条码标签管控流程图
产品条码标签管理规范(含表格)
文件制修订记录1.0目的:对条码标签的申请、设计、打印、领用、使用、保管、发放、销毁及贴标签流程进行控制,确保被正确使用,不发生污染、混杂及丢失。
2.0范围:适用于本公司产品条码标签及内外箱条码标签的管理。
3.0定义:本司条码标签分为两种:1.产品条码标签。
2.内外箱条码标签。
4.0职责:4.1生管课:负责根据客户订单情况制作生产排程。
4.2采购课:负责外购条形码的采购。
4.3研发部:负责新客户或新料号条码标签的设计,提供电子档模板和标准条码标签工程图面,供应商样品条码标签等级及蓝图内容的承认。
4.4装配部:负责按照生产排程安排条形码的打印、领取、使用确认。
4.5仓储课:负责条形码的保管、发放、回收和记录及客户特殊要求产品的标签粘贴。
4.6品管部:IQC负责采购条码标签的验证、确认,IPQC负责打印条码标签的首件验证、确认及生产线条码标签确认、验证,OQC负责湖南厂加工产品的标签检验确认。
4.7资讯课:负责条形码打印机的维护/调试。
5.0内容及要求:5.1 条码标签的申请、设计、承认。
5.1.1外购条码标签:生管以“生产指示单”给出条码标签内容信息,包括数量,周期,料号等,此信息需要同时给到采购与品管。
5.1.2研发部根据客户要求制作标准条码标签工程图面交由DCC发行。
资讯根据工程蓝图设定打印程序并建立数据库以便条码标签累积存贮,并负责打印设施的维护。
条码标签的标准模板图面同工程图面同时管控、发行和变更。
(条码标签的制作信息必须包含:尺寸、码制规格、材质、字体、字型、字号、打印分辨率等。
)5.1.3研发部对客户条码标签样品承认时,需对应条码标签蓝图内容进行全部承认,另:针对客户有等级管控要求的研发部需对供应商样品进行等级相关内容承认,以致条码标签达到我司客户要求。
同时承认样品须签核一份给品管IQC。
5.1.4针对有明确要求的客户如(兴英、纬创)其条码标签在外购,厂商自行打印时要求为B级,厂内打印条码标签不定义管制等级但须达到厂内条码标签管制要求。
SMT 仓库管理系统(WMS)如何利用条形码标签高效的处理物料20181018 - B
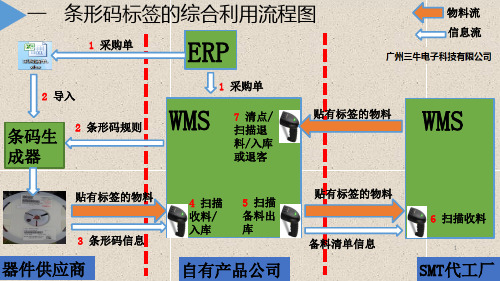
贴有标签的物料
7
自有产品公司
SMT代工厂
SMT代工厂
二 处理流程-下单
1 采购单
物料流 信息流
ERP
1 采购单
WMS
器件供应商
自有产品公司
二 处理流程-标签生成/发料/收料
物料流 信息流
2 导入
条码生
成器
2 条形码规则
WMS
贴有标签的物料 4 扫描收料/入 库上架 3 条形码信息
器件供应商
自有产品公司
二 处理流程-标签生成/发料/收料
一 条形码标签的综合利用流程图
1 采购单
物料流 信息流
ERP
1 采购单
2 导入
条码生 成器
2 条形码规则
WMS
4 扫描 收料/ 入库
7 清点/ 扫描退 料/入库 或退客
贴有标签的物料
WMS
贴有标签的物料
5 扫描 备料出 库
贴有标签的物料 6 扫描收料 备料清单信息
1
3 条形码信息
器件供应商
自有产品公司
TT18083100001 TT18083100002
物料编码
99801 99801
物料规格
0.1U 0603 0.1U 0603
数量
5000 5000供Leabharlann 商代码TT TT3
4
TT18083100003
TT18083100004
99802
99803
10欧 0603
22欧 0603
5000
5000
TT
TT
WMS可以自动生成
4 扫描标签收料/PDA扫描发料
5
收料
发料
条码管理流程图
铁芯进货单 (录入) 条码枪上选择入库单据 进货单 扫描铁芯条码 铁芯条码 审核时核对入库单进货验收数量与该单 据关联的条码数量合计是否相等,如果 相等才可审核通过,铁芯检测数据需要 与铁芯条码关联(单独建立程序界面) 材质 规格 匝数控制
进货单 (审核)
铁芯退货单 (录入) 条码枪上选择入库单据 退货单 扫描铁芯条码 铁芯条码 审核时核对退货单退货数量与该单据关 联的条码数量合计是否相等,如果相等 才可审核通过
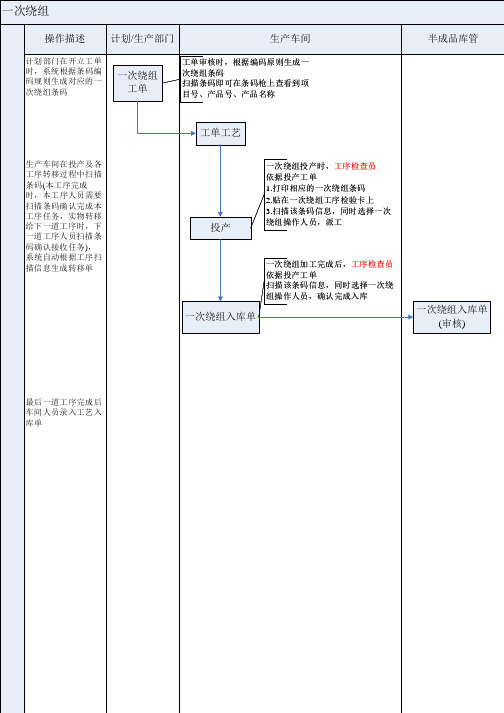
工单工艺
二次绕组
二次绕线人员绕制完成后扫码二次绕组条码,确认完成绕制工作 相同工序不可重复扫描 条码挪料,条码删除 二次绕组检验人员扫描需检验的二次绕组条码进行检验 完成检验后再次扫描二次绕组条码确认完成检验工作 如果二次检验发现绕线不合格,在条码枪上标记该绕线 条码为不合格状态,并在实物上贴不合格的标签,并通 知绕线人员进行返工处理 处理不及时的需要有逐级短信提醒 装配过程中如果使用的部件是做条码管理的,需要扫码装配产 品条码及部件条码形成装配产品条码与部件条码的对应关系 工序检查员扫描装配产品条码,代表装配开始 装配完成后工序检查员扫描装配产品条码,代表装配完成 试验人员扫描装配产品条码,代表测试开始 测试完成后试验人员扫描装配产品条码,代表测试完成 处理真空干燥人员扫描装配产品条码,接收器身 工序检查员扫描装配产品条码,输入干燥炉号、炉内位置,代 表真空干燥开始 完成后工序检查员扫描装配产品条码,代表真空干燥完成 (真空干燥记录与装配条码关联) 工序检查员扫描装配产品条码,代表出炉装配开始 出炉装配完成后工序检查员扫描装配产品条码,代表出 炉装配完成, 工序检查员扫描装配产品条码,代表真空检漏开始 真空检漏完成后,工序检查员扫描装配产品条码,确定真空检漏完成 同时记录抽空注油工位 抽空注油完成后,操作人员扫描装配产品条码,确定抽 空注油完成 静放完成后,操作人员扫描装配产品条码,确定静放完成 静放工艺有几种可选择的方式,实际操作时可以选择 正常、暖房 常温静放按正常顺序 静放同时可以进行喷漆 实验员扫描装配产品条码,确定试验开始 试验完成后,操作人员扫描装配产品条码,确定试验完成 操作员扫描装配产品条码,确定喷漆开始 喷漆完成后,操作人员扫描装配产品条码,确定喷漆完成
