SAP KANBAN Full Process SAP看板流程演示练习
sap操作流程详解
sap操作流程详解SAP(Systems, Applications, and Products in Data Processing)是一种企业资源规划(ERP)软件,被广泛应用于全球各行各业的企业中。
它能够帮助企业管理各种业务流程,包括财务、采购、销售、生产等。
在使用SAP时,用户需要按照一定的操作流程来进行操作,下面将详细介绍SAP的操作流程。
首先,用户需要登录SAP系统。
在登录界面输入用户名和密码后,系统会验证用户的身份并进入主界面。
在主界面上,用户可以看到各种功能模块,如财务、采购、销售等。
接下来,用户需要选择相应的功能模块进行操作。
比如,如果用户想要进行采购操作,就需要进入采购模块。
在采购模块中,用户可以进行采购订单的创建、审批、跟踪等操作。
在进行具体操作时,用户需要按照系统给出的步骤来进行。
比如,在创建采购订单时,用户需要填写供应商信息、物料信息、数量、价格等。
系统会根据用户输入的信息生成采购订单,并自动更新到系统中。
在操作过程中,用户还可以进行数据查询、报表生成等操作。
SAP系统提供了丰富的报表功能,用户可以根据需要生成各种报表,如财务报表、销售报表等,帮助企业管理者进行决策分析。
除了基本的操作流程外,用户还可以根据需要进行系统配置和定制。
SAP系统具有高度的可定制性,用户可以根据自己的业务需求进行配置,使系统更符合企业的实际情况。
总的来说,SAP的操作流程是一个系统化、标准化的过程,用户需要按照一定的步骤来进行操作。
通过合理的使用SAP系统,企业可以提高工作效率、降低成本,实现业务流程的优化和管理。
希望以上介绍对您有所帮助。
sap入门基础含动画培训ppt动画课件

SAP学习资源推荐
SAP官方学习平台:SAP Learning Hub,提供在线课程、培训教材和模拟练习等资源。 SAP在线社区:SAP Community,聚集了众多SAP用户和专家,可以交流学习心得和解决问题。 SAP大学联盟:SAP University Alliance,与全球多所大学合作,提供SAP相关课程和认证。 SAP合作伙伴培训:与SAP合作伙伴共同提供的培训课程,覆盖多个领域和行业。 SAP认证考试:通过考试可以获得SAP认证,证明自己在SAP领域的专业能力和知识水平。
SAP在财务管理领域的应用
添加标题
SAP概述:介绍SAP公司的背景、历史、产品线和解决方案,以及其在财 务管理领域的地位和作用。
添加标题 添加标题 添加标题
SAP财务管理模块:详细介绍SAP财务管理模块的功能、特点和使用方法, 包括总账、应收账款、应付账款、资产管理和财务分析等。
SAP在财务管理领域的应用案例:通过实际案例,介绍SAP在财务 管理领域的应用效果和价值,包括提高财务处理效率、加强财务控 制和风险管理、优化财务分析和决策支持等方面的应用。
SAP系统的故障排除与恢复
SAP系统的故障分类:硬件故障、软件故障、网络故障等 故障排除方法:日志分析、系统监控、故障诊断工具等 故障恢复流程:备份恢复、系统重启、数据恢复等 注意事项:确保数据安全、备份有效性等
06
SAP培训与学习资 源
SAP官方培训课程介绍
01 02
03 04
05
SAP官方培训课程概述:介绍SAP官方培训课程的目的、内容、结 构以及适用人群
• SAP概述:SAP是全球领先的企业应用软件提供商,其人力资源管理解决方案帮助企业实现人力资源的优化 和数字化转型。
sap操作规程
sap操作规程SAP (Systems, Applications, and Products in Data Processing) 是一种全球领先的企业资源计划(ERP)软件,用于管理企业各个方面的业务。
使用SAP 软件可以提高企业的效率、降低成本,以及优化业务流程。
为了正确使用SAP 平台,企业需要制定一系列的操作规程。
以下是一个关于 SAP 操作规程的范例,总长度为1200字。
第一部分:简介1.1 目的本操作规程的目的是确保SAP 软件的正确使用和维护,以支持企业的日常业务。
该规程涵盖了使用SAP 软件进行各种操作的步骤和准则。
1.2 适用范围本操作规程适用于所有使用SAP 软件的员工和相关人员,包括但不限于业务用户、系统管理员和技术支持人员。
1.3 定义- SAP 用户:指被授权使用 SAP 软件的个人或团队。
- 系统管理员:负责维护和管理 SAP 系统的人员。
- 业务用户:使用SAP 软件进行日常业务操作的员工。
- 技术支持人员:负责处理与SAP 软件相关的技术问题和故障的人员。
第二部分:操作指南2.1 登录和安全性2.1.1 每个用户需要有独立的账号和密码,并且不得与他人共享。
