各油箱油位是否在合理界限。
2.运转操作进行压力机运转时,务请严格遵守下面的警告和注意事项。
2.1警告事项2.1.1微调和寸动运转,只能在非正常作业时使用。
所谓“非正常作业”指的是:模具装卸、调整,过载复位等情况下的操作。
至于通常的生产作业,务必以“单次”或“连续”运转进行。
使用微调和寸动运转,部分安全装置将变得无效,极为危险!2.1.2两个操作按钮,务必使用双手操作,千万不可以用器具等进行单手操作!2.2注意事项2.2.1微调运转是没有作业能力的,只能用来模具对合,不能用来进行模具试冲等作业。
压力机的操作
压力机的操作济南二机床集团有限公司目录1.操作准备 (3)1.1通电 (3)1.2通气 (3)1.3通油 (3)1.4接通安全装置 (3)1.5运转前检查项目 (3)2.运转操作 (4)2.1警告事项 (4)2.2注意事项 (4)2.3开动操作 (5)2.4停止操作 (7)3.辅助运转操作 (7)3.1计数器 (7)3.2自动装置 (8)3.3模具更换及移动工作台开动 (8)3.4滑块装模高度调整 (8)3.5拉伸垫行程调整 (9)4.复位操作 (9)4.1紧急停止时 (9)4.2出现过载时 (10)前言:以下是压力机机械部分的操作说明,为了正确安全地操作压力机,还请阅读电气部分的操作说明!1.操作准备1.1接通电源电源指示灯亮1.2 接通气源打开截止阀,使空气进入压力机气路。
检查各气路压力表值达到如下规定压值:注意:1.通气后必须检查各管路漏气情况,确保无泄漏;2.过滤器和排污口必须每天进行排污,气源水分大时,须在气源加干燥装置。
1.3启动润滑系统至正常工作状态。
检查润滑油管有无泄漏。
1.4接通安全保护装置并确认工作正常。
1.5运转前检查项目①检查离合器制动器功能、联锁阀动作是否正常(在飞轮没有转动时);②检查螺栓有无松动并拧紧;③检查【紧急停止】按钮,按压和复位功能是否正常;④检查、整理、整顿压力机周围的环境,并保证清洁,消除事故隐患;⑤检查各油箱油位是否在合理界限。
2.运转操作进行压力机运转时,务请严格遵守下面的警告和注意事项。
2.1警告事项2.1.1微调和寸动运转,只能在非正常作业时使用。
所谓“非正常作业”指的是:模具装卸、调整,过载复位等情况下的操作。
至于通常的生产作业,务必以“单次”或“连续”运转进行。
使用微调和寸动运转,部分安全装置将变得无效,极为危险!2.1.2两个操作按钮,务必使用双手操作,千万不可以用器具等进行单手操作!2.2注意事项2.2.1微调运转是没有作业能力的,只能用来模具对合,不能用来进行模具试冲等作业。
油压机操作规程

油压机操作规程油压机操作规程第一章总则为了确保油压机的安全运行和操作人员的人身安全,保证设备的正常工作,按照相关法律法规和企业安全生产规定制定本操作规程。
第二章作业人员1. 按照职责和身体条件,经过专门培训合格后方可操作油压机。
2. 无证无资格不得操作油压机。
3. 操作人员要熟悉油压机的工作原理、结构和操作要点。
第三章设备检查1. 进入工作岗位前,操作人员应先进行设备检查,并确保设备无故障和异常。
2. 检查油压机的油位,确保油位在正常范围内,如低于规定的油位应及时加油。
3. 检查电源情况,并确保电源正常,地线接好。
4. 检查油压机及周围的安全防护设施是否完好,并及时进行必要的维修和更换。
第四章操作要点1. 操作人员应带好个人防护用品,包括安全帽、眼镜、耳塞、口罩等。
2. 在操作过程中,禁止长时间站立,应适当休息并进行体操,保持良好的体力和精神状态。
3. 操作人员应随时关注油压机的工作情况,如发现异常及时停机检修。
4. 在操作过程中,不得将手部或其他身体部位放置在压力部位,以免引发事故。
5. 禁止在油压机运行时进行设备调整和检修工作。
第五章应急处理1. 发现设备异常情况及时向上级汇报,并按照应急处理程序进行处理。
2. 操作人员应熟悉油压机的应急停机装置及使用方法,确保在紧急情况下及时停机。
3. 在发生事故或紧急情况时,操作人员要冷静处理,避免恐慌和乱动。
第六章工作结束1. 工作结束后,及时清理工作场地,确保设备及周围环境整洁。
2. 关闭油压机电源,断开油源,排空油路。
3. 关闭油压机的气源,排空气路。
第七章安全事故1. 发生安全事故时,操作人员要立即报告上级,并按照事故处理程序进行处理。
2. 不得私自处理安全事故,以免给事故的处理和事故原因的查找带来困难。
3. 安全事故后,要进行事故原因分析,制定相应的措施,避免类似事故再次发生。
第八章违章处罚对于违反本操作规程的行为,按照相关规定进行处罚,并进行记录。
胀筋机液压系统毕业说明书
- II -
太原科技大学本科毕业设计(胀筋机液压系统)
Abstract