标签管理程序

标签管理程序编制:审核:批准:西安庆峰医药化工有限公司标示管理程序1。
目的:利用适当的标识,使得在各流程阶段能够正确地鉴别产品状况,并在反馈时能顺利地追溯到各阶段的作业记录.2。
适用范围:适用于本公司各流程阶段的产品.3。
职责:3.1 生产部:负责生产过程中物料、半成品及成品的标识。
3.2 质检部:负责不合格品的标识。
4。
作业内容:4.1。
1原材料、包装材料、外加工品、客供品由仓库人员点收,放于待检区,并粘贴[物料标识卡],填写材料品名、数量、入厂日期等内容。
原料检验时,材料标识于“检验中”一联,检验合格后签字确认,并填写保质期、批号等内容,通知仓库人员将合格物料转移至指定区域,保留“合格”一联。
检验不合格时,用红色[异常品标签]标识后放入不合品区。
4.1.2未检验的产品放于“待检区”,检验合格后,由检验人员将产品放入“合格区",并在[产品生产流程卡]“成品抽验状况判定”栏目中填写OK,并记录检验结果.4.1.3 包装后待入库的产品由包装人员将产品放置于“待检区”,检验员检验合格后在包装标签上盖“合格”章,入库检验不合格由检验员将产品放于“品质异常隔离区”,并用红色[异常品标签]标识。
4。
1。
4 出货待检产品,由包装人员依客户代号将产品放入“出货待检区”,检验合格后,由出货抽验员将产品放入“出货检验合格区”。
出货检验不合格,由出货检验员将产品放入“品质异常隔离区”,并用红色[异常品标签]标识。
4。
2产品的标识与可追溯性4。
2。
1仓管人员负责对所有生产来料粘贴[物料标示卡],并填写材料品名、数量、厂商、入厂日期等内容。
4。
2。
2 切胶员将称量后的原材料放入筐子中,然后依据《色别管理作业规范》在每一筐子中放入相应颜色的[胶料生产流程卡],并贴上批号条码,填写材质、规格及重量.5.2.3 密炼后的黑烟胶,由密炼包装人员在每一支黑烟胶上放入对应的[胶料生产流程卡]。
5.2.4加促完成后,[胶料生产流程卡]随胶料一起流入下道工序。
SHOP FLOOR系统操作流程介绍

生产信息系统
输入要查询的工单号码
查询上料状况 1(输入工单号码) 2(PCB投入/打件)3(生产线别)
工单管理系统
➢ 工单管理**工单BOM表
过账时须打开的项目:PCB投入/打件 程序清单 参数设定/用后还原 员工信息/新进员工所做工站开户 料号维护
工单管理
选择工单 管理
选料站表
1 3
2:STL流水号记录表里复制8位
3:点击添 加到上面
文字:9位
1:STL文字选8位,
2:STL流水号 记录表里
3:添加到上面,完 成后
1:文字选2位
流水号:5位
4:保存
数据库语句
• 使用此命令查询大小板的条码记 录状况及删除一些不必要的条码 序号…
载入
输入密码
点击打开
双击
选择
点击执行 显示要查询的数据
载入
左击
右击属性选择
点击后 选固定
点击后输入 工单号码
双击后输入条码序 号
为1
点击输入工 单号码
完成
F6列印/K入列印 数量
生产过账程序
包含工站/工站号码
• PCB投入/0601
PCB打件
• ZJ第一次/0616
ZJ第二次
• AOI第一次/0613
AOI第二次
• PCB目检第一次示输入所 需要的密码
PCB投入代码
输入需过账的工单号码
输入PCB板的条码
标签展码
展大/小板流水号
选择标签 展码
1.输入工单 号
2.展大板条码选TSN
3.输入大 板数量
4.展大板起始 编码为‘1’
完成
加百裕选CSN新盛利选STL
我们一般只动1、3两项。一是置令工单 二是周期。规则如图。
速达5000仓库条码管理软件操作说明

速达5000仓库条码管理软件操作说明速达软件仓库条码管理软件说明⼀、系统概述:仓储在企业的整个供应链中起着⾄关重要的作⽤,如果不能保证正确的进货和库存控制及发货,将会导致管理费⽤的增加,服务质量难以得到保证,从⽽影响企业的竞争⼒。
传统简单、静态的仓储管理已⽆法保证企业各种资源的⾼效利⽤。
如今的仓库作业和库存控制作业已⼗分复杂化多样化,仅靠⼈⼯记忆和⼿⼯录⼊,录帐不及时,不但费时费⼒,⽽且容易出错,给企业带来巨⼤损失。
使⽤条形码管理系统,对仓储各环节实施全过程控制管理,并可对货物进⾏仓位、批次、配送等实现条形码标签序列号管理,对整个⼊库、出库等各个环节的规范化作业。
将条码引⼊仓库管理,去掉了⼿⼯书写票据和送到机房输⼊的步骤,解决库房信息陈旧滞后的弊病。
不论物品流向哪⾥,都可以⾃动跟踪。
条码技术与信息技术的结合帮助企业合理有效地利⽤仓库空间,以快速、准确、低成本的⽅式为客户提供最好的服务。
本系统的⽬标是运⽤条形码⾃动识别技术,对仓库进⾏管理。
货品⼊库、出库过程通过扫描采集货品上的条码,ERP系统⾃动⽣成⼊库单和出库单,减去以往仓管员填写进、出仓单,然后把进出仓数据⼿⼯录⼊电脑的⼯作,及时的更新仓库材料和产成品的库存数据。
本系统主体是建⽴在馨宝公司成熟的条形码管理系统的基础上,结合ERP系统实际的业务流程,配合先进的条码设备整合⼀起,达到系统设计要求。