2.1.2 用户在不使用SAP 软件时应及时注销并关闭相关窗口。
2.1.3 所有用户应定期更改密码。
2.1.4 用户不得使用他人的账号进行操作,且不得向他人透露其个人账号和密码。
2.1.5 用户在离开工作岗位时,应锁定计算机屏幕,以防止未经授权的访问。
2.2 数据输入和处理2.2.1 用户应按照既定的数据输入规则和格式进行数据输入。
2.2.2 用户不得篡改或删除系统中的数据,除非经过相关授权和审批。
2.2.3 用户应及时处理SAP 系统生成的待办事项,并遵循既定的业务流程。
2.3 报表和查询2.3.1 用户可以使用SAP 提供的报表和查询工具来获取所需的数据和信息。
2.3.2 报表和查询的使用应遵循相关的访问权限和使用权限。
KanbanProcess.ppt

Kanban
Kanban
Kanban
Linefeeding Process 物料上线过程
Linefeeding Process 物料上线过程
Assembly Line Side 流水线旁
Line Runner Side 补料面
Linefeeding Process 物料上线过程
Verify bin and location 确认料箱及位置
Kanban
Kanban
Kanban
Consolidation directly in Buffer 缓冲区直接备料过程
Transfer to production line 料箱运输至生产线
Takt 29 to 45 29-45 工位
Kanban
Kanban
Kanban
Kanban
Kanban
Kanban
Kanban confirm 看板确认
Assembly Line Side 流水线旁
KANBAN (Card)
看板卡
Material number Material description Quantity per bin
零件号 零件名称 装箱数
Supply Point Section/Takt/Rack/Compartment 补充点:工段/工位/料架/层
把空箱放在特定的搁板上
Empty Bins 空箱
Assembly Line Side 流水线旁
Line Runner Side 补料面
Kanban Thrown Out Process 看板扔出过程
Take Kanban From collection box 从收集箱中拿出看板
SAP系统操作演示流程图要点讲课稿
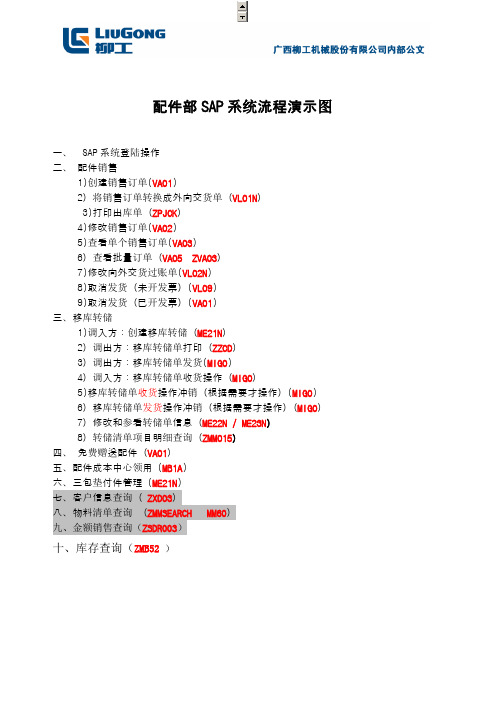
配件部SAP系统流程演示图一、SAP系统登陆操作二、配件销售1)创建销售订单(VA01)2)将销售订单转换成外向交货单(VL01N)3)打印出库单(ZPJCK)4)修改销售订单(VA02)5)查看单个销售订单(VA03)6)查看批量订单(VA05 ZVA03)7)修改向外交货过账单(VL02N)8)取消发货(未开发票)(VL09)9)取消发货(已开发票)(VA01)三、移库转储1)调入方:创建移库转储(ME21N)2)调出方:移库转储单打印(ZZCD)3)调出方:移库转储单发货(MIGO)4)调入方:移库转储单收货操作(MIGO)5)移库转储单收货操作冲销(根据需要才操作)(MIGO) 6)移库转储单发货操作冲销(根据需要才操作)(MIGO) 7)修改和参看转储单信息(ME22N / ME23N)8)转储清单项目明细查询(ZMM015)四、免费赠送配件(VA01)五、配件成本中心领用 (MB1A)六、三包垫付件管理 (ME21N)七、客户信息查询(ZXD03)八、物料清单查询(ZMMSEARCH MM60)九、金额销售查询(ZSDR003)十、库存查询(ZMB52 )一、配件部及分公司SAP系统登陆操作:二、配件销售:1)创建销售订单:(配件总部/各分公司)事务码V A01说明创建销售订单输入事务码:V A01 回车输入订单类型:ZAOR销售组织:6101分销渠道:20产品组:80回车进入下一界面输入客户代码1、收现款一次性客户:使用客户代码(199999)大客户,整机客户或欠款客户:输入客户代码(例如:80000010)2、交货工厂:61003、付款条件:0001立即付款4、订单原因:A05已有最终客户,5、填写采购编号6、点击“”进入抬头信息维护界面客户代码可以通过ZXD03查询获得。
1、如果系统没有客户信息,将客户信息或需要欠款信息提交到总部由曹彦锋创建。
2、关于采购订单编号的填写:为方便以后对账单据查找,现要求:如是服务销售(FW+派工单编号FW0000838 )\如是配件销售(PJ+月+日+01 PJ012204)2、点击进入抬头信息维护界面合作伙伴页面:双击客户编号,然后维护售达方和送达方一次性客户的名称。