This text is mainly about the proof and design of the Hydraulic Bulging tendons system. According to the conditions of the system, the schematic was analyzed and decided. Having met the system requirements, the standard components were selected and checked, and some non-standard components for hydraulic were designed after the calculation, which mainly include the design of system principle, hydraulic station,oil body of the valve and the parts of the tank design. Finally, based on the stability, security , aesthetics , easy maintenance pipelines and so on , I designed the layout , connection and regularization of motors,hydraulic pumps,valves ,cooler stack and back to the oil filter. This bulging tendons machine is mainly achieved on the feeder loading, headstock move around, clamp the steel drums, the feeder back, the left head bulging tendons swelling, back and right head bulging tendons expansion, back, left back spindle box and other activities. Key words: Hydraulic system The bulging tendons machine Oil Drums
亚之星数控系统液压车床B2说明书
欢迎使用本公司液压车床控制系统目录第一章按键面板说明按键功能 (1)指示灯说明 (3)第二章界面操作主菜单 (4)加工设置 (5)手动设置 (8)参数设置 (9)编程设置 (13)第三章编程修改增加动作 (18)插入动作 (19)删除动作 (21)更改动作 (22)第四章动作编程动作编程 (23)一般动作编程 (23)控件编程 (25)延时 (25)时间 (26)输入 (27)输出 (28)调用库 (29)报警 (30)同步动作编程 (31)第五章同步编程示例同步编程1 (33)同步编程2 (34)第六章附图B2- IO接线图 (35)A3- IO接线图 (36)第七章系统日常维护和常见故障系统日常维护 (37)常见故障维修 (38)第一章按键面板说明按键功能按键功能说明动作键/ 数字键F1电磁阀开关控制/ 调值录入数字0F2电磁阀开关控制/ 调值录入数字1F3电磁阀开关控制/ 调值录入数字2F4电磁阀开关控制/ 调值录入数字3F5电磁阀开关控制/ 调值录入数字4F6电磁阀开关控制/ 调值录入数字5F7电磁阀开关控制/ 调值录入数字6F8电磁阀开关控制/ 调值录入数字7功能键动作键动作键/数字键192*64蓝色液晶屏外接键复位键F9电磁阀开关控制/ 调值录入数字8 F10电磁阀开关控制/ 调值录入数字9动作键F11电磁阀开关控制F12电磁阀开关控制F13电磁阀开关控制F14电磁阀开关控制外接键夹头松紧夹头松紧控制程序启动启动自动加工程序急停断开系统电源功能键将所有动作复位参数的递增/同步分支的递增参数的递减/同步分支的递减菜单的切换/参数的切换菜单的切换/参数的切换打开界面或确认菜单退出程序或返回上一级菜单编程时切换动作开关/进入设置参数/设置参数时移动位数进入下一页菜单/编程控件选择指示灯说明指示灯名称含义状态灯复位灯左上灯亮:正在复位状态左上灯灭:复位已完成输出/ 输入灯----输出或动作灯左上灯亮:电磁阀或动作已开启左上灯灭:电磁阀或动作已关闭行程灯左下灯亮:常开行程已到位左下灯灭:常开行程不到位右下灯亮:常闭行程已到位右下灯灭:常闭行程不到位第二章界面操作主菜单界面按选择菜单。
液压机的说明书

液压机的说明书目录前言....................................................机器主要用途和工作重要条件..............................机器主要结构形式........................................产品主要功能简介........................................机器主要用途及性能简介..................................安全警示................................................技术参数................................................操作前注意事项..........................................使用规程................................................质量保证................................................涂装....................................................随机文件................................................售后服务................................................前言液压机简介:液压机由主机及控制机构两大部分组成。