⼆、操作流程图:三、服务器软件:双击桌⾯上‘速达5000条码软件服务器’快捷⽅式,进⼊服务器界⾯,如下图,‘服务器名称或IP’输⼊安装数据库服务器的名称或IP;‘登陆⽤户名’为SQL Server2005的登陆名,⼀般为sa; ‘登陆密码’为SQL Server2005的密码,安装SQL时输⼊设定的。
‘当启动程序时⾃动启动服务器’前打勾,则每次启动电脑时⾃动启动服务器;点‘启动服务器’,当启动完后,标题栏位置显⽰‘馨宝软件服务器(正在运⾏)’,在⽤条码软件时,服务器软件必须要启动,否则客户端及采集器扫描不能⽤。
标签管控流程规定
申请部门 / 标签更换申请单
品质部 主管 标签更换申请单
生产部 主管 标签更换申请单
标签发放记录表
品质部 检验员
申请部门 /
7.相关文件及记录
标签发放记录表PZ-QR-017
标签个人使用记录表SC-QR-002
标签更换申请单PZ-QR-069
OQC检验记录表PZ-QR-015
B、标签领取由产线标签管理员按照生产日计划领取,标签发放员进行登记,领用人员核对无
误,在【标签发放记录表】上签字确认。
C、标签发放时进行小批量管控,标签管理员须与作业员交接清楚,并详细记录于【标签个人使用记录表】中。(注:小批量管控可以以每50、100或200、500PCS为单位进行发放,小于50PCS的可以以订单数量为单位进行管控。)
5.4.4 OQC进行发货物料条码的扫描,开箱检验时主体条码与外箱条码对比扫描,ASN条码与外箱条码100﹪对比扫描,扫描时OQC 使用专用条码扫描器进行。
5.4.5如需保存扫描数据的,每天将扫描器里的扫描信息通过扫描器的通讯机座连接电脑,下载到电脑上进行保存。操作方法参照条码扫描器数据采集操作说明。
5.3.1生产线在生产前凭【生产日计划单】到标签室领取对应的接线关系表,生产线领用人员与标签发放人员必须当场共同确认好数量,并在【标签发放记录表】上签名。
5.3.2生产部在作业过程中发现接线关系表丢失的,必须及时进行返工查找,如经过返工仍无法找到的,要及时填写【标签更换申请单】注明原因,给到品质主管签字确认后方可进行领取。
2.文件格式更改,增加小批量管控5.1.6;
B/1
增加3.2.2 和3.1.8
B/2
各部门职责进行修改,增加采购部
超市条码管理及商品ABC分类陈列作业
超市条码管理及商品ABC分类陈列作业一、超市条形码管理各方职责1、供应商:确保所有供应给超市的商品都有其正确的条形码,并提供新商品的条形码交给采购部,否则需要向超市购买店内码。
2、采购部:对供应商进行反复的强调与宣传,确保所有供应给超市的商品都有其正确的条形码,并且在新商品引进时有正确的条形码资料交给电脑部。
3、电脑部:负责对供应商商品的条形码资料进行录入。
4、配送中心:确保供应商送来的商品与订单上的商品条形码一致且有效。
5、各门店:经常检查店面的各种商品条形码是否有效、正确,对条形码脱落的商品进行重新粘贴条形码。
6、收银员:正确地扫描商品条形码,确保商品信息与条形码信息的一致。
作业程序1、所有供应给超市的商品都应该有其正确的条形码。
(1)所有无条形码的商品需提前根据订单的数量向超市购买店内码并在送货前按超市要求粘贴完毕。
(2)所有供应商每次供应的商品,其条形码都应该和超市电脑里的商品条形码保持一致,否则供应商送来的商品将无法收货。
(3)所有供应商供应的商品,如果其商品条形码有所变更的话,需提前7天以书面形式,传真至我超市采购部,以便我方及时更改,传真内容需写明商品名称、规格、原来的条形码和变更后的条形码。
2、店内码的粘贴要求:(1)如果供应商所送的商品不能扫描,需要贴店内码时,应将店内码覆盖在商品包装上的原条形码上,若原条形码过大或过长,应垂直把原来的条形码覆盖,以免在收银扫描时发生错扫。
(2)如果商品上没有原条形码,就可以直接把店内码粘在商品上,但要注意不要影响商品的美观(如杯子的条形码可以粘在杯子底部,罐头可以粘在罐头的背面等)。
3、对于没有条形码(店内码)的商品:(1)收货部:可以拒收;(2)营运部:认真检查商品,发现有商品的条形码脱落,应及时采取补救措施二、商品ABC分类管理商品的ABC分类管理职责1、电脑部:负责每月25日打印当月ABC类商品报表,以便各部门能根据当月的ABC商品进行相应的管理。
条码管理系统流程

条码管理系统的大概流程为:1)、条码生成:根据录进系统的入库单,系统自动生成条形码并打印出来,而后由人员贴至物料包装上。
2)、物料入库:通过条码数据采集设备对要入库的物料进行条码扫描,系统在数据库中检索并标识为入库,若重复扫描则自动判重。
3)、物料存放:摆放时先扫描库位货架条码,然后扫描产品条码,并输入数量进行关联绑定,系统将记录显示该产品的存放具体库位的具体货架位置,并显示数量。
4)、物料出库:系统将根据出库单自动查询摆放位置并反馈给负责人员,该人员可以直接去对应位置领取物料,并扫描条码进行数量的重新核对绑定。
通过条码技术与条码管理系统,方便了人员的操作与物料的管理,精简企业流程、节省管理时间,让制造业企业的生产管理得以更好发展。
条码在生产制造执行系统MES中的应用一、系统主要目标系统所要达到的四个主要目标:质量跟踪:能跟踪整机及主要基板(PCB板)的型号(主板、电源和CDROM板)、生产场地、生产日期、班组生产线、PCB板版本号、工程变更革(ECO)、批量和序号等信息。
生产实时动态跟踪:能随时从计算机中得知实际生产的情况。
客户跟踪:能从计算机中随时得到客户的姓名、地址和发货数量。
报表功能:提供各类管理报表供管理层复审。
二、开发过程整个开发过程可分为五个阶段,各个阶段都编制了详细的工作计划。