SAP概览课程操作步骤

一、在infoobject中:1、右击“四组练习”,选create infoarea。
infoarea填“sjtu319”;long description填“张潇丹”,激活2、(1)右击“张潇丹”,选create infoobject catalog。
Infoobject填“sjtu319_k”;后面填“关键值”,下面infoobject type选“key figure”,点“新建”,激活(2)建立“特性”,同上3、右击特性,选create infoobject点对勾,激活。
如图,在有小写时在lowercase letters打勾,输入“sj319_khm”,按回车,出现对话框,直接点对号点对勾。
激活。
二、建立主数据1、右击四组练习,选“create datasource”2、如下图输入点对勾。
3、在右侧如下输入注意英文标点“,”4、点“load….”,选”allow”5、按下图输入后按回车,然后选三次copy,然后激活三、创建数据包1、右击创建的“客户属性主数据”,选择“create infopackage”点对勾,然后保存,然后点右侧schedule里的start2、右击主数据选“manage”可查看自己创建的数据包里的内容。
3、建立“客户文本主数据”和数据包,过程同上。
四、转换1、复制infoobjects里“客户”的”tech. name”,右击infoprovider里的“张潇丹”,选最后一个,复制tech. name,点对勾。
2、右击客户属性(attribute),选“create transformation”3、在下面“source of…..”里,第一个选datasource,然后点第三个右边的下拉框,选“demo”,然后点第二个右边的下拉框,出现右面的对话框,点对勾。
出现下面对话框,选择自己的数据包,双击。
如下显示,点对勾然后激活。
五、建立客户属性DTP1、转化成功如下所示,右击data transfer processes,只有一个选项,选定2、红圈圈处填“F:”,注意蓝圈圈处要匹配,然后点对勾3、右侧“update”里的“handle…..”选中,然后激活4、右侧“execute”点击“execute”5、文本属性DTP同上六、执行检查1、右击客户(attribute),选“manage”,在右侧“contents”里选“contents”,进行检查这样….是不是就结束啦~~~啦啦啦~~~。
SAP基本操作界面与功能概述(ppt 71页)
Warehouse (850) STSZ (LT)
Warehouse 仓库
Interplant Transfer STSZ - 500
Shipping Area
STSZ - 916
Difference 999
Stock Transfers 920
StorageSection
WM 内部结构
仓库管理分层结构
仓库号
存储类型 货位
份的定义
份
物料 / 批次 库存类别 特殊库存 工厂 存储单元号
Page 10 of 70
主数据:
• 仓库号 (WM NO.) • 存储类型 (storage type) • 存储段 (storage section) • 货位 (storage Bin) • 存储单元 (storage unit) • 份 (Quant)
Goods are shipped from
the GI Area
库存-状态
库存状 态
合格
Page 16 of 70
在检
封存冻结 特殊库存
…… 寄售
库存-盘点
Page 17 of 70
三.SAP界面说明
3.1登录SAP
Page 18 of 70
3.2退出SAP
退出SAP界面快捷键: F3
退出操作界面 时,系统会提 示是否先保存
显示编码主数据--品质,仓库管理视图
每个物料的库存总计(库存管理) 每个物料的仓位库存 每个物料的库存总计(仓库管理) 物料凭证清单--查询功能 显示库存记录--IM库存管理 WM库存管理报告 显示结果清单 显示用法决策
MM03
MMBE LS24 LS26 MB51 MB52 LX02 QGA2 QA13
SAP精益生产业务学习-KANBAN讲义
大批量生产 降低成本
刺激需求
批量的扩大
(二)从大量生产到精细生产
1、大量生产方式的衰落
福特的大量生产有一个根本缺陷,就是 缺乏适应品种变化的能力,即缺乏柔性。
为了使专用、高效、昂贵的机器的高固 定成本分摊到尽可能多的产品上,生产 线不能停工,这就需要各种缓冲:过量 的库存,过多的供应厂家,过多的工人、 过大的场地。
②提高了对需求的响应性
③降低了库存
④缩短了每台产品的制造周期