液压机主机部分包括机身、主缸、顶出缸及充液装置等。
动力机构由油箱、高压泵、低压控制系统、电动机及各种压力阀和方向阀等组成。
动力机构在电气装置的控制下,通过泵和油缸及各种液压阀实现能量的转换,调节和输送,完成各种工艺动作的循环。
液压机的分类:利用帕斯卡定律制成的利用液体压强传动的机械,种类很多。
四柱液压机说明书

四柱液压机说明书1、主液压泵(恒功率输出液压泵),2、齿轮泵,3、电机,4、滤油器,5、7、8、22、25、溢流阀,6、18、24、电磁换向阀,9、21、电液压换向阀,10、压力继电器,11、单向阀,12、电接触压力表,13、19、液控单向阀,14、液动换向阀,15、顺序阀,16上液压缸,17、顺序阀,20、下液压缸,23节流器,26、行程开关四柱万能液压机的启动:电磁铁全断电,主泵卸荷。
主泵(恒功率输出)→电液换向阀9的M型中位→电液换向阀21的K型中位→T四柱万能液压机的启动:电磁铁全断电,主泵卸荷。
主泵(恒功率输出)→电液换向阀9的M型中位→电液换向阀21的K型中位→T液压缸16活塞快速下行:2YA、5YA通电,电液换向阀9右位工作,道通控制油路经电磁换向阀18,打开液控单向阀19,接通液压缸16下腔与液控单向阀19的通道。
进油路:主泵(恒功率输出)→电液换向阀9→单向阀11→液压缸16上腔回油路:液压缸16下腔→电液换向阀9→电液换向阀21的K型中位→T液压缸活塞依靠重力快速下行:大气压油→吸入阀13→液压缸16上腔的负压空腔液压缸16活塞接触工件,开始慢速下行(增压下行):液压缸活塞碰行程开关2XK使5YA断电,切断液压缸16下腔经液控单向阀19快速回油通路,上腔压力升高,同时切断(大气压油→吸入阀13→上液压缸16上腔)吸油路。
进油路:主泵(恒功率输出)→电液换向阀9→单向阀11→液压缸16上腔回油路:液压缸16下腔→顺序阀17→电液换向阀9→电液换向阀21的K型中位→T四柱液压机的启动保压:液压缸16上腔压力升高达到预调压力,电接触压力表12发出信息,2YA断电,液压缸16进口油路切断,(单向阀11和吸入阀13的高密封性能确保液压缸16活塞对工件保压,利用液压缸16上腔压力很高,推动液动换向阀14下移,打开外控顺序阀15,防止控制油路使吸入阀1误动而造成液压缸16上腔卸荷)当液压缸16上腔压力降低到低于电接触压力表12调定压力,电接触压力表12又会使2YA通电,动力系统又会再次向液压缸16上腔供应压力油……。
卧式涨管机操作说明书
卧式涨管机操作说明书XWZ-3200L卧式胀管机操作使用说书新乡市鑫远通制冷设备有限公司2011-01-05工作前,必须确认设备以安全接地!方可接通电源。
工作前,必须确认油路的进、出口阀门处于开的位置!方可启动油压启动按钮。
工作前,必须确认设备导柱已充分润滑、台面上已无任何杂物后方可运行!一、设备简介该设备是翅片式冷凝器、蒸发器的专用胀接设备。
设备由底座、机身、液压系统、电控系统、和治具等部分组成。
具有外形美观、结构合理、操作方便、定位准确等特点。
是理想且必备的两器生产设备。
该设备是卧式扩管设备,它以液压为驱动力,在一个工作循环过程中完成胀管工作。
二、设备特点1、胀杆的快速更换。
胀杆用螺纹方式固定在安装板上,可在地面上快速拆卸和安装胀杆。
2、水冷式油温冷却,冷却效率高,保证液压系统能在一个理想状态下工作。
3、胀头为硬质合金钢,硬度达HRC80以上,工作寿命长,精度保持好。
4、胀杆选用优质钢材淬火处理,耐磨损、强度高,韧性好、不易变形。
三、设备的易损件清单1、管片式换热器放置于胀管机的接受器上,通过设备上的装夹门固定。
主油缸通过活塞杆压下滑板胀杆托板胀杆而将作用力传递到胀头,从而实现一次胀管功能。
2、设备构成A 机体胀管机主油缸安装在机体上,当胀管工作时机体承担全部的工作负荷。
因此机体要有足够的强度、刚度,并经人工时效处理,消除焊内应力,保证今后长期的运行过程中不发生变形。
B 导向杠(镀硬铬)导向杠是模板的基准,所有运动模板沿导向杠水平滑动。
因此装配时都以导向杠为基准,以保证模板孔的严格对中。
C 模板本机共有11块模板,作用各不相同。
为了保证模板孔的严格对中,在加工模板时精度要求较高,而且在装配时要求非常严格。
D 胀头胀头是直接胀管部件,因此常和铜管挤压和磨擦,因此要有好的材质和热处理工艺,保证有较高的硬度和耐磨性,以增强其使用寿命。
E 胀杆胀杆是细长杆,是经过特殊工艺加工制造的。
有良好的强度和刚性,胀杆和胀头连在一起,胀杆将油缸压力传到胀头上完成一次胀管,胀杆安装在胀杆托板上,当油缸推动托板水平运动时,胀杆也水平运动。
液压机操作指南范本

液压机操作指南范本1. 引言液压机是一种常见的工业设备,在各种制造和加工领域都有广泛的应用。
本操作指南旨在提供关于液压机操作的基本知识和操作步骤,以确保操作人员的安全和设备的正常运行。