第一阶段:制定具体方案条码自动识别技术具有输入速度快,准确度高、成本低和易操作等特点。
A公司在自动化装配生产线和各加工过程中,使用条码为主要零部件打上条码标签。
通过条码阅读器采集并译码后,条码信息输入计算机服务器的数据库里。
每台机器和主要部件都会有一个唯一的条码。
不管机器发往何处,都会有记录。
如果发生问题,只需读人保修卡上的条码,就可以在数据库内调出该产品的全部的有关数据,大大便利了产品的质量跟踪和售后服务。
A公司条码跟踪系统流程第二阶段:寻找合作伙伴在建立详细的调研及分析的基础上,分析各条码供应商的条码系统方案和报价。
库房条形码管理主要工作模块流程介绍
库房条形码管理主要工作模块流程介绍在仓库管理中引入条形码管理,可以对仓库的到货检验、入库、出库、调拨、移库移位、库存盘点等各个作业环节的数据进行自动化的数据采集,保证仓库管理各个作业环节数据输入的效率和准确性,确保企业及时准确地掌握库存的真实数据,合理保持和控制企业库存。
通过科学的编码,还可方便地进行物品的批次、保质期等进行管理。
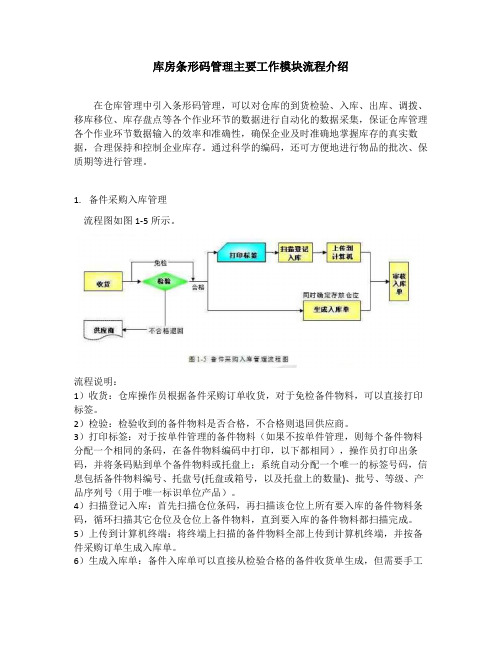
1.备件采购入库管理流程图如图1-5所示。
流程说明:1)收货:仓库操作员根据备件采购订单收货,对于免检备件物料,可以直接打印标签。
2)检验:检验收到的备件物料是否合格,不合格则退回供应商。
3)打印标签:对于按单件管理的备件物料(如果不按单件管理,则每个备件物料分配一个相同的条码,在备件物料编码中打印,以下都相同),操作员打印出条码,并将条码贴到单个备件物料或托盘上;系统自动分配一个唯一的标签号码,信息包括备件物料编号、托盘号(托盘或箱号,以及托盘上的数量)、批号、等级、产品序列号(用于唯一标识单位产品)。
4)扫描登记入库:首先扫描仓位条码,再扫描该仓位上所有要入库的备件物料条码,循环扫描其它仓位及仓位上备件物料,直到要入库的备件物料都扫描完成。
5)上传到计算机终端:将终端上扫描的备件物料全部上传到计算机终端,并按备件采购订单生成入库单。
6)生成入库单:备件入库单可以直接从检验合格的备件收货单生成,但需要手工录入存放仓位,或使用备件收货单中的默认仓位。
7)审核入库单:确认备件入库。
2.自制备件/修复件入库流程图如图1-6所示。
流程说明:1)入库码单:维修或制造车间打包并采集数据(自动/手工录入),同时打印装箱单、入库码单。
2)打印标签:标签可以按托盘打印,也可以按每箱打印,将标签贴到入库码单或装箱单上,再将入库码单贴到托盘上;系统自动分配一个唯一的标签号码,信息包括备件物料编号、托盘号(以及托盘上的数量)、批号、等级、产品序列号等。
3)扫描登记入库:首先扫描仓位条码,再扫描该仓位上所有要入库的备件物料条码,循环扫描其它仓位及仓位上备件物料,直到要入库的备件物料都扫描完成。
五洲在线操作流程
五洲在线仓储操作流程目前五洲在线永和仓主要负责淘宝商城的服饰、部分鞋类、皮具等,主要以服饰为主。
五洲目前仓库共有80人,可以应对最大货量2W票,目前五洲每天的平均单量在4000票左右。
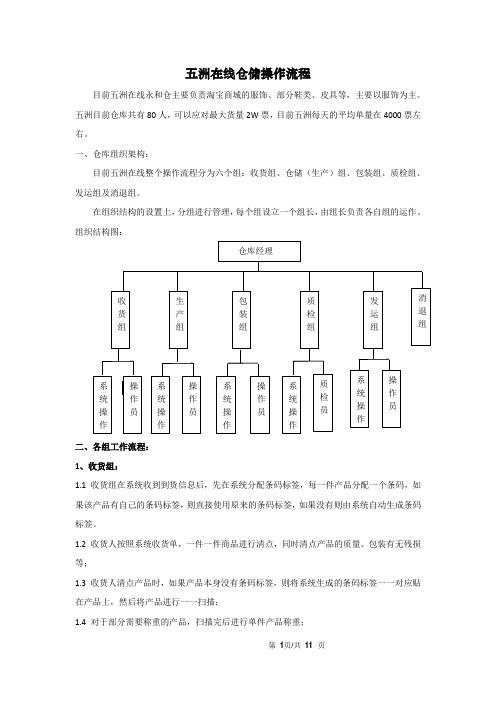
一、仓库组织架构:目前五洲在线整个操作流程分为六个组:收货组、仓储(生产)组、包装组、质检组、发运组及消退组。
在组织结构的设置上,分组进行管理,每个组设立一个组长,由组长负责各自组的运作。
组织结构图:二、各组工作流程:1、收货组:1.1 收货组在系统收到到货信息后,先在系统分配条码标签,每一件产品分配一个条码,如果该产品有自己的条码标签,则直接使用原来的条码标签,如果没有则由系统自动生成条码标签。
1.2 收货人按照系统收货单,一件一件商品进行清点,同时清点产品的质量、包装有无残损等;1.3 收货人清点产品时,如果产品本身没有条码标签,则将系统生成的条码标签一一对应贴在产品上,然后将产品进行一一扫描;1.4 对于部分需要称重的产品,扫描完后进行单件产品称重;1.5 扫描或称重完后,将产品放在“上架单”上对应的上架车的框号里面,同时将上架单放在上架车上。
上架车或拣货车2、仓储组操作流程:2.1仓储上架操作流程:2.1.1与收货部门交接可上架商品时,看收货人是否把要上架商品放到交接区域,(是)与交接人交接并且在交接表上签字。
同时按上架单核对商品SKU及数量,避免单据与实物数量不符;如有需要称重商品必须先称重确认再上架:2.1.2上架人员需要认真核对商品的SKU码、商品数量、同时检查商品质量,并在上架单上注明实际上架数量以及残损数量,对于残损的解决暂不上架,等整单上架单上架完成后统计交组长进行审核及转残处理(组长核对残损无误后进行审核转残处理,同时记录转残日期,上架单号,残损明细,列表告诉收货相关人员;2.1.3上架人员根据上架单上的“货位”将对应SKU产品上架在对应的位置。
上架组上架时上架车只容许占用补货通道,同车时靠近货架,严禁随意在上架通道里停车进小通道操作;2.1.4上架人员在上架时应对上架商品进行整理(注意:整理时严禁用力撕拉商品包装,及吊牌)应保证商品平铺上架,架位整齐,避免折损商品,商品吊牌露外以便核对;2.1.5上架人员在整单上架完成后在上架单上签上上架人姓名,并把上架单交于复检人员及时复检(对上架员的工作检查,核对上架商品货位及数量是否准确)。
用友U8-条码管理(无线版)使用手册

未经用友软件股份有限公司事先书面许可,本手册的任何部分不得以任何形式进行增删、改编、节选、翻译、翻印或仿制。
本手册的全部内容用友软件股份有限公司可能随时加以更改,此类更改将不另行通知。