(二)减少调整准备时间 1、提高生产系统的柔性 ①改变劳动工具 ②改变劳动对象 2、减少调整准备时间的办法 ①尽可能在机器运行时进行调整准备 ②尽可能消除停机时的调整时间 ③进行人员培训 ④对设备和工艺装备进行改造
(三)建立JIT制造单元 1、把库房搬到厂房里 2、不断减少工序间的在制品库存 为此,需要对车间进行重新布置与整理 (四)准时采购
二、JIT的起源及进一步升华
(一)从手工生产到大量生产 1、手工生产方式 19世纪末,法国巴黎Panhard-Levassor (P&L)机床公司开始制造汽车。 特点:几乎没有两辆汽车是相同的;制 作成本高,且易出故障;要求工人具有 高超技术。
2、大量生产方式
1908年,亨利·福特推出了他的T型车。
1、传统方式:由计划部门根据市场需求,计 算出每种零部件的需要量和各生产阶段的生产 提前期,确定每个零部件的投入出产计划,按 计划发出生产和订货指令。每个生产阶段都按 计划制造零部件,并将加工完的零部件送到后 一道工序和下游车间,而不管后一道工序和下 游车间当时是否需要。这种方式被称为“推动 式”。
2、精细生产方式的出现
1950年,丰田汽车公司丰田喜一郎到美国参 观了福特汽车公司位于底特律的Rouge工厂, 回日本后与生产管理专家大野耐一研究得出结 论:大量生产方式不适合日本
SAP KANBAN-快速指南
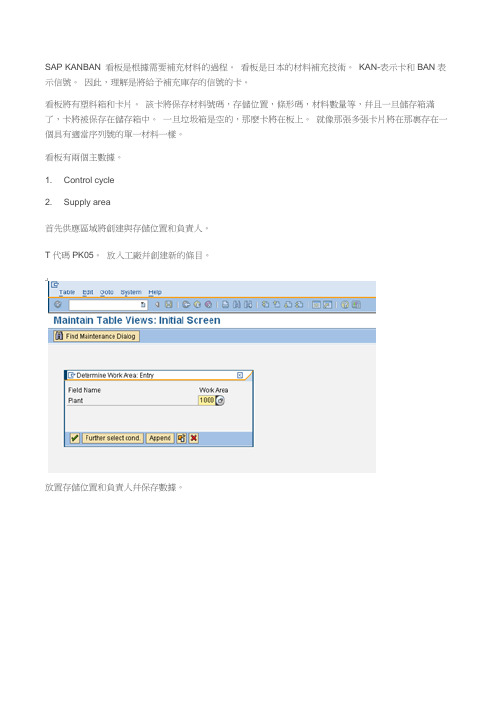
SAP KANBAN 看板是根據需要補充材料的過程。
看板是日本的材料補充技術。
KAN-表示卡和BAN表示信號。
因此,理解是將給予補充庫存的信號的卡。
看板將有塑料箱和卡片。
該卡將保存材料號碼,存儲位置,條形碼,材料數量等,幷且一旦儲存箱滿了,卡將被保存在儲存箱中。
一旦垃圾箱是空的,那麽卡將在板上。
就像那張多張卡片將在那裏存在一個具有適當序列號的單一材料一樣。
看板有兩個主數據。
1. Control cycle2. Supply area首先供應區域將創建與存儲位置和負責人。
T代碼PK05。
放入工廠幷創建新的條目。
放置存儲位置和負責人幷保存數據。
T-code:Go to MMSC從計劃中排除存儲位置(因為通過MRP計劃時不需要這樣做)。
我們也可以從定制中排除存儲位置。
在這種情況下,存儲位置中的所有物料將被排除在計劃之外.現在必須創建控制周期。
T代碼PK01把材料,廠房,供應區域和選擇經典看板.放入看板的數量(表示沒有箱子),看板數量和允許的最大空數量.選擇生產類型(內部/外部)。
這也可以通過控制循環維護來完成。
T代碼PKMC。
創建新的點擊現在檢查MD04屏幕總庫存為63,不包括在MRP中。
該股票將在隨後的階段(下一階段)現在檢查看板箱的狀態。
T代碼PK13N這裡有三個垃圾箱已滿,兩個垃圾箱處於等待狀態。
Click to see the legends.看板的兩個重要地位是。
如果箱子已滿,GR將完成如果箱子是空的- 採購建議將被創建(不會完成GI)GI正在通過反沖來完成。
在實際情況下,垃圾箱正在通過射頻設備進行掃描,並且正在進行掃描,其中一個垃圾箱為空或全部。
但在這裡我們將通過這個標籤來完成。
.讓我們選擇一個垃圾箱並將其清空一個看板被處理,Bin變成紅色。
這意味著Bin是空的。
現在檢查MD04。
創建一個生産訂單(空白表示將創建一個建議)。
使另一個Bin為空是相同的過程並參見MD04屏幕.釋放這兩個命令。
SAP入门基本操作培训
38
外观设计
39
目录
1
SAP登录及界面
2
数据基本查询
3
SAP功能介绍
40
数据查询
举例:事务码MB51,物料凭证查询 ALV列表/基本列表
排序 筛选 求和 小计 布局
41
数据查询 – 启动事务
输入事务码MB51,然后回车
42
数据查询 – 进入选择界面
数据选择标准: • 单值 • 连续的范围值 • 排除单值 • 排除连续范围值 • 以上的组合
J2EE Process Integration
实现与 . NET 和 J2EE 的互操作 (.NET and WebSphere interoperability and
extensibility)
为SAP和合作伙伴提供业务基础
商业流程管理
Application Platform ABAP
强大的预配置方案减少了特殊定置 (Preconfigured with business content)
• F1: 帮助,显示该字段的帮助文档 • F4: 用选择的方式输入值 • : 数据可选择输入
•
•
: 可输入多种选择标准,目前未输入
: 已输入选择标准数值
43
数据查询 – ALV表格查询界面
44
数据查询 – 工具按钮说明
显 示 行 明 细 项 目