2. 安全要求在操作液压机之前,操作人员应明确以下安全要求:- 佩戴适当的个人防护装备,如安全帽、防护眼镜和耳塞。
- 确保工作区域干净整洁,并清除任何杂物和障碍物。
- 遵循设备制造商提供的操作手册和安全说明书。
- 禁止戴手套操作,以免发生危险。
3. 操作步骤以下是液压机的基本操作步骤:- 步骤一:检查液压机的工作状态和各项设备的正常运行。
- 步骤二:根据工作需求选择合适的工作模式(手动或自动)。
- 步骤三:将待加工物放置在液压机的工作台上,并进行固定。
- 步骤四:根据工件要求,调整液压机的压力和速度。
- 步骤五:操作启动按钮以开始加工过程,并监控液压机的运行情况。
- 步骤六:待加工物完成后,停止液压机的运行,并将工作台上的工件取出。
- 步骤七:清理工作区域,将液压机和相关设备恢复到正常状态。
4. 常见问题和故障排除在操作液压机过程中,可能会遇到一些常见问题和故障。
以下是一些常见的故障排除指南:- 如果液压机无法启动,首先检查电源连接是否正常,并确保电源供应正常。
- 如果操作过程中出现异常噪音或振动,应停止液压机的运行,并检查工件和固定装置是否正确。
- 如果液压机运行过程中产生泄漏,应立即停止液压机的运行,并检查液压系统的密封是否完好。
- 如果液压机的压力或速度无法调整,应检查控制阀和调节器是否工作正常。
5. 总结本操作指南提供了液压机操作的基本知识和操作步骤,以及常见问题和故障排除的指南。
操作人员在操作液压机时,应始终遵循安全要求,并根据操作手册和安全说明书进行操作。
感谢阅读本操作指南,希望对液压机的操作有所帮助!(字数: 827字)。
200t线圈压床使用说明书
BY1-200型数控线圈压床简要操作说明书■使用设备前,请仔细阅读使用说明书,并注意各有关事项。
3手动压制线圈1、系统接通电源后,控制柜的柜门上“电源指示”灯亮,把“手动/自动”按钮打到手动状态,触摸屏上显示画面如“图一”,这时按“小车后退”按钮,把小车开出来,这时吊来需要压制的线圈放置于小车中央(小车台面有同心圆指示),按“小车前进”按钮,直到小车走到下压盘上面,并不能前进为止(有光电开关控制小车停止)。
图一2、线圈上放好垫块,把触摸屏翻到“图四”处,按“上压盘下降”按钮,把上压盘降到合适的位置(如上压盘距离垫块5~10厘米,在上压盘下降的过程中,屏幕上“上压盘高度”和“工件高度”处的值会变小,如果不变,那就是有故障了),然后按“油泵启动”按钮,这时屏幕上“油缸压力”处会显示二百多吨的压力值(这是系统能达到的最大压力),接着按“下压盘上升”按钮,当线圈刚被压上后,量出线圈高度,并算出需要压下去的高度,然后用触摸屏上“工件高度”处的值减去需要压下去的高度,并把这个值设在“设定高度”处,如“图三”。
3、把触摸屏翻倒“图四”处,按“下压盘上升”按钮(在“下压盘高度”从-48~12毫米处之内系统自动完成对自重<线圈重量加小车重量>的测量,当过了12毫米后,油缸压力处就显示线圈所承受的压力),开始压制线圈,此时“油缸压力”值会慢慢上升,当油缸压力没有到达需要的值(在按“下压盘上升”时“油缸压力”值显示线圈所承受的压力,当手松开4 按钮后,“油缸压力”值显示系统能到达的最大压力值),而“工件尺寸”和“设定尺寸”相等的时候,压制停止,“图四”处“尺寸到”会显示;而当“油缸压力”值到达需要的压制值,但“工件尺寸”和“设定尺寸”不相等时,如果不需要压制了,那么手松开“下压盘上升”按钮,压制停止,线圈所受的压力为手松开“下压盘上升”按钮时的压力,并保压。
4、当操作人员紧完拉杆后,按下“下压盘下降”按钮,将下压盘降到位后,移出小车,卸下线圈。
液压机操作指导书
1、操作要求a 、液压机操作者必须经过培训,掌握设备性能和操作技术后,才能独立作业;b 、一切关于液压机的操作使用都应该严格要求按照操作指导书的要求实施。
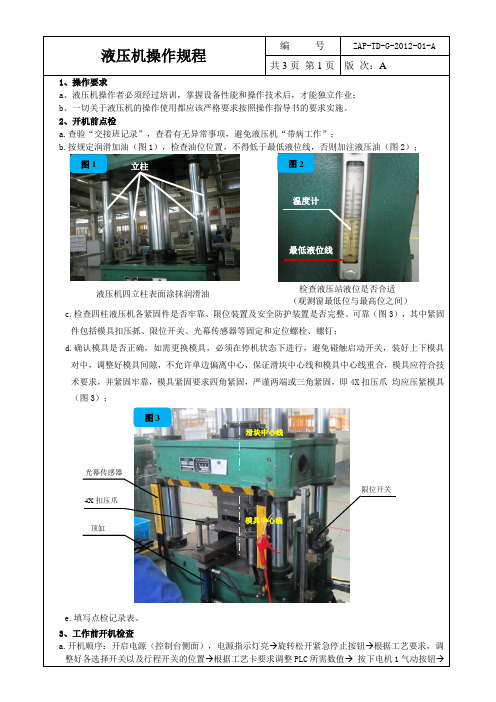
2、开机前点检a.查验“交接班记录”,查看有无异常事项,避免液压机“带病工作”;b.按规定润滑加油(图1),检查油位位置,不得低于最低液位线,否则加注液压油(图2);c.检查四柱液压机各紧固件是否牢靠、限位装置及安全防护装置是否完整、可靠(图3),其中紧固件包括模具扣压抓、限位开关、光幕传感器等固定和定位螺栓、螺钉;d.确认模具是否正确,如需更换模具,必须在停机状态下进行,避免碰触启动开关,装好上下模具对中,调整好模具间隙,不允许单边偏离中心,保证滑块中心线和模具中心线重合,模具应符合技术要求,并紧固牢靠,模具紧固要求四角紧固,严谨两端或三角紧固,即4X 扣压爪 均应压紧模具(图3);e.填写点检记录表。
3、工作前开机检查a.开机顺序:开启电源(控制台侧面),电源指示灯亮→旋转松开紧急停止按钮→根据工艺要求,调整好各选择开关以及行程开关的位置→根据工艺卡要求调整PLC 所需数值→ 按下电机1气动按钮→立柱液压机四立柱表面涂抹润滑油检查液压站液位是否合适 (观测窗最低位与最高位之间)最低液位线温度计图1图2光幕传感器限位开关图3顶缸 4X 扣压爪滑块中心线模具中心线按下电机2启动按钮,此时液压泵处于空负荷循环状态,按钮分布见图4。