具体应用以软件实际功能为准本手册的著作权属于用友软件股份有限公司版权所有·翻制必究2014年6月第一次印刷用友、UFERP、U8、NC、iCRM为用友软件股份有限公司的注册商标。
Windows, Windows NT, SQL Server是Microsoft Corporation的注册商标。
本书中涉及的其他产品商标为相应公司所有。
在中华人民共和国印制。
目录目录 (I)第1章系统概述 (1)1.1产品介绍 (1)1.2主要功能 (1)1.3产品接口 (2)1.4操作流程 (3)第2章应用准备 (4)2.1选项 (4)2.2条码规则 (7)2.3标签类别 (11)2.4标签设计 (11)2.5条码规则分配 (13)2.6拣货策略 (14)2.7无线菜单 (16)2.8流程配置 (16)2.9界面设计 (18)2.10无线端服务器及账套配置 (19)2.9无线端基础设置 (20)2.10无线端的查询功能 (22)第3章条码生成 (25)3.1条码生成 (25)3.2条码档案 (29)第4章条码扫描 (31)4.1条码扫描 (31)4.2收货 (35)4.2.1采购收货流程1:收货入库 (35)4.2.2采购收货流程2:收货-检验-入库 (36)4.2.3生产入库流程1:下线入库 (38)4.2.4生产入库流程2:下线上托-入库-上架 (39)4.3发货 (40)II 目录4.3.1材料出库流程1:逐单领料 (41)4.3.2材料出库流程2:多单合并发料 (41)4.3.3销售出库流程1:库管员直接发货 (46)4.3.4销售出库流程2:业务通知发货,库管出库 (46)4.3.5销售出库流程3:发货-拣货-移位-拼箱-出库 (47)4.4库内移动 (52)4.4.1调拨流程1:直接调拨 (52)4.4.2调拨流程2:按申请调拨 (53)4.4.3货位调整流程 (54)4.5盘点 (54)4.6仓储作业 (56)4.6.1上架 (56)4.6.2拣货-PC端应用 (56)4.6.3拣货-无线端应用 (60)4.6.4条码关联-PC端应用 (61)4.6.5条码关联-无线端应用 (63)4.6.6装箱-PC端应用 (63)4.6.7装箱-无线端应用 (66)4.6.8拆箱 (70)第5章应用方案 (75)5.1主题一:如何防止发错货 (75)5.2主题二:如何严格保证近效期先出或批号先进先出 (81)5.3主题三:如何快速准确的采集序列号 (85)5.4主题四:如何利用条码监控窜货 (93)5.5主题五:货位管理-入库上架,拣货下架 (95)第1章系统概述1.1产品介绍随着条码技术的普及,越来越多的用户认识到只有条码技术与ERP软件相结合才能做到及时、准确的数据采集。
条形码管理规范
条形码管理规范(ISO9001:2015)一、目的:1.1为了对条形码进行有效规范管控,保证产品质量,特制订本办法。
二、范围:2.1本管理办法适用于所有使用条形码产品。
三、职责:3.1生控部:负责根据客户订单情况制作生产排程。
3.2技术部:负责新客户或新料号条形码首次打印时编码原则的技术培训及提供电子档模板。
3.3资材科:负责按照生产排程安排条形码的打印、保管和发放,以及对外采固定条形码的发放。
3.4品保部:IQC负责采购条形码的验证、确认,FQC负责打印条形码验证、确认,IPQC负责生产线条形码确认、验证。
3.5制造部:负责条形码的领取,标签管理室贴袋管理分发到产线,使用确认、回收、记录。
3.6信息科:负责条形码打印机及扫描系统的维护/调试。
四、定义:4.1条形码分为三种:A:固定料号条形码 B:流水号条形码 C:外箱条形码五、作业内容:5.1生控部根据各车间《生产排程》,开《提料单》给资材科。
5.2资材科:条形码打印,仓储条形码管理及分发管理:5.2.1外购的料号条形码资材科收货后由IQC进行检验,检验合格后方可入库,不合格产品直接进行退货处理,并由IQC填写《进料品质异常抱怨单》。
5.2.2资材科在接到生控部下发的《提料单》后,如须本公司自打印条形码,则按《提料单》规格和数量调取空白标签安排打印,若是新客户或新料号条形码首次打印时由技术部负责编码原则的技术培训及提供电子档模板,同时需要制作不同客户《条形码编码原则》。
5.2.3 自行打印的条形码由FQC进行首件确认和检验,检验合格后方可入库,确认不合格由FQC填写《品质异常抱怨单》给资材科,由资材科进行改善。
5.2.4打印过程中由打印人员负责对条形码每5分钟扫描确认一次(扫描条形码等级必须显示在C级以上),并将条形码打印完的首张和末张粘贴在《条形码扫描记录一览表》上,并且登记时需要按客户名称和产品料号进行分类登记并做好区分标识,打印后数量必须和生产排程一致,严禁私自多打,不得重复打印同一天生产的标签。
PI-MFG-010的条码管理办法 (2)

6条码管理办法Barcode ManagementDocument No. : PI-MFG-010Version No. : V2.0Effective Date : 2009-07.17郑重声明:未经批准不得复制Copyright statement: All rights reserved. No copies are permitted without approval.文件更改记录1.0目的 :控制条码标签的出错率。
2.0范围 :生产部、制造工程部、销售部、系统设计部、RF设计部、质管部标签的打印。
3.0定义:无4.0职责:4.1条码打印员必须认识核对所打印的条码标签,保证条码标签的准确性。