按 升 序 排 序
按 筛 降 选 序 排 序
求 和
47
SAP的全面集成解决方案
SAP xApps SAP 跨越式应用 mySAP 商务套件 产品生命周期管理 供应链管理
供应商关 系管理
SAP项目实施过程演示及实操-PPT精品文档

第5页
项目实施方法及步骤-项目计划
ERP项目总体实施计划
时间表
项目前期 准备 13年9月25日 前期项目 准备 13年9月26日 13年10月9日 13年10月14 日 13年10月17 日 13年10月20日
启动项目会
业务访谈 差异分析 蓝图编制
蓝图设计
系统构建 确认开发清单 系统配置 系统测试 单元与集成 测试
第4页
第4页
项目实施方法及步骤-项目目标
项目准备阶段: 确定项目主要目的和重点 确定项目的实施范围和策略 确定项目组织结构及成员
业务蓝图阶段:
确定基本系统的范围 确定项目的详细实施计划
业务流程的描述、确认、分析与优化
企业组织结构及业务流程的确定
系统实现阶段:
逐步实现业务蓝图 完整的系统测试 用户对系统的确认 上线准备: 完成系统上线的准备 保证系统正常运转解决剩余问题 上线即支持: 正确移交系统 保证系统正常运转
数据收集
数据收集 切换与权限 配置 编写用户手 册与培训
最终用户 培训
试运行
系统上线试 运行
第6页
第6页
蓝图设计
概念培训 对用户进行基本概 念培训 蓝图设计报告 现状调研报告 了解企业基本状况 ,对企业部门业务 调研,并编写现状 调研报告
第7页
根据客户需求并结 合SAP优势对企业 流程进行优化,提 出合理建议,编写 蓝图设计报告
项目实施过程 -演示及实操
8 7
6 5 4 3 2 1
第1页
第1页
安豆沙盘项目—ERP项目总结目录
项目准备 项目准备 蓝图设计 概念培训 现状调研报告 蓝图设计报告 系统实现 系统配置 顾问内部测试 单元测试 集成测试 用户手册编写 权限制定 报表开发 上线准备 数据收集 输入导入 最终用户培训 上线支持
sap软件的使用方法和操作流程
sap软件的使用方法和操作流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!深入理解与操作SAP软件:一个全面指南SAP,全称为System Applications and Products in Data Processing,是全球领先的企业级应用软件解决方案,广泛应用于财务管理、供应链管理、人力资源管理等多个领域。
SAP基本操作技巧培训.pptx
▪ 无论何时你打开 SAP的一个会话, 你都不会丢失其他已打开的会话的 任何数据,并且你能在不同的会话间方便 地进行切换。
▪ 在系统资源允许的情况下,你最多可以打开6个SAP会话。 ▪ 在本节中, 首先在库存总览中工作,然后打开一个新的会话,查看总
用执行当前交易代码窗口中的交易相当于回车(ENTER) 保存当前的窗口资料(CTRL+S) 新建一个窗口 不保存当前窗口并返回上一窗口(SHIFT+F3) 保存当前窗口并返回上一窗口(F3) 在建立数据出错误时强迫退出不保存窗口数据(F12) 打印当前窗口资料(CTRL+P)
下拉菜单选择项 选择项全部选择 选择项全部取消
向上向下翻页面 执行键
查询报表使用的变式 删除
菜单结构:
点击后勤,显示后勤子菜单。 在子菜单选项后面的箭头表明该选项中还包含有更多 的选项。 后面没有箭头的选项被叫作 功能。
使用查询窗口:
你要在限制值范围窗口输入你要查找的物 料的有关信息屏幕
查询窗口:
提示: 对物料的描述可以是 完整的也可以是不完 整的。对物料的描述 可以使用通配符*,例 如*箔*,就表示包括 箔的所有的物料。 假如你想退出限制值 范围窗口,请点击
框中合适的位置点击鼠标右键,即可完成快速拷贝粘贴。
SAP操作技巧
•常用图标的操作
查看详细信息
添加一个行项目
新建
复制
全部不选中 全选中
执行
打开
SAP操作技巧
•SAP的提示信息
SAP的提示信息位于窗口坐下角。
SAP的提示信息分为正常提示、警告提示、出错提示,分别用 来表示,当遇到警告提示时可回车通过,当遇到出错提示时必须纠正错误才 能继续操作。
SAP业务操作流程演示

Open AP items management Can provide payment proposal by payment terms More flexible AP reports
Part 1 – Overview and Logistics Cycles
MM Flows – All detailed Processes FI and CO Flows – All detailed Processes
Part 2 – Detailed To-Be Flow: FI,CO, MM