b.动作顺序:快下→慢下→工作→放气→停机保压→慢回→快回→慢顶→快顶,抽芯→抽芯退回。
c.工作状态手动:“工作状态选择”开关置于调整状态,各动作需手动完成;半自动:“工作状态选择”开关置于半自动状态,各动作需手动辅助完成;d.工作状态旋至调整,双手同时按下“双手运行”按钮(图4),滑块快下,达到设定限位后,滑块慢下,上下磨具闭合保压,达到设定时间。
动作完成后,滑块慢回至设定限位后,快回复位,此时滑块处于静止泄压状态,连续反复进行3次以上,确认液压机能正常工作;e.空转时确认油泵声响是否正常、液压单元及管道、接头、活塞是否有泄露现象,压力表是否正常,出现问题无法解决时立即通知机修和电工,确认压力正常、工作横梁运动灵活后,方可工作。
200T压模机操作使用手册
目錄壹、功能..............................2貳、特性..............................2 三、機台用電規格..........................2 肆、作業前安全檢查.........................2 伍、機台動作功能..........................3 陸、人機介面與畫面定........................4一、狀態顯示列..........................4二、畫面功能鍵..........................4三、畫面說明...........................51、監控頁............................52、設定頁............................63、I/O頁............................84、溫控頁............................95、時控頁............................116、傳統頁............................127、調模頁............................148、MGP頁............................169、工程師頁...........................17柒、維修與保養..........................19 捌、警報與故障排除........................23 玖、機台異常現象分析及對策....................24 電氣原理圖...........................(附件) 模造機油壓缸護油環料號表....................(附件)200噸壓模機壹、功能:電子零件外殼成型封裝,利用五組油壓缸產生100至200噸位的壓模力量,配合擠膠油壓缸將包裝材料灌入IC模具中包裝成型。
压力机的操作规程
压力机的操作规程压力机操作规程1.操作准备1.1接通电源电源指示灯亮1.2 接通气源注意:1.通气后必须检查各管路漏气情况,确保无泄漏;2.过滤器和排污口必须每天进行排污,气源水分大时,须在气源加干燥装置。
1.3启动润滑系统至正常工作状态。
检查润滑油管有无泄漏。
1.4接通安全保护装置并确认工作正常。
1.5运转前检查项目①检查离合器制动器功能、联锁阀动作是否正常(在飞轮没有转动时);②检查螺栓有无松动并拧紧;③检查【紧急停止】按钮,按压和复位功能是否正常;④检查、整理、整顿压力机周围的环境,并保证清洁,消除事故隐患;⑤检查各油箱油位是否在合理界限。
2.运转操作进行压力机运转时,务请严格遵守下面的警告和注意事项。
2.1警告事项2.1.1微调和寸动运转,只能在非正常作业时使用。
所谓“非正常作业”指的是:模具装卸、调整,过载复位等情况下的操作。
至于通常的生产作业,务必以“单次”或“连续”运转进行。
使用微调和寸动运转,部分安全装置将变得无效,极为危险!2.1.2两个操作按钮,务必使用双手操作,千万不可以用器具等进行单手操作!2.2注意事项2.2.1微调运转是没有作业能力的,只能用来模具对合,不能用来进行模具试冲等作业。
2.2.2长时间(一星期左右)休工后,重新开动压力机时,务必先进行下列作业,然后方可投入正常运转。
①进行日常检查和每月检查的定期检查项目;②进行前面【1.操作准备】所列各项内容;③卸下模具,以寸动进行30分钟以上的磨合运转,确认各部件有没有异常噪声、发热或异常振动。
进行该项检查时,务必注意安全!2.3开动操作务请在进行前面【1.操作准备】各项工作之后才进行下列工作:(1)操作电源置入【ON】通位;⑵往复位方向转动【紧急停止】按钮;⑶确认滑块装模高度调整开关置入断开位置;⑷确认安全保护装置接通;⑸确认上模夹紧处于夹紧状态;⑹确认工作台夹紧处于夹紧状态;⑺确认飞轮制动器处于脱开位置;⑻如果是调速压力机,将速度设定在最低速位;⑼把主电机选择开关置于“正转”位置;⑽按压主电机起动按钮,主电机起动。
液压YZ-02产品说明书

产品说明书昆山巨林科教实业有限公司公司简介昆山巨林科教实业有限公司是一家集设计、研制、开发、生产为一体的综合型教学设备生产企业,自成立以来,禀承“诚信为本、不做则已、做则成器”的企业文化,一直致力于开发、研制、生产、销售机电类的100多种教学实验设备,为广大客户提供高品质的产品、完善的售后服务。