4.2生产线、组、按照排产计划领取标签时必须认真核对条码标签。
4.3物料员在生产入库时必须核对条码标签是否与入库单上的内容一致。
5.0程序:5.1 打印方法:5.1.1条码打印员每天按照生产日排产表直接从ORACLE系统中复制:5.1.1.1、HFC产品机器上所贴流水码标签直接从ORACLE系统中复制:产品机型和输入电压、工单号、流水号;5.1.1.2、HFC产品外箱上所贴流水码标签直接从ORACLE系统中复制:型号规格、成品品号、工单号、流水号;5.1.1.3、IP线产品机器上所贴流水码标签直接从ORACLE系统中复制:型号规格、工单号、流水号;5.1.1.4、IP线产品外箱上所贴流水码标签直接从ORACLE系统中复制:型号规格、成品品号、工单号、流水号;5.1.1.5、EDFA线产品机器上所贴流水码标签直接从ORACLE系统中复制:产品机型和功率、流水号为:515(固定号)—工单号(工单号必须是8位数,如不够8位数在工单号前加零补足8位)、流水号(全年EDFA生产累计产品序列号由EDFA生产线员工提供)、月份、年份。
如带网管功能的由EDFA生产线员工提供网管地址和MAC地址单独打印一张标签贴在机器上。
LCM 质量管控流程图
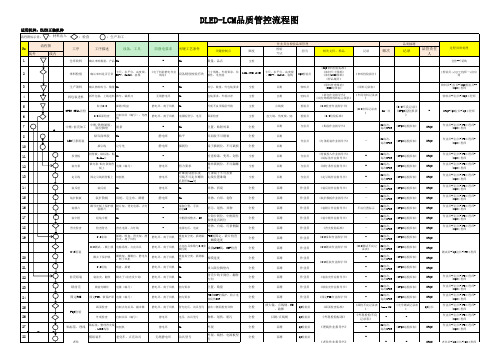
物料、划伤、脏污 外观 外观、线材、电源板型 号
QC检验员
《外观检验标准》 《理线作业指导书》
《外观检验不良记 录表》 -
-
-
贴标签、整理背光线 切割机 、LVDS线等
静电环
NA
QC检验员
2H每次,每 《IPQC巡检报表》 次1PCS
IPQC
作业员->拉长->PE工程师->IQC 工程师
模组装车
老化车,点亮治具
-
2H每次,每 《IPQC巡检报表》 次3PCS
IPQC
作业员->拉长->PE工程师->IQC 工程师
10 11 12 13 14 15 16 17 18 19
投背板
投背板、贴标签、贴 NA Mylar片 锁灯条/贴灯条到背板 电批(编号) 上 固定引线到背板上 切割机
目测
-
IPQC IPQC IPQC IPQC IPQC IPQC IPQC IPQC IPQC IPQC
外观、画面检查、包装
OQC检验员
《模组检验标准》
-
-
QC检验员 QC检验员
作业员
《模组检验标准》
《老化作业检查表 》 扫码记录表
- -
- -
- IPQC IPQC IPQC -
老化员->QC拉长->QC工程师
电脑系统
-
检查员->QC拉长->QC工程师 作业员->拉长->PE工程师->IQC 工程师 检查员->QC拉长->QC工程师 作业员->拉长->PE工程师->IQC 工程师 作业员->拉长->PE工程师->IQC 工程师
产品包装标签审核、校对工作流程图

包装标签审核、校对工作流程目的:规范包装标签审核、校对管理,使之有章可循,保证产品包装标签符合有关规定。
范围:适用于烟台双塔食品股份有限公司产品的包装标签及说明书的稿件审核校对。
责任:营销设计部门、品管部、采购部、设备部、生产部。
内容:1.新包材定制审核、校对工作流程1.1由设计部门填写《包装样稿确认单》,确认单上的品种名称、品种所属公司及需营销填写一栏的相关信息由设计部门填写(注:需标注该品包材涵盖的所有包材类别),然后传递至品管部。
由品管部协调采购部、设备部、生产部等相关部门填写确认相关内容,并由质量部提供产品说明书,连同《包装样稿确认单》一并回传至设计部门。
1.2设计部门根据回传的包装样稿确认单内容及产品说明书内容设计产品包装,设计完成后将电子版发品管部,进行法规、文字内容的校对及规格尺寸的复核。
质量部校对后回传至策划部门修改。
1.3由设计部门将修改完成的稿件打印2份,对设计版面、材质信息、电话等内容进行确认签字后,交品管部相关人员进行法规(一校)、文字审核及规格尺寸的复核(二校、三校)签字确认。
一份递交设计部门,一份质量部存档,复印一份连同电子稿件递交采购部门采购制版;1.4 或由设计部门将修改完成的电子稿件打印1份,对设计版面、材质信息、电话等内容进行确认签字后,传真至品管部,由质量部相关人员进行法规(一校)、文字审核及规格尺寸的复核(二校、三校)签字确认。
回传真给设计部门,同时复印一份连同电子稿件一并交采购部门制版,原件质量部存档。
1.5印刷厂家将制版后的菲林电子稿件发至品管部和设计部门,由质量部对文字等相关内容进行审核、校对(同步设计部门对版面、颜色进行校对),无误后,质量部打印一份,二人复核签字确认。
原件质量部存档,复印件递交给采购部执行印刷。
2. 老包材定制校对工作流程已生产过的品种包材重复定制时,由采购部门将采购申请单递交品管部确认包材印制版本。
无改动的,质量部在采购申请单上签字确认原版本号,采购部依据所确认版本号文件执行印刷;需要改动的,由质量部门通知设计部门重新设计包装,执行上述新包装物定制流程。
电子厂仓库条形码管理解决处理方案总结
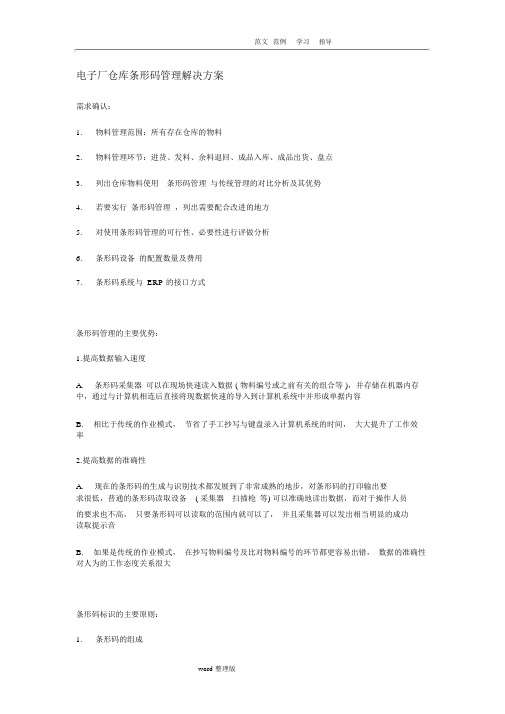