Post SAP: Order to Cash process (Sales Processing)
Finance Cash Collection
Postings in Financial can be back traced
Source Determination
Purchase Order Processing
Manual weekly Production Plan
One month’s production plan
Manual purchase plan
Input three months’ production plan directly to the system
Scheduled or Ad Hoc MPS/MRP runs
Manually create PO/Contract(Excel) Manual PO approval
SAPKANBANFullProcessSAP看板流程演示练习
SAPKANBANFullProcessSAP看板流程演示练习KANBAN is a process by which material can be replenished as per the requirement. KANBAN is a Japanese technology for material replenishment. KAN- means card and BAN means signal. Hence understanding is card which will give the signal for replenishment.KANBAN will have plastic bins and cards. The card will hold the material no, storage location, Bar code, material qtyetc and will be kept on the bin once the bin is full. Once the bin is empty, then the card will be on the board. Like that multiple card will be there for a single material with proper serial no.KANBAN is having two master data.1. Control cycle2. Supply areaFirst of all supply area will be created with storage location and responsible person.T code PK05. Put the plant and create new entry.Put storage location and responsible person and save the data.Go to MMSCExclude the storage location from planning(as this is not required to plan through MRP). We can exclude the storage location from customizing also. In this case all the material in the storage location will be excluded for planning.Now the control cycle has to be created.T code PK01Put material, plant, supply area and select classic KANBAN.Put no of KANBAN (means no of bins), No of KANBAN quantity and maximum empty allowed.Select production type also (inhouse/external).This can be done through control cycle maintenance also. T code PKMC. To create new click onNow check MD04 screenTotal stock is 63 and is excluded from MRP. This stock will be consumed in subsequent stage(in next stage)Now check the