公司位于中国经济最发达的长江三角洲,上海经济圈中一个重要的新兴工商城市---江苏省昆山市。
昆山市---处江苏省东南部、上海与苏州之间,北至东北与常熟、太仓两市相连,南至东南与上海嘉定、青浦两区,东距上海50公里,西邻苏州37公里,距上海虹桥机场45公里,;上海浦东机场100多公里。
公司拥有雄厚的技术研发力量和一支高素质的员工队伍,有着严密的工艺控制和完善的质量保证体系并通过ISO9001:2000国际质量保证体系认证。
公司已经发展成拥有人才、技术、管理、信息等综合优势的知名教学仪器企业,公司始终坚持“质量是生命,科技是动力”的企业理念,牢固树立“顾客是上帝,服务求发展”的经营方针。
近年来,公司坚持科技、质量、效益之路,大胆探索,勇于进取,追求完美。
欢迎广大客户来我司洽谈合作。
目录一、注意事项与操作规程 (6)二、模块介绍: (8)交流电源模块 DB-1 (8)直流电源模块 DB-2 (10)智能流量积算仪模块 DB-3 (12)三相功率测控模块 DB-4 (14)液压泵站控制模块 DB-5D (16)继电器模块 DB-6B (19)可编程控制模块 DB-8 (21)按钮控制模块 DB-9 (24)数据采集模块 DB-SJCJ (26)三、实验项目: (29)实验一液压泵性能实验 (30)实验二溢流阀静态性能实验 (34)实验三单级调压回路 (37)实验四二级调压回路 (39)实验五基本换向阀换向回路 (42)实验六卸荷回路 (45)实验七二级减压回路 (48)实验八液压保压回路 (50)实验九液压锁紧回路 (52)实验十两级换速控制回路 (56)实验十一液压缸并联的同步回路 (60)实验十二顺序动作回路 (62)实验十三防冲击回路 (65)实验十四差动回路 (67)四、设备保养与基本故障检修: (69)设备保养 (69)故障检修 (69)一、注意事项与操作规程注意事项:1.禁止手上带水操作电路搭接,以免造成触电事故;2.搭接电路、液压回路之前必须断开设备总电源,严禁带电搭接电路和泵站启动状态下搭接液压回路;3.通电后不要将手或导电物体戳进护套插座或与护套相连接的护套插线接头内的铁芯上,以免造成触电事故;4.插护套插线时应插稳、插牢,以免接触不良而导致电路不通;5.拔取护套插线时应捏住护套插线头,不要拉着线身使劲拽,以免将线拽断;6.接线时需要合理地选择护套插线的颜色和长短,以保证电路的简洁明了,利于直观的讲解和检查,颜色与线序根据实际情况选取(一般AC380V相对应的线色为红、绿、黄,AC220V相对应的线色L为红色、N为蓝色或黑色,直流低电压正极为红色、负极为黑色或蓝色);7.所有液压实验必须在实验台出油口(P口)和回油口(T口)之间连接一个溢流阀,在此做压力调节和安全保护作用,启动泵站前要将溢流阀开口调节至最大,严禁带负载启动以免造成安全事故;8.液压阀和模块均为弹卡式安装,使用时要确保安装稳当,以免做实验时掉落;9.油管搭接插装时要插装到位,以免加压后出现脱落现象;10.做实验之前必须熟悉元器件的工作的原理和动作的条件,掌握正确合理的操作方法,严禁强行拆卸阀体,不要强行旋扭各种元件的手柄,以免造成人为损坏;11.实验中的传感器为金属感应式接近,开关头部距离感应金属约4mm之内即可感应信号;12.学生做实验时,最高使用系统压力不得超过额定压力6.3MPa;13.学生做实验之前一定要了解本实验系统的操作规程,在实验老师的指导下进行,切勿盲目进行实验;14.在使用过程中,若发现外部有误动作、误操作等危险情况发生时,请及时切断电源,并及时报告给专业指导老师;非专业人员严禁擅自检修设备;15.实验完毕后,要清理好元器件,注意搞好元器件的保养和实验台的清洁。
YSZ-200胀形液压机使用说明书讲解

特别说明:1.新机启动时,应点动检查电机转向的正确性。
2.新机或停机较长时间后,重新起动时,应低压点动运行4~5分钟次后,再逐步调高溢流阀的压力,以便达到系统压力进行正常作业。
3.务必按规定要求在润滑点加注润滑油。
4.设备工作时,严禁身体任何部分进入工作区。
5.严禁超负荷超行程工作。
6.液压油的质量状况对设备工作和元件寿命影响很大,需经常检查油液状况和按规定更换液压油。
7.除特别制造外,设备不适宜在粉尘环境中使用,若工作环境粉尘较大,请特别说明。
目录一、用途和特点二、主要技术参数三、结构概述四、电气系统五、安装与试车六、维修保养和安全操作注意事项七、密封件一览表八、附图一、用途和特点:1、用途:胀形作为一种先进工艺,主要用于成形具有复杂形面的零件胀形液压机就是为实现这一工艺而设计制造的专用设备。
2、特点:本机设有空程快速,慢速靠模二种速度,主缸可实现保压功能,具有效率高,能耗低,工作平稳,操作方便安全等特点。
二、主要技术参数:三、结构概述本机为四柱液压机,由主机,液压站,电控装置等组成。
四、电气系统1、电气原理详见附图——电气原理图2、自动工作时只须按动“自动运行”按钮,即可自动完成一个工作循环。
本机采用三相五线制电源,请注意接好地线。
3、操作:合上电源开关及按“主电机启动”按钮后,操作者在调试机器或模具时,把电控箱面板上选择开关“点动/自动”拨至“点动”档,按电控箱面板上的按钮,则可实现该按钮的文字功能。