电子厂仓库条形码管理解决方案需求确认:1.物料管理范围:所有存在仓库的物料2.物料管理环节:进货、发料、余料退回、成品入库、成品出货、盘点3.列出仓库物料使用条形码管理与传统管理的对比分析及其优势4.若要实行条形码管理,列出需要配合改进的地方5.对使用条形码管理的可行性、必要性进行评做分析6.条形码设备的配置数量及费用7.条形码系统与 ERP 的接口方式条形码管理的主要优势:1.提高数据输入速度A.条形码采集器可以在现场快速读入数据 ( 物料编号或之前有关的组合等 ),并存储在机器内存中,通过与计算机相连后直接将现数据快速的导入到计算机系统中并形成单据内容B.相比于传统的作业模式,节省了手工抄写与键盘录入计算机系统的时间,大大提升了工作效率2.提高数据的准确性A.现在的条形码的生成与识别技术都发展到了非常成熟的地步,对条形码的打印输出要求很低,普通的条形码读取设备 ( 采集器扫描枪等) 可以准确地读出数据,而对于操作人员的要求也不高,只要条形码可以读取的范围内就可以了,并且采集器可以发出相当明显的成功读取提示音B.如果是传统的作业模式,在抄写物料编号及比对物料编号的环节都更容易出错,数据的准确性对人为的工作态度关系很大条形码标识的主要原则:1.条形码的组成A.对于应用条形码最广的仓库来说,条形码一般可以根据单一物料编号来生成,当对于很多具有特定数量的包装规格时,也可以将条形码包含物料编号与数量两个字段组成另外根据应用的实际情况,还可以将更多的字段包含到条形码当中B.当条形码包含多个字段组成时,系统将采集器读取的条形码资料传到计算机系统中时,系统会使用特定的分隔符将每一行的各个字段分开,便于其它数据应用系统进行读取与加工C.在打印条形码标签时,可以选择让人员可读的信息 (物料编号、数量 ) 等打印在条形码区域的下方,便于操作人员工进行核对,进一步保障准确性2.条形码标签的贴放位置及条形码的字段组成A.对于比较大的对象或摆放位置不固定的对象,应在包含的外箱上贴上条形码标签,条形码标签的内容可以包含物料编号及对应的整箱数量,还有一份条形码标签应包含物料编号及数量为 1 ,便于单个发货时进行读取,对于外箱中还有小包装的,还应制作一份包含物料编号及对应小包装数量的条形码标签B.如果对象比较零碎及摆在比较固定的区域或货架上,我们可以在对应的货架上贴上条形码标签,条形码标签的样数,应该是物料编号及数量 1 为一份,另外每一种包装规格要一份( 包含小包装的规格 ),这样将可以大大方便发货与盘点条形码在各个环节应用的流程图:(图一:物料入库(原材料及成品)流程图 )(图二:物料出库(领料及出货 ) 流程图 )(图三:物料盘点(抽盘及全面 ) 流程图 )流程图说明:A.流程图中的虚框部分处理的作用在于用条形码辅助操作来进行一步保证数据的准确性,工厂可以根据自己的实际情况来决定是否需要止环节的处理,比如说在发货时目前的操作可以做到很高的准确性,那就没有必要再使用条形码来对此进行管理B.包装箱的标签如果不包含日期、批号等字段,那就可以事先准备好包含物料编号及特定数量的标签,来货时或 FQC 确认后贴上C.如果有些物料是使用周转箱进行包装,并且又没有日期及批号要求,就可以沿用周转箱上原有的标签即可条形码管理与传统管理的比较分析:处理环节传统方式条形码管理方式评价加贴条形码需要耗出一定的根据供货商的送货单据先在货物上加贴条形码时间与人力,但可以使用物标签,然后采集条形码进料标识更加清楚准确如果工原材料收货与货物上的标识进行点行数量确认,可以充分保厂本身可以做到按传统方式数及验收证数据的准确性时收货极少发生错误,可以省出数据采集对比的环节根据生产部门的领料单在发货时同时与采集器相对于传统方式,发料时的数据采集校对也是属于一个进行发货,并将实发数量读取数据,导入系统与原附加的环节,通过这个环节生产领料发记录在单据上,并实发数单据进行比对,可以及时可以充分保证单据准确性货量与原领料量有差异,需发现差异进行改单或发相对于传统方式,增加了部要反馈回生产部门并在错的物料,进一步保证了分时间入人力,工厂可以根系统中进行相关调整单据的准确性据实际是否要此环节生产包装完成后,经 FQC 标签中包含条形码,用采相对于传统方式,用数据采集及导入系统代替抄写物料确认合格,贴上物料标集器收集物料编号及其成品完工入编号、数量及输入计算机系签,仓库人员点收数量确对应数量,导入计算机系库统的工作,在保证数据准确认,填写单据并输入计算统,充分保证物料编号与性的同时可以加快数据的录机系统数量的准确性入速度在按单备货时同时与采相对于传统方式,备货时的数据采集校对也是属于一个集器读取数据,导入系统根据生产或销售的出货附加的环节,通过这个环节成品出货备与原单据进行比对,可以备料单进行点数备货,并可以充分保证单据准确性料及时发现差异进行改单放入指定区域待出货相对于传统方式,增加了部或发错的物料,进一步保分时间入人力,工厂可以根证了单据的准确性据实际是否要此环节在计算机系统中打印出对于全面盘点或指定区相对于传统方式,盘点人员不需要去比对物料编号,可盘点单,仓库人员根据盘域盘点,可以直接用采集以节省大量时间,作业的简点单在仓库区域找到对器依物料的摆放顺序读库存盘点作单化也可以提高准确性应的物料进行点数并将取物料编号及对应数量业传统方式下,如果盘点表上实点数填入报表中,现场资料,然后导入计算机系的物料排序与实际摆放不一盘点完成后,将实点数补统中与帐面数量进行对致时,将要耗费大量的时间入到计算机系统中比,得出盈亏情况寻找对应的物料配合条形码管理改进点:1.条形码标签时条形码管理的基础,必须做到条码标签的准确性2.若物料有比较大的外包装箱且摆放位置不定,应在外包装箱上贴上条形码标签3.若物料是摆放在固定的货架上,每次摆放的位置一定要与货架上的标签一致,不得随意摆放占用附近空位导致物料混乱4.若有可能会经常占其它摆放的情况,应在物料外包装上贴上标签可行性与必要性:1.从技术上分析,条形码的打印与读取技术已经相当成熟,技术上完全可靠可行2.从管理上分析,对人员的要求不高,只要经过简单的操作培训就可以了3.对于仓库的快速盘点,很有必要使用条形码管理,可以大缩短盘点时间4.