status of the KANBAN bin. T code PK13NHere three bins are full and two bins are in Wait status. Click to see the legends.Two important status of KANBAN is.If Bins are made full- GR will be doneIf Bins are made empty-Procurement proposal will be created (NOT GI WILL BE DONE)GI is being done through backflush.In actual situation bins are being scanned through RF device and scanning is being done one the Bins are empty or Full.But here we will do through this tab.Let’s select one bin and make it empty byOne KANBAN processed and Bin became RED. This means Bin is empty.Now check MD04. One Production order created (as empty means one proposal will be created).Make another Bin empty is same process and see MD04 screen.Release both the order. The order type of KANBAN is PP05.Double click on the Bin and you can see the details with order created.Check the stock in MMBEStock is 63. Now select one empty Bin in make it FullThe Bin became green.Check the stockIts become 70 unrestricted. Hence 7 nos GR is happened.Repeat the process and check the qty .More 7 no GR happenedCheck MD04. No proposal exist (for all orders GR happened).Few more useful T codesPK11: Plant overview.PK18: For each material production order, DOC no on which the production order got posted can be seen. Status of KANBAN container will be displays also.PK31: Error in KANBAN can be checked. Select any error line and click on Bell. You can change the error status.PK09: KANBAN can be locked (when the KANBAN is not is used/Bin is damaged).。
SAP看板流程
收發
十 及點交司機 依時段轉
出 2.須列印收料單及核對看板張數與I/D NO 是否吻合,並於司機交貨之前 看板回收員
交已轉上WEB之收料單印出與看板捆在一啟點交司機.
/KEY-IN員
收料單列印 管制表
看板+收料單
收料單結
十一
轉查詢
1.網址(),每5分會更新劃面一回 收發 PJ04
即時
看板時段回 收表
看板無法讀 取管制表
看板運行
八
1.STAFF以上可查看看板發料/收料狀態
STAFF
PK13N
2.管制使用人員否則會誤發行看板,造成接收點不到看板但CMC有發出 訂單
STAFF
看板遺失檢
1.依廠商別查詢看板異動有無異常
九
知
1.PK18 2.確定看板遺失補列印發行及遺失看板檔案刪除
補給
1.時段需考慮平準
補給STAFF 不定時
六
YTMM79M
2.一家廠商有兩種起跳便時,會有N天的N個時段產生兩張收料單,接收 分類注意
看板讀取及
七
分類
PKBC
1.依時段每1HR回收看板及讀取,完成後分類入待收料單格位(注意顏 色標籤勿分類錯)
看板回收員
1HR
2.無法讀取處理需即時處理及管制對策.
技術長
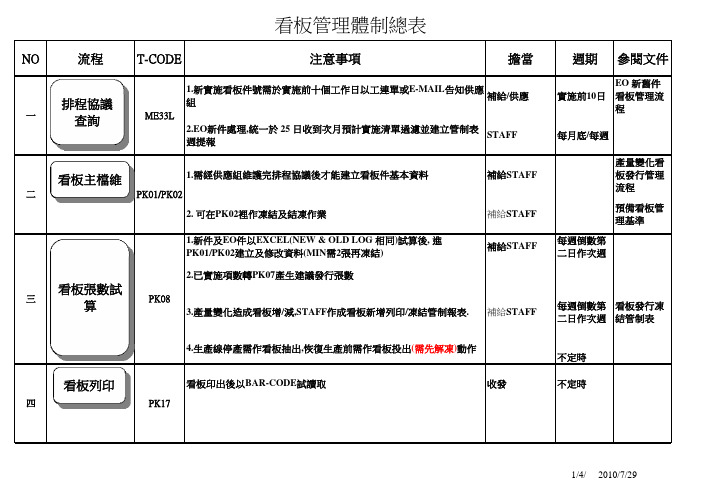
看板管理體制總表
NO
流程
T-CODE
注意事項
擔當
週期 參閱文件
排程協議
一
查詢ቤተ መጻሕፍቲ ባይዱ
ME33L
1.新實施看板件號需於實施前十個工作日以工連單或E-MAIL告知供應 組
補給/供應
2.EO新件處理,統一於 25 日收到次月預計實施清單過濾並建立管制表 週提報
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
KANBAN is a process by which material can be replenished as per the requirement. KANBAN is a Japanese technology for material replenishment. KAN- means card and BAN means signal. Hence understanding is card which will give the signal for replenishment.
KANBAN will have plastic bins and cards. The card will hold the material no, storage location, Bar code, material qty etc and will be kept on the bin once the bin is full. Once the bin is empty, then the card will be on the board. Like that multiple card will be there for a single material with proper serial no.
KANBAN is having two master data.
1. Control cycle
2. Supply area
First of all supply area will be created with storage location and responsible person.
T code PK05. Put the plant and create new entry.
Put storage location and responsible person and save the data.
Go to MMSC
Exclude the storage location from planning(as this is not required to plan through MRP). We can exclude the storage location from customizing also. In this case all the material in the storage location will be excluded for planning.
Now the control cycle has to be created.
T code PK01
Put material, plant, supply area and select classic KANBAN.
Put no of KANBAN (means no of bins), No of KANBAN quantity and maximum empty allowed.
Select production type also (inhouse/external).
This can be done through control cycle maintenance also. T code PKMC. To create new click on
Now check MD04 screen
Total stock is 63 and is excluded from MRP. This stock will be consumed in subsequent stage(in next stage)
Now check the status of the KANBAN bin. T code PK13N
Here three bins are full and two bins are in Wait status. Click to see the legends.
Two important status of KANBAN is.
If Bins are made full- GR will be done
If Bins are made empty-Procurement proposal will be created (NOT GI WILL BE DONE)
GI is being done through backflush.
In actual situation bins are being scanned through RF device and scanning is being done one the Bins are empty or Full.
But here we will do through this tab.
Let’s select one bin and make it empty by
One KANBAN processed and Bin became RED. This means Bin is empty.
Now check MD04. One Production order created (as empty means one proposal will be created).
Make another Bin empty is same process and see MD04 screen.
Release both the order. The order type of KANBAN is PP05.
Double click on the Bin and you can see the details with order created.
Check the stock in MMBE
Stock is 63. Now select one empty Bin in make it Full
The Bin became green.
Check the stock
Its become 70 unrestricted. Hence 7 nos GR is happened.
Repeat the process and check the qty .More 7 no GR happened
Check MD04. No proposal exist (for all orders GR happened).
Few more useful T codes
PK11: Plant overview.
PK18: For each material production order, DOC no on which the production order got posted can be seen. Status of KANBAN container will be displays also.
PK31: Error in KANBAN can be checked. Select any error line and click on Bell. You can change the error status.
PK09: KANBAN can be locked (when the KANBAN is not is used/Bin is damaged).。