在正常工作时,应把选择开关“点动/自动”拨至“自动”档,按下“自动运行”按钮,本机就可实现,“主缸下行——慢速下行靠模——靠模到位,增压缸顶出——补水排气——补水压力到,增压缸增压——增压压力到,增压缸回程——主缸卸压,回程”一个工作循环;按“点动”按钮,仅以手按着按钮才实现该按钮文字功能,松开按钮,则自动停在松手前的位置状态。
因而点动按钮一般是在安装模具时调节用。
“急停”和“主电机停止”按钮,都能实现机器运动的停止,而后者还可使油泵电动机停机。
ZY—200型全液压钻机操作规程
当水辫轴梯形锥螺纹与新加接钻杆锥螺纹旋合接触时,立即操纵夹持 器手把,松开夹持器,完成钻杆加接。
4.卸钻杆的操作: 4.1 夹持器夹紧水辫前的仪器第一根钻杆,回转器反转,加快 同时推进手把置于后退所在位置,使水辫轴于奥尔奈炉壁钻杆分离; 4.2 松开液压卡盘,取下水辫; 4.3 打开、并推进液压卡盘,用卡盘夹紧第一根要退出的钻杆, 松开夹持器,操纵前进、后退或快速而立手把,使钻杆继续前进到适 当位置,既第一根钻杆与第二根侧边露出在卡盘与夹持起器滚轮之间, 打开微调节流阀(右旋),操纵夹器手把夹紧钻杆,回转起器反转, 加快同时推进手把置于后退所在位置,松开钻杆间的螺扣; 4.4 操作卡盘手把,松开卡盘,卸下第一根钻杆,再按上一条 操作,如此循环反复,直到卸完全部钻杆。
ZY—200 型全液压钻机操作1 检查各油管连接是否正确; 1.2 检查各连接螺丝是否拧紧,立柱是否锚牢固; 1.3 点动电动机,检查电动机的旋向与齿轮泵壳体上的标定转
向检查是否一致; 1.4 冷却水是否正常流通; 1.5 检查操纵多路阀手把,使其处于中位。
2.钻进时的操作: 2.1 钻机空运转 1 分钟,检查钻机各部件运转是不是是否正常; 2.2 操作卡盘手把,使卡盘夹紧水辫轴锥螺纹或钻杆,开启冷 却水; 2.3 操纵旋转手把至正转位,使动力头带动钻杆正转; 2.4 待孔口见到返水后,操纵前进、后退手把至前进位,使给 钻进油缸以正常速度钻进; 2.5 在钻进过程中,因切削阻力弱化时,可控制微调来重新配 置控制推进速度。微调反时针旋转,推进速度顺时针旋转推进速度减 慢。
液压机的操作流程

液压机的操作流程The operation process of a hydraulic press involves several crucial steps that must be followed meticulously to ensure safe and efficient operation.液压机的操作流程包含几个关键步骤,必须仔细遵循,以确保安全高效的运行。
Firstly, it is essential to conduct a thorough inspection of the hydraulic press and its surrounding environment before commencing any operation. This includes checking for any visible damage, leaks, or abnormalities that could potentially affect the performance or safety of the machine. Additionally, it is vital to ensure that all necessary safety equipment and protective guards are in place and properly functioning.首先,在开始操作前,必须对液压机及其周围环境进行全面检查。
这包括检查是否有可见的损坏、泄漏或异常,这些可能会影响机器的性能或安全性。
此外,确保所有必要的安全设备和防护罩都已安装并正常运行也至关重要。
Once the inspection is complete and the machine is deemed safe for operation, the operator should proceed to power on the hydraulic press. It is important to follow the manufacturer's instructions for starting the machine, as improper startup procedures can lead to damage or malfunction.检查完成后,如果机器被认为可以安全操作,操作员应启动液压机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
特别说明:
1.新机启动时,应点动检查电机转向的正确性。
2.新机或停机较长时间后,重新起动时,应低压点动运行4~5分钟次后,再逐步调高溢流阀的压力,以便达到系统压力进行正常作业。
3.务必按规定要求在润滑点加注润滑油。
4.设备工作时,严禁身体任何部分进入工作区。
5.严禁超负荷超行程工作。
6.液压油的质量状况对设备工作和元件寿命影响很大,需经常检查油液状况和按规定更换液压油。
7.除特别制造外,设备不适宜在粉尘环境中使用,若工作环境粉尘较大,请特别说明。
目录
一、用途和特点
二、主要技术参数
三、结构概述
四、电气系统
五、安装与试车
六、维修保养和安全操作注意事项
七、密封件一览表
八、附图
一、用途和特点:
1、用途:胀形作为一种先进工艺,主要用于成形具有复杂形面的零件胀形液压机就是为实现这一工艺而设计制造的专用设备。
2、特点:本机设有空程快速,慢速靠模二种速度,主缸可实现保压功能,具有效率高,能耗低,工作平稳,操作方便安全等特点。
二、主要技术参数:
三、结构概述
本机为四柱液压机,由主机,液压站,电控装置等组成。
四、电气系统
1、电气原理详见附图——电气原理图
2、自动工作时只须按动“自动运行”按钮,即可自动完成一个工作循环。
本机采用三相五线制电源,请注意接好地线。
3、操作:
合上电源开关及按“主电机启动”按钮后,操作者在调试机器或模具时,把电控箱面板上选择开关“点动/自动”拨至“点动”档,按电控箱面板上的按钮,则可实现该按钮的文字功能。
在正常工作时,应把选择开关“点动/自动”拨至“自动”档,按下“自动运行”按钮,本机就可实现,“主缸下行——慢速下行靠模——靠模到位,增压缸顶出——补水排气——补水压力到,增压缸增压——增压压力到,增压缸回程——主缸卸压,回程”一个工作循环;按“点动”按钮,仅以手按着按钮才实现该按钮文字功能,松开按钮,则自动停在松手前的位置状态。
因而点动按钮一般是在安装模具时调节用。
“急停”和“主电机停止”按钮,都能实现机器运动的停止,而后者还可使油泵电动机停机。
附:特殊功能及说明
㈠.光电保护在主缸下行工作过程中有效;
㈡.无论是正常或误动作,若主缸极限被接通,系统进入保护状态,主缸下行被停止。
重新按“自动运行”或切换至点动状态并按相应的按钮使主缸返回原点位置;
五、安装与试车:
1、安装:
本机无需特设地基,就位后只需把底部垫平,将工作台校正水平即可。
注:本机在运输中需要降低主油缸,等机器安装就位后应先升起主油缸,接好油管,再校正工作台的水平,方可进行下一步的工作。
一般就位后要通知我公司派员升缸调试。
如用户自行调试的应做如下工作,现简要说明升缸过程及应注意的几个问题:
(1)在升起主油缸时应使用千斤顶将主油缸升起到位,然后用螺栓固定牢。
(2)安装好主油缸后,请将充液油箱固定好,并用螺栓联接好充液阀的进出油管。
(注:油管与充液阀之间有O型密封圈一个)。
(3)主油缸与充液油箱就位后,再按各油管与管接头上的标签号连接各条油管。
(4)详细检查各连接部份及油管是否都连接牢固、正确后,方能进行下一步的试车工作。
2、试车:
请严格按下述步骤进行试车:
(1)检查随机装好的限程套是否牢靠,四条立柱擦净加足润滑机油。
(2)将油箱加足干净的液压油,油箱油面的位置应加至油标的上限。
(约560升的N46液压油,73升乳化油。
)
(3)接上电源,检查电气设备接地是否牢固可靠,然后点动一下电动机,观察其旋转方向是否和油泵所规定的旋转方向一致(顺时针方向),若不一致,可将电线接头倒相即可,然后再正式启动电动机。
(4)充液油箱加油方法是:点动主油缸下行,当限位套压到工作台后,稍稍加压(主油缸压力表反应为5MPa左右)。
然后点动主油缸上行,这样反复数次即可自动加满充液油箱。
(5)调整上下限行程开关撞块位置,撞块压到下限行程开关便能使主油缸自动上行,压到上限行程开关时主油缸便能自动停止,并检查保险开关和电眼是否起到保险作用。
(6)按上述步骤调整好后,再按半自动循环进行负荷试车,负载试车时应从低负荷(即油压应从5MPa起)逐步加到满负荷(即油压为20MPa)。
(7)未装模具不得进行负荷试车。
(8)本机的工作油液推荐使用N46号液压油,当室温低于5℃时,建议使用N32号液压油,本机只能使用所推荐的液压油,而不能使用普通的机械油或其它润滑油,否则会损坏液压系统中的液压元件。
六、维护保养和安全操作注意事项
1、安全操作注意事项
(1)不了解本机器结构和性能及操作规程者不得开动机器。
(2)严禁超过最大公称压力2000kN(压力表读数最大为20MPa)工作,在最大公称压力2000kN工作时,集中载荷允许偏心量为16mm,不得超载和
超过最大偏心量使用。
(3)严禁超过最大行程进行工作,即活动横梁下极限位置到工作台面最小距离为300mm,应按此要求设计模具,以免发生机床事故。
(4)当机器出现动作不可靠、噪音大、有振动、严重漏油时,应立即停车找专业维修人员分析原因,设法排除故障。
(5)机器上调节手柄出厂时已调整合适,非调试人员不可随意调整。
(6)电气设备接地应牢固可靠。
2、维护保养
(1)油液必须清洁,一般都应严格过滤方可注入油箱,油面不得低于油标下限,应该在油标的3/4高度处。
(2)油液使用一年更换一次,其中新机第一次使用的油液,应在使用两个月后全部放出过滤再注入油箱。
如发现油液乳化、混浊不透明或有胶质粘糊现象等,应马上换油。
(3)开车前必须先拧开通冷却器的冷却水开关。
(4)开车前要给立柱加足润滑油。
(5)油泵吸油口滤油器应每隔三个月拆下用汽油或煤油清洗一次。
若发现穿洞,应换新的过滤器。
3、常见故障及排除方法:
七、主要密封件及易损件一览表:
八、附图
附:主机外形示意图、液压原理图、电气原理图、电器接线图、工作台T型槽分布图、活动横梁T型槽分布图。