对于单据对比的环节,根据目前工厂的管理水平可有可无5.实行条形码管理后,管理层可以掌握主动性,某一环节出现问题后,可以通过条形码辅助管理与达到准确规范运作条形码设备配置:名称品牌/规格条码打印机ZEBRA(斑马 ) Z4M条码采集器CipherLAB CPT8000与 ERP 接口方式:1.条形码管理系统作业 ERP 的一个外挂系统2.条形码管理系统可以从采集器收集数据并保存为单据3.条形码管理系统可以存取 ERP 的数据库,从 ERP 读取数据与条形码系统的单据进行对比,也可以将正确的数据内容写入到ERP 系统指定的单据中4.大部分的关健数据处理 ( 审核、过帐等 )还是在 ERP 中进行,条形码系统做为一个ERP 的辅助输入与校对系统辅助系统与ERP 功能:1.经上次暂短的了解,发现贵公司目前的 ERP 系统有些地方还需要改进,比如整卷物料的发料余料计数部分,目前需要人工记账,难于保证仓库料帐的一致性2.如有需要,我们也可以深入了解,将需要改进的功能加入到辅助系统中方案特点:1.灵活、适应性广系统中所有规则都可以由用户自己设定,包含成品编号规则、组合规则、组合比例等,不采用使用程序固化的方式处理,这样将可以大大增加系统的适应范围,可以处理各种不种的编码规则及组合规则情况,虽然目前只有一种成品编号规则,长远来说是非常有利的2.标准 MS SQL Server 数据库数据库使用最广泛普遍的MS SQL Server ,与操作系统及办公软件都有良好的接口,ERP 系统也可以方便取得本系统中的数据,很好的做到数据共享3.界面及字段方便灵活系统中,可以为每一个模块的每个字段设置属性,如:在表格中的字段标准、宽度、先后顺序等,这些属性可以所有使用者共享,也可以各用户组使用自己单独的字段控制设定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
成品生产月日
条码标签制订说明
五. 端子先冲后镀产品条码标签:
T 2014 PTQ001 - 000001 + 供应商电镀标签
2014 年 Terminal 类
PTQ001 表 示 磷 铜供应商天奇第 一批铜材第二批 则 PTQ002 依此 类推
成品生产月日及流水 号;流水号只在一整盘 端子的标签上显示.成 品外箱则不写流水号, 只写成品的月日.
成品生 产月日 及流水 号
HS0000 表示供应商 宏晟电镀铜板的日 期(例 HS0114 表示 01 月 14 日宏晟电镀 的铜板.
四. 塑胶产品条码标签:
H
2014
PHF001
- 0000
Housing 类
2014 年
PHF001 表示 PBT 料供应 商华富第一批原料第二 批则 08PHF002 依此类 推 , N66HF001 表 示 NYLON 66 料供应商华 富第一批原料第二批则 08N66HF002 依此类推.
仓库收到产品后需对产品上的码标 签数据确认并扫描与 ERP 系统数据 进行对比确认合格后.进行产品入 库,将产品入库数量填入发料与收料 记录卡上. 仓库产品时需依据条码 标签批次先进先出发货,发货后发货 员需第一时间进行 ERP 系统条码数 据进行确认并保存. 组长以上人员 每日下班前进行确认.
条码标签制订说明
2014 PTQ001 -
2014 年
PTQ001 表示磷铜供应商 天奇第一批铜材第二批 则 PTQ002 依此类推
0000
进料月日
条码标签制订说明
三. 塑胶原料条码标签:
2014 PTQ001 - HS0000
2014 年
PTQ001 表示磷铜供应 商天奇第一批铜材第 二批则 PTQ002 依此类 推.
权责单位 供应厂商 PMC 部
品质部 部 PMC 部
生产部 部
PMC 部
作业流程 供应厂商
采购 品质部 进料检验 仓库
生产
仓库
条码标签管控流程图
表单
重要内容
送货单
出货日期、数量
采购单
采购单号与交货日期
进料检验记录 发料与收料记录卡
领料记录
发料与收料记录卡
IQC 进料检验确认合格后,依据供应商 名称;批次;进料日期制订与打印条码 标签并进行条码数据扫描存入 ERP 系 统.另外每包与每 R 材料上粘贴条码标 签. 组长以上人员每日下班前进行确 认.
六. 端子先冲后镀产品条码标签:
T 2014 PTQ001 - HS0000 - 000001
2014 年 Terminal 类
PTQ001 表 示 磷 铜供应商天奇第 一批铜材第二批 则 PTQ002 依此 类推
HS0000 表 示 供应商宏晟电 镀铜板的日期 (例 HS0114 表 示 01 月 14 日 宏晟电镀的铜 板.
仓库发料需先进先出,发料后需第一时 间进行 ERP 系统条码数据进行确认并 保存. 组长以上人员每日下班前进行 确认.
生产部领料至生产车间后需将条码标 签从原材料上截下来粘贴在生产机台 上,组长进行条码标签数据确认并扫描 与 ERP 系统数据进行对比确认合格后, 依据原材料条码制订成品条码标签并 进行条码数据扫描存入 ERP 系统.另外 每包与每 R 成品上粘贴条码标签.(注: 注塑产品生产后需将打印好的条码标 签放到产品内.全检组全检好产品包装 后每包需粘贴条码标签). 组长以上人 员每日下班前进行确认.
一. 塑胶原料条码标签:
2014 PHF001 -
2014 年
PHF001 表示 PBT 料供应 商华富第一批原料第二 批则 08PHF002 依此类 推 , N66HF001 表 示 NYLON 66 料供应商华 富第一批原料第二批则 08N66HF002 依此类推,
0000
进料月日
二. 素材铜板原料条码标签: